简明工作因素法
简明工作因素法讲义

简明工作因素法讲义1. 确定关键因素:首先,需要确定对员工满意度有重要影响的关键因素。
这些因素可能包括工作环境、薪酬福利、工作内容、领导方式、团队氛围等。
2. 设计调查问卷:基于确定的关键因素,设计一份调查问卷,包括相关的问题以了解员工对这些因素的看法和感受。
问卷应包括一些开放式问题,以便员工能够提出自己的意见和建议。
3. 进行调查:通过面对面的访谈或者在线调查的方式,向员工发放问卷,收集他们的反馈意见。
确保员工能够安全、自由地表达自己的看法。
4. 分析数据:收集到的数据需要进行分析,以了解员工对各项因素的满意度水平。
可以借助统计工具或软件进行数据分析,得出具体的结果和结论。
5. 制定改进计划:基于调查结果,雇主可以制定相应的改进计划,以提高员工的满意度,促进员工的工作积极性。
改进计划可以包括改善工作环境、加强薪酬福利、优化领导方式等方面的措施。
工作因素法是一种有效的管理工具,可以帮助雇主更好地了解员工的需求,促进员工的工作满意度和绩效提升。
通过认真运用工作因素法,雇主可以建立员工友好的工作环境,提高员工忠诚度和团队凝聚力。
对于员工而言,工作满意度是极其重要的。
当员工满意度提高时,他们的工作表现和工作积极性也会相应提升。
因此,了解员工对工作的满意度以及导致满意度不高的因素对于雇主来说是至关重要的。
下面是关于工作因素法的相关内容,帮助雇主更深入地了解员工的需求和期望。
1. 深入讨论调查结果:一旦收集和分析了调查数据,雇主应该设立一次会议,邀请员工代表和管理层一起讨论调查结果。
在这次会议上,员工可以展示调查报告,并提出自己对于改善满意度的建议。
而管理层也要表明他们对调查结果的分析,并告知员工可能会采取那些措施来改进员工满意度。
2. 制定行动计划和目标:根据调查结果和讨论的内容,员工代表与管理层需共同制定行动计划和目标。
这些目标可以是提高工作环境,增加培训机会,优化管理方式,提高薪酬福利等等。
这个时候,管理层需要设置明确的目标和时间表,从而可以更好地关注改进的过程,并在过程中进行调整。
简明工作因素法(BWF)
(
)
伸出的距離和握住東西移動的距離不相等, 以平均值計算;
它的方向不適於以後的動作,這時需要變更它的方向,稱準備;
; 5.有時要加入準備單元;12mm<L ≦50mm A 01.5mm<L ≦12mm
B 5
L ≦1.5mm
C
105+ 2.桿的頂端平坦,且≧1/3D 時,以平坦部份作為桿的尺++3kg<G +5kg<G
+ +
重量
≦5kg 4.裕度>50mm 不作為組合分析,其動作包含在拿取內;
每個次要因素
邊距離;如開口部有導角時,自導角部份開始量取; 定位 (插入或貼合前轉對角度) 安座 (插入或貼合後再施個力) 寸;圓頭或尖頭以實際桿尺寸的三分之一計算;
盲目組合(看不見的插入或貼合) 3.面組裕度為水平及垂直誤差除以2後之較小值;(例:L=±5mm/U=±4mm,故裕度:4 )組 合( Assemble )Remark
裕度
機械組合步驟:1.對準;2.竪起;3.插入(超過10cm 需加入搬運);4.鬆開已包括在拿取內; 組合的裕度: (械組合的裕度= D-p)
1.孔以開口部份直徑量取;圓形取直徑;多角形取最窄。
工作要素法的名词解释

工作要素法的名词解释工作要素法是一种有效的管理和组织工作的方法,它通过将工作任务分解为各种要素,以便更好地管理和优化工作流程。
