锡焊特殊过程确认表
特殊过程能力确认记录表
编号:
产品名称
规格
特殊过程
确认类别
确认主持人
再确认原因
确认时间
年月日
确认地点
特殊过程所使用的主要设备工装:
设备工装编号
设备工装编号
设备工装名称
特殊过程所依据的有关文件
文件编号
文件名称
文件编号
文件名称
确认内容:
1)有无作业指导书:□有□无
2)设备工装器具是否通过验收、检定:□有□无
3)是否规定并实施对设备工装的保养和检查:□有□无
4)特殊过程员工是否持证上岗:□有□无
5)现场观察、小样试验结果是否合格:□有□无
6)是否对特殊过程参数进行督查并保持纪录:□有□无确认Βιβλιοθήκη 论:□确认合格,能够投入运行
□其他:
确认人签名:
电气电焊特殊过程确认表

审核意见 落实到人 符合 符合 符合 施工现场 仓库、货架 灯光 室内操作棚 护目镜 灭火器 审核人
审核部门
审核人
审时间
审核意见 库房干燥 光线充足 符合要求 符合要求 符合要求 确认时间
电气电焊特殊过程确认表
编号: 设备名称 焊 接 设 备 型号 数量 技术状况 审核意见
审核单位 人 员 资 料 姓名 工种
审核人 证号
确认时间
文件名称 作 业 文 件 焊工安全生产责任制 焊工安全操作规程 焊接技术要求 用料要求 实施类别 焊条存放设施 工 作 环 境 照明设施 通风设施 劳动保护设施 消防设施 审核部门
特殊过程确认iso13485 与GMP PCBA报告-焊接
苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯苯特殊过程确认报告-焊接研发部根据加工生产过程中工序对产品质量的影响程度,特确定焊锡过程为特殊过程:为确保焊锡过程能按标准规范完成,特加以确认。
一、人员安排:从事焊接过程的操作人员都是经过专业培训合格的人员,分别如下:操作人员:1.何小丁2.李孟贵二、适用范围:适用于本公司特殊过程-焊接的控制三、设备:电烙铁四、PCB板焊接检测:检查电路板是或有:短路、断路、虚焊、少焊、铜箔脱落、堆锡,错插、漏插现象;检查方法:(一)短路和断路路:万用表二极管档检测,短路:用万用表的红黑表笔分别接触焊盘,如听见蜂鸣声,则表示导通(既断路)如果万用表没出现蜂鸣声,则表示断路。
(二)虚焊:1、直观检查法一般先寻找发热的元器件,如功率管、大电流二极管、大功率电阻、集成电路等,这些元件因为发热容易出现虚焊,严重的直接可以看出,轻微的可以用放大镜观看。
一般刚焊好的引脚是很光润的。
当边缘受到影响时,由于不断地挤压和拉伸,会变得粗糙无光泽,焊点周围就会出现灰暗的圆圈,用高倍放大镜看可以看到龟裂状的细小的裂缝群,严重时就形成环状的裂缝,即脱焊。
所以,有环状黑圈的地方,即使没有脱焊,将来也是隐患。
大面积补焊集成电路、发热元件引脚是解决的方法之一。
2、电流检测法检查电流设定是否符合工艺规定,有无在产品负载变化时电流设定没有相应随之增加,使焊接中电流不足而产生焊接不良。
3、晃动法就是用手或摄子对低电压元件逐个地进行晃动,以感觉元件有无松动现象,这主要应对比较大的元件进行晃动。
另外,在用这种方法之前,应该对故障范围进行压缩.确定出故障的大致范围,否则面对众多元件。
逐个晃动是很不现实的。
4、震动法当遇到虚焊现象时,可以采取敲击的方法来证实,用螺丝刀手炳轻轻敲击线路板,以确定虚焊点的位置。
焊接工序特殊过程确认记录
