圆度仪说明书

1.参数和定义
参考
参考圆是用某种规则匹配测量数据得到的相关圆,据此参考圆计算得到圆度的有关参数。
最小二乘参考圆(LSCI)
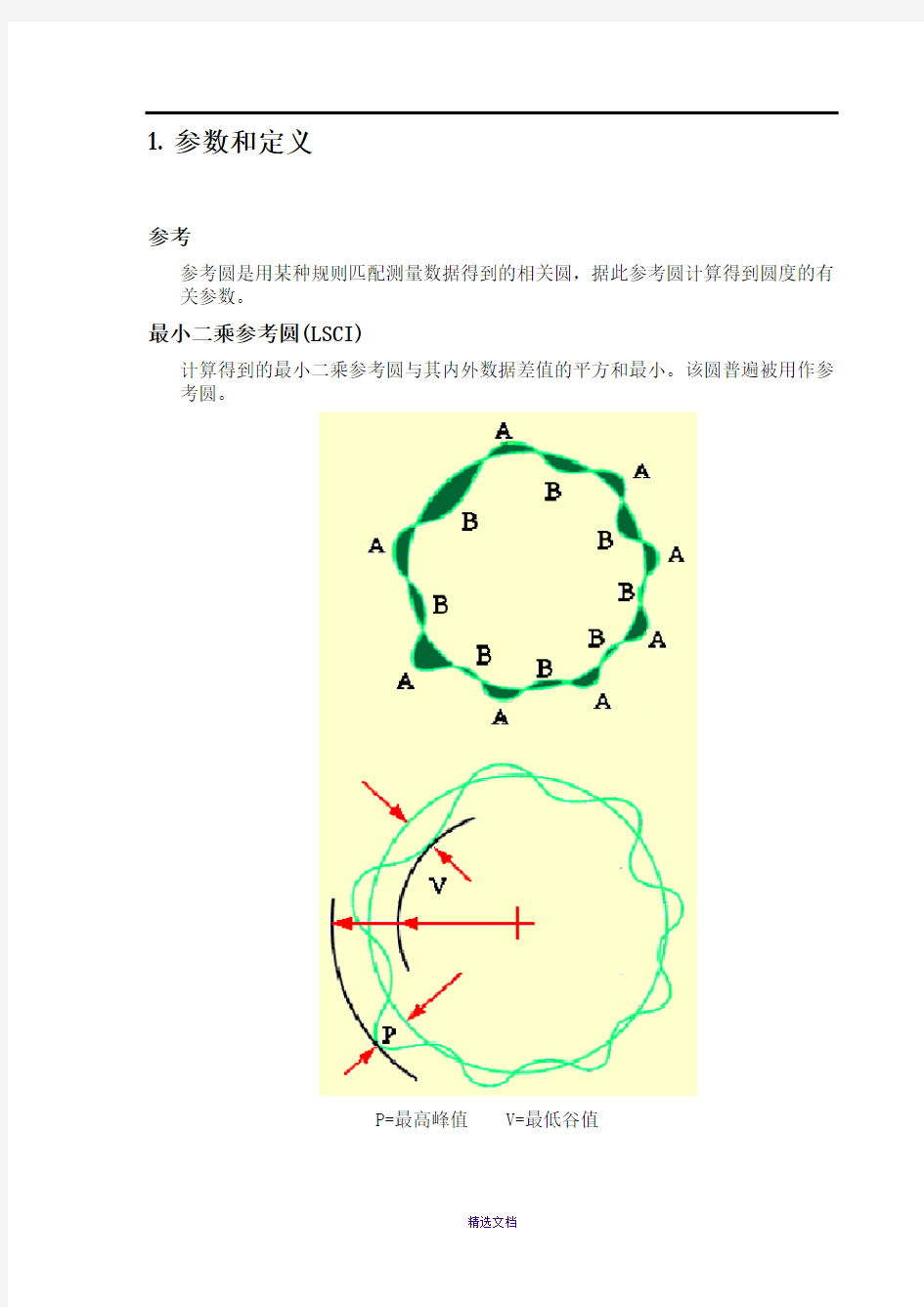
计算得到的最小二乘参考圆与其内外数据差值的平方和最小。该圆普遍被用作参考圆。
P=最高峰值 V=最低谷值
计算得到的最小区域参考圆是两个完全包容测量数据的同心圆,这两圆之间的径向间距最小。
P=最高峰值 V=最低谷值
最小外接参考圆(MCCI)
计算得到的最小外接参考圆是完全将测量数据包容在内的最小圆。
V=圆度
计算得到的最大内切参考圆是完全被测量数据包容在内的最大圆。
P=圆度
倾斜纠正
当测量的圆柱轴线建立后,当它与主轴轴线不平行时,它与主轴轴线在空间某个方向的倾斜将使测量数据发生椭圆畸变。本选项允许在相对于圆柱轴线进行进一步计算之前,从单个圆度测量数据中去除该椭圆度。
偏心度
E偏心值是所选基准轴(点)到所分析参考圆中心的距离。
偏心角为主轴零度位置与参考圆中心和基准轴连线之间的夹角。
A=基准点 B=数据中心 E=偏心值θ=偏心角(上图为315?)