这种方法通过明确工作要素的定义和关系,帮助组织和管理者更好地了解并操控工作过程,实现工作目标的高效达成。
一、概述工作要素法基于任务分解和工作流程管理的原则,旨在帮助管理者在日常工作中更好地组织、分配和控制任务,提高工作效率和质量。
该方法通过将工作任务拆解为多个小的要素,以便更好地管理每个要素的执行和完整的工作流程。
二、工作要素工作要素是指工作任务的基本组成部分,可以是一个具体的行动步骤、一个工作环节或者一个要求。
每个工作要素都具有明确的定义和目标,能够独立完成或者以某种有序的方式与其他要素相互协作。
三、任务分解与优化工作要素法通过任务分解和优化来实现工作效率的提升。
在任务分解过程中,工作任务被逐步拆解为更小的工作要素,每个工作要素都有独立的目标,并且在实施过程中能够更容易被管理和监控。
优化工作要素的执行顺序和关联关系,可以进一步提高整体工作流程的效率。
四、工作要素之间的关系在工作要素法中,工作要素之间存在不同的关系:前后关系、依赖关系和并行关系。
前后关系指的是某个要素必须在另一个要素之前完成;依赖关系指的是某个要素的完成依赖于其他要素的执行;并行关系指的是多个要素可以同时进行。
通过明确这些关系,工作要素法能够帮助管理者更好地规划和协调工作任务的执行顺序和时间安排。
五、工作要素的评估和监控工作要素法提供了一套评估和监控工作要素执行的方法。
通过设定工作要素的关键绩效指标和时间节点,管理者可以实时追踪和监控工作要素的进展情况。
在执行过程中,通过不断收集和比对实际完成情况和预期结果,管理者可以及时发现问题和解决障碍,确保工作任务能够按时高质量地完成。
六、工作要素法的应用场景工作要素法可以广泛应用于各种工作场景中,尤其是需要高效组织和管理任务的情况下。
例如,对于项目管理,工作要素法可以帮助管理者更好地掌控项目的进展和风险;对于生产管理,工作要素法可以帮助管理者优化生产流程和降低成本;对于团队管理,工作要素法可以帮助管理者分配任务和协调团队成员之间的合作。
工作要素法的介绍及应用

四项评估指标的含义
1.评估最低要求:(Barely acceptable workers) :对最低可接受员工都具有的要素。 (B)对于勉强接受员工 +:都具备 √:一些具备 0:几乎无人具备
职位:薪酬主管 要素一:薪酬设计与调研知识 要素二:人力资源管理总体规划能力
四项评估指标的含义
2.评估优秀员工的要求(To pick out superior worker) :区分优秀员工的要素。 (S)对于挑选优秀员工 +:非常重要 √:有价值 0:没有区分性
JEM的应用
第七步:按如下进行评价 该项要素对挑选优秀的司机而言: ①非常重要 ②有价值
③没有区分性
①=2分,②=1分,③=0分
JEM的应用
第八步:按如下进行评价 该项司机的要素如果不被考虑: ①带来很大的麻烦 ②带来一些麻烦
③无影响
①=2分,②=1分,③=0分
JEM的应用
第九步:按如下进行评价 实际中,如果提出该项要求,我们可以: ①填充所有司机职位 ②填充一些司机职位
指标值:B S T P IT TV TR
TR=S+T+SP′-B (P′是P的倒算值,即如果 P=2,则P′=0;如果P=1, 则P′=1;如果P=0,则 P′=2) 某个要素的TR最终得分 是:专家小组所有成员在 该要素上TR得分之和除 以该要素TR得分可能出 现的最大值 (TR的最大值: S=2, T=0,P′=2,B=0)
