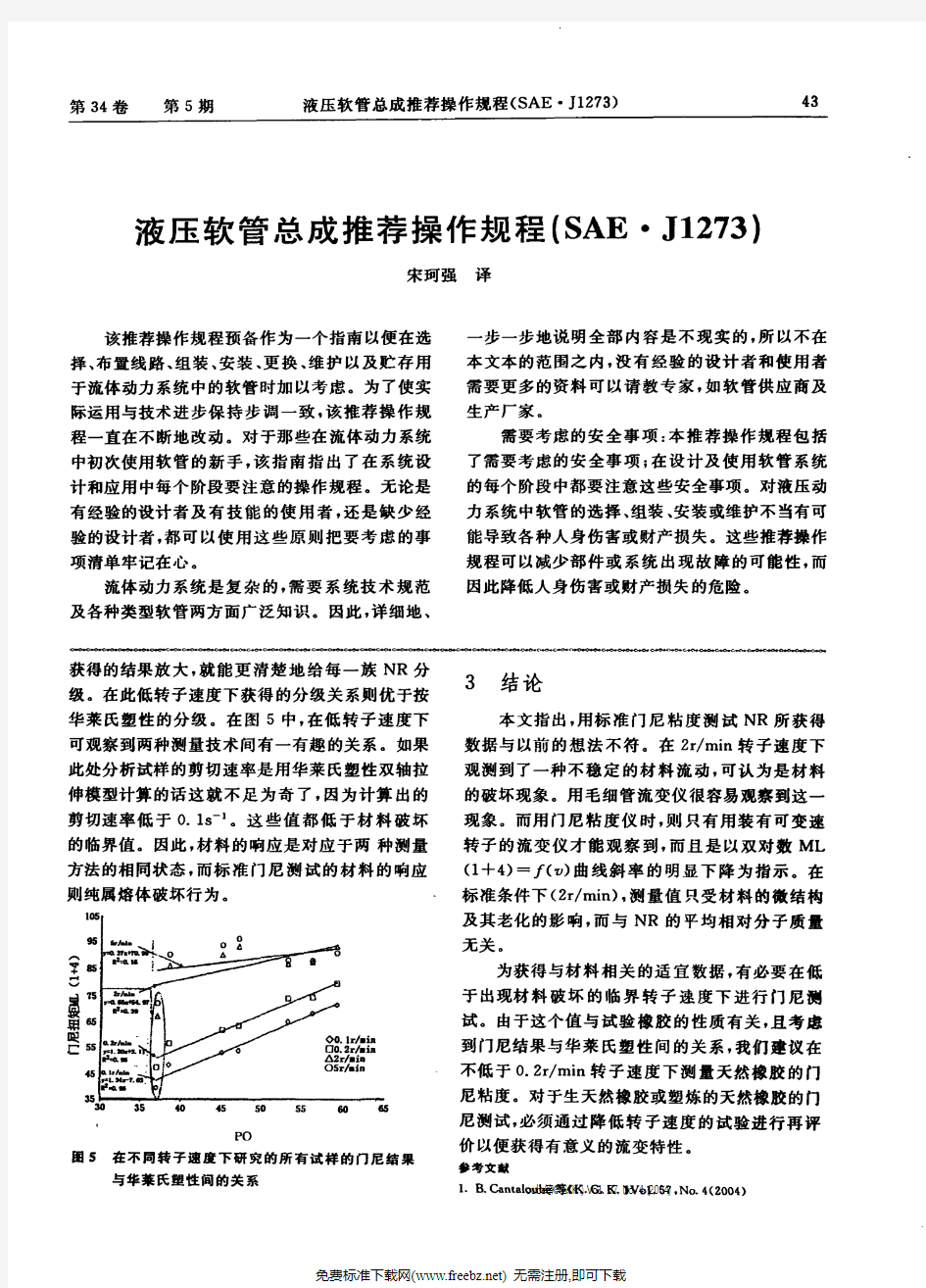
SAE J1273 中文版 液压软管总成推荐操作规程

普通液压管接头尺寸
胶管总成两端弯头间装配角表示 角度关系:把胶管总成拉直,并沿直线方向看,把远离的一头接头置垂直方向,按顺时针测量近处一个接头与远处垂直放置的接头之间的夹角,即为胶管总成的装配角。如上图所示,表示方法为V225°。如一端接头是直的,即无装配角。 ? 接头代号:Z型英锥管外螺纹 胶管内径产品代号螺纹D 尺寸(mm)胶管总成工作压力(MPa) C SⅠⅡⅢ4S6S 6JX-06Z1/4"14172035405166 8JX-08Z3/8"141918303361 10JX-10Z3/8"14191628315159 13JX-13Z1/2"19221425274347 16JX-16Z3/4"19301120223944 .
19JX-19Z3/4"1930916183442 25JX-25Z1"2436714152733 32JX-32Z 1.1/4"2546411122024 38JX-38Z 1.1/2"25504991720 51JX-51Z2"26653881720 ? 接头代号:P型国际公制外螺纹74°外锥面 胶管内径产品代号螺纹D 尺寸(mm)胶管总成工作压力(MPa) C SⅠⅡⅢ4S6S 6JX-06P M14×1.515172035405166 8JX-08P M16×1.5161718303361 10JX-10P M18×1.517191628315159 13JX-13P M22×1.518241425274347 .
.
19JX-19P M30×1.51932916183442 22JX-22P M36×2234181516 25JX-25P M39×22341714152733 32JX-32P M45×22746411122024 ? 国标公制外螺纹平面带O型圈接头代号:M型 胶管内径产品代号螺纹D 尺寸(mm)胶管总成工作压力(MPa) C SⅠⅡⅢ4S6S 6JX-06M M14×1.511172035405166 8JX-08M M16×1.5111718303361 10JX-10M M18×1.511191628315159 13JX-13M M22×1.512241425274347 .