偏心角为主轴零度位置与参考圆中心和基准轴连线之间的夹角。
A=最小二乘中心 B=最小二乘参考圆 C=角度θ
E=偏心 D=回转中心
跳动
两个同心圆的径向间隔,这两个圆与基准轴(或点)同心,并完全包容测量数据,即指示器读数的总变动量。(ISO 1101; DIN 7184; BS.308第三部分)。
A=跳动 B=距基准点最近的数据点 C=基准点
D=距基准点最远的数据点
R此值取决于径向横臂的标定(为标尺的目视读数),仅供参考。
谐波分析
数据用傅立叶级数表示。
删除点
为从任何间断数据的两边删除的点的个数。它们是从所选数据总数中删除的。平面度
平面度可用最小二乘或最小区域方法来定义。
最小二乘基准
拟合一平面,测量数据至该平面差值的平方和最小。
最小区域基准
拟合两个平行平面,使其完全包容测量数据,且间隔最小。
A=轴线 F=平面度 LS=最小二乘基准
“参考平面垂直度”值是两个平行平面最小轴向间隔,这两个平面垂直于参考轴线,并且完全包容由被测数据拟合的最小二乘平面。
D=基准轴 R=测量半径 S=参考平面垂直度
跳动轴向测量
这是两个平行平面的最小轴向间隔,这两个平面本身垂直于参考轴线,并且完全包容被测数据。(ISO 1101; DIN 7184; BS.308第三部分)。
D=基准轴 R=跳动 S=参考平面垂直度 T=测量半径
半径轴向测量
R此值取决于径向横臂的标定(为标尺的目视读数),仅供参考。
直线度可用最小二乘或最小区域方法来定义。
最小二乘基准
拟合一直线,测量数据至该直线差值的平方和最小。
最小区域基准
拟合两个平行直线,使其完全包容测量数据,且间隔最小。
直线度的值为这两个平行直线之间的间隔。
平行度
平行度可用最小二乘或最小区域方法来定义。
最小二乘基准
用一段被测数据建立基准直线,可用最小二乘直线或一对最小区域直线得到。由第二段被测数据得到一最小二乘直线。
平行度的值为基准直线和第二条最小二乘直线在直线度数据长度段范围内的间隔差值。
最小区域基准
用一段被测数据建立基准直线,可用最小二乘直线或一对最小区域直线得到。平行度的值为与基准直线平行的两个直线之间的最小间隔,该两直线完全包容第二段测量数据。
最小二乘参考圆柱(LSCY)
‘最小二乘参考圆柱’是通过对选定参与轴线计算的每个被测圆的最小二乘圆的圆心来计算的。
圆柱轴线是通过这些圆心的最小二乘直线。
A=测量数据 B=圆柱轴线 C=最小二乘圆中心
最小区域参考圆柱是通过对选定参于定义圆柱轴线的每个被测圆的选定的数据点进行处理来计算得到的。
用两个同轴圆柱来拟合被测数据。调解这两个圆柱的直径及方位使其完全包容被测数据,并且两个圆柱之间的间隔最小。
A=测量数据 B=圆柱轴线
最大内切参考圆柱(MICY)
对选定参于定义圆柱轴线的每个被测数据的选定数据点进行处理,拟合一个圆柱,使其直径最大并使所有被测数据都在此圆柱之外。
A=测量数据 B=圆柱轴线
对选定参于定义圆柱轴线的每个被测数据的选定个数的数据点进行处理,拟合一个圆柱,使其直径最小并使其包容所有被测数据。
A=测量数据 B=圆柱轴线
圆柱峰谷值
这在圆柱参考轴线运算后计算。
圆柱平行度
以使用者选定的方位通过圆柱轴线建立一个纵切面。用圆柱轴线一边所有点建立最小二乘直线,同样,用圆柱轴线另一边所有点建立第二条最小二乘直线。在该方位圆柱平行度是最高测量平面和最低测量平面处两最小二乘直线间隔的差值。
A=数据点 B=圆柱轴线 C=最小二乘直线 L=圆柱长度
D1=圆柱顶部最小二乘直线直径 D2=圆柱底部最小二乘直线直径
圆柱平行度=D1-D2
如果在顶部处的间距(D1)大于底部的间距(D2),该值为正值。如果在顶部处的间距(D1)小于底部的间距(D2),该值为负值。
注意:对于间断的轮廓,超出范围的数据点在计算时被忽略。
所选的纵切面的方位在圆柱度显示页面以角度值给出。
锥角
此项分析采用圆柱度分析时所用的最高平面和最低平面进行计算。对这两个平面各拟合一个最小二乘圆,锥角根据其半径和间距计算。
锥角
式中,R=半径 Z=间隔
最大圆柱平行度
这是圆柱平行度值的最大值。显示最大圆柱平行度时,相应的方位角同时给出。
注意:参考圆柱和圆柱轴线只能从为确定此轴线所选的测量数据计算得到。对主轴轴线,所有测量数据都参与计算。
同心度
同心度是偏心的两倍。同心度的数值为一圆的直径,该圆由图形中心绕基准点旋转产生。以上符号用以表示同心度。
A = 基准点
B = 图形中心点
同心度示意图
共轴度
这一参数可以选用ISO(ISO 1101)或DIN(DIN 7184)的定义进行评定。
按ISO评定的共轴度值为一圆柱的直径,该圆柱与基准圆柱同轴,而且包容被评定圆柱的轴线。
按DIN评定的共轴度值为一圆柱的直径,该圆柱与基准圆柱同轴,而且包容被评定圆柱各截面的圆心。
Z高度
相对与工件底部或选择的基准的高度。
全跳动
一系列测量所获得的最大跳动值。
什么是谐波分析
在圆形轮廓上谐波可以考虑为统一的波(正弦波)叠加在工件表面上。事实上,任意圆度图形可由一系列正弦波叠加组成,举列如下:
A-一次谐波(偏心)
B-二次谐波(椭圆)
C-五次谐波
下面例子中的图形由3次谐波、7次谐波和50次谐波组成。
计算谐波
计算谐波
对于类似上面例子中的圆形轮廓,计算谐波数和测量谐波的幅值相对比较容易。
但是,对于由超过1次或两次谐波组成的轮廓,一般都由10到12种谐波组成,此时计算机是非常必须的。
