镁合金双辊铸轧板带技术论述
镁合金板材轧制技术
镁合金板材轧制技术变形镁合金板材在电子、通讯、交通、航空航天等领域有着十分广泛的应用前景,但目前镁合金板材的应用仍然受到很大的限制,其产量及用量远不及钢铁及铝、铜等有色金属。
制约镁合金板材发展的因素主要有两个:大部分的镁合金室温塑性变形能力较差,且轧制板材中存在严重的各向异性;镁合金板材制备工艺不够成熟,力学性能尚需进一步提高。
镁合金板材一般采用轧制的方法生产,因此了解镁合金轧制工艺流程、阐明轧制过程中组织性能的变化规律,对促进镁合金板材的轧制技术的发展是十分必要的。
1 镁合金轧制工艺流程镁合金板材的轧制设备与铝合金相似,根据生产规模2、3或4辊轧机。
镁合金轧制时所用的坯料可以是铸坯、挤压坯或锻坯。
锭坯在轧制前需进行铣面,以除掉表面缺陷。
塑性加工性能较好的镁合金如镁-锰(Mn<2.5%)和镁-锌-锆合金可直接用铸锭进行轧制,但铸锭轧制前一般应在高温下进行长时间的均匀化处理。
对含铝量较高的镁-铝-锌系镁合金,用常规方法生产的铸锭轧制性能较差,因此常采用挤压坯进行轧制。
镁合金轧制工艺流程如下:原料→熔炼→铸造→扁锭→锯切→铣面→一次加热→一次热轧→二次加热→二次热轧→剪切→三次加热→三次热轧→冷轧→酸洗→精轧→成品剪切→退火→涂漆→固化处理→检查→包装→运输。
1.1扁锭铸造镁合金铸锭可用铁模铸造,也可用半连续或连续工艺铸造。
铁模铸造时,铸锭厚度一般不大于60mm。
而半连续或连续铸造时,铸锭厚度可达300mm以上,长度则可通过铸造井内安装的同步锯切设备锯切成所需尺寸。
通常镁合金的注定尺寸为:(127~305)mm×(406~1041)mm×(914~2032)mm,宽度与厚度之比应控制在4.0左右为宜。
铸锭的质量主要取决于冷却速度、金属凝固时结晶的方向性、熔体补给情况、铸造压力及铸造温度等工艺参数。
1.2铸锭加热镁合金铸锭特别是含铝量较高的合金铸锭,在轧制前需要进行均匀化处理,以减小或消除成分偏析、提高铸锭的塑性成形能力。
立式双辊铸轧AZ31镁合金薄带试验研究_王广山
··镁合金是目前应用较广的轻合金结构材料,具有密度低、比强度和比刚度高、电磁屏蔽效果好、吸震性能优良、易回收等优点,在航空航天、交通、3C 等领域已有多年的应用历史[1-3]。
但是,由于受材料制备、加工技术以及价格等因素的制约,镁合金尤其是变形镁合金的应用量远远落后于钢铁和铝合金[4]。
双辊铸轧技术以其短流程、低能耗的特点在当今冶金行业越来越受到人们的重视。
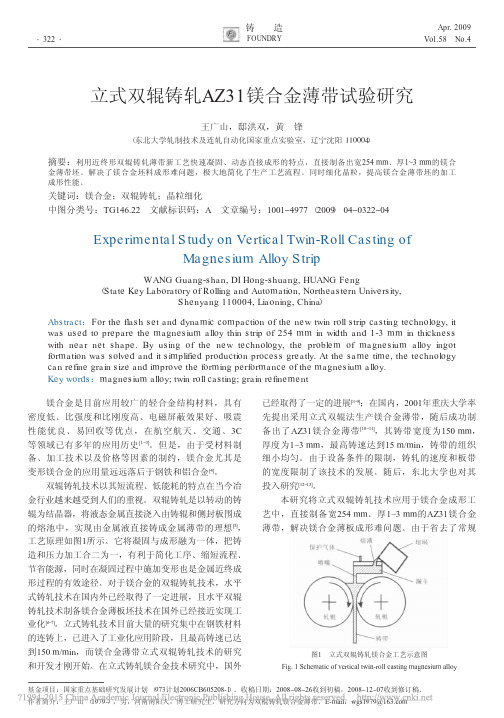
双辊铸轧是以转动的铸辊为结晶器,将液态金属直接浇入由铸辊和侧封板围成的熔池中,实现由金属液直接铸成金属薄带的理想[5],工艺原理如图1所示。
它将凝固与成形融为一体,把铸造和压力加工合二为一,有利于简化工序、缩短流程、节省能源,同时在凝固过程中施加变形也是金属近终成形过程的有效途径。
对于镁合金的双辊铸轧技术,水平式铸轧技术在国内外已经取得了一定进展,且水平双辊铸轧技术制备镁合金薄板坯技术在国外已经接近实现工业化[6-7]。
立式铸轧技术目前大量的研究集中在钢铁材料的连铸上,已进入了工业化应用阶段,且最高铸速已达到150m/min ,而镁合金薄带立式双辊铸轧技术的研究和开发才刚开始。
在立式铸轧镁合金技术研究中,国外已经取得了一定的进展[8-9];在国内,2001年重庆大学率先提出采用立式双辊法生产镁合金薄带,随后成功制备出了AZ31镁合金薄带[10-11],其铸带宽度为150mm ,厚度为1~3mm ,最高铸速达到15m/min ,铸带的组织细小均匀。
