铝合金压铸件试棒标准
DIN EN 1706 铝和铝合金铸件化学成分和机械性能(中文版)

6 6.1
机械性能 概述 单独铸成的一根试验棒,其机械性能的最低值,无论是对砂模的,硬模的,精 密的或压力的铸件都必须与表 2,表 3 和表 4 相符合。 对于各种合金来说,其所规定的机械性能,都是针对某种常用的铸造方法和 材料状态而言的,对于另种铸造方法和材料状态,机械性能又必须在买、卖双 方另行商定。 注释: 在压力铸造情况下,由于铸造参数不是单一的,所以压力铸件具有十 分强大的机械性能。在表 A.1 中,所列举的这些机械性能只供参考之 用。
铸件
化学成分和机械性能 该欧洲标准于 1997 年 8 月 9 日为欧洲标准化委员会( CEN)所采用。 凡是 CEN 的成员,都有义务遵守 CEN/CENELEC(/欧洲电工标准化委员会)的 议事规程。不过这种遵守是有条件的,即该欧洲标准的问世并不改变 CEN 成员 的国家标准的合法地位。 目前,这些国家标准的目录及目录说明书,可向中心秘书处或 CEN 成员处询问 购得。 这些欧洲标准有三种正式文本(德文,英文和法文)。一种文本翻译成另一种 语言,这项工作由 CEN 成员自己负责完成。标准译成本国语言后,由中心秘书 处发出通知,宣布它具有与正式文本同等合法地位。 CEN 成员包括下列各国的标准化研究所。这些国家是:比利时,丹麦,德国, 芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威,奥地利, 葡萄牙,瑞典,瑞士,西班牙和联合王国。
53验棒单独铸造的试验棒6321概述概述概述概述如果拉力试验要求在一个单独铸造的试验棒上进行则为了达到同样的目的如果拉力试验要求在一个单独铸造的试验棒上进行则为了达到同样的目的如果拉力试验要求在一个单独铸造的试验棒上进行则为了达到同样的目的如果拉力试验要求在一个单独铸造的试验棒上进行则为了达到同样的目的该试验棒就必须由同样的铸件例如该铸件铸成后在必要时它还必须采用该试验棒就必须由同样的铸件例如该铸件铸成后在必要时它还必须采用该试验棒就必须由同样的铸件例如该铸件铸成后在必要时它还必须采用该试验棒就必须由同样的铸件例如该铸件铸成后在必要时它还必须采用
BS EN 1706:1998 铝及铝合金铸件化学成分和机械性能
目录
标题 前言 1、范围 2、标准参考 3、定义 3.1、铸造 3.2、砂型铸造 3.3、硬模浇铸,冷硬铸造 3.4、低压压铸 3.5、压铸,高压压铸 3.6、熔模铸造 3.7、流动性 3.8、热撕裂 3.9、气密性 4、命名系统 4.1、数字命名系统 4.2、基于命名系统的化学符号 4.3、回火标注 4.4、铸造工艺 4.5、图纸中出现的标注 5、化学成分 5.1、通则 5.2、分析样品 6、机械性能 6.1、通则 6.2、拉伸试验 6.3、试样 6.4、硬度测试 7、依从判定的归圆规则 附件 A(提供资料的)铸件特性、机械和其他性能的对比。
第 1 页 共 17 页
BS EN 1706:1998
国家前言
