电流密度对氨基磺酸镍电镀镍镀层的影响
电流密度对Ni-W合金镀层摩擦磨损性能的影响

电流密度对Ni-W合金镀层摩擦磨损性能的影响
耿越;陈吉;崔霄
【期刊名称】《电镀与环保》
【年(卷),期】2018(038)005
【摘要】采用电沉积方法在45#钢表面制备了Ni-W合金镀层,并研究了电流密度对镀层摩擦磨损性能的影响.结果表明:在干摩擦条件下,随着电流密度的增大,Ni-W 合金镀层的摩擦因数逐渐增大,磨损量逐渐降低;在油润滑摩擦条件下,随着电流密度的增大,Ni-W合金镀层的摩擦因数保持稳定,磨损量逐渐降低.
【总页数】3页(P21-23)
【作者】耿越;陈吉;崔霄
【作者单位】辽宁石油化工大学机械工程学院石油化工过程腐蚀与防护技术中心,辽宁抚顺113001;辽宁石油化工大学机械工程学院石油化工过程腐蚀与防护技术中心,辽宁抚顺113001;辽宁石油化工大学机械工程学院石油化工过程腐蚀与防护技术中心,辽宁抚顺113001
【正文语种】中文
【中图分类】TQ153
【相关文献】
1.电沉积裂纹Ni-W合金镀层的摩擦磨损性能 [J], 李东山;徐立新;王龙支
2.电流密度对Ni-W合金镀层性能的影响 [J], 崔霄;陈吉;桂王林
3.脉冲电流密度对Ni-W合金镀层耐蚀性的影响 [J], 韩啸;陈吉;孙冬来;吴新春;叶
珊珊
4.脉冲电沉积Ni-W合金镀层的摩擦磨损性能 [J], 陈广;赵永武
5.阴极电流密度对电镀Ni-W合金镀层质量的影响 [J], 蔡羽;陈艳芳;宫方方;熊毅因版权原因,仅展示原文概要,查看原文内容请购买。
电镀加工中电流密度对镀层质量的影响研究
电镀加工中电流密度对镀层质量的影响研究电镀加工是一种常见的金属表面处理技术,它可以为金属制品提供保护,改善其物理和化学性质,并增加其外观质量。
而电流密度作为电镀过程中的关键参数,直接影响着镀层的质量。
本文将探讨电流密度对镀层质量的影响,并提出一些改进措施。
首先,电流密度对镀层的厚度和均匀性有着重要影响。
在电镀过程中,电流密度的不均匀分布会导致镀层在金属基材上出现厚度不一致的现象。
实验表明,较高的电流密度可加速镀层的形成,但也容易造成镀层表面的气泡和裂纹。
因此,为了获得均匀且具有一定厚度的镀层,需要合理调节电流密度,使其在整个电镀过程中保持稳定。
其次,电流密度还会对镀层的结晶度和晶粒尺寸产生影响。
一般来说,较高的电流密度会使镀层的结晶度增加,晶粒尺寸减小,从而提高镀层的硬度和耐磨性。
然而,如果电流密度过高,会导致镀层的内应力增大,甚至出现开裂的情况。
因此,在电镀加工中需要权衡电流密度对结晶度和晶粒尺寸的影响,选择适当的电流密度以获得良好的镀层质量。
此外,电流密度对镀层的成分和成分分布也有重要影响。
电流密度的改变可以影响金属离子的还原速率和沉积速度,进而影响镀层的成分。
例如,在电镀过程中,较高的电流密度会促使镀液中的杂质离子较快地还原和沉积,从而导致镀层中杂质含量的增加。
因此,为了获得纯净的镀层,有效控制电流密度是非常重要的。
为了提高电镀加工中镀层质量的一致性和稳定性,一些改进措施可以考虑。
首先,优化电镀液的成分和配方,以提高金属离子的还原速率和沉积速度,从而降低电流密度对镀层成分的影响。
其次,采用电流密度梯度法进行电镀,即在电镀过程中逐渐调节电流密度,可以减少镀层厚度和成分的不均匀性。
此外,使用辅助电极、搅拌设备等辅助手段也可以改善电镀过程中的电流密度分布,从而提高镀层质量。
总之,电流密度作为电镀加工中的关键参数,对镀层的质量有着重要影响。
通过合理调节电流密度,可以实现镀层厚度的均匀性,改善镀层的结晶度和晶粒尺寸,控制镀层的成分和成分分布。
单因素变量法探究电流密度对Ni-P镀层制备的影响
科学技术创新2021.06单因素变量法探究电流密度对N i -P 镀层制备的影响侯彩凤郭丽娟郑罗涛刘爽爽(中国石油大学胜利学院,山东东营257061)1研究背景腐蚀与磨损所造成的损害不仅不仅是经济问题更是安全问题,对人们经济和生活带来巨大影响[1]。