由于设备条件的限制,铸轧的速度和板带的宽度限制了该技术的发展。
随后,东北大学也对其投入研究[12-13]。
本研究将立式双辊铸轧技术应用于镁合金成形工艺中,直接制备宽254mm 、厚1~3mm 的AZ31镁合金薄带,解决镁合金薄板成形难问题。
由于省去了常规王广山,邸洪双,黄锋(东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004)摘要:利用近终形双辊铸轧薄带新工艺快速凝固、动态直接成形的特点,直接制备出宽254mm 、厚1~3mm 的镁合金薄带坯。
镁合金薄带连铸的研究进展

镁合金薄带连铸的研究进展摘要本文阐述了镁合金单辊铸造和双辊铸造薄带的发展、现状及存在的问题,分析了影响薄带浇铸速度的因素,并指出提高镁合金薄带浇铸速度的关键是改善浇铸系统的传热能力;因而镁合金薄带连铸应借鉴立式双辊连铸钢带技术。
关键词镁合金薄带连铸浇铸速度镁合金密度小(1.8g/cm3镁合金左右),是最轻的金属结构材料,比强度高,弹性模量大,散热好,消震性好,承受冲击载荷能力比铝合金大,耐有机物和碱的腐蚀性能好。
在实用金属中,镁的比重大约是铝的2/3,是铁的1/4。
它是实用金属中的最轻的金属,高强度、高刚性。
在汽车、航空航天、电子通讯等许多领域中呈现出良好的发展前景。
但是,镁合金的强度低、塑性成形能力和抗腐蚀性能差,在一定程度上限制了镁合金的广泛应用。
目前主要采用合金化方式提高强度,采用热加工及晶粒细化技术提高成形加工性能,通过表面防护技术提高其耐蚀性,但均有其局限性。
薄带连铸是快速凝固技术的范畴,它简化了生产工序,缩短了生产周期,且薄带品质不亚于传统工艺。
快速凝固技术既是研究开发新材料的手段,也是新材料生产方法的基础,同时还是提高产品质量、降低生产成本的好途径。
它是一种能同时提高这些性能的有效手段,它不仅可使铸坯显微组织细化,获得比常规合金化方法更为有效的晶粒细化效果,而且可使合金元素在镁基体中的固溶度增大,获得具有高度均匀化学成分和组织结构的合金,抑制第二相的析出,获得非平衡组织,甚至可能获得非晶态组织。
因此该技术不仅可大幅度提高镁合金的强度与塑性,提高镁合金的耐蚀性。
利用薄带连铸技术的快速凝固特点,还可以生产出传统工艺难以轧制的材料和具有特殊性能的新材料。
薄带连铸技术因结晶器的不同而分为辊式、带式与辊带式等几种工艺。
目前,镁合金薄带的制备大多采用辊式工艺,相关制备技术、组织与性能的研究尚处于起步阶段,主要包括单辊式工艺和双辊式工艺。
1 对单辊薄带连铸的研究1.1 非晶态薄带的研究非晶态是固态物质原子的排列所具有的近程有序、长程无序的状态。
《2024年度双金属复合板带双辊连续铸轧制备工艺关键技术研究》范文

《双金属复合板带双辊连续铸轧制备工艺关键技术研究》篇一一、引言随着现代工业的快速发展,双金属复合板因其优异的物理性能和机械性能在众多领域得到了广泛应用。
双辊连续铸轧技术作为制备双金属复合板的一种重要方法,其制备工艺的关键技术研究显得尤为重要。
本文将重点探讨双金属复合板带双辊连续铸轧制备工艺的关键技术,以期为相关领域的研究和应用提供理论支持。
二、双金属复合板的基本特性及应用双金属复合板是由两种或多种不同金属材料通过特定工艺复合而成的一种新型材料。
其具有优良的耐腐蚀性、耐磨性、高强度和高韧性等特点,广泛应用于航空航天、汽车制造、石油化工、船舶制造等领域。
三、双辊连续铸轧技术原理及特点双辊连续铸轧技术是一种将熔融金属通过两个相反旋转的辊子间的缝隙进行快速凝固,从而获得连续的金属板材的工艺方法。
