378焊缝标准
焊缝质量检验标准(修订)精品文档19页
要练说,得练听。听是说的前提,听得准确,才有条件正确模仿,才能不断地掌握高一级水平的语言。我在教学中,注意听说结合,训练幼儿听的能力,课堂上,我特别重视教师的语言,我对幼儿说话,注意声音清楚,高低起伏,抑扬有致,富有吸引力,这样能引起幼儿的注意。当我发现有的幼儿不专心听别人发言时,就随时表扬那些静听的幼儿,或是让他重复别人说过的内容,抓住教育时机,要求他们专心听,用心记。平时我还通过各种趣味活动,培养幼儿边听边记,边听边想,边听边说的能力,如听词对词,听词句说意思,听句子辩正误,听故事讲述故事,听谜语猜谜底,听智力故事,动脑筋,出主意,听儿歌上句,接儿歌下句等,这样幼儿学得生动活泼,轻松愉快,既训练了听的能力,强化了记忆,又发展了思维,为说打下了基础。序号
煤油渗透试验
压力不高的密封焊缝(例如油箱、水箱)
无渗漏
注:1、未注单位为mm
2、本标准适用于手工电弧焊和气体保护焊,其它焊缝可参照执行。
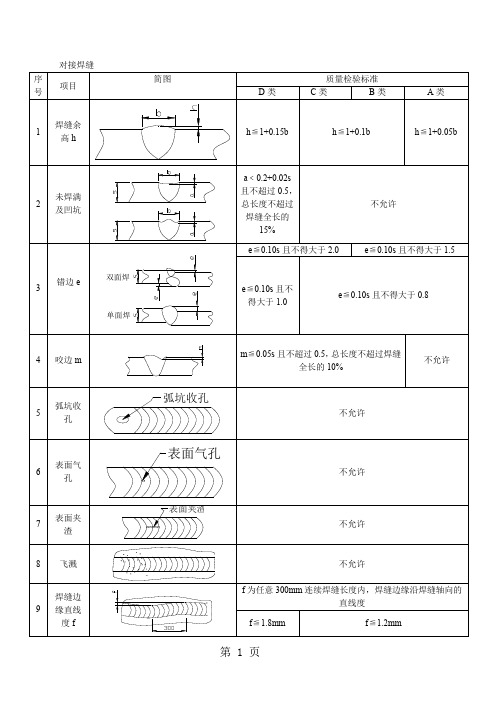
A类对接焊缝质量检验标准表
序号
项目
简图
评定等级
Ⅲ
Ⅱ
Ⅰ
1
焊缝余高h
h≦1+0.15b
h≦1+0.1b
h≦1+0.05b允许局部超过
2
未焊满及凹坑
a﹤0.2+0.02s且不超过0.8,总长度不超过焊缝全长的15%
要练说,得练听。听是说的前提,听得准确,才有条件正确模仿,才能不断地掌握高一级水平的语言。我在教学中,注意听说结合,训练幼儿听的能力,课堂上,我特别重视教师的语言,我对幼儿说话,注意声音清楚,高低起伏,抑扬有致,富有吸引力,这样能引起幼儿的注意。当我发现有的幼儿不专心听别人发言时,就随时表扬那些静听的幼儿,或是让他重复别人说过的内容,抓住教育时机,要求他们专心听,用心记。平时我还通过各种趣味活动,培养幼儿边听边记,边听边想,边听边说的能力,如听词对词,听词句说意思,听句子辩正误,听故事讲述故事,听谜语猜谜底,听智力故事,动脑筋,出主意,听儿歌上句,接儿歌下句等,这样幼儿学得生动活泼,轻松愉快,既训练了听的能力,强化了记忆,又发展了思维,为说打下了基础。简图
焊缝标准及质量等级
焊缝标准及质量等级管道类别I(1)毒性程度为极度危害的流体管道;(2)设计压力大于或等于10MPa的可燃流体、有毒流体的管道;(3)设计压力大于或等于4MPa小于10MPa且设计温度大于等于400C的可燃流体、有毒流体的管道;(4)设计压力大于或等于10MPa且设计温度大于或等于400C 的非可燃流体、无毒流体的管道;( 5)设计文件注明为剧烈循环工况的管道;(6)设计温度低于-20 C的所有流体管道;( 7)夹套管的内管;( 8)按本规范第8.5.6 条规定做替代性试验的管道;( 9)设计文件要求进行焊缝100%无损检测的其他管道。
II(1)设计压力大于或等于4MPa小于10MPa设计温度低于400C,毒性程度为高度危害的流体管道;(2)设计压力小于4MPa毒性程度为高度危害的流体管道;(3)设计压力大于或等于4MPa小于10MPa设计温度低于400C 的甲、乙类可燃气体和甲类可燃液体的管道;(4)设计压力大于或等于10MPa且设计温度小于400C的非可燃流体、无毒流体的管道;(5)设计压力大于或等于4MPa小于10MPa且设计温度大于等于400C的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝20%无损检测的其他管道皿(1)设计压力大于或等于4MPa小于10MPa设计温度低于400C,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的甲、乙类可燃气体和甲类可燃液体管道;(3)设计压力大于或等于4MPa小于10MPa设计温度低于400C 的乙、丙类可燃液体管道;(4)设计压力大于或等于4MPa小于10MPa设计温度低于400C的非可燃流体、无毒流体的管道;(5)设计压力大于1MPa小于4MPa设计温度高于或等于400C 的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝10%无损检测的其他管道。