出于对腐蚀与磨损的危害性的准确认识,采用先进而有效的防护手段成为必要选择,电镀技术是表面防护的重要手段之一。
电镀N i -P 镀层因其优异的耐磨、耐蚀性能,不会引入重铬等污染环境的物质,因而受到广大研究者和生产制造商的厚爱[2-3]。
电镀N i -P 镀层是各种复合镀层、特殊功能涂层研究的基础,因而探究电镀规范(如电流密度、波形、温度、搅拌等)、镀液配方(主盐、导电盐、络合剂、整平剂等)、基体表面(预处理、基体金属结构等)等各因素对镀层形成过程和镀层质量的影响至关重要。
单因素变量法固定单一实验变量,研究变量对试验结果产生的影响,是基本、简单、易操作的试验方法之一,易于各个层次研究者对各种研究课题展开研究。
本文采用电沉积技术成功制备出N i -P 镀层,并通过单因素变量法研究了电流密度对N i -P 镀层形成过程的影响。
2试验材料与方法2.1试验材料试验材料选用Q 235为阴极,含N i 量99%的镍板为阳极,阴阳极尺寸均50m m ×8m m ×3m m 。
镍板作为可溶性阳极,可提供并补充镀液中N i 2+的损失,维持镀液成分稳定。
在试样上方钻孔,采用挂镀方式进行电沉积,具体电沉积装置示意图如下1所示。
图1电沉积装置示意图2.2预处理预处理流程为:手工打磨→冲洗→化学除油→冲洗→酸洗与活化→冲洗。
具体如下:将阴阳极试样依次使用180CW 、240CW 、400CW 、600CW 、800CW 、1200CW 和1500CW 砂纸由粗到细进行打磨,直到试样表面光亮平整为止,然后用去离子水进行超声波清洗。
超声清洗后的表面仍存在油脂等杂质,如果不彻底清除会影响后期电镀层的质量,因此要对试样进行进一步的化学除油。
电流密度对自动化电刷镀Ni镀层组织结构和性能的影响
不正常磨损。因 此,该 类 镀 层 一 般 要 进 行 抛 光 处 理 后
捷ted
鸿
博
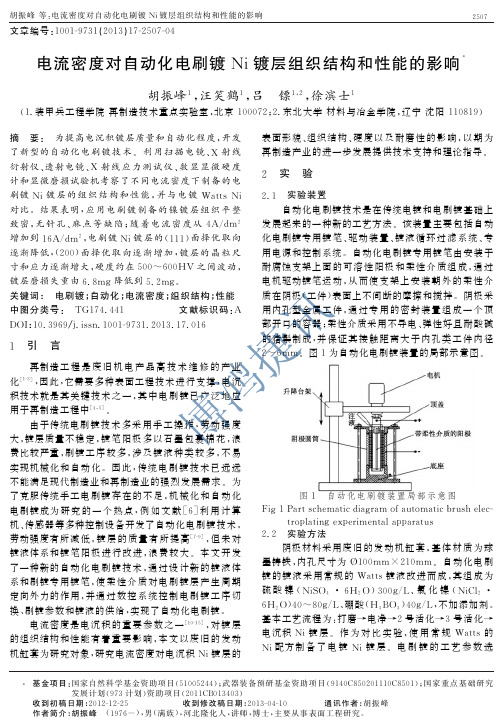
图 3 电刷镀 Ni 镀层的表面形貌
Fig 3 Surface images of brush electroplated Ni
3 .2 电流密度度。这说明
胡振峰 等:电流密度对自动化电刷镀 Ni 镀层组织结构和性能的影响
2509
这表明电流密度的增加在一定程度上降 低 了 电 刷 镀 的 数个微米)[1 6]。
效 果 ,但 降 低 程 度 较 小 。
3 .3 电流密度对镀层硬度的影响
图 6 是采用自动化电刷镀技术在不同电流密度下
制备的 Ni 镀层的硬度。从图 6 可以看出,自动化电刷
2 0 1 3 年第 1 7 期(44)卷
才能使用。而自动化电刷镀技术得到的镀层虽有柔性 介 质 留 下 的 刷 痕 ,但 表 面 较 为 平 整 ,无 法 分 辨 出 晶 体 构 成物大小。这是 因 为 在 电 沉 积 过 程 中,柔 性 介 质 的 摩 擦作用可以有效阻止氢气泡和吸附杂质在阴极表面长 期滞留,从而避免 在 镀 层 表 面 形 成 凹 坑、针 孔、麻 点 等 缺陷。此外,柔性 介 质 摩 擦 还 可 以 增 加 阴 极 表 面 活 性 生长点,提高形核 速 率,抑 制 镀 层 的 尖 端 放 电,并 对 已 经形成的积瘤等微观突起起到机械磨削和抛光作用, 从而实现镀层表面整平的效果。比较不同电流密度下 的表面形貌,在 电 流 密 度 为 1 2 A/dm2 时,镀 层 的 表 面 几乎没有划 痕。 可 以 认 为,电 流 密 度 为 1 2 A/dm2 时, 镀层的表面形貌最好。
收到修改稿日期:2 0 1 3-04-1 0
电流密度对镀镍电弧焊接头拉伸强度的影响
LI U Yi n g