该技术具有生产效率高、能耗低、产品质量稳定等优点,是双金属复合板制备的重要手段。
四、双辊连续铸轧制备工艺关键技术研究(一)材料选择与配比双金属复合板的性能取决于所选材料的性能及配比。
因此,在制备过程中,需根据实际需求选择合适的金属材料,并确定各金属的配比。
同时,要考虑材料的熔点、流动性、润湿性等因素,以确保铸轧过程的顺利进行。
(二)温度控制技术温度是双辊连续铸轧过程中的关键因素。
过高或过低的温度都会影响金属的凝固过程,进而影响板材的质量。
因此,需要精确控制熔融金属的温度、铸轧温度以及辊子温度等,以保证板材的成型质量和性能。
(三)铸轧速度与辊缝调整铸轧速度和辊缝的大小直接影响到板材的厚度、表面质量和内部组织结构。
在制备过程中,需要根据金属的流动性、凝固速度等因素,合理调整铸轧速度和辊缝大小,以获得理想的板材。
(四)润滑与表面处理技术为了防止铸轧过程中出现粘辊现象,需在辊子上涂抹适量的润滑剂。
此外,对铸轧后的板材进行表面处理,如抛光、喷丸等,可以提高板材的表面质量和耐腐蚀性。
五、实验研究与结果分析通过实验研究,我们发现合理的材料选择与配比、温度控制技术、铸轧速度与辊缝调整以及润滑与表面处理技术对于双金属复合板的制备具有重要影响。
双辊薄带铸轧技术

2019年3月31日,沙钢集团正式宣布由其引进的纽柯CASTRIP 双辊薄带铸轧技术成功实现工业化生产,这是国内首条,世界第三条工业化的超薄带生产线。
薄带铸轧技术是钢铁近终形加工技术中最典型的高效、节能、环保短流程技术,是21世纪冶金及材料研究领域的前沿技术,其生产流程将连续铸造、轧制甚至热处理等整合为一体,省去了再加热和热轧工序。
目前研究最多的是双辊式薄带连铸技术[1]。
1双辊薄带铸轧工艺及特点双辊薄带铸轧是将液态钢水直接铸造薄带材的技术,它将液态钢水直接浇铸成厚度在5mm 以下的薄带坯,经过在线一机架或两机架热轧机轧制成薄钢带,经冷却后卷曲成带卷。
轧制过程中使用两个铜制、水冷反向旋转的轧辊,将钢液均匀注入上述两棍中间,钢水接触轧辊后开始凝固,随轧辊的转动向下运动,逐渐形成一个连续的片材,此钢带在通过夹送辊和热轧机架的过程中厚度尺寸不断减少,最终达到设计尺寸,再经过水喷雾冷却降低至卷取温度。
薄带铸轧工艺大幅度缩短热轧带钢的生产流程,是目前流程最短的热轧带钢生产技术。
典型生产线由钢水包、中间包、等径铸辊、夹送辊、在线轧机、层流冷却装置、分段飞剪、卷取机等主要设备组成(见图1)。
1.1.双辊薄带铸轧技术由两支轴线相互平行,以相反方向旋转的结晶双辊薄带铸轧技术李嘉牟1摘要:介绍双辊薄带铸轧技术的特点,工作原理,产品规范,以及技术发展的过程,重点介绍几条经典双辊薄带铸轧生产线的工艺流程及主要产品,指出双辊薄带铸轧技术的发展方向。
关键词:双辊;薄带;铸轧中图分类号:TG335文献标识码:A文章编号:1673-3355(2019)03-0001-06Double-Roll Strip Roll-Casting Technique Li JiamuAbstract:The paper explains the feature,working concept,product specification and technical development of the double-roll strip roll-casting technique as well as the process flow and product mix of several typical double-roll strip roll-casting production lines,and prospects the developing trend of the technique.Key words:double roll ;strip ;roll-casting10.3969/j.issn.1673-3355.2019.03.0011.