卧式加工中心双交换工作台的托盘定位拉紧一体化技术
浅析卧式加工中心典型结构布局

浅析卧式加工中心典型结构布局李永军【摘要】介绍了卧式加工中心的几种典型结构布局,分析了各个典型布局的结构特点及其优势和缺点,并总结了不同结构布局卧式加工中心的各种适用范围.【期刊名称】《机械工程师》【年(卷),期】2012(000)003【总页数】3页(P171-173)【关键词】卧式加工中心;结构布局;典型结构【作者】李永军【作者单位】沈阳机床股份有限公司中捷钻镗床厂,沈阳110142【正文语种】中文【中图分类】TG502.311 引言卧式加工中心通常具有X、Y、Z、B 四个坐标轴,配有可进行回转运动的方形或圆形工作台,工作台通常设计为双交换形式,在对加工区零件进行加工的同时,还可以对位于前工位的零件进行装卸,具有辅助时间短、加工效率高等特点,适合加工各类箱体类零件。
卧式加工中心的分类方法多种多样,按主轴箱分:主轴箱侧挂,主轴箱正挂;按立柱分:动立柱,固定立柱;按机床床身形状分:正T,倒T;按进给轴分:Z 轴工作台进给,Z 轴立柱进给,Z 轴滑枕进给。
多种卧加结构形式,哪种结构最先进,哪种最有优势,往往众说纷纭。
本文仅从进给轴分类来论述几种典型卧加结构的优缺点。
2 Z 轴工作台进给结构卧式加工中心该类机床有两种典型结构:立柱移动式;立柱固定框架结构。
该类机床是中小型高速卧加的主打结构,快移速度在50~60m/min 左右。
2.1 Z 轴工作台进给动柱型卧加该类机床的布局如图1所示。
床身为T 字形,工作台在纵床身上前后移动为Z 轴,立柱在横床身上左右移动为X轴,主轴箱在立柱上下移动为Y 轴,该结构为现行的主流结构卧加,德国Heller、日本牧野、日本大隈、日本马扎克均采用该种结构。
该结构机床采用一体式床身,床身刚性好,很多厂家机床采用三点支撑床身结构,机床的安装调整非常方便快捷,当工厂布局变更时能够非常方便地移动机床,无需进行水平的调整维护。
但是支撑点少,为了保证刚性,床身比较厚重,整机的重量大一些。
加工中心托板交换装置的快速抬起机构

有双 工作 台 , 省 了工件 的装夹 和拆 卸 的时 间 , 节 应用 最为 广泛 。 由于托 板交 换 装 置 在 转 动 前需 要 抬起 , 过去 的传统 设计 都是用 没有 自锁 功能 的油 缸直接 顶
起 抬起 装置 , 慢速 运 行 才 能 安全 、 稳 , 平 否则 冲击 力
冲击最 小 。
关键 词 : 高速抬起 机 构 的变速运 动 ; 动 凸轮 ; 物 线 移 抛
中 图分类号 : 1 . TK 4 3 4
文 献标 志码 : A
Z 0U in o g H Ja d n
Quc l figMe h n s o c i igCe trAP ik yLit c a im fMa h n n n e C n
( a y d t a h n o n t u e He v - u y M c i e To l s i t ,Da in M a h n o o p Co p r to I t l c ie To l a Gr u r o a in,Da in 1 0 0,Ch n ) l 6 2 a 1 ia Ab ta t Th u c l i i g me h n s o h u lp l tc a g ro i h s e d ma h n n e t r c n ma e a c r t l sr c : e q ik y l t c a im ft e d a al h n