IV(1)设计压力小于4MPa毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的乙、丙类可燃液体管道;(3)设计压力大于1MPa小于4MPa设计温度低于400C的非可燃流体、无毒流体的管道;(4)设计压力小于或等于iMPa且设计温度大于185C的非可燃流体、无毒流体的管道; (5)设计文件要求进行焊缝5%无损检测的其他管道。
表6.3.8-4 C类工程焊接质量检验评定标准
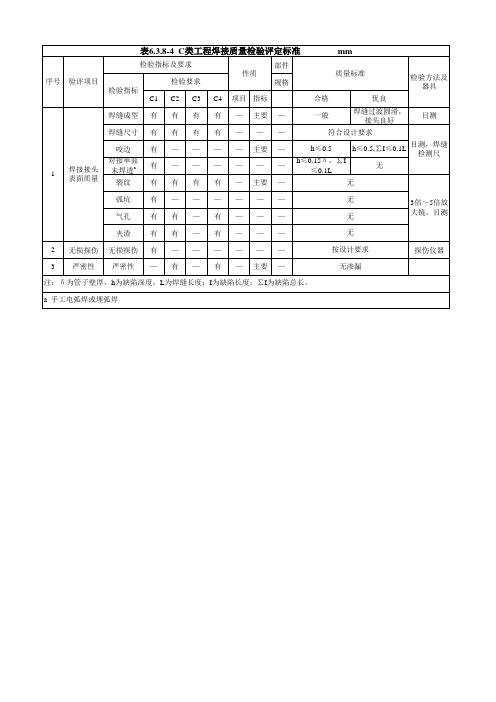
mm
质量标准 优良 目测 检验方法及 Nhomakorabea具焊缝过渡圆滑, 接头良好 符合设计要求 h≤0.5,∑I≤0.1L 无 无 无 无 无 按设计要求 无渗漏
h≤0.5 h≤0.15δ ,∑I ≤0.1L
目测,焊缝 检测尺
3倍~5倍放 大镜,目测
探伤仪器
注:δ 为管子壁厚,h为缺陷深度,L为焊缝长度;I为缺陷长度;∑I为缺陷总长。 a 手工电弧焊或埋弧焊
表6.3.8-4 C类工程焊接质量检验评定标准
检验指标及要求 性质 序号 验评项目 检验指标 C1 焊缝成型 焊缝尺寸 咬边 1 焊接接头 表面质量 对接单面 未焊透a 裂纹 弧坑 气孔 夹渣 2 3 无损探伤 严密性 无损探伤 严密性 有 有 有 有 有 有 有 有 有 — C2 有 有 — — 有 — 有 有 — 有 C3 有 有 — — 有 — — — — — C4 有 有 — — 有 — 有 有 — 有 项目 指标 — — — — — — — — — — 主要 — 主要 — 主要 — — — — 主要 — — — — — — — — — — 合格 一般 检验要求 规格 部件
焊缝外观质量标准及尺寸允许偏差
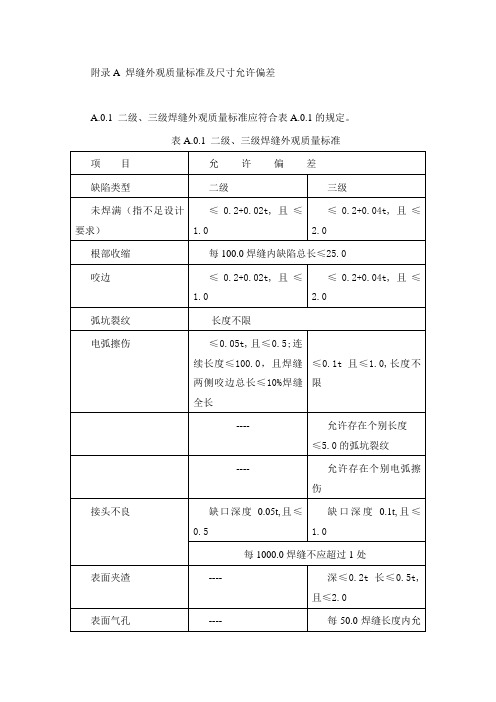
A.0.1二级、三级焊缝外观质量标准应符合表A.0.1的规定。
表A.0.1二级、三级焊缝外观质量标准
项目
允许偏差
缺陷类型
二级
三级
未焊满(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
根部收缩
每100.0焊缝内缺陷总长≤25.0
咬边
缺口深0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣
----
深≤0.2t长≤0.5t,且≤2.0
表面气孔
----
每50.0焊缝长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔径
注:表内t为连接处较薄的板厚。
A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0.2的规定。
表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(mm)
序号
项目
图例
允许偏差
1
对接焊缝余高C
一、二级
三级
B<20:0-3.0
B≥20:0-4.0
B<20:0-4.0
B≥20:0-5.0
2
对接焊错边d
d>0.15t,
且≤2.0
d <0.15t,
且≤3.0