一重集团大连工程技术有限公司工程师,辽宁大连116600图1双辊薄带铸轧工艺示意图辊与置于结晶辊两端的陶瓷侧封板构成熔池,形成一个移动式的结晶器,结晶辊通冷却水进行冷却。
双辊铸轧AZ31B镁合金薄板的均匀化退火工艺

(School of Materials Science and Engineering, Liaoning University of Science and Technology , Anshan 114051, China) Abstr act: In order to improve the forming property of twin roll casting magnesium alloy sheets AZ31B, homogenizing
3 h) 下对铸轧 AZ31B 镁合金薄板进行均匀化退火试验。结果表明, 均匀化退火后板材的铸轧态组织基本消除, 第
二相 Mg17Al12 呈细小的颗粒状均匀分布在 α-Mg 基体中, 合金塑性得到明显改善。根据均匀化退火后板材的组织 与性能,确定了最佳的退火工艺为 400 ℃×2 h。
关键词: 双辊铸轧; 镁合金; 均匀化退火; 组织性能
300℃
350℃
20 μm
20 μm
20 μm
20 μm
20 μm
20 μm
20 μm
20 μm
1h
2h
图 2 AZ31B 均匀化退火后的显微组织 Fig.2 The microstructure of AZ31B alloy after homogenizing
20 μm 3h
6
《热加工工艺》2007 年第 36 卷第 8 期
400℃
材料热处理 (4) Material & Heat Treatment
上的第二相数量减少, 但仍以分布在晶界为主。在 350 ℃时呈现出与 300 ℃相同的规律, 保温 3 h 时 第二相主要集中在晶界上, 也有少量分布在晶内。 经 400 ℃×1 h 退火后, 枝晶偏析已明显消除; 保温 2h 后枝晶偏析已完全消除, 第二相均匀弥散在晶 内; 3 h 后晶粒变得粗大。
双辊铸轧宽幅镁合金板工业进展和技术难点

·行业展望·双辊铸轧宽幅镁合金板工业进展和技术难点李大鹏①1 李美霞1 冯京跃1 李冬松1 肖润涛1 林卫民2(1:北京中冶设备研究设计总院有限公司 北京100029;2:友利(常州)新材料有限公司 浙江常州213031)摘 要 综述了国内外宽幅镁合金板材双辊铸轧的工业化进展,介绍了国内在建的首条宽幅镁合金卷板双辊铸轧生产线的相关情况,阐述了在铸轧过程中影响镁合金凝固行为的因素,指出了宽幅镁合金双辊铸轧的技术难点。
关键词 镁合金 双辊铸轧 宽幅板材Doi:10 3969/j issn 1001-1269 2022 Z1 000IndustrialProgressandTechnicalDifficultiesofWideMagnesiumAlloySheetsProductionbyTwinRollCastingLiDapeng1 LiMeixia1 FengJingyue1 LiDongsong1 XiaoRuntao1 