( G u a n g x i A g r i c u h u r a l V o c a t i o n a l C o l l e g e , N a n n i n g 5 3 0 0 0 7 , C h i n a ) Ab s t r a c t : D u r i n g t h e p r o c e s s o f n i c k e l p l a t i n g o n a r c w e l d i n g j o i n t , c u r r e n t d e n s i t y w i l l a f f e c t t h e c o a t i n g
引 言
镀 镍 是 一 种 重 要 的 金 属 表 面 处 理 腐蚀 性、 硬度 及延展性 ,
a r c w e l d i n g j o i n t . I n t h i s p a p e r , f o u r g r o u p s o f e l e c t r o p l a t i n g e x p e r i me n t s o n a r c w e l d i n g j o i n t w e r e c a r r i e d
Ef fe c t s o f Cu r r e n t De n s i t y o n Te n s i l e S t r e n g t h o f
浅谈电镀(氨基磺酸镍)镍-磷合金的工艺
电子接插件镍-磷合金中间层电镀工艺摘要: 对电子接插件镍-磷合金(氨基磺酸镍-磷合金)中间层电镀工艺进行了简单综述,包括工艺流程,镀液成分、操作条件等对镀层结构和物性的影响、初步并介绍了合金镀层的维护与管理方法、以及杂质处理此外,本文还介绍了一种较成熟卷对卷连续(电子行业接触件连续电镀生产线)电镀镍-磷合金工艺电镀。
引言氨基磺酸镍是一种优良的电镀主盐,因其内应力低、电镀速度快,溶解度大,无污染等,而成为近年国际上发展较快的一种电镀主盐。
由于电子接插件镍-磷合金中间层电镀工艺由于不存在晶界位错等缺陷,因此不会产生晶间腐蚀现象,耐点蚀的性能远比晶态(化学镍-磷) 合金要好,除此之外它还具有镀层致密/耐化学药品性好以及耐摩性/能屏蔽电磁波比硫酸镍磷合金好等特性/已广泛应用于汽车电子、航空电子、计算机电子、精密电子电镀、化学工业等领域特适用于卷对卷连续电镀中间层电镀工艺。
目前获取镍-磷合金中间层的方法有硫酸镍磷合金与氨基磺酸镍磷合金电两种, 本文综述了作为电子接插件镍-磷合金中间层(电镀氨基磺酸镍为主盐的镍-磷合金层)工艺, 氨基磺酸镍中间层合金工艺较硫酸镍磷合金工艺中间层工艺相比具有很多优点:1.沉积速度快、使用氨基磺酸镍可以通过的电流密度为1-20 A/dm2可根据法拉第两大定律导出下列公式:Z=2.448CTM/ND其中Z代表厚度(单位为微英寸); C 代表电流密度(单位为A/dm2) ;T代表时间(单位为分钟); M代表镍的原子量;N代表镍的电荷量;D代表镍的密度.(1)而硫酸镍电镀镍-磷合金可以通过的电流密度为1-5 A/dm2在相同时间内厚度是硫酸镍电镀镍-磷合金的1-4倍之间.2. 氨基磺酸镍镀液稳定性高、较硫酸镍电镀镍-磷合金有很好的柔软性, 折弯一般不因厚度而产生折弯龟裂现象。
3.氨基磺酸镍镀液有很高的溶解度(目前没有办法确定)至少在常温能溶解≥180g/lNi2+,而硫酸镍是≤100 g/lNi2+ (50℃),适用于高浓度电镀工艺.1氨基磺酸镍镍-磷合金工艺1.1氨基磺酸镍的制备可以用碱式碳酸镍和氨基磺酸来制备氨基磺酸镍镀液。
电流密度对Ni/WC-Co纳米复合镀层性能的影响

中图分 类号 : T Q 1 5 3
文 献标 志码 : A
文 章编 号 : 1 0 0 0 — 4 7 4 2 ( 2 0 1 6 ) 0 6 — 0 0 0 7 — 0 3
1 . 2 镀 液 组 成 及 工 艺 条 件
0 前 言
与普 通 复 合 电镀 相 比 , 纳米 复合 电镀要 求 共 沉 积 的固体 微粒 由微 米尺寸 变 为纳米 尺寸 I 1 ] 。纳米 复 合 电镀正 逐 渐 成 为 电镀 行 业 的 一 个 具 有 潜 力 的 分 支 。纳米 WC微粒 具有 硬 度 高 、 耐磨 性 和 耐 蚀 性 优 良等 特点 , 其与 Ni 共 沉 积 能形 成 硬 度 高 、 耐 蚀 性 强