Talyrond圆度仪计算谐波采用了“快速傅立叶变换”算法。该算法将图形分离成一系列要素波前并计算每一个谐波的幅值和位相角。屏幕上用直方图或表格形式显示。位相角是指相当于主轴0度位置的角度。
结果
下图所示的工件有8个均匀分布的槽。如果我们在X-X截面测量,典型的谐波图形如下图所示。
直方图显示槽对工件的其他区域有显著影响,8次谐波幅值最大,其他谐波是8的倍数。这些谐波可能因为工件槽而导致磨轮的振动而引起。
一次谐波为调整误差(工件中心与主轴中心的偏心)。二次谐波可能也是由于调整误差引起,即工件未调平。64UPR附近的谐波可能由于磨床的刚性引起。
谐波的定义
轮廓图形可以用一傅立叶级数来表示。傅立叶定理表明任何周期的波形都可以用各正弦波分量之和表示。圆度轮廓谐波定义为每周的波动数。
于是,这表示了基本的正弦波(谐波)。基本谐波是表示数据偏心的一种方法(与标准参考圆LSCI, MZCI, MCCI和MICI对应)。系列中剩余的谐波则是基本谐波的整除空间分量。这些分量被称为第n次谐波,例如,二次谐波是基本谐波除以2,使得每周有两个起伏(即椭圆)。将给出最多500次谐波,但这仅是人为的限制,所用的采样方法将导致高于500次的谐波被衰减。
第500次谐波被衰减到5%,如下图所示。在谐波计算时,只能使用500UPR的滤波。系列中每一项都有自己的幅值和位相,幅值用μm(或μin)给出。位相用度给出,表示相对于主轴零度位置的偏离值。
该分析是用快速傅立叶算法实现的。
间断的数据不能用该方法分析。
圆度定义表
参数显示名称符号标准定义
峰谷值RONt ISO
12181-1(
草案) 1998
8.1为测量图形上数据点与参考圆LS,MC,MI和MZ偏离的最大值和最小值的差值。
峰值RONp无8.2测量数据点距参考圆的最大值。峰值位置用角度显
示。仅适用LS参考圆。
峰位置RONp Pos
谷值RONv无8.3测量数据点距参考圆的最小值。谷值位置用角度显
示。仅适用LS参考圆。
谷位置RONv Pos
偏心Ecc TH定义参考圆圆心与选定的基准轴(或点)的半径差值。
偏心角Ecc Pos TH定义偏心点与主轴的角度。
同心度Conc ISO 1101为一圆的直径,该圆由选定的图形中心绕选定的基准
点旋转产生。为偏心的两倍。
跳动Runout ISO 1101两个同心圆的径向间隔,这两个圆与基准轴(或点)
同心,并完全包容测量数据,即指示器读数的总变动
量。
最大坡度值Slope Max无TH定义半径相当于角度在一个角度窗口内的变化率,测量数
据每一个窗口位置均计算并被储存。最大坡度值为其
中的最大值。
平均坡度Slope Average无TH定义平均坡度为存储的坡度值的平均值。
窗口角度Slope Window无TH定义坡度限定因子-操作者选定角度范围,在该角度范围
内进行坡度计算。
最大坡度角度
位置
Slope Pos无TH定义最大坡度窗口的角度位置。
DFTC值DFTC无TH定义计算并存储在测量数据每一个窗口位置相对于参考
中心的径向偏离量。DFTC值是指其中的最大值。DFTC窗口角度DFTC Window无TH定义操作者选定的角度范围,在该角度范围内进行径向偏
离的计算。
DFTC角度位置
半径
DFTC Pos无TH定义最大DFTC窗口的角度位置。
半径Radius R参考圆的半径。该值取决于横臂的标定,仅供参考。Z高度Zht无测量面的Z向高度
分析数据的百
分比
Profile Incl无被分析的数据所占的百分比。
SJ-201手册(粗糙度仪操作手册)2
1、电源的开/关开电源:按下 (POWER/DATA)键。 关闭电源:如果使用交流电源或自动睡眠功能没打开按下 (REMOTE)键。如果使用内置电池并且自动睡眠功 能已打开机器会自动关机。 2、SJ-201各功能键的说明图解
仪器校正 说明:1、按下(CAL/STD/RANG)键,屏幕出现CAL字和闪动的参考数值,与所用的标准块上的值对照,如不一样,请使 (REMOTE)键移动光标,使用(CUTOFF)和(mm/inch 键改变数值,使他和标准样板上的数值一样。 2、按下(N/ENT)键 3、按图所示放置好粗糙度仪和标准样板。 4、按下(START/STOP)键进行测量。 5、测量完成后按下(N/ENT)键,完成整个校正过程。
测量 放好工件和仪器,按下(START/STOP)键,就开始测量,并自动获得结果。 转换测量结果显示参数 按下(PARAMETER)键就可实现参数转换。
改变测量状态 1、在测量状态下按下(CUTOFF)键,截取长度可在 0.25---0.85---2.5mm之间变换。 2、改变取样长度 在测量状态下按下(N/ENT)取样长度在X1--X3--X5--L之间转换(如:0.8 X 1、0.8 X 3、0.8 X 5,L是直接输入取样长度。)
, 3、改变测量轮廓 1/在测量状态下按下(CURVE/FILTER/TOL/CUST )键 进入轮廓设定状态。(显示CRV 和闪动的轮廓代号) 2/按(CUTOFF )或(mm/inch )键改变轮廓代号。 每次按动轮廓代号会按照一定顺序改变: SJ-201P :P--r--d--P SJ-201M :P--r--CnO--P 3/按下(N/ENT )键输入新设定。 粗糙度测量方法 1、仪器的正确摆放 如图:驱动器应该与 工件 垂直,并紧贴工件表面。 2、传感器测头需水平于被测 表 面。