此英国标准是 EN 1706:1998 的英文版本。它与下面的标准一道,部分地取代了 BS 1490:1988, 在 EN 1559-4 颁布时,BS 1490:1988 将被废除。
BS EN 1559-1:1997: 铸件,交货技术条件,通则。 BS EN 1676:1997: 铝及铝合金,再熔合金铸锭,规格。
该欧洲标准由铝及铝合金技术委员会 CEN/TC 132 准备,该委员会的秘书处由法国标准化协会主 持。
该欧洲标准应该拥有一个国家标准的地位,不管是相同文本的发布或者认可,最迟不能超过 1998 年的 9 月。而与此相冲突的国家标准也应最迟在 1998 年的 9 月被撤消。
根据 CEN/CENELEC 的内部规章,国家标准组织的下列国家必须执行此欧洲标准:奥地利,比利 时,捷克共和国,丹麦,芬兰,法国,德国,希腊,冰岛,爱尔兰,意大利,卢森堡,荷兰,挪威,葡 萄牙,西班牙,瑞典,瑞士和英国。
6、机械性能
6.1、通则:对于分别在砂型铸造、冷硬铸造、熔模铸造和压铸铸造条件下获得的铸造试样的最小机械
铝合金压铸技术要求内容
1、围本标准规定了铝合金压铸件的技术要求、试验方法、检验规则、交货条件等。
本标准适用于汽车发电机铝合金端盖压铸件。
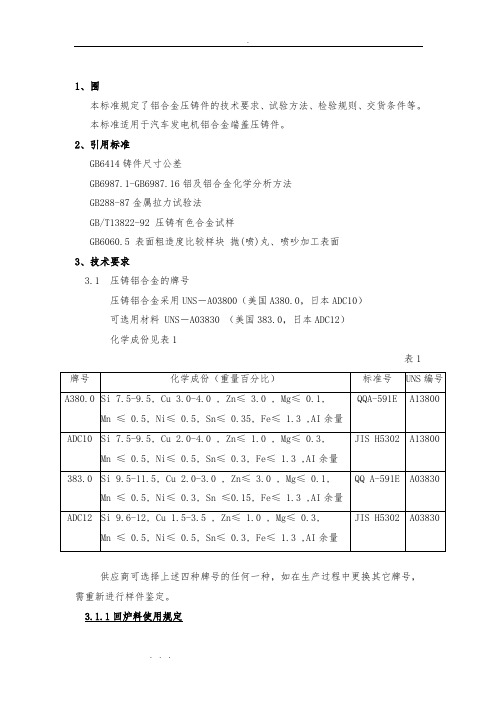
2、引用标准GB6414铸件尺寸公差GB6987.1-GB6987.16铝及铝合金化学分析方法GB288-87金属拉力试验法GB/T13822-92 压铸有色合金试样GB6060.5 表面粗造度比较样块抛(喷)丸、喷吵加工表面3、技术要求3.1 压铸铝合金的牌号压铸铝合金采用UNS-A03800(美国A380.0,日本ADC10)可选用材料 UNS-A03830 (美国383.0,日本ADC12)化学成份见表1表1供应商可选择上述四种牌号的任何一种,如在生产过程中更换其它牌号,需重新进行样件鉴定。
3.1.1回炉料使用规定3.1.1.1回炉料分类一级回炉料:浇道、化学成份合格的废铸件,后加工次品等不含水分和油污。
二级回炉料:集渣包、坩埚底部剩料、退货废品、存放时间长(超过10天)的一级回炉料。
三级回炉料:飞边、溅屑、细小的碎料、带有油污的渣料、因化学成份报废的铸件、从铝渣中捡出的铝粒。
3.1.1.2回炉料使用比例使用单一某级回炉料:一级回炉料最大使用量50%,二级回炉料最大使用量40%。
一级、二级回炉料混合使用:回炉料总量不超过40%,其中二级回炉料最大使用量20%。
三级回炉料:不能直接使用,必须经过重熔、精炼且化学成份分析合格后才能使用,其最大使用量10%,仅与铝锭混合使用。
3.1.1.3加料循序3.2 力学性能采用单铸拉力试样检验,其力学性能应满足抗拉强度≥240Mpa,伸长率≥1%,HB85(5/250/30)。
试样尺寸及形状应符合GB/T 13822-92《压铸有色合金试样》的规定。
3.3 压铸件尺寸压铸件的几何形状和尺寸应符合铸件图的规定。
3.4 待加工表面用符号“”标明,尖头指向被加工面。
例: 0.5 表示该表面留有加工余量0.5mm3.5 表面质量3.5.1 铸件清理后的表面质量铸件的浇口、飞边、溢流口、隔皮等应清理干净,但允许留有清理痕迹。
铝合金压铸件的标准详细(清晰整齐)
