1Cr21Ni5Ti钢管冷弯脆性问题研究
焊接接头冷弯试验在母材中断裂原因的初探
焊接接头冷弯试验在母材中断裂原因的初探
朱明仁
【期刊名称】《江苏机械制造与自动化》
【年(卷),期】1997(000)004
【摘要】在焊工技能考试冷弯试验中,经常发现一些试板在进行弯曲试验过程中断裂.有些断裂是由于焊接质量差,在焊缝内部存在有严重的夹渣、未熔合(图1)【总页数】2页(P15-16)
【作者】朱明仁
【作者单位】金陵船厂
【正文语种】中文
【中图分类】TG407
【相关文献】
1.各国压力容器用钛板及其焊接接头的冷弯试验 [J], 黄嘉琥
2.焊接接头纵向冷弯试验分析 [J], 殷鸿
3.16Mng锅炉钢板埋弧自动焊接接头冷弯试样开裂原因试验报告 [J], 朱来宝
4.关于锅炉压力容器受压元件焊接接头冷弯试验问题 [J], 杨恺仁
5.提高20g中厚板焊接接头冷弯性能的试验研究 [J], 刘少平;肖东明;张文明
因版权原因,仅展示原文概要,查看原文内容请购买。
较高含碳量冷弯方钢管焊接应力-应变场的数值模拟
较高含碳量冷弯方钢管焊接应力-应变场的数值模拟侯刚;童乐为【摘要】为了更好地预测含碳量较高的冷弯方钢管的焊接应力-应变场,应用有限元软件ABAQUS及移动双椭球型焊接热源模型,对焊接过程进行了数值模拟.在数值模拟过程中,采用了考虑与不考虑材料微观组织影响的2种方法,其中微观组织的作用通过引入冷却过程中材料马氏体化引起的体积膨胀来施加.分析结果表明:考虑材料微观组织影响可以更好地预测含碳量较高的冷弯方钢管的应力-应变场,纵向残余应力在焊缝处显著降低,横向残余应力在临近焊缝处也有所降低,但在焊缝处显著升高.【期刊名称】《建筑科学与工程学报》【年(卷),期】2010(027)002【总页数】7页(P114-120)【关键词】冷弯方钢管;焊接;微观组织;残余应力;数值模拟;含碳量【作者】侯刚;童乐为【作者单位】同济大学,建筑工程系,上海,200092;同济大学,建筑工程系,上海,200092【正文语种】中文【中图分类】TU3920 引言冷弯方钢管已广泛应用于土木、建筑工程中,并且在规格方面有朝着大尺度发展的趋势。
目前冷弯方钢管主要采用直接成方的加工工艺,即先将板料冷加工成方形,再将两纵向边缘焊接,形成闭口的方钢管。
这样焊接后的方钢管必将存在焊接残余应力[1],它将显著影响方钢管应用于受压构件时的稳定承载力,因此,了解冷弯方钢管的焊接残余应力分布是这种型材工程设计的基础性工作。
焊接件的焊接应力-应变场以往主要通过试验的手段来掌握,如常用的钻孔法与X射线衍射法等,但试验花费较多。
近年来,随着有限元技术的发展,应用计算机模拟高能焊接过程以及残余应力分布已成为可能,这种数值模拟的方法可以节省大量用于试验的人力和物力。
应用数值模拟技术预测残余应力-应变场时,通常忽略材料微观组织变化的影响,这种方法的预测结果对于含碳量较低的钢材是可以接受的[2]。
然而,目前建筑用冷弯方钢管中相当一部分碳的质量分数已超过0.2%,甚至有可能达到0.35%,如Q345钢等[3],对于这种碳含量较高的钢材仍旧不考虑材料微观组织的影响是否合理,值得探讨。
1Cr18Ni9Ti管弯曲回弹影响因素的实验研究
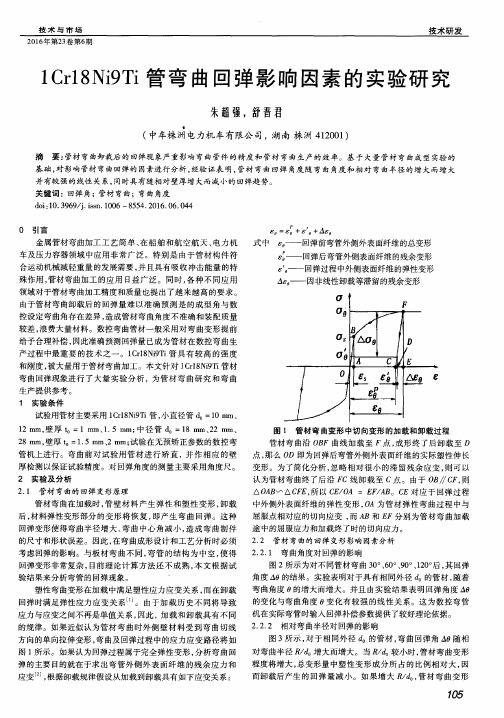
