异型卷烟半自动分拣系统的设计与应用
新型卧式分拣机的研制

新型卧式分拣机的研制发布时间:2021-03-31T08:06:51.345Z 来源:《中国科技人才》2021年第5期作者:陈科达[导读] 异型烟多数由木质、纸质硬盒包装,烟盒棱角硬度强、重量大,立式机和传统通道机底层出烟方式造成底层卷烟承受上层卷烟的自重,上下两面所承受的摩擦力大,出烟时易造成卷烟外包装玻璃纸刮花、破损。
广西壮族自治区烟草公司贵港市公司 537100摘要:近年来异型烟规格逐渐增多,需求量逐年递增,但不少烟草行业单位的异型烟分拣仍采用手工分拣或者立式机、传统通道机分拣的半自动分拣模式。
因为手工分拣人员作业强度大、分拣效率低、分拣差错率高,而立式机、传统通道机分拣的卷烟破损率高,无法满足异型烟分拣需求。
本文借鉴传统卷烟通道机,研究改变传统底层出烟方式,设计新型卧式分拣机由顶层出烟,减少异型烟破损,提升异型烟分拣效率。
关键词:异型烟;顶层出烟;新型卧式分拣机1.问题的提出1.1异型烟分拣破损率高异型烟多数由木质、纸质硬盒包装,烟盒棱角硬度强、重量大,立式机和传统通道机底层出烟方式造成底层卷烟承受上层卷烟的自重,上下两面所承受的摩擦力大,出烟时易造成卷烟外包装玻璃纸刮花、破损。
1.2异型烟分拣错率高以贵港烟草公司为例,目前异型烟规格超过70个,不少异型烟包装颜色、尺寸相近。
当采用手工或者立式机分拣,随着作业人员工作超时,体力疲劳,必然导致异型烟分拣数量、规格的错误,分拣差错率增高。
2.设计思路借鉴传统通道机的整机结构以及复印机顶层出纸的创新思路,新型卧式分拣机将顶层出烟方式与传统通道机相结合。
异型烟首先从补货烟仓输送到出烟部位正下方,然后通过提升机构将异型烟垂直提升至出烟口,最后拨烟机构根据分拣订单数据从件烟最上方拨烟,实现顶层出烟,减少出烟时卷烟所承受的摩擦力,避免卷烟破损。
新型卧式分拣机分别由补货装置、输送装置、提升装置、拨烟机构、机架、执行元件、检测元件等部件组合,部件的备选方案将根据场地面积、异型烟规格尺寸、制造成本、维护周期、人体工程学等因素进行对比选择,得出最佳方案。
烟草行业中如何利用工业机器人提高分拣效率
烟草行业中如何利用工业机器人提高分拣效率摘要:在烟草行业中,提高分拣效率是十分关键的问题,本文对烟草行业中如何利用工业机器人来提高效率进行了分析,主要研究了工业机器人的应用优势和具体的应用措施,可供今后参考。
关键词:烟草行业,工业机器人,分拣效率前言在烟草行业中,利用工业机器人来提高工作效率越来越常见,烟草生产的分拣工序是十分重要的环节,在分拣工序使用工业机器人也是大势所趋,能够有效提高分拣的质量和效率。
1、工业自动化所具备的控制功能及特点1.1工业自动化所具备的控制功能工业机器人在自动控制中,可以发挥再现示教功能,并且机器人可以通过指令完成指定的示教过程。
在具体的操作中,先将机器人所在位置、运行的速度、以及机器人的动作代码输入到机器人的控制系统中,在内存中存储信息,控制系统在运行过程中,采用指令进行编码,使用这种方法将指令传输到机器人操作系统当中,从而实现示教指令的再现。
对于机器人运动功能的控制过程,是机器人通过操作系统的运行速度以及所具备的直线控制功能发挥作用的。
1.2工业自动化的控制特点在自动化控制中,应用工业机器人可以降低劳动量,使得人们从劳动中得以解放,同时利用工业机器人可以完成一些人类不能触及的区域,避免危险,更好地完成困难任务。