粗糙度仪使用说明书
粗糙度仪使用说明书
简 介 粗糙度仪又称为便携式粗糙度仪、粗糙度表面测量仪、粗糙度仪价格、粗糙度仪厂家、表面粗糙度测量仪、表面粗糙度测试仪、粗糙度检测仪、机加工粗糙度测试仪、粗糙度测试仪厂家、粗糙度测试仪价格、袖珍表面粗糙度仪,数字式粗糙度仪,便携式粗糙度检测仪,表面粗糙度测定仪,数显粗糙度仪,手持式粗糙度检测仪,金属表面粗糙度测量仪,粗糙度测试仪,便捷式粗糙度仪,数字式表面粗糙度仪,数显粗糙度测试仪,便携式粗糙度测试仪,袖珍式表面粗糙度仪价格,袖珍式表面粗糙度仪,便携式粗糙度测量仪,便携式表面粗糙度仪,表面粗糙度检查仪,手持式粗糙度测量仪、手持式粗糙度仪、便携式粗糙度仪、精密粗糙度测试仪、袖珍式粗糙度测量仪、袖珍式粗糙度检测仪、表面粗糙度检验仪、手持粗糙度测量仪、表面粗糙度检查仪、手持粗糙度仪、手持式粗糙度测量仪、高精度粗糙度仪是适合于生产现场环境和移动测量需要的一种手持式仪器,可测量多种机加工零件的表面粗糙度,可根据选定的测量条件计算相应的参数,并在显示器上显示出全部测量参数和轮廓图形。该仪器它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。测量参数符合国际标准并兼容美国、德国、日本、英国等国家的标准。适用于车间检定站、实验室、计量室等环境的检测。
一、概述 OU1300型表面粗糙度测量仪是适合于生产现场环境和移动测量需要的一种手持式仪器,可测量多种机加工零件的表面粗糙度,可根据选定的测量条件计算相应的参数,并在显示器上显示出全部测量参数和轮廓图形。该仪器它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。测量参数符合国际标准并兼容美国、德国、日本、英国等国家的标准。适用于车间检定站、实验室、计量室等环境的检测。 1.1 主要特点 ●机电一体化设计,体积小,重量轻,使用方便; ●采用 DSP 芯片进行控制和数据处理,速度快,功耗低; ●大量程,多参数 Ra,Rz,Rq,Rt。 ●高端机器增加 Rp,Rv,R3z,R3y,RzJIS,Rsk,Rku,Rsm,Rmr 等参数; ●128×64 OLED 点阵显示器,数字/图形显示;高亮无视角; ●显示信息丰富、直观、可显示全部参数及图形; ●兼容 ISO、DIN、ANSI、JIS 多个国家标准; ●内置锂离子充电电池及充电控制电路,容量高、无记忆效应; ●有剩余电量指示图标,提示用户及时充电; ●可显示充电过程指示,操作者可随时了解充电程度 ●连续工作时间大于 20 小时 ●超大容量数据存储,可存储 100 组原始数据及波形。 ●实时时钟设置及显示,方便数据记录及存储。 ●具有自动休眠、自动关机等节电功能 ●可靠防电机走死电路及软件设计 - 1 -
真圆度测定仪说明书
2仪器的设置 F面介绍RA-116系列产品的设置环境和仪器的连接方法。 2. 1设置环境的选择 使用环境对RA-116系列产品的测定功能有一定影响,因此设置仪器时要注意以下几点; -设置在无振动、无灰尘、无油污而且温度变化较小,相对稳定的场所。 -避免选择温度急剧变化的场所,适合在20C± 10C的温度范围内使用。 ?保存温度最好维持在—10 C ~60 Co ?避免在温度过高的场所使用。(湿度85%X下,在封闭的地方) -选择使用额定电压的90~110%之间的电源。 -采用高精度测试仪进行测量时,要注意避免振动和空气流动的影响。 2. 2仪器的摆放 2.2.1仪器的摆放布局 主体部分以及空气过滤器部分的摆放布局,请参照下图。 2.2.2导线的连接方法 请根据下图连接导线。 仪器在发热、冒烟、焦味等异常状态下继续使用,有导致火灾或通电的危险。因此在使用时发生异常现象,请立即切断电源、拔掉电源插头。然后联系代理商或者营业所。 2.2.3调整桌面(工作台,载物台)的安置 注意以下操作请在规定大气压下进行。如在非规定大气压下进行操作,会损伤空气轴承。 拆卸固定板(请参照示意图)。 备注:在运送此仪器时要用到固定板,请保管好固定板。 工作台的CX CY两个角扭向左扭转,使工作台易置入中心轮。 CX角扭方向一致。 工作台安置到中心轮时,使中心轮的’?’标记和工作台的 插入酸化银电池(适用于RA-116D产品)
如图示,在工作台上固定的4个电池盒中插入酸化银电池。
A )在测头倾斜的状态下进行测量,必须重新调整测头尖端与 R 轴中心对齐。 电池的使用年限通常为 1?2年。 如果,显示屏(LCD 有显示“ B”字样,表示电池电量不足。这时,请立即更换电池。 224调主机部分的水平 请根据以下的顺序,调整主机的水平度。 在供给压缩空气的状况下、主机接入电源 。CRT 画面设定到如下图所示位置。 在工作台上放置水平调整器,在下图的※标记处进行水平调整。在调出水平后, 他2点作为辅助轻轻摁一下。 3检测单元的调整 3.1检测器的调适 轴,请按以下顺序操作。 检测器的调整有两种方法:水平调整和平面调整。 (1) 水平调整 -竖直放置检测器支架(如图),调出工作台的中心。 -使工作台静止不动。 -如图转动调整螺丝,将检测器移至位移最大处。 按顺时针方向转动调整螺丝,测头将向外移动 。 -提高放大率再按上面的顺序反复操作。 注意 直径微小、测量精度要求比较高的工件,使用水平调整。 (2) 平面调整 -横放检测器 -测头尖端对齐 R 轴的中心位置。 2. 检测器支架和检测器按下图组装。 3. 检测器尽可能设置在桌面的外围。 4. 使工作台旋转时刻度尺偏转在 5微米以内的状况下,慢慢的提高放大率, 调出水平。 1. 5. 检测器的测头和 R 轴的中心轴不对齐,会产生误差。 要对齐测头尖端和 R 轴的中心