A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定。
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
弧坑裂纹
长度不限
电弧擦伤
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长≤10%焊缝全长
≤0.1t且≤1.0,长度不限
焊缝外形尺寸标准

5、气孔 点状夹杂
Ⅰ级质量要求 1.有密封性要求或外露焊
缝不允许。
2. 其他焊缝,在300mm 长的焊缝上, Φ≤1.0mm的气孔、点 状夹杂不得超过1个。 Φ≤0.5mm的缺陷点数 允许增多,但总面积 不得大于1mm2
Ⅱ级质量要求 1.外露焊缝不允许。 2.在300mm长的焊缝 上,Φ≤1.5mm的气孔、 点状夹杂不得超过1 个。Φ≤0.5mm的缺陷
点数允许增多,但总 面积不得大于2mm2
6、焊瘤
Ⅰ级质量要求 不允许
Ⅱ级质量要求
1.外露焊缝不允许。 2.不多于焊缝全长的5%
7、凹坑 未焊满
凹坑
未焊满
Ⅰ级质量要求 不允许
Ⅱ级质量要求 1.外露焊缝不允许。 2.每米或每条焊缝 上不得多于2处, 且不低于母材
3.未焊满不允许
8、裂纹 未融合 05δ,且 y≤0.5mm,单个 长度不大于5mm,
其总长度不超过 焊缝全长的5% 。
Ⅱ级质量要求 y≤0.05δ,且y≤0.5mm, 单个长度不大于8mm,其
总长度不超过焊缝全长 的10%。 y≤0.1δ,且y≤1.0mm, 其总长度不超过焊缝全 长的5%。
3、焊缝焊缝不直度
Ⅰ级质量要求 不允许
Ⅱ级质量要求 不允许
9.角焊缝外观形状要求
10.对接焊缝外观形状要求
Ⅰ级质量要求 每1000mm焊缝长 或以下H≤1mm, 且焊缝全长H不得 大于2mm 。
Ⅱ级质量要求 每500mm焊缝长或 以下H≤1mm,且焊 缝全长H不得大于 2mm 。
4、焊缝宽度差
不包括始末两端
Ⅰ级质量要求 焊缝宽度差≤10% 焊缝宽度C,且不 大于3mm。
Ⅱ级质量要求 焊缝宽度差≤15%焊 缝宽度C,且不大于 3mm。
5焊缝质量的分级

5焊缝质量的分级根据焊缝(包括热影响)中缺陷性质,大小和数量及分布状态Ⅰ~Ⅴ级,Ⅴ级不能作为可验收的质量水平。
5.1. 焊缝验收等级及适用对象按CB/T3177规定。
5.2.焊缝缺陷的评定5.2.1.各级焊缝均不允许有裂纹、未熔合、未焊透。
5.2.2.各级焊缝圆形缺陷评定第5.3条5.2.3各级焊缝长形缺陷评定第5.4条5.2.4各级不加垫板单面焊缝评定见第5.8条。
5.3圆形缺陷评定和分级5.3.1长宽比小于等于3的缺陷,定义为圆形缺陷,包括气孔、点状夹渣和夹钨。
5.3.2缺陷的换算以缺陷的长径尺寸由表1换算成点数表1缺陷的换算5.3.4不计点数的缺陷尺寸按母材厚度分见表2注:若焊缝两侧母材厚度不同,则按较薄母材厚度为准(以下各表相同)5.3.5评定区域5.3.5.1评定区域的确定见表3表3评定区域的确定5.3.5.2评定区必须从底片上缺陷显示最严重部分且长边必须平行焊缝方向框取。
5.3.5.3当缺陷与评定区边界相接(不包括相切)时,应将其划入评定区计点。
5.3.6分级方法5.3.6.1按5.3.3~5.3.5条评定区域内应计点的点数相加。
5.3.6.2各级焊缝在评定区内点数相加之和限值见表4。
5.3.6.3.不计点数的缺陷在评定区内个数的限值见表5表4圆形缺陷的限值表5不计点数缺陷限值125.3.6.5当评定区内点数略有超值时,经供需双方协商后,按附录F(补充件)处理。
5.4长形缺陷评定和分级5.4.1长宽比大于3的夹渣或长形气孔定义为长形缺陷,测量方法5.4.2各级焊缝单个长形缺陷的尺寸限值见表6.表6长形缺陷限值各缺陷的长度相加,作单个长形缺陷评定。