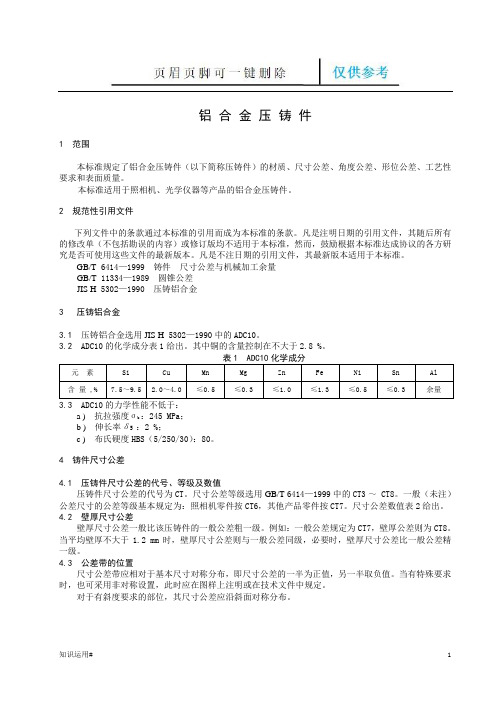
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
元素Si Cu Mn Mg Zn Fe Ni Sn Al 含量 ,% 7.5~9.5 2.0~4.0 ≤0.5 ≤0.3 ≤1.0 ≤1.3 ≤0.5 ≤0.3 余量a )抗拉强度σb :245 MPa;b )伸长率δ5 :2 %;c )布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
铝压铸件的检测标准以及铸造相关标准

大型铝压铸件的检测标准由于铝压铸件不可避免的存在气孔和夹渣,所以对铝压铸件的检测标准就显的很重要当然不同功用的铸件要求也会有所不同,不知道各大厂商是如何加强对产品的检测我公司检测标准:1)铸件的表面不允许有裂纹、欠铸、气泡、擦伤、凹陷、缺肉、网状毛刺等三角型缺陷,同时不允许有拉模现象。
2)铸件的浇口、飞边、溢流口、隔皮、顶杆痕迹等要清理干净,但允许留有痕迹。
3)铸件分型面的错型量不大于0.3mm,上下两面的平面度不大于0.3mm。
4)压铸件的顶杆痕迹凹凸量为正负0.2mm。
5)压铸未通孔厚度不大于0.3mm。
6.加工面不允许有夹杂、冷隔、疏孔等缺陷。
对于机加工后可以允许表面气孔直径不大于0.3mm,在3cm×3cm的单位面积上气孔总数不多于3个,孔边距不小于1cm。
1.熟练掌握工程制图标准和表示方法。
掌握公差配合的选用和标注。
2.熟悉常用金属材料的性能、试验方法及其选用。
掌握钢的热处理原理,熟悉常用金属材料的热处理方法及其选用。
了解常用工程塑料、特种陶瓷、光纤和纳米材料的种类及应用。
3.掌握机械产品设计的基本知识与技能,能熟练进行零、部件的设计。
熟悉机械产品的设计程序和基本技术要素,能用电子计算机进行零件的辅助设计,熟悉实用设计方法,了解现代设计方法。
4.掌握制订工艺过程的基本知识与技能,能熟练制订典型零件的加工工艺过程,并能分析解决现场出现的一般工艺问题。
熟悉铸造、压力加工、焊接、切(磨)削加工、特种加工、表面涂盖处理、装配等机械制造工艺的基本技术内容、方法和特点并掌握某些重点。
熟悉工艺方案和工艺装备的设计知识。
了解生产线设计和车间平面布置原则和知识。
5.熟悉与职业相关的安全法规、道德规范和法律知识。
熟悉经济和管理的基础知识。
了解管理创新的理念及应用。
6.熟悉质量管理和质量保证体系,掌握过程控制的基本工具与方法,了解有关质量检测技术。
7.熟悉计算机应用的基本知识。
熟悉计算机数控(CNC)系统的构成、作用和控制程序的编制。
铝合金压铸件综合技术条件(拉力)
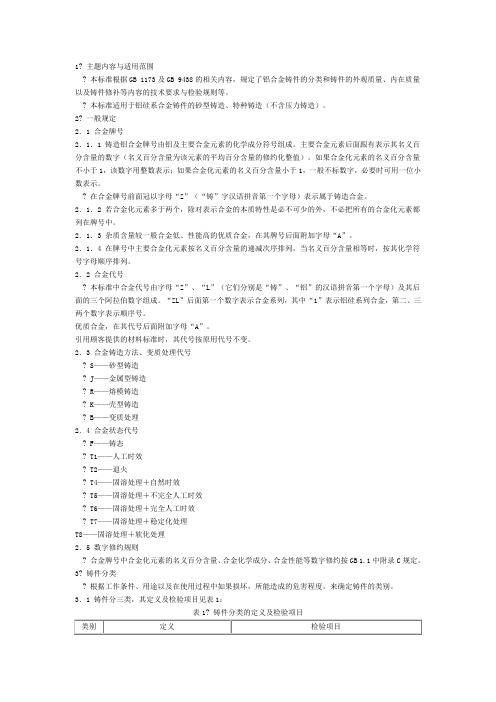
1? 主题内容与适用范围? 本标准根据GB 1173及GB 9438的相关内容,规定了铝合金铸件的分类和铸件的外观质量、内在质量以及铸件修补等内容的技术要求与检验规则等。
? 本标准适用于铝硅系合金铸件的砂型铸造、特种铸造(不含压力铸造)。