机器人设计中,力学和结构上都很紧凑,可以通过坐标描述其状态,也可以通过改变坐标来描述状态,从而根据坐标来控制机器人的运动情况。
2、工业机器人分拣系统构成2.1硬件构成(1)工业机器人本体。
系统工业机器人本体即为工业机械手部件,负责跟踪、抓取、搬运几何工件,以三菱PV―4FL机器人为研究对象,经过机器人库进行数据编程,机器人本体可以根据分拣几何工件来设置系统软件,以此随时变换作业目标对象与分拣作业工序,提升系统稳定性能。
(2)机器视觉。
分拣机器人以NI1742相机为视觉采集端口,以533MHzPowerPC服务器进行系统供电。
图像输送选择2KM以太网端口的SonyCCD传感器,以60M/S的输送速率,可以实时为系统反馈高分辨率图像。
卷烟物流设备精益化管理初探
卷烟物流设备精益化管理初探摘要:在企业众多管理工作当中,设备管理发挥着重要作用,对卷烟物流设备运行中存在的问题进行客观分析,提升物流设备管理精益化程度,促进物流设备潜能的充分挖掘以及效能的切实提升,可以协助卷烟企业的可持续发展。
本文以卷烟物流设备精益化管理作为研究对象,在查阅大量相关文献以及结合以往管理经验的基础上,对卷烟物流设备精益化管理的必要性进行简单介绍,然后分析了卷烟物流设备精益化管理策略,期望可以为相关管理工作的开展及优化提供理论参考。
关键词:卷烟;物流设备;精益化;管理前言设备在企业固定资产当中扮演着重要角色,不仅属于企业不可或缺的生产工具,同时也在一定程度上代表了企业的现代化水平。
卷烟物流设备管理则属于烟草商业企业物流工作的一大重点,提升其管理的精益化程度,有利于企业效率的提升以及企业成本的降低,在为市场供应提供保障的基础上,实现市场控制能力的提升[1]。
如今,卷烟行业需要面对资源和市场带来的双重压力,应当进一步提升自身管理能力,全面挖掘增效潜力,尤其要注重卷烟物流设备管理问题的改善。
1.卷烟物流设备精益化管理的必要性卷烟企业中的物流可以理解为各种原料、辅料、在制品以及成品的输送流动和仓储,主要的物流设备组成部分包括卷烟高架库、标准烟分拣设备、异型烟分拣设备、打码设备、包装设备以及自动化仓库等,主要涉及的技术有分拣技术、包装技术、RFID技术、条形码、数据库系统以及激光定位技术等,这一系统设备将光、机、电、信息技术汇集为一体,可以自动化存取以及搬运所需原料、辅料和成品卷烟等。
卷烟物流设备精益化管理工作的开展,主要是为了对物流设备实际运行过程的故障以及事故等进行全面消除,以这一目标为中心完成具体管理方法以及制度的制定[2]。
对卷烟物流设备进行精益化管理,为设备保持完好水平以及较高使用效率提供保障,促进设备维修费用的降低以及设备管理人员素质的提升,进而促进卷烟企业生产经营目标的实现以及经济效益的提升。
异型卷烟分拣策略及流程优化研究
(2) 分拣策略概述。分拣策略是选择分拣设备,提高分拣效率,保障分拣工作 正常开展的埶。一般的卷烟分拣策M为播种彌摘舷耐。标准卷烟因其鱷 外形及尺寸近似,可以采用较熄一的分拣设备,多略,瞬半自动分 拣模式实施分拣。异型卷烟因其包装夕彤及尺寸差异大,难以采用较为统一的分拣设 备,多略,瞬僦手工分蟒戦电子分拣。
提出“分拣到、打码到条、户码对应”的要求,即以地市(州)为单位,所售卷烟
必须打上具体到每位零售客户头上的32位专属码,并依据零售客户订单独立包装到