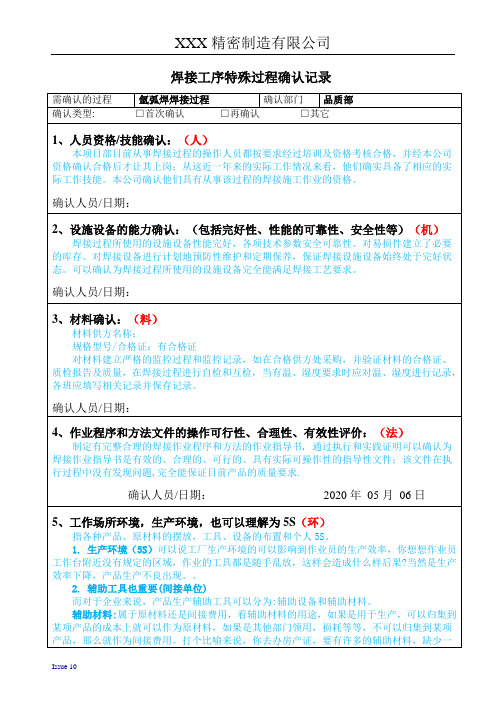
3、材料确认:(料)
材料供方名称:
规格型号/合格证:有合格证
对材料建立严格的监控过程和监控记录,如在合格供方处采购,并验证材料的合格证、质检报告及质量,在焊接过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
确认人员/日期:
4、作业程序和方法文件的操作可行性、合理性、有效性评价:(法)
□过程能力不足,需要改进。
改进措施:
确认人员/日期:
2、设施设备的能力确认:(包括完好性、性能的可靠性、安全性等)(机)
焊接过程所使用的设施设备性能完好,各项技术参数安全可靠性。对易损件建立了必要的库存。对焊接设备进行计划地预防性维护和定期保养,保证焊接设施设备始终处于完好状态。可以确认为焊接过程所使用的设施设备完全能满足焊接工艺要求。
制定有完整合理的焊接作业程序和方法的作业指导书, 通过执行和实践证明可以确认为焊接作业指导书是有效的、合理的、可行的、具有实际可操作性的指导性文件;该文件在执行过程中没有发现问题,完全能保证目前产品的质量要求.
确认人员/日期:2020年05月06日
5、工作场所环境,生产环境,也可以理解为5S(环)
指各种产品、原材料的摆放,工具、设备的布置和个人5S。
焊接
需确认的过程
氩弧焊焊接过程
确认部门
品质部
确认类型:□首次确认□再确认□其它
1、人员资格/技能确认:(人)
本项目部目前从事焊接过程的操作人员都按要求经过培训及资格考核合格,并经本公司资格确认合格后才让其上岗;从这近一年来的实际工作情况来看,他们确实具备了相应的实际工作技能。本公司确认他们具有从事该过程的焊接施工作业的资格。
1.生产环境(5S)可以说工厂生产环境的可以影响到作业员的生产效率,你想想作业员工作台附近没有规定的区域,作业的工具都是随手乱放,这样会造成什么样后果?当然是生产效率下降,产品生产不良出现。。
特殊过程焊接工艺确认

特殊过程焊接工艺确认
1、是否有详细的工艺文件:
■ 有□ 无
2、工艺文件名称及编号:编号:
名称:QHJC/QS—3010 《焊接工序操作规程与技术要求》
第二部分焊工岗位操作规程
3、是否规定了工艺参数的要求和监制的要求:
1、人员是否经过培训、考核和持证上岗:
■ 是□ 否
2、设备是否经过验证且完好:
■ 是□ 否
3、是否按规定对过程进行监控:
■ 是□ 否
4、是否按规定对过程监控结果进行记录:记录名称:
埋弧焊接控制参数记录表 JX/QS-O71参数名称:
监控结果:板厚12108焊丝规格1、
21、
21、2监控电流250A250A250A焊接速度600mm600mm650mm监控时间7、309、30
13、30操作工全文结束》》x全文结束》》x全文结束》》x 工艺参数名称工艺参数要求是否监控焊条烘培温度/时间250C /2
小时监控焊接参数1、板厚:8-14监控2、焊接电流:250A监控3、焊接电压:32-34V4、焊速150-800mm/min5、焊丝:1、2mm监控
4、进入该过程的原料的控制如何是否有合格证明:
■ 有□ 无对过程输出的验证名称质量要求实际结果样品数焊缝外观不允许有裂纹、焊瘤、夹清、气孔、咬边等无2基焊缝等高07U关键部件的装配环境进行必要的控制,以确保过程质量。
2、4、3特殊过程的控制,应注意以下几点:焊接工序焊工序等A 所用材料及与之相对应的工艺规程是否符合产品要求,必须确认它们的符合性,适应性,必要时加以验证。