e fh g - p e c i i g c n e a k c u a ey fn e l t u c l ,s o h y,a d wi o i a t n o n ie d r g t e wh l p o e s t r u h c l d r d i ig mo i g c m. i ik y mo t l fq n t n mp c s a d l w os u i h o e r c s h o g y i e rv n v n a h n n Th r f ec r e o h a i l k d b wo s c in fs r i h i e n e t n o ln i e a d f u e t n fp r b l e p o i u v ft ec m s i e y t e t so tag t n ,o e s c i fsa tl n o rs c i so a a o i l n o l o n o c c re u v .Th e t n fa c l r t n a d d c l r t n o a r e i n d a a a o i u v . Th c ee a in o a a o i e s c i so c ee a i n e e e a i f c ms a e d s e s p r b l c r e o o o g c e a c lr to fp r b l c
卧式加工中心PALLET CHANGE原点设定步骤
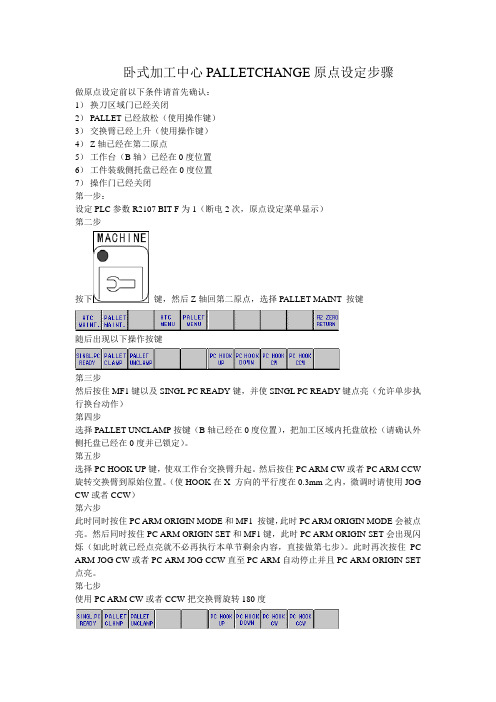
做原点设定前以下条件请首先确认: 1) 换刀区域门已经关闭 2) PALLET 已经放松(使用操作键) 3) 交换臂已经上升(使用操作键) 4) Z 轴已经在第二原点 5) 工作台(B 轴)已经在 0 度位置 6) 工件装载侧托盘已经在 0 度位置 7) 操作门已经关闭 第一步: 设定 PLC 参数 R2107 BIT F 为 1(断电 2 次,原点设定菜单显示) 第二步
然后选择 PC ARM DOWN 按键,使交换臂落下。 第八步 选择 PALLET CLAMP 按键把加工区域工作台夹紧。 机床重关电并于 10 秒后重新启动,把换刀臂退回原点。把 R2107BIT F 改回原始数据。 结束
*注明:以上菜单中出现的 PC HOOK 与上述内容中的 PC ARM 为同一物体即托盘交换臂, 可能会因为机床不同以及软件版本不同而有所差异。
按下
Байду номын сангаас
键,然后 Z 轴回第二原点,选择 PALLET MAINT 按键
随后出现以下操作按键
第三步 然后按住 MF1 键以及 SINGL PC READY 键,并使 SINGL PC READY 键点亮(允许单步执 行换台动作) 第四步 选择 PALLET UNCLAMP 按键(B 轴已经在 0 度位置),把加工区域内托盘放松(请确认外 侧托盘已经在 0 度并已锁定)。 第五步 选择 PC HOOK UP 键,使双工作台交换臂升起。然后按住 PC ARM CW 或者 PC ARM CCW 旋转交换臂到原始位置。(使 HOOK 在 X 方向的平行度在 0.3mm 之内,微调时请使用 JOG CW 或者 CCW) 第六步 此时同时按住 PC ARM ORIGIN MODE 和 MF1 按键,此时 PC ARM ORIGIN MODE 会被点 亮。然后同时按住 PC ARM ORIGIN SET 和 MF1 键,此时 PC ARM ORIGIN SET 会出现闪 烁(如此时就已经点亮就不必再执行本单节剩余内容,直接做第七步)。此时再次按住 PC ARM JOG CW 或者 PC ARM JOG CCW 直至 PC ARM 自动停止并且 PC ARM ORIGIN SET 点亮。 第七步 使用 PC ARM CW 或者 CCW 把交换臂旋转 180 度
