连铸板坯缺陷特征和图谱(梁健)
连铸坯缺陷 ppt课件

PPT课件
8
1.2 各种裂纹的形成机理及其特征
高温失延裂纹
在固相线以下的高温阶段,金属处于不断增长的固相收缩应力 作用之下,变形方式主要是依靠位错或空位沿着晶界的扩散、移动 进行。当沿晶界的扩散变形遇到障碍时(如三晶粒相交的顶点), 就会因应变集中导致裂纹。
空穴开裂理论认为晶界滑动和晶界迁移同时发生,两者共同作 用可形成晶界台阶,进而形成空穴并发展成微裂纹。
这类裂纹常出现在具有强烈淬硬倾向的高(中)碳钢、高强度合 金钢、工具钢的焊件中。
2020/3/31
PPT课件
13
1.2 各种裂纹的形成机理及其特征
低塑性脆化裂纹:
它是某些低塑性材料冷却到较低温度时,由于体积收缩所引起的 应变超过了材料本身所具有的塑性储备量时所产生的裂纹。
这种裂纹通常也无延迟现象,常发生在铸铁或硬质合金构件的成 形加工中。如灰口铸铁在400℃以下基本无塑性,焊接裂纹倾向很大。
珠光体耐热钢中的V元素,会使SR裂纹敏感性显著增加;
二是与加热速度和加热时间有关,不同的钢种存在不同的易产生再热
裂纹的敏感温度范围。因此,在制定加热工艺时,应尽量减少坯料在
敏感温度范围内的停留时间。前者是内在因素,后者是外在因素。
PPT课件
15
1.3 铸坯裂纹类型与形成位置的关系
PPT课件
16
1.3 铸坯裂纹类型与形成位置的关系
期
裂纹的深度
PPT课件
17
1.3 铸坯裂纹类型与形成位置的关系
裂纹的断口
PPT课件
18
1.3 铸坯裂纹类型与形成位置的关系
裂纹的脱碳
PP件
连铸坯形成裂纹的必要条件:
外因
内因,钢的裂纹敏感性
缺陷图谱
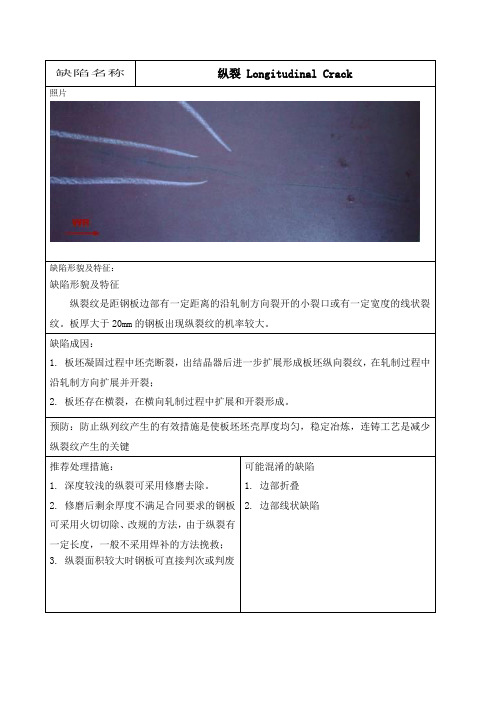
缺陷名称纵裂 Longitudinal Crack照片缺陷形貌及特征:缺陷形貌及特征纵裂纹是距钢板边部有一定距离的沿轧制方向裂开的小裂口或有一定宽度的线状裂纹。
板厚大于20mm的钢板出现纵裂纹的机率较大。
缺陷成因:1. 板坯凝固过程中坯壳断裂,出结晶器后进一步扩展形成板坯纵向裂纹,在轧制过程中沿轧制方向扩展并开裂;2. 板坯存在横裂,在横向轧制过程中扩展和开裂形成。
预防:防止纵列纹产生的有效措施是使板坯坯壳厚度均匀,稳定冶炼,连铸工艺是减少纵裂纹产生的关键推荐处理措施:1. 深度较浅的纵裂可采用修磨去除。
2. 修磨后剩余厚度不满足合同要求的钢板可采用火切切除、改规的方法,由于纵裂有一定长度,一般不采用焊补的方法挽救;3. 纵裂面积较大时钢板可直接判次或判废可能混淆的缺陷1. 边部折叠2. 边部线状缺陷缺陷名称横裂 Transverse Crack缺陷形貌及特征:缺陷形貌及特征:裂纹与钢板轧制方向呈30°~90°夹角,呈不规则的条状或线状等形态,有可能呈M或Z型,横向裂纹通常有一定的深度。