图 1所示 。如果认为 回弹过程属于完全弹性变形 ,分析弯曲 回
弹的主要 目的就在于求 出弯管外侧 外表面 纤维 的残 余应 力和
应 变 ,根 据 卸 载 规 律 假 设 从 加 载 到卸 载具 有 如 下 应 变 关 系 :
屈服点相对应 的切 向应 变 ,而 AB和 EF分别 为管材弯 曲加Байду номын сангаас 途 中的屈服应力和加载终 了时的切向应力 。 2.2 管材 弯曲的回弹变形影响因素分析 2.2.1 弯 曲角度对 回弹的影 响
TECHN0LoGY AND MARKET
Vo1.23,No.6,2016
区的位移量增 大 ,但变形程 度相对减 弱 ,弹性变形 成分 占总
回 弹 角 度
变形量的 比例增 大5 , 卸载 后4 产 生3的 弹性 回 2 复量l随 之 增O大 。并 且 ,试验结果显示 ,R/d。越大 ,弯管 回弹量 △ 随 0增大而增加 的倾 向 越 显著 。
验结果来分析弯管的回弹现象 。
’
塑性弯曲变形在加载 中满足塑性应力应变关 系,而在卸载
回弹时满足弹性应力应变关 系… 。由于加载历 史不 同将 导致
应 力与应变之间不再是单值关 系,因此 ,加 载和卸载具 有不 同
的规律。如果 近似认为管 材弯 曲时外侧壁 材料受 到弯 曲切线
方向的单 向拉伸变形 ,弯曲及 回弹过程 中的应力应 变路径将如
技 术 与 市场 2016年第23卷 第6期
技 术研发
1 Crl 8 Ni9 Ti管 弯 曲回弹影 响 因素 的实 验研 究
朱超强,舒晋君
●
(中车株洲电力机车有限公 司,湖南 株洲 412001)
中碳调质钢焊接热影响区脆化研究现状
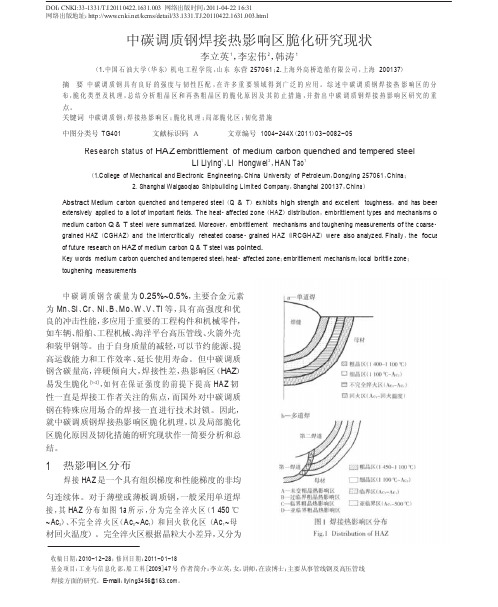
a —单道焊焊缝母材粗晶区(1 400~1 100 ℃)细晶区(1 100 ℃~A c 3) 不完全淬火区(Ac 3~Ac 1) 回火区(A c 1~回火温度)b —多道焊第二焊道第一焊道粗晶区(1 450~1 100 ℃) 母材细晶区(1 100 ℃~Ac 3) A —未变粗晶热影响区 临界区(Ac 3~Ac 1) B —过临界粗晶热影响区 C —临界粗晶热影响区 亚临界区(A c 1~500 ℃)D —亚临界粗晶热影响区图 1 焊接热影响区分布Fig.1 Distribution of HAZDOI :CNKI:33-1331/TJ.20110422.1631.003 网络出版时间:2011-04-22 16:31 网络出版地址:http://www /kcms/detail/33.1331.TJ.20110422.1631.003.html中碳调质钢焊接热影响区脆化研究现状李立英 1,李宏伟 2,韩涛 1(1.中国石油大学(华东)机电工程学院,山东 东营 257061;2.上海外高桥造船有限公司,上海 200137)摘 要 中碳调质钢具有良好的强度与韧性匹配,在许多重要领域得到广泛的应用。
综述中碳调质钢焊接热影响区的分 布,脆化类型及机理,总结分析粗晶区和再热粗晶区的脆化原因及其防止措施,并指出中碳调质钢焊接热影响区研究的重 点。