户,送货到户。
b、 异型卷烟包装尺寸。烟草工业企业为满足个性化的市场消费需求,相继生产
了多款异型卷烟品牌规格。异型卷烟条烟包装的长、宽、高变化幅度较大,没有规律
24 尚卩工科抗2020年•第1期
异型卷烟销售量的不断增加和传统手工分拣方式的低效率导致了分拣时间 长,员工劳动强度大,分拣成本高等一系列问题。通过现有分拣环境的改造对分 拣策略进行研究,从自主设计、设备选型、参数设置等多方面优化措施着手,针 对传统手工分拣方式和电子标签分拣方式分别制定分拣策略,在一定程度上实现 了分拣備捷化,提高了工作效率并释放了发展空间,使分拣流程得到了进一步优 化。
混合通道分拣模式在异型烟分拣中的设计与应用

中国储运网H t t p ://w w w .c h i n a c h u y u n .c o m摘要:近年来,烟草行业正大力发展以细支烟为代表的异型卷烟,预计“十三五”末期,全行业异型卷烟的分拣量将达到400万箱以上,随着异型烟销量和品规的增加,如何在减少设备投资、节约占地面积的情况下,满足分拣需求,这是“十三五”期间商业企业配送中心要面临的分拣难题。
本文从精益物流的角度出发,提出一种异型烟分拣线的改造思路,通过异型烟混合通道满足多品种小批量异型烟的分拣需求,达到高效率、投资少、占地少的目标。
关键词:异型烟;分拣;混合通道一、烟草行业异型烟发展情况随着烟草行业发展,近几年来异型烟销量增长迅速,已占到总销量的7%~8%,并且还将在一段时间内持续增长。
异型烟属于后起之秀,发展迅猛,呈现出异军突起之势。
异型卷烟尤其是细支卷烟,具有焦油含量低、用料少、价位高、口味多样性的特点,同时,外包装具有新颖、时尚、个性化的特点,使得细支烟逐渐成为烟草行业的“宠儿”。
在几年前的全国烟草工作会议上,国家局年度工作报告便对异型烟的发展现状给予了充分肯定,“细支卷烟符合市场消费潮流,符合产品创新方向,具有降本降耗、低焦高档、减轻危害的天然优势,是一个极具潜力的增长点。
”“全行业要坚持把细支卷烟作为减耗降本、减害提质和产品升级的战略重点,改善技术装备,推进产品研发,加强市场培育,有效促进细支卷烟加快发展。
”异型烟销量的持续增长为烟草行业带来可观的经济效益,也引发了一系列问题。
异型烟销量增加,导致每日条烟出库分拣作业量增加。
目前行业内2500条/小时~3600条/小时的异型烟分拣系统已经无法满足生产需求,且工人劳动强度大,作业时间长,分拣作业满足不了销售订单要求,造成客户满意度下降等一系列问题。
为解决以上问题,尽快开发一种高速异型烟分拣设备是烟草物流行业当务之急。
二、异型烟分拣存在的问题2.1分拣经常出现差错,分拣准确率有待提高根据储配部负责人和配货员反映,分拣过程中经常出现分拣差错,当时配货过程中往往不能发现,只能盘点过程中才能发现。
基于异型卷烟分拣的全业务分拣模式的选择与应用

二、全区物流分拣业务的现状及问题 1.全区物流分拣的现状 以2018年销量为例,对全区物流分
拣现状进行调查分析,见表1。 2.现状问题分析 通过全区物流分拣现状调查表,反
使用一条电子标签分 拣线。
1.单线分拣效率每小 时3000-5000条。 2.分拣线工位人员 8~9人,其中3人拣 烟,1人负责打异型 烟、3人封装、1人上 烟、1人组盘。