JEM的应用
B 50 58 42 S 83 42 67 T 67 33 92 P 75 33 58 IT 64 22 58 TV 98 10 88
维度、子维度的评估 评估标准 E
维度的标志,表示TV值≥100, 可以将该要素确定为一个维度。 甄选显著性子维度的标志,IT值 ≥50时,表示该要素可以作为一 个显著性子维度;
简明工作因素
简明工作因素法(BWF) 讲师:杨望远先生简明工作因素法-Brief Work Factor一.工作因素法的发展1943年美国无线电公司RCA以Joseh H.Ouick为首的一组工业工程师在费城地区的许多任务厂内从事广泛的研究与实验。
稍后他组成Work Factor Company以推广他们的成果~「工作因素法」,并防止这个时间制度被人误用。
后来Science Management Corporation加入工作因素法阵容,使它能和MTM并驾齐驱。
简明工作因素法(BWF)是1978年由Science Management Corporation和荷兰飞利浦公司共同开发出来的一种时间制度。
它把原则和数值都加以简化到可以背诵;但又和其它工作因素法脉络相承,没有自相矛盾的地方。
非常适于工场的领班、保全技术员及IE、R&D在日常工作中使用,以便改进工作方法,增进效率。
由于BWF简明易学易懂(可免除作业者与IE之间的隔阂)且误差对效率核算影响不大,乃由当时巨大机械公司工程处长杨望远首先用于生产线各项工作之标准工时设定,并经长期测试,效果确着且无不良后果,嗣后又用于太平洋电缆公司、高林(工业用拷克中)、家兴印刷公司、立茂珐琅公司、立隆电子司、聚益塑料公司、理研电器公司、旭青企业公司……皆有具体成效,值得制造业采用。
若能教会领班,用来动作分析、方法改善,不但能稳定质量,提升效率,更能建立人人信服的绩效衡量指标。
二.标准单元工作因素法所讨论的基本动作共有九种,称为标准单元。
简明工作因素法(BWF)再把标准单元的时间、数据简化成六组时间表:拿取、组立、放罝和搬运、身体动作、心智操作、特殊动作等。
(1) 伸手(reach)-身体某一部份改变位罝的动作。
(2) 握取(grasp)-用以抓住物体的手指运动。
(3) 搬运(move)-移动物体的动作。
(4) 预对(preposition)-把物体的方向变更,以适于下一个标准单元。
工业工程WF法

②手臂—指关节;
④躯干—肩头; ⑥脚---脚尖;
基础工业工程
(3)人力控制 人力控制形态与程度,代表了动作的困难程度,是人 的熟练及努力以外的要素,它影响动作的时间值。 可以下4种工作因素来衡量:
1)定位停止(D)。
2)引导(S)。 3)谨慎(注意力,P)。 4)改变方向(U)。
基础工业工程
二、WF简易法的基本原理
1.动作单元划分
2.影响动作时间的主要因素
3.动作难度的确定方法
基础工业工程
1.动作单元划分
工作因素系统把动作分解成8个最基本的动作单元。任 何操作都可以看作是由8种动作单元构成的。 动作 WF代号 动作 WF代号
移动 预对(抓正) 装配 放手
R、M PP Asy RL
准确辨别4个以下的特性;读出3位以下的 3/每个检验点 数字;读6个字以下的文字(或6个字母以 内的语句)
反应
Rn
2 4