关键词 中碳调质钢;焊接热影响区;脆化机理;局部脆化区;韧化措施 中图分类号 TG401文献标识码 A文章编号 1004-244X (2011)03-0082-05Res earch status of HAZ embrittlement of medium carbon quenched and tempered steelLI Liying 1,LI Hongwei 2,HAN Tao 1(1.College of Mechanica l and Electronic Engineering ,China University of Petroleum ,Dongying 257061,China ;2. Shanghai Waigaoqiao Shipbuilding Limited Company ,Shanghai 200137,Chin a )Abstract Medium carbon quenched and tempered steel (Q & T )exhibits high strength and excellent toughness ,and has been extensively applied to a lot of important fields. The heat ⁃affected zone (HAZ )distribution ,embrittlement types and mechanisms of medium carbon Q & T steel were summarized. Moreover ,embrittlement mechanisms and toughening measurements of the coars e ⁃ grained HAZ (CGHAZ )and the intercritically reheated coarse ⁃grained HAZ (IRCGHAZ )were also analyzed. Finally ,the focus of future research on HAZ of medium carbon Q & T steel was pointed.Key words medium carbon quenched and tempered steel ;heat ⁃affected zone ;embrittlement mechanism ;local brittl e zone ; toughening measurements中碳调质钢含碳量为 0.25%~0.5%,主要合金元素为 Mn 、Si 、Cr 、Ni 、B 、Mo 、W 、V 、Ti 等,具有高强度和优 良的冲击性能,多应用于重要的工程构件和机械零件, 如车辆、船舶、工程机械、海洋平台高压管线、火箭外壳 和装甲钢等。
冷弯矩形钢管冷成型对节点性能的影响
冷弯矩形钢管冷成型对节点性能的影响
刘天新;韩军科;李振宝
【期刊名称】《钢结构》
【年(卷),期】2007(022)006
【摘要】冷弯矩形钢管在冷成型过程中提高了材料的屈服点和抗拉强度同时降低了延性.利用分析软件ANSYS,对冷弯矩形钢管柱与H型钢梁连接节点和焊接箱形钢管柱与H型钢梁连接节点的屈服荷载、极限荷载及位移延性进行对比分析,探讨冷弯矩形钢管的冷成型过程对节点性能的影响.