泡沫系统管理规定3
泡沫灭火系统维护管理规定 第一条为规范和加强公司泡沫灭火系统的维护管理,确保其完好有效,依据国家、省现行的有关消防法律法规及相关消防技术标准,制定本规定。 第二条管理责任 1、泡沫灭火系统的单位应当明确使用和维护管理部门及相关人员的责任,建立和完善维护管理制度,定期组织对系统进行检查和维护保养。 2、安环部每年应委托具有维护保养资格的企业对系统进行检测、维护,泡沫灭火系统的正常运行。 第三条系统维护管理要求 1、泡沫灭火系统的使用或管理单位应由经过专门培训的人员负责系统的管理操作和维护,维护管理人员应熟悉泡沫灭火系统的原理、性能和操作维护规程。 2、泡沫灭火系统竣工时,应具有下列文件资料:系统竣工图及设备的技术资料;公安消防机构出具的有关法律文书;系统的操作规程及维护保养管理制度;系统操作人员名册及相应的工作职责。 3、泡沫灭火系统投入运行时,维护、管理应具备下列资料:组件的安装使用说明书;操作规程和系统流程图;值班员职责;系统维护管理记录。
4、单位应建立泡沫灭火系统故障报告和故障消除的登记制度。发生故障应当及时组织修复。因故障、维修等原因,需要暂时停用系统的,应当经单位消防安全责任人批准,系统停用时间超过24小时的,在单位消防安全责任人批准的同时,应当报当地公安消防机构备案,并采取有效措施确保安全。 5、泡沫灭火系统投入使用后应保证其处于正常运行或准工作状态,不得擅自断电、停运或长期带故障运行。 6、设有泡沫灭火系统的消防安全重点单位的年度检测报告或联动检查记录应在每年年底前,报当地公安消防机构备案。 第四条系统设施、设备要求 1、供水系统的消防水池(或水箱)容量应符合设计要求,水位及消防用水不被他用的设施、补水设施应正常;防冻措施应完好。 2、当采用市政给水管网作泡沫系统供水源时,其进水管不宜少于两条,并宜从两条市政给水管网引入,进水管不应小于100mm,管网压力应符合设计要求。 3、消防水泵(泡沫泵)及固定消防泵组应是经国家消防产品质量监督检验部门检测合格的产品,有国家消防产品质量监督检验部门出具的检验报告及出厂合格证,其型号规格应符合设计要求;消防水泵外观应无变形及其他机械性损
液压胶管(2004)
Q/SY 三一重工股份有限公司企业标准 Q/SY 1100-2004 液压胶管 2004-12-20发布 2004-12-30实施三一重工股份有限公司发布
Q/SY 1100—2004 前言 根据公司现有产品所用常用液压胶管的特点要求,特制定本标准。 本标准作为液压胶管使用和检验的依据。 本标准由三一重工股份有限公司研究本院提出并归口。 本标准由三一重工股份有限公司泵送公司工艺所负责起草和解释。 本标准于2004年12月20日首次发布,于2004年12月30日实施。 本标准主要起草人:李画、杨军。 I
Q/SY 1100—2004 液压胶管 1 范围 本标准规定了钢丝增强液压橡胶管(以下简称胶管)的结构、型号、尺寸和公差、特性、技术要求、试验方法、检验规则、包装、运输和储存。 本标准适用于工程液压机械和其他车辆的液压系统。不适用于输送蓖麻油基和脂基流体。 本标准只对胶管规定了性能要求,不包括总成及端部接头的要求。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 1690 硫化橡胶耐液体试验方法 GB/T 5563 橡胶、塑料软管及软管组合件液压试验方法 GB/T 5564 橡胶、塑料软管低温曲挠试验 GB/T 5568 橡胶、塑料软管及软管组合件无屈挠液压脉冲试验 GB/T 9571 橡胶、塑料软管和软管组合件静态条件下耐臭氧性能评定 GB 9573 橡胶、塑料软管和软管组合键尺寸测量方法 GB 9576 橡胶、塑料胶管和胶管组合件选择、储存、使用和维修指南 GB/T 9577 橡胶和塑料软管及软管组合件标志、包装和运输规则 GB/T 12721 橡胶软管外胶层耐磨耗性能的测定 GB/T 14905 橡胶和塑料软管各层间粘合强度测定 HG 2185 橡胶管外观质量 EN 853:1997 BS EN 853:1997 橡胶软管及其总成—钢丝编制增强层液压类型—规范 EN 856:1997 BS EN 853:1997 橡胶软管及其总成—橡胶覆盖钢丝编制增强层液压类型 —规范 Q/SY 1021 胶管长度 Q/SY 1101 液压胶管接头
软管总成设计和使用规范
使用说明1、本文件规定了软管总成的设计和规范化管理。 2、本文件适用于公司各产品线软管总成的设计和规范化管理。 编制农洪进、李国真审核林建荣 批准发布日期实施日期 参照标准见标准正文“引用标准和术语” 1 目的和范围 本文件规定了软管总成的设计和规范化管理。 本文件适用于公司各产品线软管总成的设计和规范化管理。 2 引用标准 下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨、使用下列标准最新版本的可能性。 GB/T 3683.1-2006 橡胶软管及软管组合件钢丝编织增强液压型 GB 4357-1989 碳素弹簧钢丝 QJ/LG 03.35—2010 产品图技术要求——管路部分基本规范 TW/LG 03.7.03.04.技–2010 管接件控制规范。 EN853:1997 胶管和胶管组件-金属丝加强液压胶管-规格 EB857:1997 胶管和胶管组件-金属丝加强小型液压胶管-规格 3 术语 通径:软管的公称内径。 最大工作压力:软管的额定工作压力。 工作压力:软管的实际工作压力。 弯曲角:软管接头芯折弯的角度。 各研究所(院):中央研究院、各主机研究所(院)、各零部件研究所(院)。 4 职责 4.1 各研究所(院)设计人员负责软管总成取号、图纸设计。 4.2 液压件研究所负责对软管总成进行校对或第二审核或第二校对,并分类管理。 5 活动程序 5.1 软管总成的组成 软管总成包含软管接头(2个)、软管、保护圈(需要时),如图1所示。 图1 软管总成组合件