5.4.4各级焊缝中长形缺陷在任意12T焊缝长度内相加总长限值见表7。
表7长形缺陷在任意12T焊缝长度内限值5.4.5当被检焊缝长度小于12T时,则长形缺陷相加总长按比列算,若折算后的允许总长度小于单个长形缺陷限值作为总长。
5.5综合评定在评定区域内,同时存在图形和长形缺陷,则先各自评定等级,然后将两种缺陷级别之和减1作为最后等级。
焊缝标准及质量等级
焊缝标准及质量等级管道类别Ⅰ〔1〕毒性程度为极度危害的流体管道;〔2〕设计压力大于或等于10MPa的可燃流体、有毒流体的管道;〔3〕设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的可燃流体、有毒流体的管道;〔4〕设计压力大于或等于10MPa,且设计温度大于或等于400℃的非可燃流体、无毒流体的管道;〔5〕设计文件注明为剧烈循环工况的管道;〔6〕设计温度低于-20℃的所有流体管道;〔7〕夹套管的管;〔8〕按本规第8.5.6条规定做替代性试验的管道;〔9〕设计文件要求进展焊缝100%无损检测的其他管道。
Ⅱ〔1〕设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为高度危害的流体管道;〔2〕设计压力小于4MPa,毒性程度为高度危害的流体管道;〔3〕设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的甲、乙类可燃气体和甲类可燃液体的管道;〔4〕设计压力大于或等于10MPa,且设计温度小于400℃的非可燃流体、无毒流体的管道;〔5〕设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的非可燃流体、无毒流体的管道;〔6〕设计文件要求进展焊缝20%无损检测的其他管道。
Ⅲ〔1〕设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为中毒和轻度危害的流体管道;〔2〕设计压力小于4MPa的甲、乙类可燃气体和甲类可燃液体管道;〔3〕设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的乙、丙类可燃液体管道;〔4〕设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;〔5〕设计压力大于1MPa小于4MPa,设计温度高于或等于400℃的非可燃流体、无毒流体的管道;〔6〕设计文件要求进展焊缝10%无损检测的其他管道。
Ⅳ〔1〕设计压力小于4MPa,毒性程度为中毒和轻度危害的流体管道;〔2〕设计压力小于4MPa的乙、丙类可燃液体管道;〔3〕设计压力大于1MPa小于4MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;〔4〕设计压力小于或等于1MPa,且设计温度大于185℃的非可燃流体、无毒流体的管道;〔5〕设计文件要求进展焊缝5%无损检测的其他管道。
焊缝质量标准及等级
管道类别Ⅰ(1)毒性程度为极度危害的流体管道;(2)设计压力大于或等于10MPa的可燃流体、有毒流体的管道;(3)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的可燃流体、有毒流体的管道;(4)设计压力大于或等于10MPa,且设计温度大于或等于400℃的非可燃流体、无毒流体的管道;(5)设计文件注明为剧烈循环工况的管道;(6)设计温度低于—20℃的所有流体管道;(7)夹套管的内管;(8)按本规范第8。
5.6条规定做替代性试验的管道;(9)设计文件要求进行焊缝100%无损检测的其他管道。