【总页数】4页(P30-32,64)
【作者】刘天新;韩军科;李振宝
【作者单位】网北京电力建设研究院,北京,100055;网北京电力建设研究院,北京,100055;北京工业大学,工程抗震与结构诊治北京市重点实验室,北京,100022【正文语种】中文
【中图分类】TU3
【相关文献】
1.宽厚比不同对冷弯矩形钢管柱轴心受压性能的影响 [J], 马蘅;袁涛;郭猛
2.冷弯薄壁方钢管梁柱加腋节点抗震性能影响参数研究 [J], 杨亚龙;姚勇;褚云朋;邓勇军;徐斌
3.支主管连接位置对矩形钢管T型节点面外受弯性能的影响 [J], 刘君平; 李岚
4.冷弯矩形钢管冷成型对节点性能的影响 [J], 刘天新; 韩军科; 李振宝
5.加强环参数对矩形钢管柱-H型钢梁节点抗震性能的影响 [J], 徐培蓁; 张志鹏; 李启明; 朱亚光
因版权原因,仅展示原文概要,查看原文内容请购买。
核级碳钢小径薄壁管冷弯拉伸试验不合格原因分析与质量控制措施
84
核 安 全
Vol������ 17,No������ 1
表 2 冷弯试样室温拉伸的试验结果 Table 2 Test result of cold - formed sample for room Temperature
序号
试样编号
抗拉强度 Rm ( MPa)
要求值
试验值
断后伸长率 A (% )
第 17 卷第 1 期 2018 年 2 月
核 安 全
Nuclear Safety
Vol������ 17,No������ 1 Feb������ 2018
核级碳钢小径薄壁管冷弯拉伸试验 不合格原因分析与质量控制措施
贺振宇, 张强升, 张发云, 熊冬庆, 邓 冬∗
(环境保护部核与辐射安全中心, 北京 100082)
材料
拉伸试验要求值注1 规格 ( mm) R·m A%
( MPa) ( Min)
依据标准
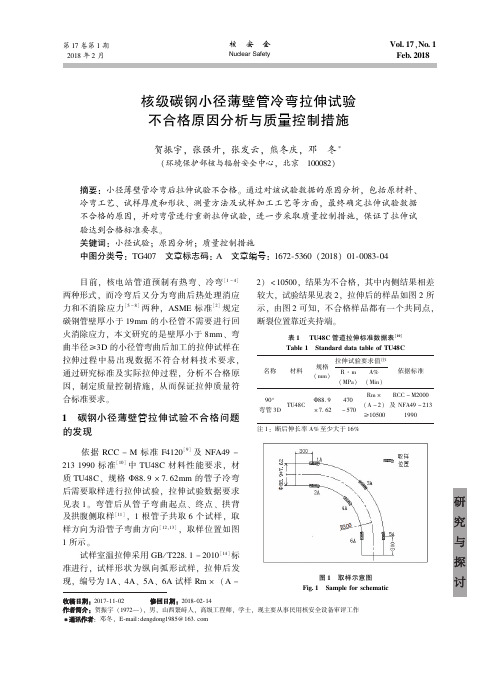
90°
Φ88������ 9
TU48C
弯管 3D
× 7������ 62
470 - 570
Rm × RCC - M2000
( A - 2) 及 NFA49 - 213
≥10500
1990
注 1: 断后伸长率 A% 至少大于 16%
要求值
测量值
Rm × ( A - 2) 试验结果判定
1
1A
508
22
10160
不合格
2
2A
561
21
10659
合格
3
3A
570
Rm × ( A - 2)
20������ 5
10545
470 ~ 570
中厚钢板冷弯成型时脆性开裂原因分析
中厚钢板冷弯成型时脆性开裂原因分析
吴立新;曾静;张友登
【期刊名称】《钢铁研究》
【年(卷),期】2004(32)6
【摘要】通过对 0 9CuPCrNi钢板冷弯开裂断面扫描电镜观察 ,结合开裂部位金相组织、夹杂、磷偏析等的综合分析 ,认为该钢冷弯开裂属偏析带脆性开裂。
钢中存在的较强的磷偏析、层片状分布的MnS夹杂及表面微裂纹三者综合导致了弯背的脆性开裂。
【总页数】3页(P28-30)
【关键词】脆性开裂;磷偏析
【作者】吴立新;曾静;张友登
【作者单位】武汉钢铁集团公司技术中心
【正文语种】中文
【中图分类】TG111.91
【相关文献】
1.中厚钢板冷弯裂纹与开裂原因分析 [J], 崔风平
2.Q345B钢板冷弯开裂原因分析及改进措施 [J], 李惠娟
3.Q355B钢板冷弯开裂原因分析及其改进措施 [J], 严毕玉; 马华富
4.Q355B钢板冷弯开裂原因分析及其改进措施 [J], 严毕玉; 马华富
5.高钛钢板冷弯开裂原因分析及改进 [J], 庞洪轩;王智聪;陈建超
因版权原因,仅展示原文概要,查看原文内容请购买。
1Cr5Mo铬钼钢管冷裂纹浅析及预防