2? 一般规定2.1 合金牌号2.1.1 铸造铝合金牌号由铝及主要合金元素的化学成分符号组成。
主要合金元素后面跟有表示其名义百分含量的数字(名义百分含量为该元素的平均百分含量的修约化整值)。
如果合金化元素的名义百分含量不小于1,该数字用整数表示;如果合金化元素的名义百分含量小于1,一般不标数字,必要时可用一位小数表示。
? 在合金牌号前面冠以字母“Z”(“铸”字汉语拼音第一个字母)表示属于铸造合金。
2.1.2 若合金化元素多于两个,除对表示合金的本质特性是必不可少的外,不必把所有的合金化元素都列在牌号中。
2.1.3 杂质含量较一般合金低、性能高的优质合金,在其牌号后面附加字母“A”。
2.1.4 在牌号中主要合金化元素按名义百分含量的递减次序排列,当名义百分含量相等时,按其化学符号字母顺序排列。
2.2 合金代号? 本标准中合金代号由字母“Z”、“L”(它们分别是“铸”、“铝”的汉语拼音第一个字母)及其后面的三个阿拉伯数字组成。
“ZL”后面第一个数字表示合金系列,其中“1”表示铝硅系列合金,第二、三两个数字表示顺序号。
优质合金,在其代号后面附加字母“A”。
引用顾客提供的材料标准时,其代号按原用代号不变。
2.3 合金铸造方法、变质处理代号? S——砂型铸造? J——金属型铸造? R——熔模铸造? K——壳型铸造? B——变质处理2.4 合金状态代号? F——铸态? T1——人工时效? T2——退火? T4——固溶处理+自然时效? T5——固溶处理+不完全人工时效? T6——固溶处理+完全人工时效? T7——固溶处理+稳定化处理T8——固溶处理+软化处理2.5 数字修约规则? 合金牌号中合金化元素的名义百分含量、合金化学成分、合金性能等数字修约按GB 1.1中附录C规定。
铸造铝合金产品技术标准2023年
11.1材料功能铸造铝合金具有低密度、比强度较高、抗蚀性好和受零件结构设计限制小等优点,用以生产pack 或模组所需要的结构件,例如压铸下箱体、压铸支架、模组端板。
1.2范围本标准规定了铸造铝合金的通用性技术要求、测试要求、使用要求及包装运输要求。
适用于丛林精密铸造铝合金零件的验证及验收。
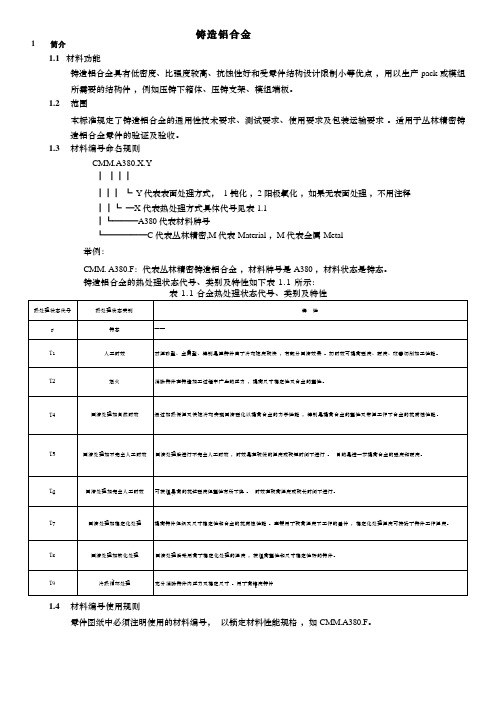
1.3材料编号命名规则CMM.A380.X.Y┃ ┃┃┃┃┃┃┗ Y 代表表面处理方式,1-钝化,2-阳极氧化,如果无表面处理,不用注释┃┃┗ ━X 代表热处理方式具体代号见表1.1┃┗━━━A380 代表材料牌号┗━━━━━C 代表丛林精密,M 代表Material ,M 代表金属Metal举例:CMM. A380.F:代表丛林精密铸造铝合金,材料牌号是A380 ,材料状态是铸态。
铸造铝合金的热处理状态代号、类别及特性如下表 1.1 所示:1.4材料编号使用规则零件图纸中必须注明使用的材料编号,以锁定材料性能规格,如CMM.A380.F。
22.1优先顺序2.1.1 本文件中的内容若和图纸中的技术要求冲突,以图纸为准2.1.2 本文件中的内容若和引用文件中的内容冲突,除强制性文件或规定外,以本文件为准。
、2.1.3 除非丛林精密特别声明,本文件中的任何规定都不能取代适用的法律条款。
