钢管焊接及焊缝外观检查记录
21.焊缝外观质量检查记录
H01
无
无
无
5
无
无
1.2
窦金占
2013、9、18
排污管25
Φ219*7
H03
无
无
无
3
无
无
1.5
窦金占
2013、9、18
排污管26
Φ219*7
H05
无
无
无
5
无
无
1.4
窦金占
2013、9、18
排污管27
Φ219*7
H04
无
无
无
0
无
无
1.2
窦金占
2013、9、18
排污管28
Φ219*7
H05
无
无
1.4
窦金占
2013、9、18
排污管7
Φ168*7
H01
无
无
无
5
无
无
1.3
窦金占
2013、9、18
排污管8
Φ168*7
H01
无
无
无
0
无
无
1.2
窦金占
2013、9、18
排污管9
Φ168*7
H05
无
无
无
0
无
无
1.4
窦金占
2013、9、18
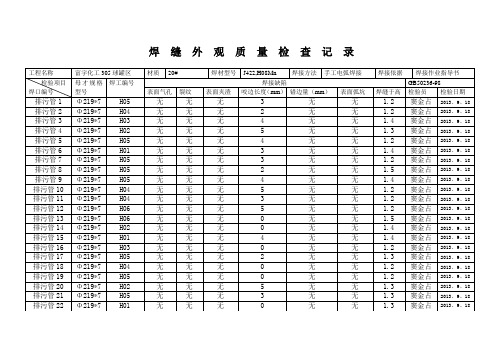
焊缝外观质量检查记录
工程名称
富宇化工305球罐区
材质
20#
焊材型号
无
无
无
5
无
无
1.2
窦金占
2013、9、18
排污管12
Φ168*7
H02
无
无
无
管道焊接检查记录

V
3
20#
㎜
氩电联焊
V
4
20#Байду номын сангаас
㎜
氩电联焊
V
5
20#
㎜
氩电联焊
V
6
20#
㎜
氩电联焊
V
7
20#
㎜
氩电联焊
V
8
20#
㎜
氩电联焊
V
9
20#
㎜
氩电联焊
V
10
20#
㎜
氩电联焊
V
11
20#
㎜
氩电联焊
V
12
20#
㎜
氩电联焊
V
13
20#
㎜
氩电联焊
V
14
20#
㎜
氩电联焊
V
15
20#
㎜
氩电联焊
V
16
20#
㎜
氩电联焊
管道焊接检查记录
GD2302011□□
单位(子单位)工程名称
分部(子分部)工程名称
验收部位、区、段
安装单位
项目经理(负责人)
施工执行标准名称及编号
《城镇供热管网工程施工及验收规范》
序号
管道
焊缝编号
焊接方法
坡口名称
咬边情况
焊缝余高
焊缝宽度
错边情况
外观检查情况
材质
规格及
壁厚
1
20#
㎜
氩电联焊
V
2
20#
㎜
V
17
20#
㎜
氩电联焊
V
18
20#
㎜
氩电联焊
管道焊接组对检查记录
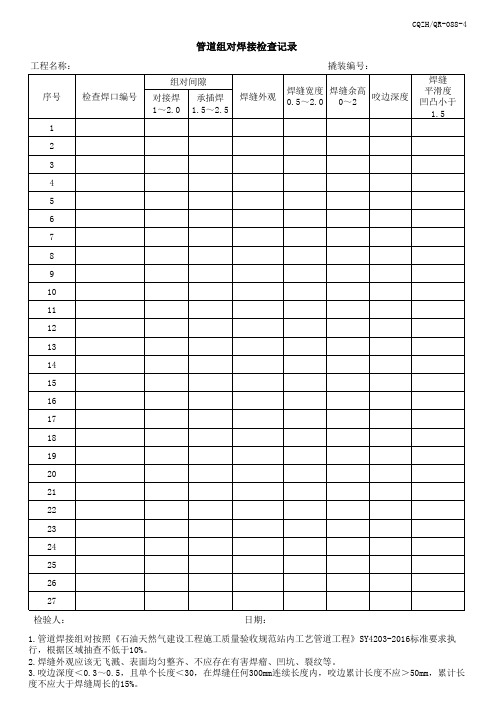
工程名称:
序号 检查焊口编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 检验人:管道组对焊接检查记录Fra bibliotek组对间隙
对接焊 承插焊 1~2.0 1.5~2.5
焊缝外观
撬装编号:
焊缝宽度 0.5~2.0
焊缝余高 0~2
咬边深度
焊缝 平滑度 凹凸小于
1.5
日期:
1.管道焊接组对按照《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2016标准要求执 行,根据区域抽查不低于10%。 2.焊缝外观应该无飞溅、表面均匀整齐、不应存在有害焊瘤、凹坑、裂纹等。 3.咬边深度<0.3~0.5,且单个长度<30,在焊缝任何300mm连续长度内,咬边累计长度不应>50mm,累计长 度不应大于焊缝周长的15%。
焊接施工检查记录
焊接施工检查记录一、施工概况本次焊接施工检查记录针对某工程项目的焊接施工进行,该项目是一个钢结构建筑工程。
焊接施工是该项目的重要工序之一,对于保证工程质量和安全性至关重要。
本次检查目的在于确保焊接施工符合相关标准和规范要求,及时发现和纠正施工中的问题,确保施工质量。
二、检查内容本次焊接施工检查内容包括但不限于以下方面:1. 焊接材料的合格证明和焊工的合格证书;2. 焊接设备和工具的合规性和合理性;3. 焊接工艺和参数的合理性和正确性;4. 焊接接头的准确位置和连接质量;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施是否到位;7. 焊接施工记录的完整性和准确性。
三、检查过程1. 检查焊接材料及焊工资质检查焊接材料的合格证明,确保焊接材料符合相关标准和规范要求。