基于西门子840Dsl系统托盘交换功能实现

基于西门子840Dsl系统的托盘交换功能的实现摘要:本文针对siemens840dsl数控系统的数据接口及托盘交换机构的特点,分析总结出在在数控机床中用nc-plc实现托盘交换控制的原理及方法,提出托盘的控制流程,并编程实现托盘交换控制。
关键词:siemens;840dsl;nc-plc;托盘交换一、引言对于数控机床,其上料/下料及工件装夹过程复杂繁琐,占据大量工件加工时间。
因此,为了减少上料/下料及工件装夹的时间,通过在数控机床上增加可自动交换的双工位工作台配置,即托盘交换装置,该装置可以使工件的切削加工和装卸工件同步进行,有效地提高数控机床的加工效率。
托盘交换装置作为加工中心的工件装卸的重要机构,通常是由两个工作台构成,用于完成代加工工件与已加工工件之间的自动交换。
当托盘交换装置中的一个工作台处于加工区工作时,而另一个工作台则在非工作区待命,现场操作人员可以在机床切削状态下对处于待命状态的工作台上装夹下一个要加工的零件,从而大大缩短数控机床加工过程中的工件装卸时间,有效地提高了加工中心生产效率,因此可以说托盘交换装置的有无及其功能的好坏对于数控机床的整体性能尤为重要。
本项目中的数控机床的托盘交换装置采用国外某公司研发的凸轮式机构实现托盘交换,该交换装置的驱动机构占用空间小,交换速度快,大大提高了该机床的有效利用率。
二、托盘交换的电气设计与实现1.数控系统的接口西门子的840dsl系统是西门子最新推出的一款高端数控系统,常用于加工中心,大型龙门机床的数控控制,ncu作为数控系统的核心,主要包括nck,plc,闭环控制和一些通信任务。
在整个机床的控制系统中,nck与plc通过数据块,共同协作进行数据信息传递,已完成整个数控机床的动作控制。
数控机床的托盘交换操作主要为plc通过i/o模块与数控机床各个机构的输入输出点连接。
对于工作区的工作台有两个电磁阀qy0,qy1进行松开夹紧控制,及其一个松开到位检测开关b0,欲交换工作台时,nck控制各个轴回到换台点,plc控制qy1使其工作台松开,做好换台准备。
卧式加工中心基本结构及用途

卧式加工中心基本结构及用途简介卧式加工中心是一种高精度、高效率的机械加工设备,广泛应用于各种金属制品、塑料制品或复合材料的加工。
本文将介绍该设备的基本结构和主要用途。
基本结构1. 基础床身基础床身是卧式加工中心的骨架,其结构一般为箱形结构或机架形结构。
箱形床身通常用于大型加工中心,而机架式床身更适合较小型的机床。
床身的材质一般采用铸铁或钢板,以提供足够的稳定性和抗振能力。
2. 工作台工作台是卧式加工中心的放置工件的平整台面,其在床身的横向滑台上移动。
工作台通常拥有正反面两个工作面和多个工作台孔,在不同的加工过程中,可根据需要进行加工零件的固定和夹紧。
3. 主轴主轴是整个卧式加工中心的核心部件,承担着主要的加工任务。
主轴一般采用高速电主轴和水平布局,其传动方式有多种,如皮带传动、齿轮传动等。
4. 工具库工具库是卧式加工中心的贮存工具的地方,一般位于主轴和工作台之间。