B 对影响焊接质量的过程参数,按工艺规程要求进行控制和检测,并加以检查和记录,以保证过程质量。
特殊过程确认记录
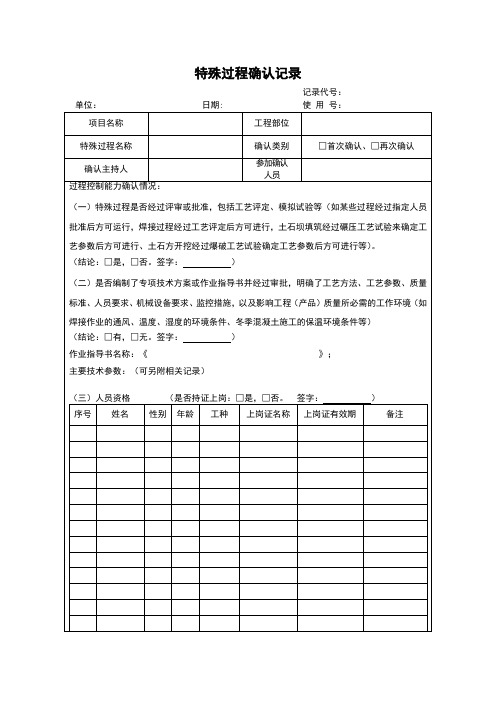
(二)是否编制了专项技术方案或作业指导书并经过审批,明确了工艺方法、工艺参数、质量标准、人员要求、机械设备要求、监控措施,以及影响工程(产品)质量所必需的工作环境(如焊接作业的通风、温度、湿度的环境条件、冬季混凝土施工的保温环境条件等)
(结论:□有,□无。签字:)
作业指导书名称:《 》;
序号
材料名称
规格、型号
厂家合格证编号
现场检验合格证编号
备注
(六)工作环境(结论:□合格,□不合格。签字:)
气温要求℃~℃,湿度要求%~%,降雨量要求mm/日或时,夜间施工照明充分,有害气体得到有效监控或治理。
其他应具备的工作环境条件:
(七)检测手段是否明确□有 □无
检测设备是否检定□有 □无
检测人员是否持证□有 □无(签字:)
主要技术字:)
序号
姓名
性别
年龄
工种
上岗证名称
上岗证有效期
备注
续上表
(四)设备、工装、仪器(包括检、测设备仪器,是否满足要求,性能完好:
□是,□否。签字:)
序号
设备名称
规格、型号
数量
技术状态
备注
(五)材料(是否合格:□合格,□不合格。签字:)
特殊过程确认结论:
□ 特殊过程确认合格,能够投入生产
□ 特殊过程确认不合格,不能够投入生产
项目总工程师:(签字)年月日
说明:表中的方框是为判断选择所用,将所选项打“√”即可。
特殊过程确认记录
记录代号:
单位: 日期:使 用 号:
项目名称
工程部位
特殊过程名称
确认类别
□首次确认、□再次确认
确认主持人
jp[指导]特殊过程焊接工艺确认举例如下
![jp[指导]特殊过程焊接工艺确认举例如下](https://img.taocdn.com/s3/m/d7d215b658fafab068dc02a1.png)
特殊过程焊接工艺确认举例如下:根据确认的目的是能够满足策划的能力要求,因此,我们对过程确认的准则是否可考虑以下几点:1、过程的质量要求。
即产品的特性,这是确认的输入,是策划的出发点,是过程能力分析的依据。
离开这一点,会使确认流于形式。
2原材料的保证。
规定使用的原材料必须满足产品的接收准则。
3、影响过程能力的主要因素。
主要是工艺保证的条件,按照什么样的工艺条件进行生产。
4、设备和监视测量设备的完好。
保证设备和监视测量设备可以适宜、充分。
5、操作人员经过培训,具备规定的操作技能,满足人员能力要求,并经过资格认可。
6、确定操作方法和程序。
有规定的统一作业指导书,作业方法明确,程序清楚。
7、再确认的安排。
规定过程变化大,材料、设备、作业方法调整、产品性能更改、操作人员的调整等,应当进行再确认。
研制过程控制2. 1总贝U规定并执行产品生产过程质量控制的程序文件。
编制的控制文件对影响质量的因素及其纠正措施进行有效控制,确保过程处于受控状态,保证产品符合规定的质量要求。
2.2 职责技术科应对整个生产过程制定工艺规范和其它必要的工艺文件,并发放到从事该活动所有场所,生产车间和质保科应按照《过程控制程序》和质量计划的要求进行生产,监督和验证。
2.3 基本生产要素的控制2.3.1生产. 安装和服务过程的操作人员,检验人员均应具备相应素质,接受过专业培训和考核,并取得资格。