LinWeimin2(1:BeijingMetallurgicalEquipmentResearch&DesignInstituteCo.,Ltd.,Beijing100029;2:YouLi(Changzhou)NewMaterialsCo.,Ltd.,Changzhou213031)ABSTRACT Theindustrialprogressoftwinrollcastingtechnologyofthewidemagnesiumalloyplateathomeandabroadisreviewed.ThefirsttwinrollcastinglineofwidemagnesiumalloycoilunderconstructioninChinaisintroduced.Thefactorsaffectingthesolidificationbehaviorofmagnesiumalloyinthetwinrollcastingprocessaredescribed,andthetechnicaldifficultiesoftwinrollcastingofwidemagnesiumalloyplatearepointedout.KEYWORDS Magnesiumalloy Twinrollcasting Widesheets1 前言镁合金是目前商业化应用的最轻的结构合金,有很好的比强度和硬度,同时具有良好的铸造性能、加工性能、深冲性能、屈服性能并且可回收再利用,在航空航天、军工、轨道交通、汽车、3C等轻量化要求高的领域有广阔的应用前景。
双辊铸轧镁合金板坯微观组织特征
双辊铸轧镁合金板坯微观组织特征
双辊铸轧镁合金板坯微观组织:
1、晶粒组织:板坯的晶粒形态均匀、晶粒大小均一,平整度良好,沿
拉伸方向有条纹状表面,晶粒边界清晰,晶界明显,晶界处晶间无枝晶,表现出完整的铸造晶粒组织。
2、宏观组织:双辊铸轧镁合金板坯冷轧状态下表面较为光滑,无明显
的碎痕;板材拉伸状态对齐,罗棉状长表面拉伸滚动痕明显;板材拉
伸方向有明显的高压痕,反向有拉伸沙化痕。
3、热补强组织:板材表面有较为明显的罗棉籽状回火组织,表面粗糙,逐渐由板材表面向内部减小;微观上形成了细小的晶间结晶α-Mg和
Mg17Al12等化合相,使板材对强度和韧性有较好的补偿。
4、化学成分:微观板材表面均为一致的化学成分,由Mg、Al、Mn、Cu、Zn等组成,沿冷轧方向均匀固溶,在室温下稳定存在。
5、TEM分析:TEM分析表明,双辊铸轧镁合金板坯中的镁基固溶体
都是共晶结构,非晶相的存在程度较低;与晶粒相接触的晶间质结晶
有α-Mg、Mg17Al12及其他组合相;形成的蒙皮状结构以Mg2Si为主
体,表面多金属的非晶结构以Al70Mg17Cu2Zr2及Mg16Yu8Si29等组合相为主。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2018年第18期广东化工第45卷总第380期 ·127 ·镁合金双辊铸轧板带技术论述王永昌(青海盐湖工业股份有限公司,青海格尔木816000)Technique of Magnesium Alloy Sheet Twin Roll CastingWang Yongchang(Qinghai Salt Lake Industrial Co., Ltd, Qinghai, Golmud 816000, China)Abstract: This paper is summarized the process of twin roll casting to produce magnesium