5.2 软管接头的选定。 5.2.1 根据软管总成要求查阅“Windchill/存储库/通用件库/管接头库/相关查询/相关文档”中的24度锥软管接头对照表或法兰式软管接头对照表,选取软管通径、连接形式、接头高度、弯曲角符合要求,最大工作压力和工作压力相差最小的软管接头。 5.2.2 为了控制软管接头种类及数量,设计人员应尽可能通过改变管路布局方案,优先采用现有软管接头,无法满足需求时才考虑新增软管接头。申请程序参照TW/LG 03.7.03.04.技–2010《管接件控制规范》。5.3 软管总成长度确定 软管总成长度L:以两软管接头端面或弯接头中心为基准测量的水平距离L,如图2,软管总成的长度公差应符合附录三的参数要求。 图2 软管总长图例 5.4 软管的选定 5.4.1 根据软管总成技术要求的通径和工作压力,参照附录二对应参数(优先选用DIN标准)选取软管,选取最大工作压力和工作压力相差最小的软管; 5.4.2 软管长度L1:软管总成长度L减去两端软管接头的尺寸A,如图3: 图3 软管及软管接头图例 5.4.3 软管代号:软管简号+通径标号,参照附录二,如:1SN-06、4SP-16。 5.5 确定装配角 把软管总成拉直,弯接头1置于垂直向下,顺时针方向测量弯接头1与弯接头2之间的夹角α即为装配角,如图4: 图4 装配角测量图图5 尼龙保护套
装卸车管理规定
汽油卸车操作规程 一、卸车安全检查 1、卸车员指挥车辆停靠在取样指定地点,停车熄火,对车辆安全设施进行逐一检查。 2、检查铅封是否合格,罐底罐顶铅封必须与单子上的编号一致,铅封要紧 不松,无损坏,是新铅封。 3、多辆车应按到达现场次序停放在可靠位置,保证道路畅通。 4、车辆停稳后,司机及时递交卸车单。 5、卸车人员应第一时间将到达现场监护。通知调度或质检取样。 6、现场人员禁止使用或携带手机,现场安全距离内禁止有动火作业。 7、卸车员收卸车通知单对车辆核实,并详细记录。 二、取样、分析 1、车辆停放静止10分钟后再进行取样作业。 2、取样时必须两人在现场。 3、先从底部卸车口取样,观察有无明水。 (1)根据情况可以从罐底卸车口放20Kg后,在用缸子取样,观察油质、有无明水。 (2)如果有明水,及时通知车间领导或公司处理。 4、底部取样无名水,上车取样。 (1)如取上、中、下三样,各占1/3的混合样。 (2)如取全程样,操作将取样壶由上至下缓慢下放,保持壶从上面到底全部取到。 所取油样必须编号记录,及时有质检取回做样。 5、取完样品要标标签,记录登记清楚样号、取样人等。
6、卸车过程中抽样并留样,编号记录,并及时有卸车员拿回仓库放到指定的位置摆好。 如果抽样有明水或其他问题,停止卸车,通知车间领导或公司处理。 7、及时与质检联系样品指标情况,样品指标要及时记录核对采购指标。 8、.质检化验结果出来,要核对销售公司给车间采购油样指标。 如果样品指标不合格,通知车间领导或销售公司处理。 如果在范围内可以卸车。 9、样品合格,及时卸车。 三、软管对接 1、指挥车辆停靠在卸油口处车辆要停正车位,以防影响其他车辆通行。 2、车辆位置停正后,熄火、拉上手刹、切断电源。 3、接好地线。 4、在对接卸车软管前,认真检查是否完好有无泄漏,确认无误后方可进行对接。 5、对接时所在管道阀门必须处于关闭状态,对接软管时动作要缓慢进行,防止摩擦产生静电,不要过于弯曲要轻拿轻放,对接要小心,以防损坏金属软管或接头。 6、软管对接一定要牢靠紧密,防止卸车过程中出现泄漏。 7、打开卸车底阀,准备卸车。 四、卸车操作 1、打开槽车根部球阀,泵入口阀使卸车管内充满液体。 2、对泵进行盘车,打开放空阀排空,放空油不得乱倒乱排。 3、检查电源是否有电。 4、及时与罐区人员联系好,做好罐区接收油的计量,当罐内液体达到安全高度以后,禁止往储罐强行卸油。 5、按照泵的操作规程,正确开启卸车泵,达到正常工作压力,慢慢开启出口阀,
液压管接头标准
液压管接头标准 关于液压管路 工程机械2009-10-25 17:46:09 阅读121 评论0 字号:大中小 ★问:多大压力才算高压阀? 答:真空阀工作压力低于标准大气压的阀门。 低压阀公称压力PN 小于1.6MPa的阀门。 中压阀公称压力PN 2.5~6.4MPa的阀门。 高压阀公称压力PN10.0~80.0MPa的阀门。 超高压阀公称压力PN大于100MPa的阀门。 ★问:高压胶管怎么选择? 答: 1. 最高工作压力; 2. 长度变化;最高工作压力下的长度变化 3. 耐压;2倍最高工作压力承载力 4. 最小爆破压力;4倍最高工作压力 5. 最小通流量;最小截面直径 6. 脉冲;瞬态改变或周期性 ●标准回答:液压胶管是液压系统以及设备中重要的连接件,能承受高压,能方便拆卸,在液压行业中应用非常广泛。 液压胶管由内外的橡胶层和里面的钢丝编织层构成,根据液压胶管的承受压力不同,里面的钢丝层数不同,一般钢丝层从1层到6层,承受的压力最高能达到60MPA。液压胶管的内层橡胶为耐矿油,生物油,膨胀性好的合成橡胶,外层为耐磨抗老化橡胶。中间为高抗拉钢丝缠绕层。液压胶管适合介质为: 矿物油,油水混合物,聚乙二醇基油,合成脂基油,菜籽油等。常用的胶管的适合工作温度为:-40℃--100℃,最高温度为125℃。 正确的选择胶管,可以保证整个液压系统的安全,合理的安排空间,更好地控制成本。主要注意以下几点: 第一,根据系统的压力,选择胶管的钢丝层数,压力高,钢丝的层数多。每种胶管都有一个最大的工作压力,胶管的爆破压力为最大工作压力的4倍。胶管耐压越高,价格就会变高,所以根据实际的系统压力,选择的胶管的最大工作压力比实际工作压力大点可以了。 如果系统冲击压力频繁的话,选用特别耐脉冲的胶管。 第二,根据流量选择胶管的内径,管径过小会加大管内介质的流速,使系统发热,降低效率,而且会产生过大的压降,影响整个系统的系能,管径过大会增加成本,所以胶管内径要适当。当胶管用管夹固定或胶管穿过钢板等间隔物时,也
宝钢集团物资采购管理制度
第三章 公司物资采购管理制度