2.3.2用于生产. 安装和服务过程的关键设备. 仪器和计量器具应经过检定. 校准合格,并处于良好状态。
2.4 关键件、重要件和特种工艺和控制2.4.1 制定并执行关键件、重要件、关键工序和特种工艺控制的程序文件。
2.4.2关键过程的控制应主要控制以下几点:A 生产车间按照《过程控制程序》要求和工艺规范组织生产,工艺人员对过程工艺参数和主要质量特性进行控制、并做监督,好质量记录。
B质保科按照《检验和试验程序》要求,实施质量检验和试验。
C 对操作人员进行必要的技术培训。
特殊过程确认表

操作者:任贵(焊工证号11000200137934),刘建利(证号11000200145061)
刘迎军(证号11000200021552)等均持证上岗,培训合格,符合要求。
办公室:胡丽萍日期:2009.3.10
工艺方法确认:
编制《焊接作业指导书》规定工艺参数:1)焊丝¢1.2:电压25-30V,
9.3.10
设备能力确认:
使用空气压缩机:型号,压力1.5Mpa,运转正常,性能满足要求。
生产部:张建华日期:2009.3.10
操作者能力确认:
操作者赵廷全、胡英华本岗位操作经验丰富,且经过专业培训,能够胜任本岗工作。
办公室:胡丽萍日期:2009.3.10
工艺方法确认:
编制《喷漆作业指导书》,规定了喷漆工艺要求,方法适宜,能够提供岗位操作指导。
特殊过程确认表
JL-7.5.2-01序号:01
过程名称
焊接过程
确认场所
生产车间
加工工件
焊网架杆
确认时间
2009.3.10
设备能力确认:
1)手工交流弧焊机:型号YG-500KR,运转正常,性能满足要求;
2)CO⒉气保焊机:型号AD-300,运转正常,性能满足要求。
生产部:张建华日期:2009.3.10
电流200-300A;焊条¢3.2:电流200-260A。工艺方法符合要求。
技质部:田超日期:2009.3.10
确认结果:
经上述确认,焊接特殊过程确认有效,可以实施。
管代:王岩日期:2009.3.10
特殊过程确认表
JL-7.5.2-01序号:02
过程名称
喷漆过程
确认场所
喷漆房
加工工件
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接時烙铁溫度均在350±10℃的范围内。
焊接时间/次:均不超过3-5秒。
已编制《作业指导书-焊线》,提供给操作人员使用
有对烙铁的温度进行监控,并记录于《烙铁温度点检表》
确认结果
符合要求
符合要求
符合要求
符合要求
符合要求
再确认
暂无
暂无
暂无ቤተ መጻሕፍቲ ባይዱ
暂无
暂无
确认人:
确认时间:
备注:
过程名称:锡焊
材料要求
人员资格要求
设备要求
工艺要求
文件/记录要求
必须采用无铅锡线
锡焊操作人员应经过培训,熟悉《焊接作业指导书》的操作规定,并经实践证明能熟练规范的进行焊接操作。
烙铁能力达到规定的工艺要求
恒温烙铁功率:60W
焊接時烙铁溫度见350±10℃,焊接时间不超过3-5秒。
应编制《作业指导书-焊接》提供给操作人员使用。
应对烙铁的温度进行监控,并保持监控记录。
确认记录
材料
人员资格
设备
工艺
文件/记录
采购的锡线内外包装上有rohs标识,表明材料符合要求。
公司已安排XXX专门进行锡焊操作。经验证XXX经过培训,熟悉《焊接作业指导书》,并经实践操作证明能熟练规范的锡焊操作。
经验证焊枪、烙铁能力达到规定的工艺要求
经确认工艺符合规定要求