1.分拣及包装方式 根据条烟的物理尺寸,可将其划 分为标准烟、细支烟和异型烟,相应的 分拣线可称为标准烟分拣线、细支烟 分拣线和异型烟分拣线;根据包装物的 不同,采用周转箱包装、裹膜包装及其 它包装模式,可配有包装设备和无包装 设备进行叠烟装箱,裹膜自动包装封包 等,其中有包装设备,根据叠烟方式又 可分为翻板自动叠烟、机器手叠烟、人 工叠烟等三种方式。无包装设备主要采 用人工叠烟,采用纸箱、周转箱或塑料袋 装箱封包。以上分拣线结合包装合单方 式,形成了标准烟、异标合一、细标合一 等分拣线。按照卷烟销量,全区各地采用 不同的分拣模式实现全业务分拣,以达到 效率与业务的适应性、投资与成本的经济 性、人员与设备合理性的要求。 2.常用全业务分拣业务模式 (1)标准烟+细支烟+异型烟的全 业务分拣模式。主要采用以手工电子标 签为主的一条异标合分拣线进行全业 务分拣。该模式优点是简单、灵活、方
(4)异型烟分拣品规多且量大, 与分拣效率低的矛盾尤其突出。分拣工 作量大,分拣效率低,分拣差错率高,
120 物流技术与应用/2020.02
烟草全自动分拣系统的PLC控制_孙城

烟草全自动分拣系统的PLC控制The PLC Control for Autom atic Sorting System of Tobacco孙城1俞立1张文安1鲍立威2(浙江工业大学信息工程学院1,杭州310032;浙江香溢世纪物流装备技术有限公司2,杭州310014)摘要介绍了基于PLC开发的烟草全自动分拣线(出料部分)的工作原理以及工艺流程。
通过具体的性能指标分析以及实例,说明其相对于半自动分拣具有不可比拟的优越性。
关键词可编程控制器分拣系统物流A bstract The operati onal p rinci ple and tech niq ue process of a PLC-based automatic sorti ng prod uction line(output secti on)of tobacco are in trod uced i n this paper.Th rough the anal ysis of the speci fications and exam ples,it is ill ustrated that the proposed sys tem is s uperior to the sem-i automatic system. Keyw ords Program mable logic controller Automatic sortin g syste m Materi al handling flow0引言在我国烟草行业实现了卷烟生产的自动化后,也希望实现卷烟分拣配送的物流化模式。
这个物流化模式包括网络订货、自动分拣、规划配送3大部分。
在自动分拣这一部分,以往依靠人工按订单分配货物,其分拣效率低下,跟不上发展的步伐。
随着烟草销售量的逐年增加,开发全自动的分拣生产流水线就显得相当紧迫和需要了。
全自动分拣生产流水线能实现自动补货、自动取货、自动分离、自动包装等功能,不仅效率明显高于半自动分拣生产流水线,而且减少了人力物力,节省了企业的生产成本。
异形卷烟分拣新模式的探索研究
异形卷烟分拣新模式的探索研究
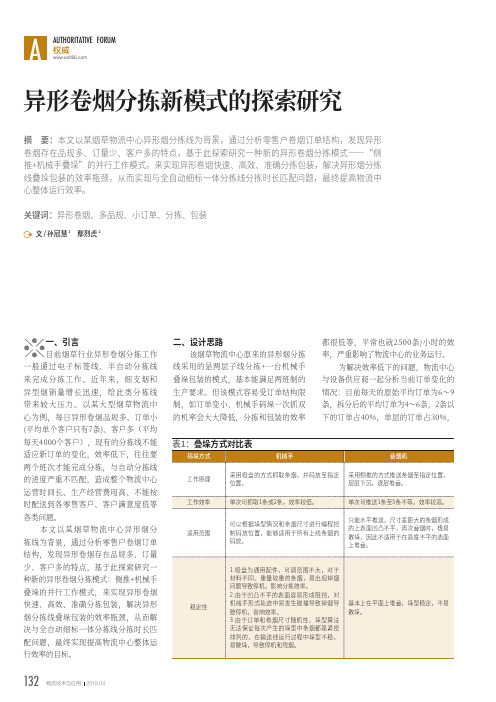