缺陷成因:板坯在凝固过程中,局部产生超出材料迁都极限的拉伸应力导致板坯横裂,在轧制过程中扩展和开裂形成。
有可能是板坯振痕过深,造成钢坯横向微裂纹;钢坯中铝,氮含量较高,促使AIN沿奥氏体晶界析出,也可能诱发横裂纹;二次冷却强度过高也会造成板坯上的横裂预防:1. 减少板坯振痕;2. 控制板坯表面温度均匀并尽量减少板坯表面和边部的温度差;3. 根据港中不同合力选用保护渣;4. 合理控制钢中的铝、氮含量。
推荐处理措施:1. 深度较浅的横裂可用修磨的方法去除;2. 修磨后剩余厚度不满足合同要求的钢板可采用厚度改规或切除缺陷后改尺的方法;3. 缺陷面积较大时钢板可直接判次或判废;可能混淆的缺陷1. 夹渣2. 折叠3. 星型裂纹缺陷名称边裂 Edge Crack缺陷形貌及特征:边部裂纹是钢板边部表面开口的月牙型,半圆型裂口,通常位于钢板单侧或两侧100mm 范围内,一般沿钢板边部密集分布。
连铸坯缺陷
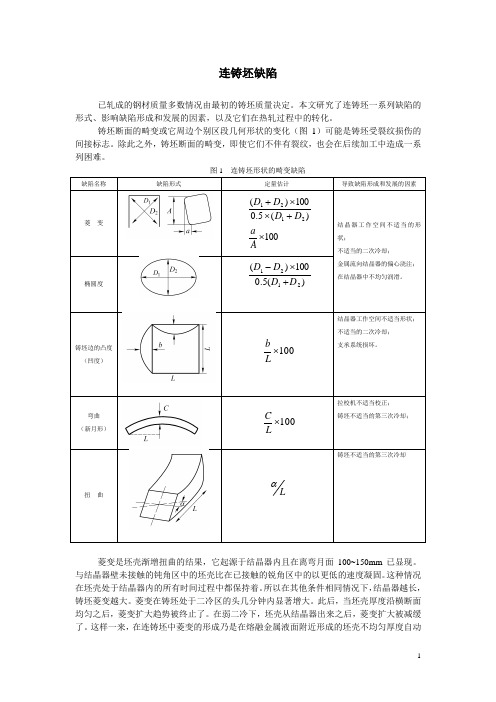
连铸坯缺陷已轧成的钢材质量多数情况由最初的铸坯质量决定。
本文研究了连铸坯一系列缺陷的形式、影响缺陷形成和发展的因素,以及它们在热轧过程中的转化。
铸坯断面的畸变或它周边个别区段几何形状的变化(图1)可能是铸坯受裂纹损伤的间接标志。
除此之外,铸坯断面的畸变,即使它们不伴有裂纹,也会在后续加工中造成一系列困难。
图1 连铸坯形状的畸变缺陷缺陷名称缺陷形式定量估计导致缺陷形成和发展的因素菱 变100)(5.0100)(2121⨯+⨯⨯+AaD D D D结晶器工作空间不适当的形状;不适当的二次冷却; 金属流向结晶器的偏心浇注; 在结晶器中不均匀润滑。
椭圆度)(5.0100)(2121D D D D +⨯-铸坯边的凸度(凹度)100⨯Lb结晶器工作空间不适当形状;不适当的二次冷却; 支承系统损坏。
弯曲 (新月形)100⨯LC拉校机不适当校正;铸坯不适当的第三次冷却;扭 曲Lα铸坯不适当的第三次冷却菱变是坯壳渐增扭曲的结果,它起源于结晶器内且在离弯月面100~150mm 已显现。
与结晶器壁未接触的钝角区中的坯壳比在已接触的锐角区中的以更低的速度凝固。
这种情况在坯壳处于结晶器内的所有时间过程中都保持着。
所以在其他条件相同情况下,结晶器越长,铸坯菱变越大。
菱变在铸坯处于二冷区的头几分钟内显著增大。
此后,当坯壳厚度沿横断面均匀之后,菱变扩大趋势被终止了。
在弱二冷下,坯壳从结晶器出来之后,菱变扩大被减缓了。
这样一来,在连铸坯中菱变的形成乃是在熔融金属液面附近形成的坯壳不均匀厚度自动催化扩大的过程。
横截面形状的畸变是在浇注过程中由于在某一棱角区中形成坯壳的接触中断而使结晶器内散热中断情况下发生的。