简单反应或检验后立即进行选择反应(选 择种类大于3小于6);选择反应与检验独 立产生时,对于每个因刺激信号的结果而 产生的选择种类为2(但不超过8)检验后 立即进行选择反应,选择种类超过6时, 反应时间增为2倍(4RU)
基础工业工程
表9-18 预对动作预定时间标准 工 作 因 素(动作难度)
O
预对(抓正)
1
单 手 RU
2
3
双 手
4
主要尺寸(m m)
10~100
发生率 25% 50% 75% 100% 同时动作增额
100~250
l 3 4 5 +50%
≤ 10
— — — 6
100~250
2 4 5 7
> 250
简明工作因素法讲义

简明工作因素法讲义一、什么是工作因素法?工作因素法是一种评估和分析个体在工作环境中所面临的因素对于工作绩效和满意度的影响的方法。
通过对工作任务、工作环境、工作条件等因素进行系统的评估和分析,可以更好地了解员工在工作中的表现和情况。
二、工作因素法的重要性工作因素法可以帮助管理者了解员工在工作中遇到的问题和困难,从而采取有效的措施来改善工作环境,提高员工的工作绩效和满意度。
同时,通过对工作因素进行评估分析,可以有效地指导组织的人力资源管理和员工发展。
三、工作因素法的分类根据不同的研究和分析方法,工作因素法可以分为多种不同的分类,常见的包括:1.任务特征:包括工作任务的复杂性、任务的重要性、任务的变化性等。
2.工作条件:指工作环境的物理条件、时间条件、社会条件等。
3.工作关系:指员工与上级、同事、下属之间的相互关系。
4.工作满足度:指员工对工作内容、工作环境、工作待遇等方面的满意程度。
四、如何应用工作因素法?在实际的管理实践中,可以通过以下步骤来应用工作因素法:1.确定评估目标:明确要评估的具体工作因素和评估的目的。
2.收集数据:通过问卷调查、面谈、观察等方式收集与工作因素相关的数据。
3.分析数据:对收集到的数据进行整理、统计和分析,找出工作因素对员工的影响。
4.制定改进措施:根据分析的结果,制定相应的改善措施,提高员工的工作绩效和满意度。
五、工作因素法的优势和局限性工作因素法具有以下优势: - 可以定量评估工作因素对员工的影响 - 可以有针对性地改进工作环境和条件 - 可以为员工的职业发展提供指导然而,工作因素法也存在一些局限性: - 评估结果可能受到主观因素的影响 - 评估过程可能受到员工的误解或隐瞒六、结语工作因素法是一种有效的评估和分析工作环境对员工绩效和满意度的影响的方法,可以帮助管理者更好地了解员工的实际情况,从而采取有效的措施来改善工作环境,促进员工的发展和组织的持续发展。
希望本讲义能够帮助读者深入了解工作因素法,并在实际管理中得到应用。
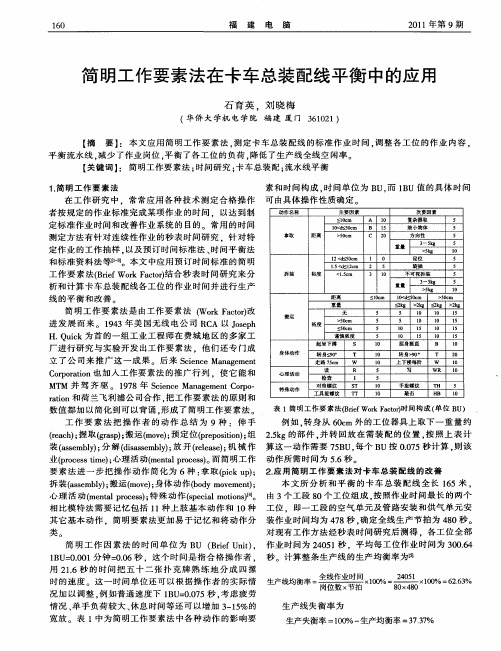
简明工作要素法在卡车总装配线平衡中的应用
2 1 年 第 9期 01
福
建
电
脑
l1 6
以一 工 段 一班 的 1 7个 工位 为例 。 其 各工 位 做 负 对
2取 消 o 工 位 , 其管 路装 配交 给 1 4工 位 , 。 5 将 L 消音
荷 图( 1 , 以发现 作 业 负荷 的不 均 匀 , 荷最 轻 的 器 吊架 交 给 1 1 位 。 图 )可 负 R 工 工位 工作 时 间不 足 2 0秒 .每个 节 拍 中有 5 .%的 时 0 83 调整 和改 善后 的一 工段一 班 负荷 图如 图 2所 示 。 间处 于等待 状 态 。