磨床的工具库结构复杂,可根据需要预留一定的工具组合进行更换。
5. 操作台操作台是卧式加工中心的控制中心,通常安装在机床的前部,其控制系统可根据需要安装在操作台内或外。
主要用途卧式加工中心以其高精度、高效率、高稳定性的特点,广泛应用于以下领域:1. 模具制造卧式加工中心可以对大型模具和复杂的模具表面进行高效、精密的加工。
它可以大大缩短加工周期和提高加工精度,降低模具维护成本。
2. 航空航天制造卧式加工中心可以加工大型航空航天零件,如发动机缸体、航空航天结构件等。
其高精度和高效率可以显著提高加工精度和加工速度。
3. 光学仪器制造卧式加工中心可以对高精密光学元件进行加工,如棱镜、反射镜等。
其高精度和高稳定性能可以保证光学元件的精确性。
4. 其他领域卧式加工中心还可以用于制造各种自动化机械、高精度仪器、医疗器械等领域。
结论卧式加工中心以其高精度、高效率、高稳定性,广泛应用于各领域的零件制造和高精密加工。
其基本结构包括基础床身、工作台、主轴、工具库和操作台等。
MAR-630H机床简介

机床简介机床型号:MAR-630H机床名称:卧式加工中心北京北一数控机床有限责任公司北京第一机床厂机床简介机床型号:MAR-630H机床名称:卧式加工中心一、概述:MAR-H 系列卧式加工中心是由北京第一机床厂与日本大隈(OKMUA)公司合资厂即北一大隈(北京)机床有限公司生产。
此系列型号的机床已经由日本大隈公司生产及销售累计超过3000多台。
是全世界最畅销的机床之一。
MAR-H 系列卧式加工中心广泛适用于汽车制造,机床制造,发电动力机械,模具等机械加工行业的应用,高速可靠的完成中小型箱体、阀体及各种复杂零件加工中的钻、铣、镗、攻丝等工作。
机床的各项性能及技术指标已达到国际一流水平,机床的优良品质完全可满足批量及大批量生产的机械制造各行各业的需要。
MAR-H 系列卧式加工中心完全按照日本大隈(OKMUA)公司提供的全套图纸、工艺、设备、检验标准生产制造。
该机床X、Y、Z三向滚珠丝杠、滚珠丝杠支撑轴承、联轴器、直线滚动导轨、交流伺服电机及电缆;X向伸缩式不锈钢防护罩;电机主轴、主轴轴承;刀库机械手;主轴恒温装置;液压站;气动系统;冷却水泵及电机;主要紧固螺钉螺栓等均由日本大隈公司原装提供。
二、机床特点:1.床身结构MAR-H 系列卧式加工中心采用精密坐标镗床式T型整体式床身,通过有限元分析方法设计的铸铁厚壁床身,厚壁工作台结构具有高防震,高刚性及高稳定性,床身三点支撑定位保证机床稳定可靠。
工作台在床身底座上作Z向移动,立柱在床身底座上作X向移动,主轴在立柱上作Y向移动。
2.主轴主轴采用日本山洋电器公司生产的内藏式大功率高速电主轴,电机转子与主轴联接在一起。
屏弃了传统的主轴电机带动主轴的分离结构布局,因此主轴结构没有传统的齿轮、皮带传动结构,这样可以保证主轴结构更加简单可靠,同时大大降低运转噪音。
主轴前轴承采用一个高精度双列圆柱滚动轴承和两个成组高精度止推球轴承,主轴轴承内径Φ100,可承受强力切削、重力切削的传统布局。
卧式加工中心工作台交换装置的承重优化设计
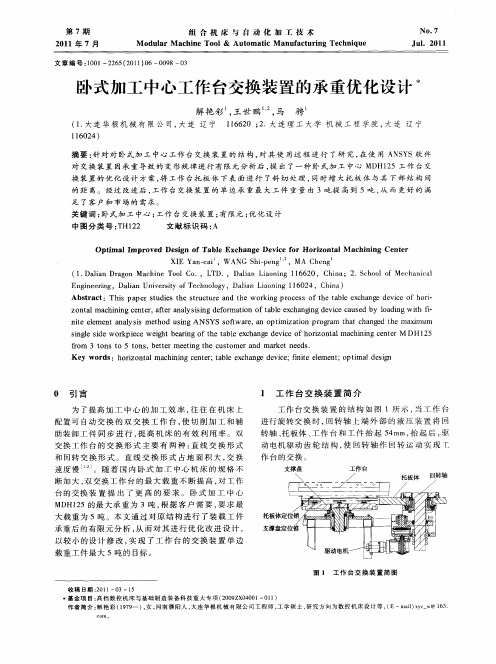
摘 要 : 对 对 卧式加 工 中心工作 台交换 装 置 的 结构 , 其使 用 过程 进 行 了研 究 , 针 对 在使 用 A S S软 件 NY 对 交换装 置 因承 重导致 的 变形规 律进 行有 限元 分析后 , 出 了一 种 卧式加 工 中心 MD 2 提 H15工 作 台 交