下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本 (包括所有的修改单) 适用于本文件。
2.2引用标准下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本 (包括所有的修改单) 适用于本文件。
2.2.1 国际标准EN- 1706 铝和铝合金铸件化学成分和机械性能ASTM B 85-03 铝合金压铸件2.2.2 国家标准GB/T 15115-2009 压铸铝合金GB/T 15114-2009 铝合金压铸件GB/T 30512-2014 汽车禁用物质要求GB/T 191-2008 包装储运图示标识GB/T 9438-2013 铝合金铸件GB/T 1173-2013 铸造铝合金GB/T 228.1-2010 金属材料拉伸试验第1 部分:室温试验方法JB/T7946.3 铸造铝合金针孔HB6578- 1992 铸件内部针孔检验标准33.1材料成分铸造铝合金中含有Al、Si、Cu、Mn、Mg、Fe、Ni、Ti、Zn、Pb、Sn 等元素,每种铝合金的化学成分的质量分数都不同。
铝合金压铸件检验规范
铝合金压铸件检验规范一、引言铝合金压铸件是一种常见的制造材料,被广泛应用于汽车、航空航天、电子产品等领域。
为确保铝合金压铸件的质量和可靠性,需要对其进行全面的检验。
本规范旨在规范铝合金压铸件的检验过程和要求,以确保产品符合相应的标准和规定。
二、术语和定义1.铝合金压铸件:采用压铸工艺制造的铝合金零件。
2.检验:对铝合金压铸件进行目视检查、尺寸检验、物理性能测试等手段的过程。
3.产品合格:铝合金压铸件的各项性能指标符合相关标准和规定。
三、检验内容1.检验人员应按照相关标准和规定对铝合金压铸件进行全面检验,包括但不限于以下内容:-外观检查:检查铝合金压铸件表面是否有气孔、裂纹、夹渣等缺陷。
-尺寸检验:检验铝合金压铸件的尺寸是否符合设计要求。
-机械性能测试:对铝合金压铸件的拉伸强度、屈服强度、硬度等性能进行测试。
-化学成分分析:对铝合金压铸件的化学成分进行分析,确保符合标准要求。
-金相组织检查:对铝合金压铸件的金相组织进行显微镜观察、显微硬度测试等。
-其他测试:根据需要可以进行疲劳强度测试、冲击试验等其他测试。
四、检验设备和工具1.显微镜:用于金相组织的观察。
2.数据采集仪器:用于机械性能测试时,实时采集铝合金压铸件的力、位移等数据。
3.尺子、千分尺、千分表等:用于尺寸检验。
4.电子秤、光谱仪等:用于化学成分分析。
5.硬度计:用于测量铝合金压铸件的硬度。
五、检验方法1.外观检查:按照标准要求进行目视检查,记录铝合金压铸件表面的缺陷,并标明数量和位置。
2.尺寸检验:使用合适的测量工具,按照设计图纸的要求测量铝合金压铸件的尺寸,将结果与设计要求进行对比。
3.机械性能测试:根据相关标准和规定进行测试,记录铝合金压铸件的拉伸强度、屈服强度、硬度等性能指标。
4.化学成分分析:通过光谱仪等设备进行化学成分分析,将结果与标准要求进行对比。
5.金相组织检查:制备金相试样,使用显微镜观察铝合金压铸件的金相组织,并进行显微硬度测试。