其次,检查焊工的合格证书,确保焊工具备相应的技术和操作能力。
2. 检查焊接设备和工具检查焊接设备和工具是否符合安全要求,是否经过检测和维护,确保设备和工具的合规性和正常运行。
3. 检查焊接工艺和参数检查焊接工艺和参数是否符合设计要求,包括焊接方法、电流、电压、预热温度等参数是否正确设置。
4. 检查焊接接头和焊缝检查焊接接头的准确位置和连接质量,确保接头的位置符合设计要求,连接质量符合焊接标准。
同时,检查焊缝的外观质量和尺寸,确保焊缝的形状、宽度、高度等符合要求。
5. 检查焊接安全措施检查焊接过程中是否采取了必要的安全措施,如焊接区域的围挡、防护用品的佩戴、灭火器的配备等,确保焊接施工的安全性。
6. 检查焊接施工记录检查焊接施工记录的完整性和准确性,确保记录的内容包括焊接材料、焊工资质、焊接设备、工艺参数、焊接接头、焊缝质量等信息,并确保记录的真实性和可追溯性。
四、检查结果根据以上检查内容,本次焊接施工检查结果如下:1. 焊接材料和焊工的资质证明齐全,符合要求;2. 焊接设备和工具经过检测和维护,符合安全要求;3. 焊接工艺和参数正确设置,符合设计要求;4. 焊接接头的位置准确,连接质量良好;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施到位,保障焊接施工的安全性;7. 焊接施工记录完整准确,记录内容真实可追溯。
074焊缝外观质量检查记录表GD2301074

施工执行的技术标准(含企业 的工艺规定工法等)名称及编 《现场设备、工业管道焊接工程施工及验收规范》 号 施工质量验收规范的规定 项目 缺陷类型 未焊满(指不 足设计要求) 0 二级 三级
施工单位检查评定记录
每100.0焊缝内缺陷总长≤25.0
22 21 14 9 14 11 14 18 16 13
表面气孔
—————
0 0 0 0 0 0 0 0 0 0
专业工长(施工员)签名 施工班组长签名
专业承包施工单位 检查评定结果
主控项目合格,一般项目符合要求。 项目专业质量检查员(签名): 年 月 日
监理(建设) 单位验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
年
月
日
焊缝外观质量检查记录表
GB 50205-2001
GD2301074 单位(子单位)工程名称 分部(子分部)工程名称 相关验收部位 (层、区、段、房、屋) 总承包施工单位 专业承包施工单位 广州万达文化旅游城商业楼(自编万达茂) 空调(冷、热)水系统/管道系统及部件安装 桁架层风机房 中国建筑第八工程局有限公司 大连冰山集团工程有限公司 项目负责人 刘海球 项目负责人 邱志鹏 GB50683-2011 监理(建 设) 单位验收
根部收缩 长度不限
咬边
弧坑裂纹 电弧擦伤 接头不良
————— —————
允许存在个别长度 ≤5.0的弧坑裂纹
0 0 0 1 0 0 1 0 0 0 1 0 0 0 1 0 0 0 0
允许存在个别电弧擦伤 0
每1000.0焊缝不应超过1处 表面夹渣 —————
ห้องสมุดไป่ตู้
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
焊接质量检查验收表格

焊缝外表质量〔观感〕检查记录表编号:0203-TFEN-HJ-0单位工程名称SO?吸收系统标准号分局部项名称吸收塔安装工程类别D-2钢材牌号Q235-B焊丝部件规格钢板T=6、T=22焊条(J422 )焊工代号LG499/LG4577焊缝总数381米焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期3D01-01√//3D01-09√//3D01-12√//3D01-14√//3D01-16√//3D01-22√//检3D01-26√// 3D01-32√//查3D01-40√// 3D01-47√//记3D01-55√// 3D01-59√//录3D01-63√// 3D01-72√//3D01-82√//3D01-88√//以下空白自检确认意见:上述焊缝外表观感检查已完成,检焊缝外表无气孔、夹渣、裂纹、未熔合,外表施工作业单位复查意见:经复查上述焊缝外表质量符合焊接质量验收及评价规程中表要求查质量符合要求。