生失 = 产衡 ( 率 一
) : )02% × 1 x%9 t - =S 0 . 2
全线 作业 均衡率 提 高了 l.6 2o %。 简 明工作要 素法 简单 易记 , 于操作 和执行 。由于 易
进行 定置 管理 ; 一些 复杂零 件 的安 装位 置增 加标 识 ; 时间是 通 过预定 时 间标 准 的方 法计 算得 出 .所 以受 被 在 观测操 作者 和测 定误差 影 响较 小 .是作 业测 定 和流水 在车 架上增 加 和调 整一 些工 艺孔 等
H. uc O ik为 首 的一 组工 业工 程 师在 费城 地 区的多 家 工 厂 进行 研究 与 实验 开 发 出工作 要素 法 .他 们 还专 门成 立 了公 司 来 推 广 这一 成 果 。后 来 S in eMa ae e t ce c n g m n
拆 装
裕度
(I c _ m 5
10 6
福 建 电
脑
2 1 年第 9期 01
简 明工作要素法在卡 车总装 配线 平衡 中的应 用
石 育 英 .刘 晓梅
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Presented By
He, yu(何昱)
組 合(Assembly )~
機械組合之裕度
機械組合的裕度 = D-p (孔的最大徑D減桿的配合徑p)
1. 孔以開口部份直徑量取。圓形取直徑,多角形取最窄邊距離, 如開口部有導角時,自導角部份開始量取。
2.
3.
桿的頂端平坦,且≧1/3D時,以平坦部份作為桿的尺寸。 圓頭或尖頭以實際桿尺寸的三分之一計算。
拿取 範例一
自盒中拿一個直徑4mm的螺帽出來,平均移動距離20cm。
分析式 拿取代字 P B + + 拿螺帽 25BU ≦10cm A 10 15
距 離
>10≦50 B
距離代字
複雜的握取 細小的東西 簡單說明動作內容 總時間值 原來 PB=15BU,每個 + 5BU,一共是兩個 + ,總計拿此螺帽費時 25BU。
>50cm
C
20
5 + + + + + +
每個次要因素 複雜握取 細小東西≦6mm 準 備 重 >3≦5kg >5kg
量
Presented By
He, yu(何昱)
拿取 範例二
伸手到 60cm 外的架上拿取梅花版手
分析式 拿取代字 距離代字 複雜的握取 細小的東西 簡單說明動作內容 總時間值 原來 PC=20BU,每個 + 5BU,一共是 0 個 + ,總計拿此螺帽費時 20BU。 P C + + 拿板手 20BU
He, yu(何昱)
組 合(Assembly )~
機械組合之步驟
拿取一桿到洞附近,接著開始機械組立的三個步驟:
先平移一小距離,使桿的一角滑進洞的邊緣,是為對準。 把桿旋轉一個角度使桿的中心線和洞的中心線平行或重合,是為豎起。 把桿移進洞內不超過10cm,是為插入。超過10cm須加搬運。 鬆手離開桿,此動作己包含在拿取時間內。
2. 走動行工作:有固定休息時間,寬放時間9%
3. 若無固定休息時間,私事寬放加3﹪;若單手荷重大於10Kg,則予疲勞寬放 3~15﹪;若異常干擾甚多,酌加異常寬放3~15﹪,若仍不足,則需改善。 正常時間(N.T.)加寬放時間(A﹪)才是標準時間(S.T.): NT+A%=ST IPC原則: IPC 時間單位定義為 1BU=0.075s,採用普通熟練度涵蓋寬放.