其起因可能是:不均匀的润滑,或由于结晶器工作空间不适当的形状导致坯壳和结晶器接触中断或由于坯壳扭曲(不均匀二次冷却、装备工艺轴线的偏移)引发的变形。
在近代连铸装置中,防止菱变发展的有效方法——在结晶器下安装支承辊(足辊),这些支承辊牢固地支撑结晶器机架。
铸坯表面缺陷图谱及产生原因
5.结 疤
1. 结晶器弯月面处初生坯壳生长不均匀,薄弱处与结晶器壁粘结后又在振动作用 下脱开形成;
2. 保护渣化渣效果差,润滑不均匀;
6.凹 陷
1. 边部凹陷原因为保护渣润滑效果差,另一原因为宽窄面冷却差异。 2. 中部凹陷原因为保护渣流入过大,减缓传热,使局部凝固坯壳变薄;
7.接 痕
1. 结晶器专家报警后拉速瞬间降至0.1m/min; 2. 浇注过程其他异常人为停机; 3. 开浇过程结晶器液面下跌。
8.夹 (卷渣)
1. 结晶器液面波动大,窄侧液面翻腾严重; 2. 水口插入深度过浅造成钢流股冲击液面; 3. 拉钢速度与水口内径不匹配,水口侧孔钢流速度过大,回流到达液面产生较大
切应力导致渣卷入。
9.角 部 掉 肉
1. 结晶器保护渣粘度大,液渣流入困难,润滑不良。
10.角 裂
1. 结晶器保护渣碱度小,坯壳冷却不均匀; 2. 铸坯角部冷却强度大。
3.纵 裂
1. 水口与结晶器不对中而产生偏流冲刷初生凝固坯壳; 2. 保护渣熔化性能不良、液渣层过厚或过薄; 3. 结晶器液面波动(液面波动≥±5㎜,纵裂发生几率≥30%); 4. 受钢种特性影响:钢中S>0.02%,P>0.017%,发生纵裂趋向增大;
4.横 裂
1. 振痕过深刻导致连铸坯横向裂开; 2. 钢中含A1、Nb,刻促使质点(A1N)、Nb(C,N)在晶界沉淀,诱发横裂纹; 3. 铸坯在第二脆性区间矫直; 4. 二次冷却太强。
谢谢各位的聆听
铸坯表面缺陷图谱及产生原因
副标题
1.保护渣压坑
1. 弯月面处保护渣润滑不良,坯壳较薄处积聚较多固体渣膜铸机内冲刷后产生; 2. 铸机辊面积渣深,浇注过程积渣压入坯壳后产生,此类渣坑有较强的规律性。
连铸坯表面裂纹缺陷分析

《 中国重型装备》
C I A H A Y E UP N H N E V Q I ME T
从 图 4可 以看 出 , 轧 态 、 火 态 和 调 质 态 热 正 6 S2 n钢 8 0C亚温 淬 火 的 转 变 产物 为 马 氏体 0 iM 0 ̄
体延 伸形成 的三 角 区部 位 晶粒 明显要 比裂 纹的 另 侧 晶粒要 细 , 纹两侧 组织 不 同 , 明裂纹 两侧 裂 说
一
端存 在沿 奥 氏体 晶界 向基体 延 伸 的 现象 , 明横 说
裂是 沿 晶开裂 , 钢水 结 晶成 固体 以后 产生 的 , 是 是
一