大宗原材料采购计划管理办法 1、目的 规范股份公司原材料采购计划的编制、申报、审批,提高原材料采购计划的准确率。 以便有效地实施招投标和计算机管理,确保设备的正常运行和各类工程项目的顺利运行, 规范领用程序,减少资金占用,特制定本办法。 2、适用范围 本办法适用于股份公司各分厂的原料、辅料采购计划的管理。 3、引用文件 3.1 采购管理程序 3.2 代储代销物资管理程序 4、管理职责 4.1 使用部门 4.1.1 原料、辅料各专业的专业工程师是计划工作的管理者,股份公司各分厂的主管 部门负责审核。 4.1.2 参与本单位库存量的控制。 4.1.3 参与采购资金价格管理。 4.2 采购部门 4.2.1 负责确定各类计划的仓储方式。(库存、代储代销、零库存) 4.2.2 执行各类采购计划,负责计划价的控制。 5、计划管理 5.1 计划分类 5.1.1 类别: 5.1.1.1 原料:指股份公司各分厂所使用的铁水、铁合金、萤石、废钢、切头、冷条、钢渣等。 5.1.1.2 耐火材料:指股份公司使用的镁碳砖、钢包砖、中包涂料、水口、塞棒、连 187
铸保护渣等。 5.1.1.3 辅助材料:包括钢材类、有色材、建材类、木材类、电线电缆类、二类机电、电器元件、交电、工具、小五金、水暖配件、标准件、阀门、输送带、橡胶管、三角带、化工、油漆、化学、玻璃器皿、密封材料、杂料、金属软管、劳保用品等。 5.1.1.4 能源材料:指股份公司各分厂所使用的水、氧气、氩气、氮气、电、汽油、柴油。 5.1.1.5 生产准备金:指股份公司各分厂满足生产正常运转所需预留的资金。 5.1.2 年计划: 5.1.2.1 年计划范围: a.每年都消耗且批量大的、短期不变的原材料。 b.通用、标准的原材料。 5.1.2.2 年计划申报时间:每年8 月20 日-9 月25 日。 5.1.2.3 年计划执行情况 a.原则上年计划均进行招投标。 b.年计划中要求分期、分批到的要写清楚。 5.1.2.5 年计划的审批、编制、审核必须由作业区专业技术员、生产分厂主任工程师、 主管厂长、生产技术部、股份公司领导签字,并加盖公章。 5.1.3 月计划 5.1.3.1 采购周期:严格按股份公司制定的采购周期表中时间申报月计划。 5.1.3.2 审批:严格按股份公司统一表格中设置的栏目,签字、审核。 5.1.4 临时计划: 5.1.4.1 凡在年计划、月计划中未申报的计划均为临时计划,临时计划的采购周期为一年。 5.2 紧急计划管理 5.2.1 由于特殊原因如:生产计划变更、突发性事故等。造成原材料采购计划变更或需要紧急采购物资,如时间紧张,可先电话通知股份公司供应部,由生产分厂先到供应部门领用,但在两天内必须按计划申报程序补报原材料采购计划,报股份公司供应部计划管理人员。 5.2.2 需到厂家紧急采购的物资,如时间紧张,生产分厂可根据以前物资使用的情况, 电话通知股份公司供应部计划管理人员物资需求的名称、规格型号、数量、技术要求、推荐的厂家等,由供应部组织协调紧急采购,但在电话通知两天内必须补报申请计划报供应 188
公司管理制度摘录汇编
淄博宏润工贸有限公司员工学习资料一、公司管理制度摘录1.员工要遵守公司各项管理制度,服从公司领导工作安排; 2. 员工要遵守劳动纪律,做到不迟到,不早退,不脱岗,不怠工; 3. 员工请假要提前填写请假条,病假要提供病假证明。在相关领导同意并将日常工作交接给相关人员后方可准假; 4. 员工着衣要朴素大方,不得赤背或只穿背心;女同志上班期间不得穿凉拖鞋,尽量穿软底鞋; 5. 生产车间和办公楼内禁止吸烟;工作期间不闲谈,不大声喧哗,不做与工作无关的事情; 6. 员工对公司财物或工具要爱惜,谁使用谁负责;及时保养经常维护; 7. 员工对本岗位的信息及公司的信息有保密义务,不得泄漏公司机密,或捏造散布谣言,致使公司信誉或形象受损失; 8.保密文件资料的范围(1)重大科研和新产品开发项目,各种在制产品图样、工艺技术文件,以及生产中所采用的新工艺、新技术、新材料、新设备等信息。(2)公司销售政策、销售合同、客户资源等资料信息。(3)财务及统计方面所涉及的产品成本、产品价格、产品质量等资料。(4)主要零部件所涉及的检验文件、外协单位、外购单位等方面的信息。(5)未公开的公司发展规划、生产综合计划以及公司管理方面重要的文件、资料、公函等 9.未经公司领导批准,任何个人不得私自对涉密文件资料进行翻印、复制、摘抄、拍照和对外提供。必须对外单位提供的图纸、文件、资料必须经总经理批准。 10.未经公司领导批准,不得私自将涉密文件资料在互联网上发布,不得私自在报刊、书籍、广播、电视、展览、广告中进行报导和引用。 11.在职员工工作期间所绘制的产品图样、所编写的各种技术、工艺、管理等文件,以及所编写的电控程序等文件资料其知识产权依法归公司所有。其它单位和个人不得违法侵占。 12. 对于在保密工作中造成失密或泄密的员工,情节较轻未给公司造成损失的给予批评并责令其做出检查;对于情节严重且给公司带来损失的员工,给予停职处理并扣发工资总和的50%,对于情节十分恶劣并给公司带来巨大损失的员工,公司对其予以除名并上报公安机关追究法律责任。 13. 客户售后服务是关系到企业生存和发展的重要工作。 14.售后服务中要做到有礼有节、不急不躁,耐心细致地接待客户提出的问题,但对超出维修之外的话题应委婉拒绝。对客户操作维护中存在的不足之处进行纠正和指导,直到客户满意为止。 15. 本公司产品保修期为一年,保修期内免收维修费用。超过保修期要收取配件、材料、维修费用。维修费用要严格按公司规定的统一价格执行,个人不得擅自更改。
LNG管理制度汇编
LNG管理制度汇编
签发人:签发时间:部门(签章):