Ⅱ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为高度危害的流体管道;(2)设计压力小于4MPa,毒性程度为高度危害的流体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的甲、乙类可燃气体和甲类可燃液体的管道;(4)设计压力大于或等于10MPa,且设计温度小于400℃的非可燃流体、无毒流体的管道; (5)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝20%无损检测的其他管道。
Ⅲ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的甲、乙类可燃气体和甲类可燃液体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的乙、丙类可燃液体管道;(4)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(5)设计压力大于1MPa小于4MPa,设计温度高于或等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝10%无损检测的其他管道.Ⅳ(1)设计压力小于4MPa,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的乙、丙类可燃液体管道;(3)设计压力大于1MPa小于4MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(4)设计压力小于或等于1MPa,且设计温度大于185℃的非可燃流体、无毒流体的管道;(5)设计文件要求进行焊缝5%无损检测的其他管道.Ⅴ设计压力小于或等于1.0MPa,且设计温度高于—20℃但不高于185℃的非可燃流体、无毒流体的管道.注:氧气管道的焊缝检查等级由设计文件的规定确定。
焊缝外形尺寸标准
3、焊缝焊缝不直度
Ⅰ级质量要求
每1000mm焊缝长 或以下H≤1mm, 且焊缝全长H不得 大于2mm 。
Ⅱ级质量要求
每500mm焊缝长或 以下H≤1mm,且焊 缝全长H不得大于 2mm 。
4、焊缝宽度差
不包括始末两端
Ⅰ级质量要求
焊缝宽度差≤10% 焊缝宽度C,且不 大于3mm。
Ⅱ级质量要求
焊缝宽度差≤15%焊 缝宽度C,且不大于 3mm。
6、焊瘤
Ⅰ级质量要求 不允许
Ⅱ级质量要求
1.外露焊缝不允许。 2.不多于焊缝全长的5%
7、凹坑 未焊满
凹坑
未焊满
Ⅰ级质量要求 不允许
Ⅱ级质量要求 1.外露焊缝不允许。 2.每米或每条焊缝 上不得多于2处, 且不低于母材
3.未焊满不允许
8、裂纹 未融合 未焊透 烧穿
Ⅰ级质量要求 不允许
Ⅱ级质量要求 不允许
1 、焊缝余高
σ
Ⅰ级质量要求
焊缝高度h: 0≤h≤1+0.10C,且不 大于2mm
Ⅱ级质量要求
焊缝高度h: 0≤h≤1+0.15C,且 不大于2mm
2、咬边
σ
Ⅰ级质量要求
y≤0.05δ,且 y≤0.5mm,单个 长度不大于5mm, 其总长度不超过 焊缝全长的5% 。
Ⅱ级质量要求 y≤0.05δ,且y≤0.5mm, 单个长度不大于8mm,其 总长度不超过焊缝全长 的10%。 y≤0.1δ,且y≤1.0mm, 其总长度不超过焊缝全 长的5%。
5、气孔 点状夹杂
Ⅰ级质量要求 1.有密封性要求或外露焊
缝不允许。 2. 其他焊缝,在300mm
长的焊缝上, Φ≤1.0mm的气孔、点 状夹杂不得超过1个。 Φ≤0.5mm的缺陷点数 允许增多,但总面积 不得大于1mm2
焊缝质量标准和焊缝等级分类..