结论班〔组长〕长:年月日二级质检员:注:本表仅作为外表质量观感检查用,“接头已清理〞和“焊缝成型〞符合要求时,以“表露缺陷,应标注具体的焊口编号:缺陷及处理情况应据实填写.年月日√〞表示:如有焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-0单位工程名称 SO?吸收系统 标准号分局部项名称吸收塔安装工程类别 D-2 检查焊口编号 0203-JL-TFEN-MT-01接头数量381米类 检查测量检 验 项 目焊缝 焊缝 焊缝宽 焊脚检查别焊口编号错边角变形表露缺陷成型 余高窄差咬边结论尺寸3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格3D01-16 优良 / 无 无 合格3D01-22 优良 / 无 无 合格3D01-26 优良 / 无 无 合格抽 3D01-32优良/ 无 无 合格3D01-40 优良/ 无无 合格样3D01-47 优良/ 无无 合格测3D01-55 优良/ 无无 合格量3D01-59 优良/ 无无 合格检3D01-63 优良 / 无无 合格查3D01-72 优良/ 无无 合格记3D01-82 优良/ 无无 合格录3D01-88优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16 优良数 16施工作业单位检查意见:经外观质量测量检查, 质量部门复查意见:经外观质量测量检查,上述上述16只焊口符合焊接质量验收及评价规程中16只焊口符合焊接质量验收及评价规程中表合格 检 表合格标准,评定为 合格焊口标准,评定为合格焊口验结论二级质检员: 年 月 日 三级质检员: 年 月 日焊接工程质量分批验收记录表编号:0203-HJ-01单位工程名称SO?吸收系统 标准号分项工程名称#3机组吸收塔安装工程类别 D-23D01-01、3D01-09、3D01-12、3D01-14、接头数量96本批焊口编号3D01-16、3D01-22、3D01-26、3D01-32、施工单位□3D01-40、3D01-47、3D01-55、3D01-59、〔或验收部位〕验收单位3D01-63、3D01-72、3D01-82、3D01-88监理单位□无损检测结论光谱复查结论其他检测热处理记录外观质量文件资料情况检查结论MT 合格符合要求/ 记录齐全优良标准齐全类 检查测量检验工程检查 焊缝 焊缝 焊缝宽焊脚表露别焊口编号 错边结论成型 余高窄差咬边角变形尺寸缺陷3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格表 3D01-16 优良 / 无 无 合格面 3D01-22 优良 / 无 无 合格质 3D01-26 优良 / 无 无 合格量 3D01-32 优良 / 无 无 合格验 3D01-40 优良 / 无 无 合格收 3D01-47 优良 / 无 无 合格抽 3D01-55 优良 / 无 无 合格查 3D01-59 优良 / 无 无 合格记 3D01-63 优良 / 无 无 合格录3D01-72 优良 / 无 无 合格3D01-82 优良 / 无 无 合格3D01-88 优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16优良数 /验收 本批焊接工程质量验收组成员共 3人,有栗军担任本批验收组负责人, 负责抽查测量人员为聂立 记录 英、王国军按表检测,对这批焊缝 100%观感质量检查,试验结果及记录数量验收后按实际抽查事项 工程及抽查结果到达合格标准,验收意见:施工班组代表: 年 月 日 作业单位代表: 年 月 日 质量部门代表:年 月 日监理单位代表:年月日焊接分项工程综合质量验收评定表编号:0203-HJ-0单位工程名称SO?