一、LNG背景知识 1.1 LNG历史和展望 LNG(Liquefied Natural Gas),即液化天然气的英文缩写。天然气是在气田中自然开采出来的可燃气体,主要成分由甲烷组成,LNG是将常压下气态的天然气深冷到零下162℃,使之凝结成液体。 目前,世界上液化天然气(LNC)技术已经成为一门新兴工业正在迅猛发展。LNG技术除了用来解决天然气储存、运输问题外,还广泛地用于天然气使用时的调峰装置上。天然气作为城市民用燃气或发电厂的燃料,不可避免会有需要量的波动,这就要求供应上具有调峰作用。液化天然气最有利于调峰储存,目前,世界上共有100多座调峰型液化天然气装置。液化天然气还可用于汽车、船舶、以及飞机等交通运输工具。 天然气液化工作始于20世纪初,但直到20世纪40年代才建成世界上第一座工业规模的天然气液化装置。1964年,世界上第一座LNG工厂在阿尔及利亚建成投产。同年,第一艘载着1.2万吨LNG的船驶向英国,标志着世界LNG贸易的开始。 LNG是当今世界增长最快的一种燃料。自从1980年以来,LNG出口量几乎以每年8%的速度增长。2000年,全球LNG贸易量为105.5MT,比上一年增长11.2%。目前,LNG占全球天然气市场的5.6%及天然气出口总量的25.7%。各国均将LNG作为一种低排放的清洁燃料加以推广。亚洲LNG进口量已占全球进口总量的70%以上,亚洲的能源市场,特别是中国和印度,已成为各国竞争的焦点。 LNG现已开始形成一个逐渐增长的互联供应网络,贸易呈现全球化的趋势。10年前全球LNG贸易量的75%集中在大西洋沿岸和亚太地区,仅日本LNG进口就占世界LNG产量的60%以上。目前美国对LNG的需求正在增长,今后20年内进口量将从2003年的280亿立方米/年增加到1680亿~2240亿立方米/年。西欧对LNG的需求也在增长,葡萄牙、西班牙、意大利和土耳其等国将建设新的LNG进口终端,到2010年的需求为6000万吨。 澳大利亚拥有亚太地区最大的天然气储备,近年不断发现一些大型离岸气田,其液化天然气(LNG)出口量预计将进一步增加,在2010-2011年前将达到大约2000万吨以及在2029-2030年前将达到6700万吨。
液压管接头尺寸对照表
液压接头标准 液压管接头—螺纹标准二 一. 螺纹的分类 1. 螺纹分内螺纹和外螺纹两种; 2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3. 按线数分单头螺纹和多头螺纹; 4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×; 5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二. 米制普通螺纹 1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; . 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×表示细牙螺纹、其中螺距为。 . 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3. 米制普通螺纹的标记:M20-6H、M20×,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; . 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-~;加工外螺纹光杆直径取φ=公称直径-: 表1 常用米制普通粗牙螺纹的直径/螺距 公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径 M5 M24 3 21 M6 1 5 M27 3 24 M8 M30 M10 M33 M12 M36 4 32 M14 2 12 M42 M16 2 14 M48 5 43 M18 M56 50 M20 M64 6 58 . 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=,其中D为公称直径,P为螺距。 三. 用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1. 用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。
金属软管管理制度
(管理制度)金属软管管理 制度 20XX年XX月 峯年的企业咨询咸问经验.经过实战验证可以藩地执行的卓越萱理方案.值得您下载拥有
金属软管管理制度 第壹章总则 第壹条为加强金属软管日常管理,确保金属软管使用安全,结合公司金属软管实际使用情况,依据关联规定、规范及标准,特制定本制度。 第二条本制度适用于公司所属各单位于用及临时金属软管的选用、使用及维护、定期检验的管理。 第三条本制度所述金属软管是指装置于用工业管道所属金属软管、装车用金属软管以及其它非固定式金属软管。 第四条金属软管实施分级管理,即A、B、C类。其中A类:《于用工业管道定期检验规程(试行)》规定的于用工业管道附属金属软管;B类:A类中于充装汽车罐车(适用于《液化气体汽车罐车安全监察规程》)时和之连接的半固定式金属软管;C类:除A、B类外的其它非固定式金属软管。 第二章选用 第五条金属软管的选用应综合考虑介质特性、操作条件、设备及管道布置、安装现场自然条件、管径大小和最大位移量等因素。 第六条金属软管的柔性体分为环形波纹管柔性体和螺旋波纹管柔性体。为补偿位移、安装偏差和基础沉降,吸收振动及降低噪声等,宜选用环形波纹管金属软管;对压力较高但不频繁发生位移及振动的场合,宜选用螺旋波纹管金属软管。 第七条金属软管的公称压力应满足设计文件、最新版本技术标准和规范的要求。 第八条金属软管公称压力指于常温时可使用的最大工作压力。金属软管的