摘 要:本文以某烟草物流中心异形烟分拣线为背景,通过分析零售户卷烟订单结构,发现异形 卷烟存在品规多、订量少、客户多的特点,基于此探索研究一种新的异形卷烟分拣模式——“侧 推+机械手叠垛”的并行工作模式,来实现异形卷烟快速、高效、准确分拣包装,解决异形烟分拣 线叠垛包装的效率瓶颈,从而实现与全自动细标一体分拣线分拣时长匹配问题,最终提高物流中 心整体运行效率。
关键词:异形卷烟、多品规、小订单、分拣、包装
文 / 孙冠慧 1 鄢烈虎 2
一、引言 目前烟草行业异形卷烟分拣工作 一般通过电子标签线、半自动分拣线 来完成分拣工作。近年来,细支烟和 异型烟销量增长迅速,给此类分拣线 带来较大压力。以某大型烟草物流中 心为例,每日异形卷烟品规多、订单小 (平均单个客户只有7条)、客户多(平均 每天4000个客户),现有的分拣线不能 适应新订单的变化,效率低下,往往要 两个班次才能完成分拣,与自动分拣线 的进度严重不匹配,造成整个物流中心 运营时间长、生产经营费用高、不能按 时配送到各零售客户、客户满意度低等 各类问题。 本文以某烟草物流中心异形烟分 拣线为背景,通过分析零售户卷烟订单 结构,发现异形卷烟存在品规多、订量 少、客户多的特点,基于此探索研究一 种新的异形卷烟分拣模式:侧推+机械手 叠垛的并行工作模式,来实现异形卷烟 快速、高效、准确分拣包装,解决异形 烟分拣线叠垛包装的效率瓶颈,从而解 决与全自动细标一体分拣线分拣时长匹 配问题,最终实现提高物流中心整体运 行效率的目标。
只能水平推送,尺寸差距大的条烟形成 的上表面凹凸不平,再次叠烟时,极易 散垛,因此不适用于在高度不平的表面 上堆叠。
稳定性
1.吸盘为通用配件,可调范围不大,对于 材料不同、重量较重的条烟,易出现掉烟 问题导致停机,影响分拣效率。 2.由于凹凸不平的表面容易形成阻挡,对 机械手形式轨迹中易发生碰撞导致掉烟导 致停机,音响效率。 3.由于订单和卷烟尺寸随机性,垛型算法 无法保证每次产生的垛型中条烟都是紧密 排列的,在输送线运行过程中垛型不稳, 易散垛,导致停机和残烟。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
异型卷烟半自动分拣系统的设计与应用
为了加快烟草物流配送中心异型卷烟打码到条的生产过程,提高异型卷烟的配送作业效率,降低繁琐枯燥的人工作业强度,开发了异形卷烟半自动分拣系统。
本文介绍了异型卷烟半自动分拣系统的基本构架和工艺流程,并对异型卷烟半自动分拣系统在商业物流烟配送中的应用进行了阐述。
异型卷烟、分拣系统、打码、工艺流程
标准条烟尺寸规格为:(270~286)×(86~90)×(44~49)mm,如果与此有异则属于异型包装卷烟,简称异型卷烟。
在卷烟生产过程中,存在不同长度、宽度、厚度、材料、重量等不同特性的异型卷烟。
按照国家烟草专卖局要求,卷烟销售必须打码到条。
由于异型卷烟外形尺寸较多,销售数量不大,大多数烟草配送中心采用电子标签分拣系统完成异型卷烟的分拣任务,其缺点在于:①作业人员较多,通常需配置7~8人,完成出库、拣选、打码、装箱等作业;②作业人员从事简单、枯燥、繁琐的重复性劳动,作业中较难避免拣选条烟的数量及品牌与订单不符,造成劳动量加大、生产率降低、影响后续工作;③打码效率较低,由于异型卷烟的高度存在较大差异,通常根据条烟放置姿态不同而分别采用垫高、调节激光头支杆高度和侧面打码的方法;但垫高、调节激光头支杆高度方法不具备通用性,需随时调整激光打码头与条烟表面间距,造成生产效率较低;而侧面打码具有局限性,如较薄条烟(厚度25mm)不能完成打码;④拣选过程中人工将条烟放置在传送带上,由于放置间距过密或过稀,易造成条烟漏码、码段不清晰等现象发生。