低 的趋 势 ; 当电流密度 为 1 O A/ d m。时 , Ni / WC — C o纳 米复合 镀层 的耐蚀 性 最好 , 自腐蚀 电位 最 正 ,
自腐 蚀 电 流 密 度 最 小 。
关键 词 : 电流 密度 ;纳米 晶 ; wC - C o ;耐蚀 性
Ab s t r a c t : Ni / WC — Co n a n o c o mp o s i t e c o a t i n g wa s p r e p a r e d o n b r a s s s u b s t r a t e b y u s i n g d i r e c t
电流密度对光亮镍_铁合金镀层表面形貌及耐蚀性的影响
电流密度对光亮镍2铁合金镀层表面形貌及耐蚀性的影响The E ffects of Current Density to Surface Morphology andCorrosion R esistance of B right Ni 2Fe Alloy Coating李雪松1, 马立军2, 高金芝3, 王 新3(1.长春工业大学材料科学与工程学院,吉林长春130012;2.胜利油田井下作业公司,山东东营257077;3.松原市建筑工程质量检测中心(有限公司),吉林松原138001)L I Xue 2song 1, MA Li 2jun 2, G AO Jin 2zhi 3, WANG Xin 3(1.College of Materials Science and Engineering ,Changchun U niversity of Technology ,Changchun 130012,China 2.Shengli Oil 2Field Silo Operating Company ,Dongying 257007,China ;3.Songyuan City Const ruction Engineering Quality Measuring Cent re(Incorporated Company ),Songyuan 138001,China )摘要: 通过电沉积方法制备光亮镍2铁合金镀层,利用扫描电镜测定镀层表面显微形貌(SEM ),X 射线衍射仪测定合金镀层的相结构(XRD ),然后对合金镀层进行浸泡腐蚀实验,观察其腐蚀行为,并测定其腐蚀速率。
结果表明:镍2铁合金镀层在质量分数为3.5%的NaCl 溶液中的腐蚀速率较在质量分数为5%的H 2SO 4溶液中的腐蚀速率小,即:在质量分数为3.5%的NaCl 溶液中有较好的耐蚀性,最小的腐蚀速率为0.21mg/(dm 2・h ),且在电流密度为4~6A/dm 2工艺条件下获得的合金镀层在两种溶液中都具有较好的耐蚀性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
以电流密度大时 , 镀层孑 隙率也增大 , L 表面风暴漩涡 状的针孑 缺陷增大。 L
( 转第 6 下 0页 )
厚度 增 加 缺 陷越 明显 也 越 多, 孑 直 径 在 l 针 L 0—
第8 期
邹
森, : 等 电流密度对氨基磺酸镍 电镀镍镀层 的影响
・5 5・
电流密度对氨基磺酸镍电镀镍镀层的影响
邹 森 , 亚 明 , 凤梅 李 杨
( 中国 电子科 技 集 团公 司 第 二研 究所 , 西 太原 山 002 3 0 4)
摘要 : 为了解不同电流密度对氨基磺酸镍镀层 的影响 . 分析 了电流 密度在 0 I~2 A m . 0 /d 时 , 氨基磺 酸镍镀 镍层的外 观、 硬度 、 应
2 0 电炉 中加 热 4 , 4% h 然后 放 入 室温 冷 水 速 冷 , 果 结 全部不 起皮 、 开 裂 。 不
15 3 硬 度 ..