公称压力应不低于主管道的设计压力。对于使用温度》 100 c的金属软管,其工作压力必须计入温度修正系数。其中液化气体罐车装卸用金属软管的额定工作压力不低于装卸系统最高工作压力的 4 倍。 第九条金属软管的长度,应根据不同的用途按照有关规定计算后确定。 第十条于选用金属软管时,应确认生产厂家资质,以及产品质量合格证书和产品使用说明书等资料是否齐全。 第三章使用及维护 第十壹条使用单位应建立于用金属软管技术档案,且分类进行管理,且做好标识。技术档案壹般包括: 壹、金属软管台帐(编号、类别、规格型号、公称通径、公称压力、工作压力、介质、材质、连接形式、制造单位、投用时间、检验日期等)。 二、金属软管产品质量合格证书和产品使用说明书。 三、金属软管异常情况记录、处理和更换记录。 四、金属软管检验方案。 第十二条金属软管于贮存期间应平直放置,严禁于软管上堆压重物或使其变形损伤;接头部位应涂敷防锈油或包扎处理。 第十三条金属软管需于工作压力、工作温度下使用,严禁超温、 超压运行 第十四条使用单位要将于用金属软管的日常检查工作纳入设备巡检的范围,日常检查以外观检验为主: 壹、重点检查金属软管是否变形开裂,是否堵塞、连接处密封是否完好、静电接地等安全设施情况等;
软管总成检验规范
软管总成检验规 1 技术要求 1.1软管下料后,应检查软管的规格、型号、下料长度是否与要求符合,软管切 口是否平整。切口端面与软管中心线垂直。 软管通径切口端面与软管轴线的垂直度 通径≤25≥ 1 25<通径≤40 2 通径>40 3 1.2需剥外胶的软管其剥胶长度应符合表2的要求,剥胶后钢丝不能有损伤,无 钢丝散开现象,软管壁无损伤。 表2剥胶长度表 1.3软管壁应清洁,用手触摸无脏物灰尘粘着、无杂物。 1.4软管总成所安装的接头、附件以及两端弯曲管接头之间的装配角、自然弯曲 方向和总成长应符合要求。 1.5软管总成长度的公差应符合表3的规定。 表3总成长度公差表
1.6软管总成两端弯曲接头之间装配角的角度偏差按表4的规定。 表4装配角度公差表 1.7当软管总成扣压接头为三件套时的芯子孔变形量应符合表5的规定。 表5 芯子孔变形量表 分体式软管总成套筒扣压前后外径应符合表6
表6套筒扣压尺寸表 1.8软管总成扣压后的外套镀锌层应无脱膜现象。 1.9进行静压试验,按爆破压力的1/2倍作为静压试验压力,保压时间为45s-60s,不得有渗漏等异常现象。
1.10总成压力试验时,不得夹、碰伤接头。 2检验 2.1总成应由质检科的总成检验员进行检验,以保证每根出产的软管总成符合规定要求。 2.2对1.1、1.2、1.4、1.5条可以用卷尺、角尺、游标卡尺以及目测进行检验;对1.3条 可以用干净的手触摸软管壁,目测手上是否有脏物。 2.3对1.6条用角度测量工装进行检验。 2.4对1.7条可以用专用塞规或专用游标卡尺进行检验。 2.5对1.8、1.10条用目测进行检验。 2.6对1.9条在静压试验台上进行试验。 2.7总成检验完成后两端接头应用塑料闷头盖住或用塑料袋捆扎,以免接头碰伤及灰尘杂物进入。 2.8软管总成试压抽样检查和全检的规定。 2.8.1下列情形应进行100﹪静压试验:
液压软管总成验收规范
Q/AC 安徽叉车集团公司企业标准 Q/AC 44009-2001 液压软管总成验收规范 2001-11-28发布2001-11-28实施 安徽叉车集团公司发布
Q/AC 44009-2001 II 前言 本标准是一项零部件验收标准。 本标准从生效之日起,代替Q/AC 44009-1989S《1~10t引进叉车高压软管总成验收规 范》和Q/AC 44012-1993《高、中压树脂胶管总成验收规范》。 本标准由标准信息研究室归口。 本标准主要起草人:柴芹
安徽叉车集团公司企业标准 液压软管总成验收规范Q/AC 44009-2001 1 范围 本标准规定了液压软管总成技术要求、试验方法、检验规则等。 本标准适用于本公司所选用的液压软管总成。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准中最新版本的可能性。 GB/T 5563 橡胶、塑料软管及软管组合件液压试验方法 GB/T 5564 橡胶、塑料软管低温曲挠试验 GB/T 5568 橡胶、塑料软管及软管组合件无屈挠液压脉冲试验 GB 7935 液压元件通用技术条件 GB 7939 液压软管总成试验方法 JB/T 8727 液压软管总成 3 技术要求 3.1产品应符合本标准的要求,并按照经规定程序批准的图样和文件制造。 3.2零件材料、尺寸要求等技术条件须符合图样或相关标准要求。 3.3液压软管长度的极限偏差 3.3.1 软管的长度应按照订货方规定的长度供应,其中高、中压树脂软管及塑料软管长度的极限偏差见表1的规定,橡胶管长度的极限偏差应符合表2的规定。 安徽叉车集团公司2001-11-28 批准2001-11-28 实施 1
金属软管管理制度模板
金属软管管理制度 1
金属软管管理制度 第一章总则 第一条为加强金属软管日常管理, 确保金属软管使用安全, 结合公司金属软管实际使用情况, 依据相关规定、规范及标准, 特制定本制度。 第二条本制度适用于公司所属各单位在用及临时金属软管的选用、使用及维护、定期检验的管理。 第三条本制度所述金属软管是指装置在用工业管道所属金属软管、装车用金属软管以及其它非固定式金属软管。 第四条金属软管实施分级管理, 即A、 B、 C类。其中A类: 《在用工业管道定期检验规程( 试行) 》规定的在用工业管道附属金属软管; B类: A 类中在充装汽车罐车( 适用于《液化气体汽车罐车安全监察规程》) 时与之连接的半固定式金属软管; C类: 除A、 B类外的其它非固定式金属软管。 第二章选用 第五条金属软管的选用应综合考虑介质特性、操作条件、设备及管道布置、安装现场自然条件、管径大小和最大位移量等因素。 第六条金属软管的柔性体分为环形波纹管柔性体和螺旋波纹管柔性体。为补偿位移、安装偏差和基础沉降, 吸收振动及降低噪声等, 宜选用环形波纹管金属软管; 对压力较高但不频繁发生位移及振动的场合, 宜选用螺旋波纹管金属软管。 第七条金属软管的公称压力应满足设计文件、最新版本技术标准和规范的要求。 第八条金属软管公称压力指在常温时可使用的最大工作压力。金属软