食品检验工(初级)试题一
线 此 名 姓 过 超号 证 考 准准 不 称 名题位 单 答 生 区 地 考 国家职业技能鉴定统一试卷 食品检验工(初级)理论考试试题 (考试时间:90分钟) 注意事项 1.首先按要求在试卷的标线处填写您的姓名、考号和所在单位名称; 2.请仔细阅读各种题的回答要求,在规定的位置填写您的答案; 3.不要在试卷上乱写乱画,不要在标封处填写无关内容。 一、判断题(正确的画√,错误的画×,共30题,每题1分,共30分) 1.检验用水在未注明的情况下可以用自来水。() 2.基准试剂规定采用浅绿色标签。() 3.高纯试剂主要用于常量分析中试样的分解及试液的制备。() 4.浓碘液应选择棕色玻璃瓶避光贮存。() 5.采样时必须注意样品的生产日期、批号、代表性和均匀性。() 6.干灰化法常用于样品中金属元素的测定。() 7.消化的同时,应作空白试验,以消除样品中杂质的干扰。() 8.挥发酸的分离常用水蒸气蒸馏法进行分离。() 9.掩蔽法可在不经过分离干扰成分的操作下消除其干扰作用。() 10.准确称取是指用精密天平进行的称量操作,其精度为±0.1mg。() 11.偏差越小,平行测定的测得值越接近,准确度越好。() 12.由电路引起的火应首先切断电源再进行灭火。() 13.指导性技术文件是指生产、交换、使用等方面,通过经济手段或市场调节 而志愿采用的一类标准。() 14.葡萄酒酒精度允许公差为±1.0 %(ψ)。() 15.玻璃电极清洗处理后应在水中浸泡24h以上才能使用。() 16.啤酒的总酸是用中和100ml脱气啤酒至pH=7.0所消耗1.000mol/L的氢氧 化钠标准溶液的体积(ml)表示。() 17.样品的白度是指样品对蓝光的反射率与标准白板对蓝光的反射率的比值。() 18.量筒和移液管都可用烘箱干燥。() 19.滴定管读数时应双手持管,保持与地面垂直。() 20.滴定管、移液管和容量瓶的标称容量一般指15℃时的容积。() 21.天平、滴定管等计量仪器,使用前不必经过计量鉴定就可使用。() 22.滴定的终点和等量点不一致时,两者之间的差值称为滴定误差() 23.酸碱指示剂本身都是有机弱酸或有机弱碱。() 24.用酸度计测定溶液的pH时,指示电极为甘汞电极,参比电极为玻璃电极。() 25.检验中所使用的各种器皿必须洁净,否则会造成结果误差。() 26.乳稠计的度数,以牛乳表面层与乳稠计的新月形表面的最低点为准。() 27.滴定管滴定操作之前应先排气,使下端出口管也充满溶液。() 28.红外线干燥法只适合于热稳定性不好或受热表面易结壳的样品的测定。() 29.一般高形称量瓶用作测定水分或在烘箱中烘烤基准物。() 30.一般酱油要求pH值在4.6-4.8之间。() 得分评分人 二、单选题(请将正确的答案的字母填入题内的括号中,每题只有1个正确答案, 共40题,每题1分,共40分) 1.最常用的化学试剂是()。 A.基准试剂 B.分析纯试剂 C.优级纯试剂 D.化学纯试剂 2.食品检验的基础步骤为()。 A.样品的处理→取样或样品的采集→样品的分析检验→分析结果的记录与处理 B.取样或样品的采集→样品的处理→样品的分析检验→分析结果的记录与处理 C.取样或样品的采集→样品的分析检验→样品的处理→分析结果的记录与处理 D.样品的处理→样品的分析检验→取样或样品的采集→分析结果的记录与处理 3.对某些具有一定蒸汽压的有机成分,常用()进行分离。 A.水浴蒸馏法 B.减压蒸馏法 C.加压蒸馏法 D.水蒸气蒸馏法 4.以下误差中属于系统误差的是()。 A.仪器误差 B.操作者的主观误差 C.标准试剂 D.操作失误 5.可见光吸收分光光度法测定啤酒色度时,测定波长为()。 A.457nm B.430nm C.520nm D.680nm 6.优级纯试剂的标签颜色为()。 A.浅绿色 B.绿色 C.红色 D.蓝色 13.果酒中固形物的质量标准为()。 A.白葡萄酒为≥17.0g/L B.桃红葡萄酒为≥15.0g/L C.红葡萄酒为≥17.0g/L D.味美思葡萄酒为≥15.0g/L 14.准确量取溶液2.00mL时,应使用()。 A.量筒 B.量杯 C.移液管 D.滴定管 15.在天平盘上加10mg的砝码,天平偏转8.0格,此天平的分度值是()。 A.0.00125g B.0.8mg C.0.08g D.0.01g 16.下面不宜加热的仪器是()。 A.试管 B.坩埚 C.蒸发皿 D.移液管 17.用气化法测定某固体样中的含水量可选用()。 A.矮型称量瓶 B.表面皿 C.高型称量瓶 D.研钵 18.不能用于分析气体的仪器是()。 A.折光仪 B.奥氏仪 C.电导仪 D.色谱仪 19.配制酚酞指示剂选用的溶剂是()。 A.水—甲醇 B.水—乙醇 C.水 D.水—丙酮 20.酸度计使用前必须熟悉使用说明书,其目的在于()。 A.掌握仪器性能,了解操作规程 B.了解电路原理图 C.掌握仪器的电子构件 D.了解仪器结果 21.根据电磁力补偿工作原理制造的天平是()。 A.阻尼天平 B.全自动机械加码光电天平 C.电子天平 D.工业天平 22.通常情况下,在分光光度计中,()不是导致偏离朗伯-比尔定律的因素。 A.吸光物质浓度>0.01mol/L B.显色温度 C.单色光不纯 D.待测溶液中的化学反应 23.酸式滴定管尖部出口被润滑油脂堵塞,快速有效地处理方法是()。 A.在热水中浸泡并用力下抖 B.用细铁丝通并用水洗 题号一二三总分 得分 得分评分人