换 装 置 的 优 化 设 计 方 案 , 工 作 台托 板 体 下 表 面 进 行 了斜 切 处 理 , 时 增 大托 板 体 与 其 下 部 结 构 间 将 同
( . ain Drg n Ma hn olC . T ,Dain La nn 6 0,C ia;2 S h o o c a ia 1 D l a o c ie T o o ,L D. a l io ig 1 6 2 a 1 hn . c o l fMe h nc l E gn e ig,Dain U iest o e h oo y n ie r n l nv ri fT c n lg ,Dain La nn 6 2 a y l io ig 1 4,C ia a 10 hn )
文 章 编 号 :0 1 2 6 ( 0 1 0 0 9 0 1 0 — 2 5 2 1 ) 6— 0 8— 3
卧 式加 工 中 心 工 作 台交 换装 置 的 承 重优 化 设 计 术
解 艳 彩 王世 鹏 马 , 一,
16 2 ) 10 4
骋
(. 1 大连 华 根 机 械 有 限公 司 , 连 辽 宁 16 2 ; . 大 6 0 2 大连 理 工 大 学 机 械 工 程 学 院 , 连 辽 宁 1 大
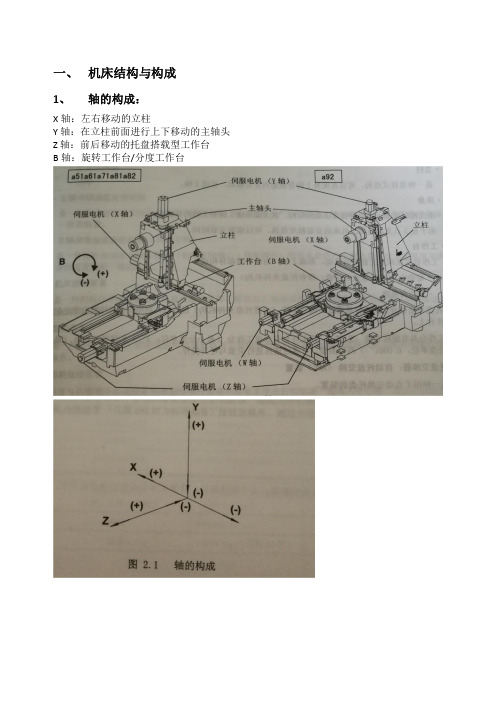
牧野Professional5使用说明书摘要(a1系列 a51 a61 a71 a81 a82 a92卧式加工中心)
B NC 程序的启动/停止
循环[START]开关 按下该开关,启动 NC 程序。在 NC 程序启动过程中,白色指示灯灯亮灯。在 MDI、 存储器、DNC 运行、磁带模式下有效。
[FEED HOLD]开关 按下该开关,停止 NC 程序。在 NC 程序停止的过程中,白色指示灯灯亮灯。如果 按下该开关则会变成进给暂停状态。但是,M、S、T 功能仍继续动作,直至结束后 才停止。 即使在进给暂停的状态下,下列动作仍然能够继续: 主轴旋转 刀具自动更换(ATC) 托盘自动交换(APC) 供给切削油 部分固定循环
[OPTIONAL STOP]开关 将程序选择停止模式置于有效/无效。如果将程序选择停止模式置于有效,程序 将在程序内的 M01 处停止。在 M01 处停止的过程中,循环[START]开关的内置指 示灯将闪烁。这时,如果按下循环[START]开关,程序将继续执行。
B 其他 NC 功能开关(主操作盘上能够设定的功能) 下列功能在主操作盘上没有配置,可以在功能画面上操作,也可以利用柔性开关功能进
是一种使冷却油在主轴头整体(包括主轴轴心)强制循环,吸收此处所产生热量,使主 轴温度与床身的温度保持一致的装置。 机床控制装置:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卧式加工中心双交换工作台的托盘定位拉紧一体化技术
李凯;王世鹏;邵连英
【摘要】介绍了一种用于卧式加工中心双交换工作台的定位拉紧一体化机构,该机构结构紧凑、动作稳定可靠、实用性强.%This paper introduces a kind of orientational and clamped incorporate device of double worktable horizontal machining center. The device is compact and practical, and its action is reliable.