添 加 剂 (K 2 ) C一 1 萘 三磺 酸 钠
p H
温 度
按 G 99 B 7 0—8 8标 准 , 粗 造 度 R 对 a<0 0 1 .2 m x
于 电镀 镍 。
15 样 品的检 测 .
15 1 外 观 . .
( ) 电流密度 小于 4 /m 2 当 A d 时 , 层 质 量 较 镀
好 , 泽均 匀 、 针 孔 缺 陷 和 毛 刺 现 象 。大 于 8 A 色 无 /
S W 电子显 微镜 10 E 00倍下 观察 :
・
5 ・ 6
山 东 化 工 S A D N H MIA D S R H N 0 G C E C LI U T Y N
21 第4 0 1年 0卷
7 0mL/ ,3 ~5s L 。
凹凸不 平 、 白亮 金 属 色 表 面 有 风 暴 漩 涡 状 的针孔 缺
0
一
表 1 氨 基 磺 酸 盐 镀 镍 工 艺 参 数
Efeto fCu r n n i nt eNik lCo t g o c e ufmae f cin o re tDe st o h c e y a n fNik lS l i a t
ZOU e L a—mig,ANG F n S n,IY n Y e g—me i
影 响镀 层 的 表 面 外 观 。 电流 密 度 小 于 1 / m A d 时 ,
镀层光亮度差 , 色泽不光亮 ; 当电流密度大时, 析氢
严 重 , 层 孑隙 率也 增 大 , 以电流 过 大过小 都不利 镀 L 所
电 流 密 度 / A d ) ( /i n
图 1 电 流 密度 与沉 积速 度 的 关 系
萎
I ) l【 ()
值在 40~ . . 42不断过滤搅拌(0— 5/ i) 2 2 rmn 的情况
下进行电镀镍 , 分别做 电流密度为 0 I0 5 12 4 . ,. , ,, , 8,62 A d 的 8个样 本 , 1 ,0 / m 时 使得 样本 镀 层厚 度 为
1 x 。 6tm
工艺规范 氨基磺酸镍 N ( H S 2。 H 0} iN 2 O ) 4 2
氯 化 镍 ( iI 6 2 NC2- H O)
硼酸 ( 3 O j H B 3
陷 , 孔直 径在 1 5 / 范 围 内 针 0~ 0x m 15 2 结合 力 ..
一
0
参数
按 G 1 3 5 5—9 准 和去 氢工 艺 , 热震 法 B 20 1 0标 用 检 测 , 不 锈 钢 片 上 镀 1 t 厚 的镀 镍 样 品 , 在 将 6x m 放
21) ( (
( )
同时测 得不 同 电流 密度 下沉 积 速率 与 电流密 度 的关 系如 图 l 。
电 流 密 度/ A r ( /m ) i
图 2 电流密度对硬度 的影响
2 结果 与讨 论
( ) 图 1所 示 氨 基 磺 酸 镍 电镀 镍 , 的 沉 积 1如 镍 速率 随电 流密 度 的提 高 而提 高 , 不 断 过 滤 的镀 液 在
d fcs a d t e sr s e a a g .T e ic s e h e s n o e a o e s ain . e e t n h t sb c me l r e h n d s u s d t e r a o sf rt b v i t s e h u t o
1 实验 部分
品的品质要求更是精益求精 。越来越多的厂家对 电 镀金属层 的品质要求也越来越高 , 镀层内应力低 , 延 展性 良 , 好 极限强度高 、 硬度高 、 均匀性佳 的镀液正 被众多的厂家大力倡导和推广。氨基磺酸镍镀液能 获得比传统的硫酸镍镀液机械性能更优 良的金属镀 层, 它的镀层内应力低 、 极限强度高 、 沉积速度快 、 孔
中, 沉积速率随着电流密度增加而加快 , 但是随着电 流密度 的增 加 阴极 极 化 增 大 , 时 阴极 析 氢 也越 来 同 越严重 , 因此 电流效 率 也逐 渐 降低 。8A d 为 /m 9% ,0 / m 时 大 概 为 9 % 。当 电 流 密 度低 时 , 5 2A d 0
() 1 当电流密度小于 4 / i 时 , A d 样品镀镍层色 n 泽均匀 、 亚光金属色 、 无针孑 缺陷和毛刺现象。 L () 2 当电流密度达到 8 / m 时, A d 样品镀层表面 色泽发亮 、 表面有风暴漩涡状的针孑缺陷 , L 随着镀层