激光测径仪说明书
LDM激光外径测控装置 一、概述 LDM外径测控装置是采用激光扫描原理进行非接触在线测量的高精度测控装置,主要应用于各种电线、电缆、管材的生产线中,对外径进行测量并调节挤出机螺杆速度或牵引机速度,达到控制外径的目的。也可应用于加工工件的外径和尺寸测量。配以辅助装置可用于各种回转体的锥度、圆度、轴向跳动等的测量。 LDM系列各型号适用范围: LDM-□□:普通型,在单方向测量外径 LDM-□□XY:XY型,同时在两个方向测量外径 二、性能指标 测量范围及精度(单位为mm): 型号测量范围分辨率重复性非线性 LDM-250--25 0.001 0.001 0.005 LDM-50 0--50 0.001 0.002 0.01 LDM-25XY 0--25 0.001 0.001 0.005 测量方式:激光扫描法 激光器:红色可视半导体激光器 激光器输出功率:〈2mW 工作电压:~220V±15%50--60Hz 工作温度:-10~40℃ 环境湿度:<85%RH 工作方式:连续 耗电:<30W 外形尺寸:测量头(不含支架)465mm(长)X80mm(宽)X165mm(高) 显示控制单元320mm(宽)X280mm(深)X120mm(高) 三、安装与调整 1、测量头的安装 ①打开包装箱,按装箱单检查各附件是否齐全。 ②选择安装位置: 安装在冷却水槽前(见图一),优点是测量和反馈及时,测出误差及时调整。缺点是显示值是电线、电缆、管材外径的热态值,但可以用标定消除这一误差(见四、2节)。注意安装时要去掉导轮架,还要注意左右要留出足够的空间。
安装在冷却水槽和吹干机后(见图二),优点是显示结果是成型后的值,缺点是反应速度慢,反馈滞后较大,电线、电缆、管材表面有较厚水膜时会影响测量精度。 ③把测量头装到机架上。 ④左右移动整体,使被测物对准导轮。上下移动测量头,使被测物与导轮接触,拧紧支架上的固定螺钉。如果装在水槽前,要去掉导轮。正确安装后,测量状态下测量头的位置指示器的中间灯应亮,否则应该调整测量头的上下位置。 2、显示控制单元的安装和电缆连接 首先按图三在控制柜的适当位置开孔,把DDC-II显示控制单元插入开孔内,用四个M6螺丝把面板固定。然后把通讯电缆(两端带有航空插头)一端的航空插头插入显示控制单元后面板上标有“通讯接口”的航空插座上,通讯电缆另一端的航空插头插入测量头的航空插座上。最后插上电源插头,安装即结束。如需要对生产设备进行反馈控制或采集模拟信号,要把控制电缆的航空插头插入显示控制单元后面板上标有“控制输出”的航空插座上。 控制线的连接原理如图四所示,首先把生产设备上的调速电位器中心抽头与调速器的速度给定端之间的连线切断,把控制电缆的绿线焊接到电位器的“COM”端,红色 线焊接到电位器的中心抽头,黄色线焊接到调速器的速度给定端。如果要纪录或采集模拟量信号,把纪录仪的信号输入端与控制电缆的红线相连,记录仪的信号公共端与绿线
重质碳酸钙检验作业指导书
1. 检测项目 1.1 CaCO3含量的测定 1.2 盐酸不溶物的测定 1.3 白度(R457)的测定 1.4 粒径的测定 1.5 细度的测定 1.6 水份的测定 1.7 黑液的测定 1.8 游离碱含量的测定 1.9 重金属含量的测定 1.10 碱金属及镁含量的测定 1.11 钡含量的测定 1.12 砷含量的测定 1.13 硫化物检测方法 1.14 还原性硫的的测定 1.15 粘度的测定 1.16 PH值的测定法 1.17 铁(Fe)含量的测定 2. 抽样方法 按GB/T 6678—1986的66规定确定采样单位元数进行采样。采样时,将每车货按五个方位抽20袋,采样器自包装袋的中心垂直插入至料层深度的3/4处采样。每袋采样量为100 g 左右。将采得的样品混匀后,按四分法缩分至不少于500g,分装于两个清洁干燥样品代中,密封。代上粘贴标签,注明:产品名称、批号、日期和采样者姓名。一代用于检验,另一代保存三个月备查。并做好产品化验单。 3.检测方法 3.1碳酸钙含量的测定 称量0.6g(精确到0.0001g)烘干到恒重的试样置于烧杯中,用少量水润湿,盖上表面皿,缓缓加入盐酸(1:1)溶液至试样完全深解,加50ml水,用中速滤纸过滤,滤液和洗液一并收集于250ml的容量瓶中,加水至刻度,摇匀,移取25ml置于锥形瓶中,加5ml三乙醇胺(1:3)和25ml水,用100g/NaOH溶液5ml中和后加入少量钙指示剂,再滴加NaOH 溶液至酒红色出现,并过量0.5ml,用乙二胺四乙酸二钠标准溶液C(EDTA)=0.02mol/l滴定至溶液由酒红色变为纯蓝色。 结果表示:X2=(C×V×0.1001)÷MX×100=(100×C×V)÷M 式中:X2:CaCO3百分含量(%) C:乙二胺四乙酸二钠标准C(EDTA)的浓度(mol/l) V: 滴定中消耗乙二胺四乙酸二标准溶液的体积(ml) M: 试样绝对干重(g) 0.1001: 与1毫摩尔乙二胺四乙酸二钠相当的碳酸钙的质量(g) 允许差:两次平行测定结果之差不大于0.2%,取其算术平均值为测定结果。结果保留两位小数。 3.2 盐酸不溶物的测定