管的公称压力应不低于主管道的设计压力。对于使用温度≥100℃的金属软管, 其工作压力必须计入温度修正系数。其中液化气体罐车装卸用金属软管的额定工作压力不低于装卸系统最高工作压力的4倍。 第九条金属软管的长度, 应根据不同的用途按照有关规定计算后确定。 第十条在选用金属软管时, 应确认生产厂家资质, 以及产品质量合格证书和产品使用说明书等资料是否齐全。 第三章使用及维护 第十一条使用单位应建立在用金属软管技术档案, 并分类进行管理, 并做好标识。技术档案一般包括: 一、金属软管台帐( 编号、类别、规格型号、公称通径、公称压力、工作压力、介质、材质、连接形式、制造单位、投用时间、检验日期等) 。 二、金属软管产品质量合格证书和产品使用说明书。 三、金属软管异常情况记录、处理和更换记录。 四、金属软管检验报告。 第十二条金属软管在贮存期间应平直放置, 严禁在软管上堆压重物或使其变形损伤; 接头部位应涂敷防锈油或包扎处理。 第十三条金属软管需在工作压力、工作温度下使用, 严禁超温、超压运行。第十四条使用单位要将在用金属软管的日常检查工作纳入设备巡检的范围, 日常检查以外观检验为主: 一、重点检查金属软管是否变形开裂, 是否堵塞、连接处密封是否完好、静电接地等安全设施情况等;
燃气设备设施安全管理制度(标准版)
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 燃气设备设施安全管理制度(标 准版) Safety management is an important part of production management. Safety and production are in the implementation process
燃气设备设施安全管理制度(标准版) 一、一般规定: 1、严禁携带火种、非防爆型无线通信设备进入场站内生产区,瓶组间、存瓶间等,未经批准严禁在上述生产区从事可能产生火花性质的操作。 2、站内防雷设施、防静电装置应处于正常运行状态。每年雨季前及入冬前2次对接地电阻进行检测,其接地电阻值应符合要求。 3、定期对用于液化石油气、液化天然气装卸车、灌瓶、加液、加气用的橡胶和金属软管及液化气加气枪防拉断阀进行检查和维护保养;卸车软管每年进行打压试验,打压不合格和外皮有龟裂的应及时进行更换。 4、进入压缩机房、气瓶间、燃气调压室及其他有限空间作业前应先检查有无燃气泄漏和其他有害气体并进行氧份检测,确定安全后方可进入。
5、进入压缩机房、气瓶间、燃气调压室及其他有限空间作业时,应根据需要穿戴防护用具,系好安全带、安全绳;作业必须2人以上,1人作业,1人监护。作业人员应轮换操作。 6、维修电气设备时,应切断电源;带气进行维护检修时,应使用防爆工具或采取防爆措施,防止作业过程中产生火花。 7、进入有限空间作业时必须使用36伏安全电压以下的照明及防爆电动工具。 8、各场站及超过30个瓶的瓶组间必须24小时值守。 二、设备管理(一)压缩机、烃泵的运行、维护应符合下列要求: 1运行压力、温度、密封、润滑、冷却和通风系统无异常。 2进、出口阀门开关灵活,连接部件紧固,运动部件平稳,无异响、过热、泄漏及异常振动等。 3现场压力、温度等一次仪表正常、各运行参数应在规定范围内。 4各项自动、连锁保护装置应正常。 5当有下列异常情况时应及时停车处理:
软管总成检验规范
软管总成检验规范 1 技术要求 1.1软管下料后,应检查软管的规格、型号、下料长度是否与要求符合,软管切 口是否平整。切口端面与软管中心线垂直。 表1 软管切口垂直度 1.2需剥外胶的软管其剥胶长度应符合表2的要求,剥胶后钢丝不能有损伤,无 钢丝散开现象,软管内壁无损伤。 表2剥胶长度表 1.3软管内壁应清洁,用手触摸无脏物灰尘粘着、无杂物。 1.4软管总成所安装的接头、附件以及两端弯曲管接头之间的装配角、自然弯曲 方向和总成长应符合要求。 1.5软管总成长度的公差应符合表3的规定。 表3总成长度公差表
1.6软管总成两端弯曲接头之间装配角的角度偏差按表4的规定。 表4装配角度公差表 1.7当软管总成扣压接头为三件套时的芯子内孔变形量应符合表5的规定。 表5 芯子内孔变形量表 分体式软管总成套筒扣压前后外径应符合表6
表6套筒扣压尺寸表 1.8软管总成扣压后的外套镀锌层应无脱膜现象。 1.9进行静压试验,按爆破压力的1/2倍作为静压试验压力,保压时间为45s-60s,
不得有渗漏等异常现象。 1.10总成压力试验时,不得夹、碰伤接头。 2 检验 2.1 总成应由质检科的总成检验员进行检验,以保证每根出产的软管总成符合规定要求。 2.2 对1.1、1.2、1.4、1.5条可以用卷尺、角尺、游标卡尺以及目测进行检验;对1.3条 可以用干净的手触摸软管内壁,目测手上是否有脏物。 2.3 对1.6条用角度测量工装进行检验。 2.4 对1.7条可以用专用塞规或专用游标卡尺进行检验。 2.5 对1.8、1.10条用目测进行检验。 2.6 对1.9条在静压试验台上进行试验。 2.7 总成检验完成后两端接头应用塑料闷头盖住或用塑料袋捆扎,以免接头碰伤
液压胶管参数
液压胶管接头总成 额定工作压力及最小弯曲半径 工作压力(MPa)最小弯曲半径(mm)胶管内径 ⅠⅡⅢⅠⅡⅢ430--90-- 63052-100120140 8264446110140160 10243040130160180 13203236190190240 16152832220240300 192325260300330 222022320350380 25101820350380400 3281518420450450 3861214500500500 45-812-550550 512610-600600 额定工作压力及最小弯曲半径 公称通径(mm)钢丝缠绕层数工作压力(Mpa)爆破压力(Mpa)最小弯曲半径(mm) 64s60210130 104s52208160 134s50176210 164s48160260 194s40140280 196s50172330 254s32112360 256s40138400 324s2884460