形成 组织 的温度不 同。三角 区部位 晶粒 细说 明该
钢亚 温淬火 后韧性 好 、 度高 的原 因之一 。 强
双相合 金 中双 相 的形 态对 试样 的力学性 能有
影响 , 主要表 现 在 对 裂纹 扩 展 的 阻碍 作 用 上 。当
铁 素体 呈针状 时 , 氏体 被铁 素 体 最 大限 度 的分 马 开 , 裂纹 的扩展 不仅 通过 马氏体 , 故 还必然 通过 铁 素体 。铁素 体在 断裂前会 产生 大量 塑性变形 而 消
若铁 素体呈 块状 形 态 时 , 则裂 纹 容 易 只沿 着 马 氏 体基 体扩展 , 而不 与孤立 的铁 素体相 遇 , 从而 使试 样 的韧性变 差 。另外 , 素体 呈针状 、 氏体 为细 铁 马
小板条 状时 , 晶界 总面积 较块状 时要 大 的多 , 也有 利 于力学性 能 的提 高 。针状组 织 比颗 粒状组 织细 小 , 材料变 形 和断 裂 的过 程 中能 吸收 更 多 的能 在
耗较 多 能量 , 而 对 裂 纹 的 扩 展 起 到 阻碍 作 用 。 从
连铸板坯缺陷图谱及产生的原因分析(新)

第二篇连铸板坯缺陷(AA)第二篇连铸板坯缺陷(AA) (1)2.1表面纵向裂纹(AA01) (4)2.2表面横裂纹(AA02) (6)2.3星状裂纹(AA03) (7)2.4角部横裂纹(AA04) (8)2.5角部纵裂纹(AA05) (10)2.6气孔(AA06) (11)2.7结疤(AA07) (12)2.8表面夹渣(AA08) (13)2.9划伤(AA09) (14)2.10接痕(AA13) (15)2.11鼓肚(AA11) (16)2.12脱方(AA10) (17)2.13弯曲(AA12) (18)2.14凹陷(AA14) (19)2.15镰刀弯(AA15) (20)2.16锥形(AA16) (21)2.17中心线裂纹(AA17) (22)2.18中心疏松(AA18) (23)2.19三角区裂纹(AA19) (25)2.20中心偏析(AA20) (27)2.21中间裂纹(AA21) (28)2.1表面纵向裂纹(AA01)图2-1-11、缺陷特征表面纵向裂纹沿浇注方向分布在连铸板坯上下表面,裂纹深度一般为2mm~15mm,裂纹部位伴有轻微凹陷。
在连铸浇注过程中,当连铸板坯坯壳在结晶器内所受到的应力超过了坯壳所能承受的抗拉强度时,即产生表面纵向裂纹。
表面纵向裂纹缺陷在结晶器内产生,出结晶器后若二次冷却不良,裂纹将进一步加剧。
2、产生原因及危害产生原因:①钢中碳含量处于裂纹敏感区内;②结晶器钢水液面异常波动。
当结晶器钢水液面波动超过10mm时,表面纵向裂纹缺陷易于产生;③结晶器保护渣性能不良。