【期刊名称】《制造技术与机床》
【年(卷),期】2011(000)008
【总页数】2页(P35-36)
【关键词】卧式加工中心;双工作台;定位拉紧一体化技术
【作者】李凯;王世鹏;邵连英
【作者单位】大连华根机械有限公司,辽宁大连116620;大连华根机械有限公司,辽宁大连116620;大连理工大学机械工程学院,辽宁大连116024;大连华根机械有限公司,辽宁大连116620
【正文语种】中文
【中图分类】TH122
为了提高加工中心的加工效率,往往在机床上配置可自动交换的双交换工作台,使切削加工和辅助装卸工件同步进行,提高机床的有效利用率。
而双交换工作台在加
工区的定位和夹紧机构是不可缺少的部分。
现介绍两种不同形式的定位和夹紧的机构。
1 双交换工作台拉紧、定位原始结构
原始结构采用四点定位、四点拉紧,拉紧和定位各自独立。
拉紧机构见图1a;定位机构见图1b。
该原始机构的工作过程如下:夹紧前,气压供给,进行各锥面清洁,以免异物侵入;当工作台落下,4套定位锥销与定位锥套的锥面紧密结合,定位完成(用气检的方式确定定位完成)后,油压供给,锁紧轴和活塞杆在油压的作用下克服弹簧力而向下移动,同时锁紧拉爪受力径向扩张与锁紧套斜面部分靠紧,工作台被夹紧;工作台松开时,油压释放,锁紧轴与活塞杆受弹簧力作用向上移动,使锁紧拉爪径向收缩后与锁紧套脱开,工作台被松开。
该结构的特点是:结构可靠,成本低,但占用空间大,因此当结构空间较小时其应用将受到限制。
2 双交换工作台拉紧、定位一体化机构
双交换工作台拉紧、定位一体化机构结构采用四点定位、四点拉紧,拉紧和定位各自复合在一起。
在实际应用中,需要4组该机构,并根据一面两销定位的原理,用不同的销套与销体的组合,钢球参与夹紧。
双交换工作台拉紧、定位一体化机构工作台交换过程如下:
如图3a所示,工作台准备抬起或准备落下时,气压供给,各喷气口喷气清洁及防止异物侵入,此时油压处于供给状态。
如图3b所示,工作台在落下(或抬起)过程中,油压、气压保持供给;当工作台与活塞杆在A处接触时,工作台位移停止;在这一过程中,销套与销体的定位锥面及定位平面留有适当的间隙,这样即使在工作台交换频繁的情况下,也不会造成伤痕或因切屑而挤死工作台,长久地保持精度。
如图3c所示,工作台夹紧时,释放油压,活塞杆在弹簧力的作用下下移,通过钢球
的介入,使销套与销体定位面充分接触,定位、夹紧工作台。
该机构的特点:结构紧凑,并且通过弹簧力的机械式夹紧,加工过程中,无需担心油温变化或漏油,长时间夹紧状态下也能保持精度,可靠性好,重复定位精度高。
3 结语
本文提出了卧式加工中心的双交换工作台的拉紧、定位一体化技术及结构,通过同原始的独立的拉紧、定位机构相比,双交换工作台的拉紧、定位一体化机构的特点是结构紧凑、精度稳定性好、可靠性好、重复定位精度高。
双交换工作台的拉紧、定位一体化机构经过长时间的使用,各项性能稳定可靠。
参考文献
[1]机械设计手册委员会.机械设计手册[M].北京:机械工业出版社,1991. [2]日本机械学会.机械技术手册[M].北京:机械工业出版社,1984.
[3]曹仁政.机械零件[M].北京:冶金工业出版社,1985.。