alloys sheets (strip). It was analyzed that the developing trend of the process and existing problems and challenges.Keywords: Magnesium Alloys;Magnesium alloys sheets;Twin Roll Casting1 镁合金板材的应用镁合金是目前工业上应用最轻的金属材料,由于它具有较强的比强性、比刚性、减震性和电磁屏蔽性及易切削性等综合性能而成为电子通讯、现代汽车、印刷影印、轨道交通、航空航天及军工武器等行业的重要新型材料,尤其是人类对能源和环境非常关注的今天,镁合金产品受到日益重视,具有广阔的市场开发应用前景。
镁板是目前镁业深加工领域最具发展潜力的产品,由于镁合金晶体结构是密排六方结构,滑移系数小、低温塑性变形能力差,过去的十多年中在镁板轧制工艺没有取得长足的发展、成品率低、成本高,市场难以接受。
近年来,随着原镁价格的下降和高温耐热、高强耐蚀、塑性变形能力强等新型镁合金的出现,镁板轧制工艺的改进,生产成本逐渐下降,产品越来越被市场接受,使国内外越来越多的企业和研发机构进入该领域,生产和研制不同用途的各类镁板。
目前镁板的生产和市场处境,正像十多年前的铝板市场一样,那时,几乎铝板市场是一片空白,但随着这十年来的发展,铝板市场增长速度有目共睹,应用领域也在不断扩大,最早建立铝板生产线的厂家现在大都成为行业龙头,享受市场高速增长的红利。
镁板的应用范围和前景同样十分广阔,铝板可以涉足的领域镁板大多也可涉足。
使用镁板生产的冲压件,比起现在普遍采用镁压铸工艺生产的压铸件,具有成品率高、生产率高、产品强度高的优点。
因此未来一部分镁压铸产品将会被镁板冲压产品取代。
而且利用镁的材料特性,镁板将会被大规模用于制造汽车前后盖板、汽车门板、动车外壳、动车底座及床铺、以及飞机和火箭等航空航天器上。
目前的镁板市场就像一片蓝海,发展潜力巨大。
2 镁板材生产工艺镁板生产工艺一般分为两大类:即传统的轧制工艺和双辊铸轧工艺。
2.1 传统轧制工艺将镁合金锭进行预热、熔炼、净化,铸造成一般为0.3 m×1 m×2 m的扁坯,将扁坯在480 ℃下进行几个小时的初次均质化处理,然后进行多次、往返、连续的热轧、温轧,形成5-6 mm厚的板材,再将板材在340 ℃下进行退火、精加工后生产出成品。
该工艺成本高(扁坯成本大约为5万/吨,加工成本大约为9万/吨)、耗时多、成品率低(一般在20-40 %之间)、如果生产薄板,成品率更低,每批次的产品质量不稳定、不能连续生产,产量受限,无法支持大规模、工业化生产,只能小规模为军工企业生产中厚板,每年产量大约在1000吨左右,产品厚度和宽度均满足不了当前汽车制造和电子产品市场的需求.2.2 双辊铸轧工艺第二类是近年来在国内外开发的双辊铸轧工艺,该工艺将熔融后的镁合金液体直接用泵咀均匀地喷射到双辊轧机辊面之间,用轧辊内的冷水冷固,通过辊缝一次性、连续铸轧成3-3.5 mm板带,然后进行2-5次的连续温轧、平整、热处理等精加工后生产出0.5-1.5 mm厚,600-1800 mm宽的镁卷材成品,成品率均在93 %以上,直接应用于电子产品制造上。
该工艺极大地提高了产品的成品率,省去了传统工艺多次压轧过程,生产率高、生产成本低、工艺成熟、产品质量稳定,可规模化、商业化生产,是目前生产低成本、高性能镁合金板材的现代工艺。