由中国石化集团第十建设公司施工的福建炼油乙烯 项目 4300 单元管道综合安装工程标段二,有两条 SHA 级管道为 1Cr5Mo 铬 钼 钢 管,规 格 DN500 ( 最 大 厚 壁 61. 91mm) ,合计 317m。管道预制过程中部分焊口出现 延迟裂纹,裂纹呈直线形,裂纹内部有金属光色,基本 判定为焊接冷裂纹。为确保 SHA 级管道焊接质量,经与 焊接专家反复研讨,查阅大量焊接资料,对焊接冷裂纹 的性质进行了分析,并采取预防措施和强化焊工培训, 最终保证了焊接质量。
边缺陷。焊接时采用短弧焊接月牙形运条法,两边作片 刻停留。
其焊接参数见表 5。 表 5 1Cr5Mo 钢管焊接参数
焊接参数
焊接方式 焊缝层次
焊丝、 焊条 /牌号
焊条直径 / mm
1
GTAW
H1Cr5Mo
2. 4
2
SMAW
R507
3. 2
3
SMAW
R507
4. 0
N
SMAW
R507
4. 0
焊接参数 焊接电流 电弧电压 焊接速度 热输入
( 2) 后热处理又称为去氢处理,是防止焊接冷裂纹 的重要措施,能进一步促使扩散氢从焊缝中逸出。在后 热温度 下,氢 的 扩 散 速 度 比 室 温 时 高 的 多,如 后 热 到 350℃ ,氢的扩散速度为室温的几百倍。采用后热措施 后,适当降低钢材的预热温度,同样达到控制焊接冷裂 纹的目的,而且可避免预热温度过高带来的晶粒粗化, 热裂倾向增加,不良的高温组织转变等问题。
管道坡口采用 60° V 形坡口,不留钝边。根焊采用 H1Cr5Mo 焊丝,焊条采用 R507,其化学成分见表 3、表 4。
表 3 H1Cr5Mo 焊丝的化学成分 ( SH / T 3520—2004) ( 质量分数) ( % )
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WagH nxa, u i, aj , ig i n o gio H n B oi WuYnme J n
( t ig n esr gD p r n, i unC agh n ei el o, t.P nagGo pinyu Scu n 2 4 Me r dM au n e a metSc a h nce g p caS e C .Ld, a gn ruJ go ,ih a 0) ena i t h S lt a 61 7
2 iue, hc eut eraei epat i n uh es ( c h ss ea eo ei tetm ea r 0m nts w i rsl di dce s t lsct a dt g ns;3 r ae gnt dsl p rt e h e n nh iy o ) p b o v nh e u
mae a a od1 n tsa 0 % atrs lt nte t n n rea u t fc h s spe ii td atrh l i f tr l sh l 0miue t 0 f oui ame t dl g mo n r ae rcpt e fe odt i w 7 e o r a a o p a meo
rn eo 0 n 5 % . h r t n s f h tra u rcpttdcp ae o l eei n tdb e e t go e a g f 0a d9 0 T eb t e eso emae l et pe ii e h ssc udb l 9 i l t i d o a r miae yrh ai f h n t mae a v r 5 ℃ . tr loo e 0 i t 9
汪红 晓 胡进 鲍进 吴英梅
( 攀长钢公司质 量计量部 , 四川: 论文研 究 了热处理工 艺对 1 r1 i i C2 N5 钢组织与性 能的影响 , 到 了材料冷 弯脆性 的原 因, 到 了如 下 T 找 得