TR260粗糙度仪使用说明书
1概述 TR260粗糙度仪是时代公司推出的一款便携式高精度仪器,该仪器的便携性即适用于生产现场,其高精度也能满足计量实验室的使用。可测量多种机加工零件的表面粗糙度,根据选定的测量条件计算相应的参数,在液晶显示器上清晰地显示出全部测量参数。 特点: 多参数测量:Ra、Rz、Rp、Rsm、Rt、Rmr(tp)、Rz1max、Rsk、RPc、Rda; 高精度电感传感器; 2RC、GAUSS二种滤波方式; 128×64 点阵液晶,可显示全部参数; 碱性9V电池一个,连续工作时间≥4小时; 机电一体化设计,体积小,重量轻,使用方便; 连接专用打印机,可打印全部参数及轮廓图形; 内置标准RS232接口,可与PC机通讯; 具有自动关机、记忆; 可选配沟槽、小孔、斧型、靴型等九种传感以及测量平台、支架等方便用户对不同形状粗糙度测量的附件、配件。 1.1 测量原理 测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC机进行通讯。 1.2 标准配置
1.3 仪器各部分名称 主机部分 电池 显示屏 信号线选择键 电池仓 RS232接口 测量键打印键 翻页键
传感器及连接部分 传感器测头部分传感器信号线驱动轴 信号线接头 感器插入口 升降滑块升降架传感器夹持体 升降架紧固螺栓 升降架转向孔
WSB一Ⅵ型智能白度测定仪使用说明书
WSB一Ⅵ型智能白度测定仪使用说明书 一、用途概述 我公司拥有从1990年第一代白度仪面市至今20余年的制造经验,现全新推出第六代“WSB-VI型智能白度测定仪”。它采用最新半导体光源技术,使用寿命达10万小时(免 除您更换和维修烦恼),仪器不再发热,可24小时连续开机,节能环保、自动校正,仪器稳定性、可靠性、光源寿命等指标得到了极大提高。该仪器用于测量物体表面的兰光白度,技术性能符合JB/T9327-1999白度计标准,测定结果数码显示,也可用打印机将数据打印出来(打印机为选配件由用户根据需要自行选择),操作简便、精度高。适用于面粉、淀粉、米粉、食盐、纺织品、印染、化纤、塑料、瓷土、滑石粉、白水泥、涂料、油漆、陶瓷、搪瓷、纸张、纸浆等行业需对产品白度进行测定的部门。 二、工作原理 仪器利用积分球实现绝对光谱漫反射率的测量,其光学原理(见图一)是使用半导体光源发出的兰色光线直接进入积分球,兰色光线在积分球内壁漫反射后,照射在测试口的样品上,由样品表面反射的光谱经聚光镜、光栏、滤色片组后由硅光电池接收转换成电信号;另有一路硅光电池接收球体内的基底信号。两路电信号分别放大,并由单片机处理后,实现自动校零、工作白板校准、样品测试的系统功能,用户可非常简便地使用该仪器进行各种样品的白度测试。 图一仪器光学原理图 三、仪器技术参数 1、漫射照明垂直探测方式( d/o)。本仪器符合GB3978-83:标准照明体和照明观测条件,模拟D65照明体照明,采用d/o照明观测几何条件,漫射球直径①120mm,测量孔直径①20mm,设有光吸收器,消除了试样镜面反射光的影响。 2、照射光源:半导体光源 3、测量方式:反射 4、重复性≤0.1 5、示值漂移≤0.1
粗糙度仪操作过程
粗糙度仪操作过程 一、准备 1、准备好待测产品和仪器,待测产品要求表面清洁无脏污,仪器表面无灰尘及异物; 2、粗糙度仪放置在花岗岩平台上并保持水平位置; 3、检测粗糙度仪器探头,要求探头无损伤,表面无异物。 二、操作 1、插上电源,打开粗糙度仪开关; 2、将校准片放置在倾斜工作台的V槽内,调整高度,保证传感器导头及测针与被测面接触良好,点击“样板测量”,传感器在样板表面滑行,样板的粗糙度波形及测量值显示在“实测Ra值”提示框中;观察被测波形,如果与所提供的样板相符合,则在“样板Ra”提示框中输入样板值,选择“校准确认”,则仪器的偏差会自动校准,如果被测波形与之不相符,则检查传感器安装是否正确。(标准传感器用玻璃样板校准,曲面传感器用金属样板校准) 3、测量分三种情况:基本测量,高级测量,曲面测量。 对于测量轨迹为直线的试件用基本测量档或高级测量档,对标准传感器来说,只能用基本测量档。高级测量档与基本测量档的区别在于,高级测量档显示的参数比基本测量档的多,但在常规测量中,不推荐使用高级测量。 4、具体步奏: (1)将零件放置在倾斜工作台的V槽内,调低传感器与零件测量面平行且保证传感器导头及测针与被测面接触良好; (2)根据检测要求,选择截止波长和评定长度; (3)点击“测量开始”,仪器自动进行一次测量; (4)测量完毕,零件表面的粗糙度波形粗糙值显示在相应的提示框中; (5)测量结果(包括零件名称、测量人、测量日期、截止波长、测量长度、测量结果等)自动保存到当前测量日历时间。 三、结束 1、关闭仪器电源,取出检测部分; 2、收拾好实验品,摆放好仪器。 备注: 1、Ra:轮廓算数平均偏差,在取样长度内轮廓偏距的算术平均值。 2、Rz:轮廓不平度十点高度,在取样长度内5各最大的轮廓峰值的平均值与5个最大的轮廓谷深的平均值之和。 3、Ry:轮廓最大高度,在取样长度内轮廓峰顶线和轮廓谷底线之间的距离。 4、λc:取样长度,0.2 5、0.8、2.5mm(实验中平面取2.5mm),评定长度1-5λc(实验中取4-5λc) 5、tp:轮廓支承长度率:在取样长度内,一平行于中线与轮廓相截所得到的各线段截线长度之和bp与取样长度l之比。