2.3 工艺流程传统轧制工艺流程:坯锭预热→熔炼→净化→铸锭→均匀化→洗面→加热→热轧(多次加热)→温轧(多次退火)→冷轧→成品退火→板材分剪→成品堆扎双辊铸轧工艺流程:镁锭预热→熔炼→镁液净化→双辊铸轧→少量温轧→成品退火→板材分剪→成品堆扎。
3 镁合金板材生产现状随着各国经济的发展,镁板材消费结构有了较大的变化,尤其是近几年,随着镁材价格的降低和高温耐热、高强耐蚀等新型镁合金的发展,使各国研发机构和商业公司对镁板的开发和生产颇感兴趣,镁板的生产技术日趋成熟。
CSIRO—澳大利亚联邦科学与工业研究组织,该组织经过长达十多年的研究,在镁合金及镁合金板材生产方面取得了可喜的成果。
CSIRO已开发出了具有专利权的镁合金板材双辊铸轧技术,将熔融AZ31镁液喷射至双辊之间进行铸轧、冷却,即轧制出厚度为3-3.5 mm、宽幅为600 mm的镁合金铸态卷板,再将铸态卷板进行少量的温轧及精加工后,即可生产出3C产品所需的宽幅600 mm,厚度0.5-1.5 mm的成品镁板,工艺成熟,技术处于世界领先。
CSIRO的技术独特在于它能有效地优化显微组织,最小化缺陷,最大化镁板强度和成型性。
CSIRO生产的镁合金板样品已在日本和美国分别进行了制造3C产品零部件和汽车部件的精加工检验,被确定性能先进,符合生产3C产品和汽车零部件的要求。
目前CSIRO正在致力于将宽幅为600 mm镁板材技术进行商业化应用,。
CSIRO更期望将本项技术应用于汽车行业的镁板材生产上,但宽幅600 mm的板材显然不能满足汽车工业的要求,目前汽车工业对镁合金板材的宽幅要求一般在1800毫米以上,为此,CSIRO正在进行该技术的进一步开发和产品尺寸的提升,使600 mm的宽幅扩大至1800-2000 mm。
德国的GKSS镁技术工程中心对双辊铸轧镁合金板材技术也进行了多年的研究,尤其是在镁合金的铸造、压轧、表面防腐等方面在材料晶相控制和加工工艺上都有很多研究和前期技术储备,后段精加工方面也取得了新的进展。
德国亥姆霍兹联合会是德国最大的国家级科研机构,新型镁合金的研发及其在工业领域的应用,是吉斯达赫材料研究中心研究的主要对象,该中心研发并建成的双辊铸轧和温轧示范厂,使板材连续的变薄。
目前,这种优化后的宽幅为650 mm,最小厚度为4 mm的AZ31镁合金铸轧板材各项参数符合批量生产工业用材的要求,并能吸引投资伙伴,进行合作生产或技术转让。
2011年初,韩国浦项钢铁公司(POSCO)在韩国全罗南道的顺川建设镁板材项目,开发和生产宽幅镁合金板材,该项目年设计能力为1万吨镁合金板材,宽幅1800-2000 mm,产品定位于汽车行业,于2012年10月投产并实现商业化生产,现已成功生产出汽车前后盖板及门板产品,并与韩国现代、韩国起亚和日本丰田等汽车厂家签订意向供货协议。
早在2007年,浦项在此就有一生产能力为3000吨/年,宽幅为600 mm的镁板厂在运营,产品用于[收稿日期] 2018-06-22[作者简介] 王永昌(1963-),男,西宁人,大专,主要研究方向为金属镁合金及镁合金产品开发。
广东化工2018年第18期·128 · 第45卷总第380期生产移动设备的硬质外壳,如移动手机和笔记本电脑。
德国MgF Magnesium Flachprodukte(蒂森克虏伯镁板生产厂)于2010年与弗莱贝格工业大学联合,在德国弗莱贝格用铸轧技术生产镁合金板材,其宽幅为180-650 mm,厚度为5mm,然后用温轧工艺生产厚度为0.5-5.0 mm之间的不同尺寸的板材或卷材,产品用于汽车制造和航空航天工业制造业。
澳大利亚迪肯大学前沿材料研究院,莫纳什大学材料工程系开发的牌号EX1变形镁合金比传统的AZ31变形镁合金更具有可塑性,挤压速度快,生产效率高。