结论 : 1 材料 产生脆性 的原 因是敏 化处理 时 。相 的析 出, 料 固溶后在 6 0 9 0(敏 化处理 时析 出 。相 , () 材 5 ℃ 0  ̄ 3 导致 塑性和韧性 降低 , 并且在 7 0C敏化 口相 的析 出量 最大;2 材料 经 固溶 处理 后在 7 0C保温 1 分钟 时就有 口相析 0o () 0 ̄ 0 出,0分钟达到 最大析 出量 , 2 导致 塑性 和韧性降低 ;3 ( )o相在 9 0 9 0 0 ℃~ 5 ℃之 间开始溶解 。已经产 生 。相 的材料 可以通过重新加热到9 0C以上然后快速冷却来 消除 因。相的析 出而产生的脆性 。 5o
Ke wo d :I 2 NiT , r t n s , y r s Cr 1 5 i B t e e s 盯p a e i l h s
前 言
1 r1 i i c2N5 是最早 由苏联开发的一种低碳含镍 T 的双相 不锈钢 , 具有较高的屈服强度 , 而且保留了 奥氏体 不锈钢优 良的成 型性能和焊接性能 。中国 17 年纳入 国家标 准 。早期是 为 了节约镍 , 替 95 代 1r8 i i C lN9 而设计的。但是比后者具有更好的力学 T 性能特 别是强度 。多用来制 造既耐氧化性 酸 ( 如
Ab t a t Ba e n r s ac n t eef c f e t r ame t r c s n t e s u t r n r p  ̄ f1 21 5 , h sr c : s d o e e rh o h f t a e t n o e so t cu ea d p o e y o Cr NiTi t e e oh t p h r
b rc p tt n o  ̄p a e u n e s ii g t a me t wh c e u td i e r a e i h l sii n u h e s T e y p e i i i f h s s d r g s n i zn e t n , ih r s l n d c e s n t e p a t t a d t g n s . h ao i t r e cy o
m x mp c i t mon f p aeapae t ext ig e eaueo 0 ( c hss rcpte h nte ai r i t e a u t  ̄ hs perda sn iz mprtr f 0 %;2 r ae eii t w e mu e p a d o in t 7 )p p ad h
第 l卷 7
总第 6 期 7
特钢技术
S e i l t e c o l g p ca e l S Te h n o y
V 1 76 ) o. ( | 7
2 1.0 2 0 1N .
2 1 年第 2 01 期
1 2 NiT 钢 管冷 弯 脆 性 问题 研 究 Cr 1 5 i
关 键 词 :C 1 IT; 性 : 1 5 I N 脆 a相
中图分类号 :G1 19 T 1 .1
文献标识码 : 文章标 号: 6 4 0 7 ( 0 1 O — 1 — 5 A 1 7 — 9 1 2 1 )2 0 8 0
R e e r h n C0 d—be sa c o l ndi ite s f1 21 i Ti ng Br tl ne so Cr N 5
raos o o — e dn rt n s o em tr l a u d T ersl r s db l :1 h rt n s w s a sd e n r l bn igbil es fh a i s 0n . h u s el t e w f) ebil es a ue s f cd te t e aw f e t a ie o t te c