Presented By
He, yu(何昱)
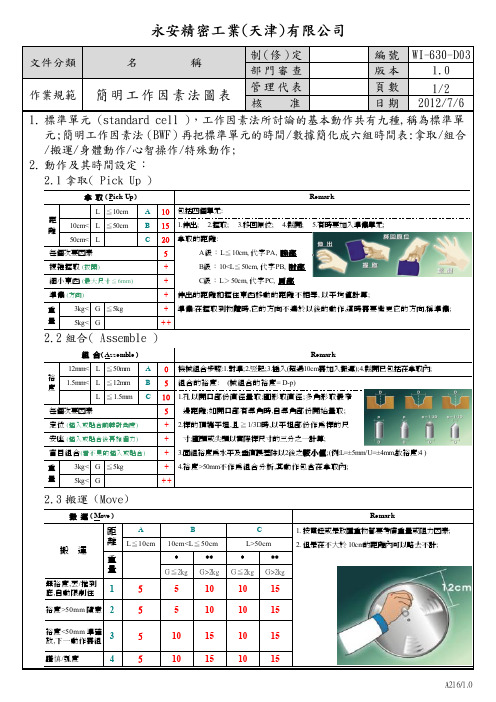
拿 取(Pick Up)
拿取至少包括了四個單元: 伸出 握取 移回原位 鬆開 有時還要加入準備單元。
Presented By
He, yu(何昱)
拿 取(Pick Up)
影響拿取動作時間長短的次要因素有五: 拿取的距離 複雜的握取(撥開再拿)
Presented By
He, yu(何昱)
組 合(Assembly )
組合是將兩物體相互結合的動作。 它有兩種基本型式:
1. 機械組合:一物體插入另一物體的孔或槽內。 例如鑰匙插入鑰匙孔內。
2. 面組合:兩物體表面沒有機械的支持而達到有一定關係位置的動作。 例如貼郵票在信封規定的地方。
Presented By
Presented By
He, yu(何昱)
影響拿取的次要因素
~細小的東西(摳取)
凡物體握取的最大尺寸≦6mm時,需給予額外時間補償。
上圖零件最大尺寸為12mm,不必考慮它是細小的東西。 (很多時候我們可以根據實際作業,看動作是否需要摳取,而不必仔細測量大小.)
Presented By
He, yu(何昱)
左、右最大位移 = 8mm/2 =4mm 裕度為 = 4mm ( 取較小值 )
最小 4mm 最大 12mm
Presented By
He, yu(何昱)
組 合(Assembly )
~
1. 2. 3. 4. 5.
組合裕度之計算
裕度>12mm,但≦50mm的組合記作 A1 裕度>1.5mm,但≦12mm的組合記作 A2 裕度≦1.5mm的組合記作 A3 裕度>50mm不作為組合分析,其動作包含在拿取內。 裕度A1的組合時間雖然是零,但仍要分析,因為下面所要討論 的次要因素會使組合時間增加。
Presented By
He, yu(何昱)
影響組合的次要因素
~定位 Index ( 插入或貼合前轉對角度 )
當方形的桿要插進方形的孔內,需要稍微轉一個角度才能插得進去,這 個額外動作稱為定位。 拿尺對準紙上的兩個點以便劃一條線,是為面組合的定位。
Presented By
He, yu(何昱)
影響組合的次要因素
影響拿取的次要因素
~準備(握取後轉對方向)
在握取到物體時,它的方向不適於以後的動作,這時需要馬上變更 它的方向,稱為準備。 例如從一盒螺絲拿一個出來,有50%的機會要翻轉一個方向。這跟 我們說的動作分析中的預對動素基本相同—需要為下一個動作調整方 向,或者角度等.
Presented By
He, yu(何昱)
3.
伸手到 30cm 處的桌子,拿起一塊重2kg的鐵材,丟到 40cm 外的 大木箱
裡。 電話鈴響時,伸手拿起聽筒,放到耳邊,講完後再放回去。假設電話離
4.