为解决上述问题,研究、开发了异型卷烟半自动分拣系统。
实践表明,异型卷烟半自动分拣系统的应用,提高了烟草配送中心的自动化水平,降低了工人的劳动强度,提高了现场物流作业能力,同时促进了管理能力的全面提高。
异型卷烟半自动分拣系统的构架和工艺流程
1. 系统构架
异型卷烟半自动分拣系统主要由分拣机组、输送带式机、靠边输送机、打码输送机、激光打码机、装箱输送机、分拣管理信息系统、控制系统组成。
a) 分拣机组由立式烟仓、分拣机构、机架等组成。
立式烟仓由左通道板、右通道板及出烟口高度尺寸可变的出烟板构成,左通道板、右通道板长短交替布置,并且设有柔性材料挡边,同时相对位置可内外调节,即,烟仓腔体大小可变;分拣机构位于烟仓下方,由循环拨打链传动副构成,完成拣选动作;机架由型钢连接组成。
b) 输送带式机为常规皮带机,完成条烟的输送。
c) 靠边输送机由斜放辊子构成,完成条烟的“靠边”功能,并对长宽比小于
1.8的条烟实现沿长度方向搬运。
d) 打码输送机完成条烟搬运,并完成条烟在打码输送机上的准确打码。
e) 激光打码机位于打码输送机下方,实现条烟的自动打码。
f) 装箱输送机将已打码的条烟输送至装箱工位。
g) 分拣管理信息系统主要管理卷烟成品条烟在系统中的分拣过程,由上位管理系统(访销配送系统)提供采购单和经预处理的访销订单(含配送路线和配送顺序),由分拣管理信息系统完成分拣区补货管理、分拣排程、订单拆分、分拣调度、订单发货等内容组成。
h) PLC电气控制系统实现条烟的分拣、输送、打码控制。
主要有手动控制、在线自动控制、紧急停止和故障报警等控制功能。
系统由主控制柜、电源柜、现场控制箱、现场操作员终端组成。
2. 工艺流程
根据上位管理系统(访销配送系统)提供的访销订单信息,分拣管理信息系统进行分析、排程后,人工根据分拣信息完成分拣机组的铺货,并在分拣过程中及时对分拣机组补货。
分拣管理信息系统下发分拣指令后,自动控制分拣机构,采用虚拟视窗控制技术,将不同品牌、不同数量的条烟以订单为单位,依次分拣到带式输
送机上,一个订单占据一个虚拟视窗,虚拟视窗之间为订单间隔时间。
条烟经靠边输送机“靠边”到输送机的单侧,再进打码输送机,输送过程中通过激光打码机时实现“底部”自动打码,再以订单为单位人工利用订单间隔时间完成装箱作业。
异型卷烟半自动分拣系统的应用
以某烟草物流配送中心为例,其销售数据为:日均异型卷烟销售量为48大箱(1大箱=5件,1件=50条),日均最大品牌数28种。
据此,配置一条异型卷烟半自动分拣线,包含30个通道的分拣机组、输送带式机、靠边输送机、打码输送机、激光打码机、装箱输送机、分拣管理信息系统、控制系统;其中分拣机单个通道处理1种品牌条烟,若某种品牌单日分拣量较大时,可以采用多个通道处理该品牌。
具体应用及其效果如下。
1. 分拣机通道铺设情况。
2. 系统平均分拣能力T=3600×N÷(0.72×N+t)。
分拣机构动作周期0.72s;
T:系统平均分拣能力,单位:条/h;
N:平均订单数量,单位:条;根据访销配送系统统计得出;
T:作业订单间隔时间,单位:s;根据平均订单数量,包装作业率调整;
3. 分拣员的配置及作业情况。