吸收系统验评施工单位□分项工程名称#3机组吸收塔安装监理单位□单位标准号建设单位□工程类别验收批数分批验收结论验收抽查数合格数优良数D-2实际数合格16/16以下空白评定工程总焊口数实检焊口数检验比例评定抽优良数评定结论〔个〕〔个〕〔%〕查数〔合格数〕观感检查96961001616优良质测量检查9616≥233优良量超声//////评射线//////定光谱961633优良记硬度//////录金相//////表MT96961001616优良PT//////以下空白综合本分项工程是#3机组吸收塔底板焊口共381米,分批验收施工单位的外观质量测量检查抽查了其质量中16只,均合格并到达优良标准;检查本分项工程的各项检查报告及规定的相关文件齐全,焊验收接工程质量分批验收资料齐全。
焊接接头质量检验记录表
焊接接头质量检验记录表
以上为焊接接头质量检验记录表,详细记录了不同类型焊接接
头的检测项目、合格标准以及检测结果。
请按照该记录表的格式填写并记录每一次焊接接头的检验情况,确保每一个检测项目都符合合格标准。
为保证质量,每个接头的检验结果应经过合格评定,只有符合合格标准的接头才能被接受。
查阅相关规范和要求,确保检验结果的准确性和客观性。
检验人员应具备相关专业知识和经验,确保检验过程的科学性和有效性。
注意及时更新和记录检测结果,以便追溯和分析问题。
通过严格的焊接接头质量检验,可以保证焊接接头的质量和安全性,为后续的工程施工提供可靠的保障。
焊缝外观质量检查记录
修整情况
无
检查结论
合格
施 参 加 人 员 签 字 建设单位 监理单位 技术负责人 质 检 员
53
焊缝外观质量检查记录
C05-3-37- 001 工程名称 监理单位 焊接点所在位置 序 号 1 H1 1.2 1.6 6.5 无 无 无 无 无 无 无 2 H2 1.4 1.7 7.1 无 无 无 无 无 无 无 3 H3 1.5 1.9 7.3 无 无 无 无 无 无 无 4 H4 1.0 2.0 7.8 无 无 无 无 无 无 无 神华神东煤炭集团维修中心伊旗厂区 新建蓄水池 神东监理公司 施工单位 检查日期 系统名称 5 H5 0.9 1.8 6.9 无 无 无 无 无 无 无 6 H6 1.5 1.8 7.0 无 无 无 无 无 无 无 榆林市宏泰建设工程有限公司 年 月 日
一层泵房采暖系统 7 H7 1.2 1.7 7.0 无 无 无 无 无 无 无 8 H8 0.9 1.9 8.1 无 无 无 无 无 无 无 9 H9 1.1 1.7
焊接点编号 焊缝平直度 焊 接 尺 焊缝加 高度 寸 强度 mm (mm) 宽度 咬 边
7.5 无 无 无 无 无 无 无
未焊透 外 咬 观 气 质 夹 量 裂 焊 纹 瘤 渣 孔 肉
焊缝外观质量检查记录表
焊缝外观质量检查记录表GB50205 —2001说明本表适用于二、三焊缝外观质量检查。
1. T型接头、十字结构、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应小于t/4 ;设计有疲劳验算要求的吊车梁和类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应大于10mm。
焊脚尺寸的允许偏差为0〜4mm。
检查数量:资料全数检查;同类焊缝抽查10%,且不应少于3条。
检验方法:观察检查,用焊缝量规抽查测量。
2. 焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检验方法:每批同类构件抽查10 %,且不应少于3件;被抽查构件终,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
3. 二级、三级焊缝外观质量标准引符合GB50205-2001附录A中表A.0.1的规定。
三级对接焊缝应按二级焊缝标准进行外观质量检验。
检查数量:每批同类构件抽查10 %,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
4. 焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。
检查数量:每批同类构件抽查10%,且不应少于3件。
检验方法:观察检查。