326s35104490 384s2270560 514s2064720 低压 规格(内径×外径)工作压力(Mpa)规格(内径×外径)工作压力(Mpa)φ4×φ92φ19×φ29 φ6×φ132φ22×φ31 φ8×φ162φ25×φ34 φ10×φ20φ32×φ41 φ13×φ22φ38×φ471 φ16×φ26 公称内径(mm)工作压力(Mpa) 公称内径(mm) 工作压力(Mpa)ⅠⅡ 6216022916 8184225815 104032611 131******** 1612215148 181018? 本产品适用于与O型密封的焊接式管接头连接使用
水电安装工程质量管理制度
中建四局安装工程有限公司 质 量 管 理 与 奖 罚 制 度 六盘水体育中心机电安装工程项目部 《2013年4月修改版》
第一条为贯彻中建系统的质量理念,根据中建四局安装工程有限公司下达的《质量管理制度》及凉都体育中心机电安装工程项目部的质量目标。严格执行国家、行业、地方标准规范、操作规程。结合本项目实际情况,修改本制度。项目经理及总工签字后生效并按本制度执行。 第二条为使本工程的施工质量能顺利达到预期制定的质量目标,项目部将对为施工质量的提高做出贡献的班组及个人进行奖励;对于执法不严、质量管理不到位以及不按图纸、方案施工造成质量问题或质量事故的分包单位及个人进行与本制度相对应条款的处罚。 第二章奖励标准 第三条在每月“公司质量检查”活动中,项目考评优秀者按照公司及本项目相关规定予以奖励。 第四条对于严格执法、正确行使质量一票否决权,杜绝了质量事故出现的有功施工员,奖励1000~3000元。 第五条阶段性验收过程中,分部分项工程连续三次验收由项目质检部认可,并顺利通过外部(质检站、甲方、监理)验收的,给予相关的班组、质检员、工长(施工员)3000~5000元的奖励。 第六条在施工过程中,提出可行性高、效果明显的质量保证措施,经项目部研讨通过后,给予相应的班组、管理人员1000~3000元的奖励。第七条工程资料能够做到和现场同步,并且填写内容规范、属实的,给予资料员200~500元的奖励。 第八条对所辖区域工程质量,安全隐患,工程进度监管不力致使工期延误的施工员月效益工资降百分之十。
第九条在分管区域出现安全事故,质量事故的现场施工员当月效益工资降百分之二十。三月内不能涨效益工资。 第十条所有奖励金额不低于罚款的最低金额。不高于罚款的最高金额。 第二章基本规定 第十一条工程开工后,分包单位不按照项目部要求配备质检员的及安全员,给予2000元/次的罚款。项目部、公司组织例行检查时,如分包单位不积极配合,给予1000~2000元/次的罚款。 第十一条严格按图施工,严禁任何施工员擅自更改图纸,图纸修改需经甲方及设计院同意并签字认可。否则一切责任自负及承担经济损失。 并处2000元以上/次的罚款。 第十二条材料到现场均要有产品合格证并做复试报告,若不符合要求的材料,坚决不准使用,谁用谁负责,须待项目质检组、甲方和监理部门同意后方可使用,并要签字生效,否则承担经济损失,并处1000元/次的罚款。 第十三条现场分项工程施工前,需按项目部要求制作实体检验样板,样板经过验收合格后方可大面积施工,如没有检验样板擅自施工,给予2000元/次的处罚。 第十四条各分部分项工程经过验收合格后必须做好成品保护,任何人不得故意损坏,否则给予500~1000元/次的罚款。 第十五条现场各工序施工过程中,必须要切实做到工完场清,否则将给予200/次的罚款。 第十六条现场严格、认真执行三检制,各工种自检、互检、交接检合格后均填写好对应的表格,上交项目质检部审核。对于三检制度落实
轻烃液化气装车软管试压安全管理规定(标准版)
When the lives of employees or national property are endangered, production activities are stopped to rectify and eliminate dangerous factors. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 轻烃液化气装车软管试压安全管 理规定(标准版)
轻烃液化气装车软管试压安全管理规定(标 准版) 导语:生产有了安全保障,才能持续、稳定发展。生产活动中事故层出不穷,生产势必陷于混乱、甚至瘫痪状态。当生产与安全发生矛盾、危及职工生命或国家财产时,生产活动停下来整治、消除危险因素以后,生产形势会变得更好。"安全第一" 的提法,决非把安全摆到生产之上;忽视安全自然是一种错误。 第一章总则 第一条为保证轻烃液化气装车软管安全可靠,充分发挥其使用性能,特制定本规定。 第二条本规定适用于XXXX在用的轻烃液化气装车软管 试压作业。 第二章试压操作 第三条软管试压前,必须进行下列外观检查: 1、检查是否存在永久性形变,如有存在严禁继续使用; 2、表面无异常突起和毛刺明显缺陷,表面无划伤。 第四条试压操作过程应遵循下列要求: 1、试压操作前,作业人员需通知安全口,安全口负责现场监护; 2、需将软管接头拆除并移至栈桥下空旷区域试压作业; 3、试压过程必须两人一并作业;
4、水压试验用水必须清洁,无腐蚀性; 5、试压过程中,升压应缓慢,达到强度试验压力3.75MPa后,稳压10分钟,检查无漏无压降为合格,然后将压力降到公称压力2.5MPa,进行严密性试验,稳压30分钟,经检查无漏无压降为合格; 6、在保压过程中禁止采用连续加压以维持试验压力不变的做法; 7、有压力时,禁止紧固螺栓或进行修理; 8、水压试验结束后,应尽快排尽软管中的积水,并将内表面自然风干。 第五条试压作业防护措施: 1、试压作业前,在作业5米范围内,划定警戒区域,除作业人员及监护人员外,其余人员禁止进入警戒区域; 2、试压作业时,将装车软管放入预制好的套管内,并将套管闭合锁紧,用螺栓固定; 3、试压作业过程中,作业人员及监护人员禁止站在端面法兰、盲板的对面,以防止其蹦出伤人; 4、压力达到指定值后稳压过程中,作业人员及监护人员退出到警戒线外。 第三章数据记录及维护保养