保护渣液渣层过厚、过薄或渣膜厚薄不均,使连铸板坯凝固壳局部过薄而产生表面纵向裂纹;④中间包浸入式水口与结晶器对中不良,钢水产生偏流冲刷连铸板坯凝固壳,而产生表面纵向裂纹。
危害:轻微的表面纵裂纹经火焰清理后均能消除;表面纵向裂纹严重时可能会造成漏钢;表面纵向裂纹若送热轧进行轧制可能导致热轧产品出现分层、开裂缺陷。
连铸坯的缺陷及控制

二冷段和末端区的电磁搅拌可有效抑制枝晶搭桥形成封闭 的液窝。
连铸主要工艺参数
① 拉坯速度及其控制 ② 铸坯的冷却(结晶器冷却、二次冷却)
连铸坯的内部凝固是在出结晶器后进行的,后继的二次水冷、 弯曲矫直等直接影响内部质量。
连铸坯的缺陷及控制
提高连铸坯内部质量的工艺措施:
① 控制二冷段的传热,使铸坯均匀凝固,提高等轴晶率; 偏析、缩孔、缩松
② 降低浇钢的过热度; ③ 使用性能好的保护渣,防止钢水二次氧化和污染; ④ 控制拉速,保证连铸机正常运行; ⑤ 电磁搅拌(二冷段和末端区)。 偏析、缩孔、缩松
连铸坯的缺陷及控制
连铸坯的缺陷及控制
1. 连铸坯的表面缺陷
裂纹 气孔 夹杂 振痕、凹陷 成分偏析
连铸坯的缺陷及控制
1. 连铸坯的表面缺陷
裂纹 气孔 夹杂 振痕、凹陷 成分偏析
连铸坯的缺陷及控制
1. 连铸坯的表面缺陷 裂纹 气孔 夹杂 振痕、凹陷 成分偏析
钢水在结晶器内形成初凝固壳的状态是决定铸坯表面质量的关键
结晶器电磁搅拌:
(2)扩大等轴晶区改善宏观 偏析,减少粗大柱状晶区 。
软接触电磁连铸:
软接触电磁连铸:
(1)减轻结晶器振动对弯月 面的影响,液态渣膜连续均 匀。
软接触电磁连铸:
(2)减小初凝壳对结晶器的 压力和摩擦力 。
连铸坯的缺陷及控制
2. 连铸坯的内部缺陷
裂纹 气孔 夹杂 缩孔、缩松 成分偏析
连铸坯的缺陷及控制
提高连铸坯表面质量的工艺措施:
① 控制结晶器的传热,使初凝固壳均匀; 裂纹、凹陷
② 控制结晶器的振动;
振痕、横裂纹
③ 使用性能好的保护渣;
气孔、夹杂
④ 优化结晶器结构气孔、夹杂
连铸板坯轧制中板的表面缺陷
连铸板坯轧制中板的表面缺陷
连铸板坯轧制中板的表面缺陷包括:1.毛刺:在轧制过程中,板坯表面可能会出现毛刺,这是由于轧辊表面不光滑或轧制压力不均匀造成的。
2.滚痕:滚痕是指板坯表面出现的长条状凹陷,通常是由于轧辊表面不平整或轧制压力不均匀造成的。
3.气泡:气泡是指板坯表面出现的圆形或椭圆形凸起,通常是由于板坯内部存在气体或轧制过程中气体被挤压到表面造成的。
4.裂纹:裂纹是指板坯表面出现的线状或网状裂缝,通常是由于板坯内部存在缺陷或轧制过程中应力过大造成的。
5.毛洞:毛洞是指板坯表面出现的小孔,通常是由于板坯内部存在气体或轧制过程中气体被挤压到表面造成的。
6.氧化皮:氧化皮是指板坯表面出现的氧化物层,通常是由于板坯表面暴露在空气中长时间造成的。