焊缝质量标准4.1 保证项目4.1.1 焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
4.1.2 焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
4.1.3 Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
4.1.4 焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
4.2 基本项目4.2.1 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
4.2.2 表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
4.2.3 咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
注:t 为连接处较薄的板厚。
4.3 允许偏差项目,见表5-1。
5 成品保护。
5.1 焊后不准撞砸接头,不准往刚焊完的钢材上浇水。
低温下应采取缓冷措施。
5.2 不准随意在焊缝外母材上引弧。
5.3 各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。
隐蔽部位的焊缝必须办理完隐蔽验收手续后,方可进行下道隐蔽工序。
5.4 低温焊接不准立即清渣,应等焊缝降温后进行。
6 应注意的质量问题6.1 尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
6.2 焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木允许搬动、敲击焊件。
6.3 表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GB 6417-86
代号
等级
Ⅰ
Ⅱ
Ⅲ
Ⅳ
焊缝外
形尺寸
对接焊缝余高0~3mm;角焊缝焊角高按图纸要求,如未注明则等于较薄板厚度
未焊满
(指不足)
设计要求
511
不允许
≤0.2+0.02δ且≤1mm
每100mm焊缝内缺陷
总长≤25mm
≤0.2+0.04δ且≤2mm每100mm焊缝内缺陷
总长≤mm
咬边
孔间距≥6倍孔径
角焊缝厚度不足(按设计焊缝厚设计)
不允许
≤3+0.05δ且≤1mm
每100mm焊缝长度内缺陷总长度≤25mm
≤3+0.05δ且≤2mm
每100mm焊缝长度内缺陷总长度≤25mm
角焊缝焊脚不对称(2)
512
差值≤1+0.1a
≤2+0.15a
≤2+0.2a
a——设计焊缝有效厚度
注:除注明角焊缝缺陷外其余均为对接、角接焊缝通用。
(1)咬边如经磨削修整并平滑过渡,则只按焊缝最小允许厚度值评定;
(2)特定条件下要求平缓过渡时不受本标准规定限制(如搭接或不等厚板的对接和角接组合焊缝);
(3)我公司焊缝质量要求为Ⅲ级焊缝,个别次要焊缝可以按Ⅳ级焊缝。
缺口深≤0.1δ且≤1mm
每米焊缝不得超过1处
焊瘤
506
不允许
表面夹渣
300
不允许
深≤0.1δ
长≤0.3δ
且≤10mm
深≤0.2δ
长≤0.5δ
且≤20mm
表面气孔
2017
不允许
每50mm焊缝长度内允许直径≤0.3δ且≤2mm的气孔两个
孔间距≥6倍孔径
每50mm长度焊缝内允许直径≤0.4δ且≤3mm的气孔两个
5011
5012
不允许
≤0.05δ且≤0.5mm
连续长度≤100mm
且焊缝两侧咬边总长
≤10%焊缝全长
≤0.1δ且≤1mm
长度不限
裂纹
100
不允许
弧坑裂纹
104
不允许
个别长≤5mm的弧坑裂纹允许存在
电弧擦伤
601
不允许
个别电弧擦伤允许存在
飞溅
602
清除干净
按头不良
517
不允许
造成缺口深度≤0.05δ且≤0.5mm每米焊缝不得超过1处