5. 焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基体金属间过渡较平滑,焊渣和飞溅物基本清除干净。
检查数量:每批同类构件抽查10 %,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
焊接外观质量检查记录表
焊接外观质量检查记录表
说明
本表适用于二、三级焊缝质量检查。
1、检查数量:资料全数检查:同类焊缝抽查10﹪,且不少于3条。
检验方法:观察检查,用焊缝量规抽查测量。
2、焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、
弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5﹪,且不应少于1条;每条检查一处,总抽查数不应少于10处。
检查方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
3、二级、三级焊缝外观质量标准应符合GB 50205-2001附录A中表A.0.1的规
定。
三级对接焊缝应按二级焊缝标准进行外观质量检验。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5﹪,且不应少于1条;每条检查一处,总抽查数不应少于10处。
检查方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
4、焊成凹形的角焊缝,焊缝金属与母材间应平缓过度:加工成凹形的角焊缝,
不得在其表面留下切痕。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件。
检查方法:观察检查。
5、焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基体金属间过
度较平滑,焊渣和飞溅物基本清楚干净。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5﹪,总抽查数不应少于5处。
检查方法:观察检查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
I
施工单位自查意见:
质检员(签字):年月日
监理/建设单位检查意见:
监理工程师/质检员(签字):年月日
钢管焊接及焊缝外观检查记录
工程名称
汉洪高速(梅子路口)临时热水管改造工程
施焊日期
2012.12.10
天气
晴
管材及管径
无缝钢管D426X10
坡口形式
V形坡口
预热温度
焊接方式
氩弧焊打底、电
包弧焊填充
23
1.5
67
2.1
0.5
无
无
无
无
0.6
I
426—016
22
1.5
69
2.1
0.4
无
无
无
无
0.8
I
426—017
19
1.6
68
2.1
0.3
无
无
无
无
0.6
I
426—018
25
1.7
68
2.3
0.2
无
无
无
无
0.8
I
合格
426—019
22
1.8
70
2.4
0.4
无
无
无
无
0.6
I
合格
426—020
18
1.8
68
焊口
编号
管号
(原材
料)
焊缝位置(所在
桩号)
坡口内外清理范围(mm)
钝边
(mm
)
坡口角度
(°
)
间隙
(mm
)
内壁错
边量
(mm)
螺施焊
道间距
(mm)
表面缺陷
外观
质量
等级
抽查
结果
抽查人
签字
气孔
夹渣
咬边
(mm
未焊透
(mm)
余高
(mm
32—001
23
1.5
67
2.3
0.2
无
无
无
无
0.8
I
合格
32—002
20
1.4
钝边
(mm
)
坡口角度
(°
)
间隙
(mm
)
内壁错边量(mm)
螺施焊道间距
(mm)
表面缺陷
外观
质量等级
抽查结果
抽查人
签字
气孔
夹渣
咬边
(mm
未焊透
(mm)
余高
(mm
426—001
15
1.6
66
2.3
0.2
无
无
无
无
0.6
I
426—002
18
1.6
65
2.2
0.1
无
无
无
无
0.8
I
426—003
20
1.5
69
2.4
17
1.6