EX1合金用于挤压和锻造镁合金板材和型材,其挤压速度比传统的AZ31合金快5倍,与常用铝合金型材的挤压速度一样,这样会大大降低生产成本,该研究院已在其示范厂用这两种合金挤压出了8米长的型材和自行车轮毂,其市场应用前景广阔。
日本的Gonda Metal、土耳其的VIG Makina,英国的Magnesium-Electron也在分别生产和开发AZ61和AZ31等不同类型的镁合金板材,用于电子产品装配件和航空航天工业。
奥地利劳和是一家专门从事镁合金熔炉及相关热处理系统的研制、开发和生产企业,致力于研发世界最前沿镁生产工艺及设备,以拓宽镁原料的使用领域,通过该公司的多年研究和与欧美及亚太伙伴公司的合作,也已开发出了双辊铸轧技术,由液态镁合金可直接生产固态镁合金卷材。
该公司已向全球的镁板生产商提供了6套镁合金熔炼系统,其中向韩国浦项镁业分别与2004年和2008年先后提供了两套设备,生产宽幅为800 mm和1800mm的镁合金板材,其设备及生产工艺已得到了市场的广泛验证和认可。
另外,国内也有多家专业生产镁合金板材的厂家,如:中铝洛阳铜业铝镁板材厂、山西银光镁业集团、营口银河铝镁合金有限公司、西部钛业有限责任公司等,他们所用工艺均为传统轧制和双辊铸轧工艺,生产规模小,产品有中厚板和薄板。
2013年初,西安航空基地与陕西工业技术研究院等三家企业共同签订协议,计划在西安航空城投资17亿元打造年产7万吨镁合金研发生产项目,将陆续在园区内建设新型镁合金板材、高铁轻轨和汽车专用镁合金型材、高纯度精炼镁锭、镁合金锭、冲压零部件等生产线,以镁合金精、深加工产品为主导,建成占地约250亩的高品质镁合金产品的研发、中试及产业化基地,总产能将达到7万吨以上。
其中的镁板材项目,采用最新的“铸轧+温轧”短流程工艺,年产3000吨镁合金超宽超薄板卷带。
项目建成后,将进一步扩大镁合金材料的应用市场,大幅降低镁合金产品的生产成本,提升镁合金产品的质量和制造水平。
青海盐湖镁业于2009年引进原加拿大北海德鲁电解镁厂技术,一年产电解镁为10万吨的金属镁一体化项目在格尔木察尔汗盐湖正在建设之中,预计2014年投产。
与此同时,青海盐湖镁业也在寻求合作伙伴,一年产1万吨的镁合金板材加工项目也正在积极计划当中。
表1 目前生产镁合金板材的研究院和企业Tab.1 Production unite of magnesium alloy sheets国家公司/研究院产品尺寸(宽(W×L mm)厚)采用工艺韩国POSCO(浦项) 600×1.5/1800×4.5 双辊铸轧德国MagF(蒂森克勒伯) 700×4-7 双辊铸轧GKSS(亥姆霍兹) 600×4.5 双辊铸轧土耳其VIG Tubitak(图比塔克) 500×4.5-6.5 双辊铸轧澳大利亚CSIRO(联邦科学与研究组织)600×3-3.5 双辊铸轧挪威Hydro(海德鲁铝业) 700×4.5 双辊铸轧日本Mitsuishi(三菱) 250×5 双辊铸轧Gonda Metal(本田) 400×2-6 双辊铸轧中国洛阳铜业600×7 双辊铸轧营口银河1500~1600×10~100800×1.3×成卷热轧温轧山西银光600×0.2-9 成卷双辊铸轧西部钛业中厚板/薄板:δ25×2600×5000δ1.0~2.5×1500×3000传统铸轧绥德臻梦镁业中厚板/薄板:1~3×1200轧制鹤壁明镁科技中厚板/薄板:1~3×1200轧制英国Elektro(伊莱科创) 600×4.5 轧制4 镁合金板材市场分析目前,国内镁板主要应用在军工和航空航天领域,民用工业涉及不多。