d , m 时 镀层表面会 出现缺 陷。主要原因是电流密 度增 大 , 的氢 氧 化 物 杂 质 会 沉 淀 夹 杂在 镀 层 中而 铁
钠 2 3 L, 0— O 温度 5 5 ℃ , 5 n O~ 5 3— mi。
() 2 酸洗工 序
氢氟酸( F4 %)4 L L 硝酸 ( N 36 %) H 0 7 m / , H O ,5
作者 简介 : 邹森 (9 1 ) 男 , 18 一 , 陕西西安人 , 助理工程师 , 本科 , 0 2 5至今从事 电子专用设备研究 与开发。 0
收稿 日期 :0 — 热纯水洗
检 验
12 氨基磺酸盐镀镍工艺参数 . 镀镍工艺参数见表 1 。
13 前处 理 主要工 序 参数 .
( ) 性 活化工 序 1碱
氢 氧化钠 2 3 L 0— 0 ,乳化 剂 l一 gL 磷 酸三 3/ ,
电流密度( 机械搅拌 )
的钢 板 , 层 1l 的镀 层 , 显 微 硬 度 计 , X 一 镀 6m x 用 H 10 00检测 结 果 。得 电 流 密 度 对 硬 度 的 影 响 结 果 见
图2
l J ( n
{) ( 【 ) {) Hf ) 1 《
14 实验 过程 . () 1 准备 1mm×1m 厚 度 1m 不锈 钢 片为 0 0 m, m
( h eodR sac stt, hn l tnc ehooyGopC rr i ,aya 0 02 ,hn ) T eScn eerhI tueC iaEe r i T cnl ru opao T i n 304 C ia ni co s g tn u
Ab t a t I r e n e sa d t e efc ft e d f r n u r n e s y o h mi o a i i k l h sr c : n od r t u d r tn h f t h i ee tc re td n i n t e a n cd n c e ,t e o e o f t 【 a p a a c ,h r n s ,sr s n e o i o a e o e n c e o t g o i k ls l ma e w r n lz d p e r n e a d e s te s a d d p st n r t ft ik lc ai fn c e u f i h n a t ee a aye a d t e c n l s n t a u r n e st a d r c a o t e o i o t b a n d a e c re t e st n o c u i t r td n i W Si ie t t d p st n r e o ti e t u r n n i h o h c e y n ri o i a h t d y 0 1 d 一2 A m" I h a g f tc n lg . i A/ n 0 Vd n t e r n e o e h oo y,w e h u e td n i n r a e . h n t e c r n e st i c e s d,t e d p s in y h e o io t
1 1 工艺 流程 .
镀镍 工艺 流程 如 下 :
碱性活 化一
—
三 联水 洗一
酸洗 一
水洗
隙率低 、 再配合添加剂的使用 能得到更佳的外观 , 适 用于印制电路板或电铸 。氨基磺酸盐镀液是一种多 用途 的镀 液 , 较低 的 温 度 和较 小 的 电流 密 度 操 作 在
时, 能够得到应力较小甚至无应力的镀层 , 在一般条 件下操作应力也较瓦特型溶液小 。氨基磺 酸镍镀液 只要添加少量的应力减少剂 , 就能够 明显地降低镀 层应力。所谓的高速镀镍实际上就是一种高浓度的 氨基磺酸镍溶液, 它不含有机物或其他添加剂 , 镀层 应力主要通过温度和 电流调节 , 其最大 的优点是可 在大电流密 度下操 作…。氨基磺 酸镍 镀镍 主要 是
rt n rae he c aig h r n s e rae aeice sd,t o t ad es d ce s d,te p rs y b c me lre , te sra e h d pn oe n h oo i e a ag r h u fc a ih l t