67
2.2
0.2
无
无
无
无
0.7
I
合格
施工单位自查意见:
质检员(签字):年月日
监理/建设单位检查意见:
监理工程师/质检员(签字):年月日
钢管焊接及焊缝外观检查记录
工程名称
汉洪高速(梅子路口)临时热水管改造工程
施焊日期
2012.12.12
天气
晴
管材及管径
无缝钢管D426X10
坡口形式
V形坡口
预热温度
23
1.7
70
2.4
0.4
无
无
无
无
0.8
I
720—008
15
1.4
678
2.3
0.2
无
无
无
无
0.8
I
720—009
19
1.6
69
2.4
0.4
无
无
无
无
0.7
I
720—010
19
1.7
67
2.3
0.5
无
无
无
无
0.6
I
720—011
14
1.6
68
2.3
0.2
无
无
无
无
0.7
I
合格
720—012
20
1.7
70
质检员(签字):年月日
监理/建设单位检查意见:
监理工程师/质检员(签字):年月日
钢管焊接及焊缝外观检查记录
工程名称
汉洪高速(梅子路口)临时热水管改造工程
施焊日期
2012.12.13
天气
晴
管材及管径
无缝钢管D32X8
坡口形式
V形坡口
预热温度
焊接方式
氩弧焊打底、电弧焊填充、盖面
焊条型号
J422
焊丝型号
JQ.TG50
I
720—019
22
1.7
70
2.4
0.3
无
无
无
无
0.8
I
720—020
18
1.8
68
2.5
0.2
无
无
无
无
0.8
I
720—021
23
1.6
66
2.3
0.25
无
无
无
无
0.8
I
施工单位自查意见:
质检员(签字):年月日
监理/建设单位检查意见:
监理工程师/质检员(签字):年月日
坡口形式
V形坡口
预热温度
焊接方式
氩弧焊打底、电弧焊填充、盖面
焊条型号
J422
焊丝型号
JQ.TG50
焊口
编号
管号
(原材
料)
焊缝位置(所在
桩号)
坡口内外清理范围(mm)
钝边
(mm
)
坡口角度
(°
)
间隙
(mm
)
内壁错
边量
(mm)
螺施焊
道间距
(mm)
表面缺陷
外观
质量
等级
抽查
结果
抽查人
签字
气孔
夹渣
咬边
(mm
未焊透
2.3
0.4
无
无
无
无
0.7
I
720—013
13
1.6
68
2.3
0.1
无
无
无
无
0.8
I
施工单位自查意见:
质检员(签字):年月日
监理/建设单位检查意见:
监理工程师/质检员(签字):年月日
钢管焊接及焊缝外观检查记录
工程名称
汉洪高速(梅子路口)临时热水管改造工程
施焊日期
2012.12.14
天气
晴
管材及管径
无缝钢管D720X10
I
426—009
24
1.6
69
2.3
0.0
无
无
无
无
0.7
I
4
0.2
无
无
无
无
0.9
I
426—011
24
1.5
69
2.3
0.4
无
无
无
无
0.8
I
426—012
19
1.8
68
2.1
0.3
无
无
无
无
0.9
I
426—013
24
1.7
69
2.3
0.3
无
无
无
无
0.8
I
合格
施工单位自查意见:
焊条型号
J422
焊丝型号
JQ.TG50
焊口
编号
管号
(原材
料)
焊缝位置(所在
桩号)
坡口内外清理范围(mm)
钝边
(mm
)
坡口
角度
(°
间隙
(mm
)
内壁错
边量
(mm)
螺施焊
道间距
(mm)
表面缺陷
外观
质量
等级
抽查
结果
抽查人
签字
气孔
夹渣
咬边
(mm
未焊透
(mm)
余高
(mm
720—001
19
1.6
69
2.4
0.4
无
JQ.TG50
焊口编号
管号(原材料)
焊缝位置(所在
桩号)
坡口内外清理范围(mm)
钝边
(mm
)
坡口角度
(°
)
间隙
(mm
)
内壁错边量(mm)
螺施焊道间距
(mm)
表面缺陷
外观质量等级
抽查结果
抽查人
签字
气孔
夹渣
咬边
(mm
未焊透
(mm)
余高
(mm
426—014
22
1.6
68
2.2
0.2
无
无
无
无
0.7
I
426—015
2.2
0.1
无
无
无
无
0.6
I
426—030
21
1.6
68
2.2
0.2
无
无
无