自己 60cm 遠。
5. 6. 7. 伸手到 80cm 外牆上,把電燈打開。 抬腳踩啟動壓閥。 伸手 50cm,握取檔板另一側的起子回到原處,檔板高 9cm, 起子離檔板 18cm。
Presented By
He, yu(何昱)
影響組合的次要因素 ~重
量
不論是物體本身重量或在組合過程中的產生的阻力、摩擦力,都按其 重量給予不同的額外時間。(重量指單手負荷.) >3 kg 而≦5 kg,給予 5BU >5 kg 的重量給予 10BU
Presented By
He, yu(何昱)
組合 範例
伸出的距離和握住東西移動的距離不相等,以平均值計算。
Presented By
He, yu(何昱)
影響拿取的次要因素
~複雜的握取(撥開再拿)
當手從一堆小螺絲中拿取一個來,或 是從三根並排的粉筆拿取其中一根,這 時手指必需先把其他東西撥開才能讓拇
指和食指捏住真正要拿的小螺絲或粉筆。
凡是在握取的過程手指不只運動一次 的都稱為複雜握取。 但是只轉動手腕的握取不算複雜握取, 例 p =
D-p
Presented By
He, yu(何昱)
組 合(Assembly )~
貼標籤於產品上 水平誤差 ±5mm=10mm
面組合之裕度
垂直誤差 ±4mm= 8mm
面組合時,裕度取水平及垂直誤差除以2後之較小值。
最大 15mm
最小 5mm
上、下最大位移 = 10mm/2 =5mm
~安座Seat ( 插入或貼合後再施個力 )
把有固定桿的小電燈泡插進燈座裡,先是機械組合,定位,再插到底。然後 再 扭轉、鎖定。這個額外的扭轉和鎖定稱為安座。 安座不同於定位,通常需施加少許力量。
Presented By
He, yu(何昱)
影響組合的次要因素
~盲目組合 ( 看不見的插入或貼合 )
在組合的過程無法用眼睛看到,必須給予補償時間。 例如蓋汽車主水箱蓋就是盲目組合,因為有部份時間看不到凹孔。
用右手把重4kg,330×410mm 的鋁板裝進 340×420mm 的輸送
帶吊籃內。
分析式 機械組合 裕度 5mm 定位加 5BU 重 4 kg加 5BU 操作說明 A 2 + + 裝鋁板 15BU
裕 度 ≦50>12mm ≦12>1.5mm ≦1.5mm 1 2 3 0 5 10 5 + +
Presented By
He, yu(何昱)
時間單位
簡明工作因素法的時間是以BU(Brief Unit)作單位,1BU=0.001分鐘=0.06秒,這個 時間是指 有經驗的普通操作員, 具有良好的技術與適當的努力, 在標準的環境下, 依照標準的工作方法, 產品達規定的品質所需的工作時間,這相當於花21.6秒的時間 把五十二張撲克牌分成四磴的熟練速度。 如果把五十二張撲克牌分成四磴的普通速度來換算時間的話,1BU = 0.075秒。 BU是正常人在正常工作狀態之正常時間,但由於私事、疲勞、公事、異常之干擾,需 要給予寬放時間。寬放時間原則如下: 1. 生產線(固定)工作:有固定休息時間,寬放時間6%
Presented By
He, yu(何昱)
標準單元
工作因素法所討論的基本動作共有九種,稱為標準單元。簡明工作因素法(BWF) 再把標準單元的時間、數據簡化成六組時間表:拿取、組合、 搬運、身體動作、心 智操作、特殊動作。 伸出(reach):身體某一部份改變位罝的動作。 握取(grasp):用以抓住物體的動作。 搬運(move):移動物體的動作。 準備(preposition):握取中把物體的方向變更,以適於下一個動作。 組合(assembly):使兩物體相互結合的動作,它包括兩種類型: a:機械組合(mechanical assembly):一物插入另一物的孔或槽內的結合, 例如鑰匙插入鎖內。 b:面組合(surface assembly):兩物體表面沒有機械的支持而達到有一定 相互關係位置的結合,例如貼郵票在信封上。 分解(disassembly):把兩個結合在一起的東西分開的動作。 放開(release):使手離開物體的動作。 作用時間(process time,代號PT):不被動作者所控制的時間,例如鑽通一個孔的 時間,決定於材料厚度、性質、孔的直徑、鑽頭轉速等。 心智操作(mental process):牽涉到眼腦的活動,例如看操作說明、數東西等。