真圆度测定仪说明书
2仪器的设置 下面介绍RA-116系列产品的设置环境和仪器的连接方法。 2.1设置环境的选择 使用环境对RA-116系列产品的测定功能有一定影响,因此设置仪器时要注意以下几点;·设置在无振动、无灰尘、无油污而且温度变化较小,相对稳定的场所。 ·避免选择温度急剧变化的场所,适合在20℃±10℃的温度范围内使用。 ·保存温度最好维持在-10℃~60℃。 ·避免在温度过高的场所使用。(湿度85%以下,在封闭的地方) ·选择使用额定电压的90~110%之间的电源。 ·采用高精度测试仪进行测量时,要注意避免振动和空气流动的影响。 2.2仪器的摆放 2.2.1 仪器的摆放布局 主体部分以及空气过滤器部分的摆放布局,请参照下图。 2.2.2 导线的连接方法 请根据下图连接导线。 仪器在发热、冒烟、焦味等异常状态下继续使用,有导致火灾或通电的危险。因此在使用时发生异常现象,请立即切断电源、拔掉电源插头。然后联系代理商或者营业所。 2.2.3 调整桌面(工作台,载物台)的安置 以下操作请在规定大气压下进行。如在非规定大气压下进行操作,会损伤空气轴承。○1拆卸固定板(请参照示意图)。 备注: 在运送此仪器时要用到固定板,请保管好固定板。 ○2工作台的CX、CY 两个角扭向左扭转,使工作台易置入中心轮。 ○3工作台安置到中心轮时,使中心轮的‘●’标记和工作台的CX 角扭方向一致。 ○4插入酸化银电池(适用于RA-116D产品) 如图示,在工作台上固定的4个电池盒中插入酸化银电池。 1
电池的使用年限通常为1~2年。 如果,显示屏(LCD)有显示“B”字样,表示电池电量不足。这时,请立即更换电池。 请根据以下的顺序,调整主机的水平度。 1.在供给压缩空气的状况下、主机接入电源。CRT画面设定到如下图所示位置。 2.检测器支架和检测器按下图组装。 3.检测器尽可能设置在桌面的外围。 4.使工作台旋转时刻度尺偏转在5微米以内的状况下,慢慢的提高放大率,调出水平。 5.在工作台上放置水平调整器,在下图的※标记处进行水平调整。在调出水平后,其他2点作为辅助轻轻摁一下。 3 检测单元的调整 3.1检测器的调适 检测器的测头和R轴的中心轴不对齐,会产生误差。要对齐测头尖端和R轴的中心轴,请按以下顺序操作。 检测器的调整有两种方法:水平调整和平面调整。 (1)水平调整 ·竖直放置检测器支架(如图),调出工作台的中心。 ·使工作台静止不动。 ·如图转动调整螺丝,将检测器移至位移最大处。 按顺时针方向转动调整螺丝,测头将向外移动。 ·提高放大率再按上面的顺序反复操作。 直径微小、测量精度要求比较高的工件,使用水平调整。 (2)平面调整 ·横放检测器 ·测头尖端对齐R轴的中心位置。 A)在测头倾斜的状态下进行测量,必须重新调整测头尖端与R轴中心对齐。
白度仪的使用方法
WSB——V智能白度测定仪 一、概述 白度仪用于测量物体表面的兰光白度,测定结果数码显示。仪器操作简便,测量精度高。适用于面粉、淀粉、米粉、食盐、纺织品、印染、化纤、塑料、瓷土、滑石粉、白水泥、涂料、油漆、搪瓷、陶瓷、纸张、纸浆等需对产品白度进行测定的部门。 二、工作原理 仪器利用积分球实现绝对光谱漫反射率的测量。由光源发出的兰紫色光线,进入积分球,光线在积分球内壁漫反射之后,照射在测试口的试样上,由试样反射的光线经聚光镜、光栏杆、滤色片组后由硅光电池接收,转换成电信号。另有一路硅光电池接收球体内的基底信号。两路信号分别放大,混合处理,测定结果数码显示。 三、操作方法 1、开机:接通电源,显示器从120.0开始倒计时,两分钟后显示标准白板背面的标准值。 2、调零:将黑筒放入试样口,按较零,3秒后显示0.0。 3、校准:取下黑筒,将工作白板放入试样口,按校准,3秒后显示工作白板的白度值。 4、测定:将待测物品放入试样口,显示的数值为该物品的白度值。 5、粉样样品的制备:将粉样盒用干净的刷子刷干净,在压盖中放入毛玻璃,旋紧粉样盘,将待测样品轻轻放入粉样盒中并刮去多出平面的部分,放上压块,旋上压粉器,顺旋把手,到听见嗒嗒的响声即认为样品已经压实,逆旋把手720°,旋出压粉器,取出压块,盖上塑料底盒,翻转粉样盒,旋下压盖,揭开毛玻璃,将粉样盒放入试样口,显示的数据即为样品的白度。
四、校准处理 当工作白板与仪器原配白板的白度不一致时,依选位和升数来校准仪器。 1、选位:按选位,三位显示器中某一位会更亮,再按选位,更亮位会左移。 2、升数:按升数,更亮的某一位数会上升,继续按升数,到要求为止。显示的数与白板的背面的值一致时,将白板放入试样口,按校准,3秒后显示器显示工作白板的白度值。6、操作流程:开机→2分钟后→装上黑筒→按较零→3秒后→取下黑筒,装上标准白板→按校准→3秒后→取下白板→装上样品后显示的数据为样品的白度值。 五、注意事项 1、仪器使用环境应干燥清洁,工作台平整、平稳。 2、仪器有良好的接地,确保安全。 3、更换保险丝:拉开电源插座下面的小盒,有两粒保险丝,取出靠里面的一粒,将外面的一粒移入并还原。 4、工作白板表面保持清洁,防止划伤,如表面有污迹,可用干净脱脂棉蘸无水乙醇擦洗,干燥后使用。 5、黑筒用完倒着放,防止异物进入。
表面粗糙度仪的原理
OU1300 表面粗糙度仪的原理 使用说明书
一、概述 OU1300型表面粗糙度测量仪是适合于生产现场环境和移动测量需要的一种手持式仪器,可测量多种机加工零件的表面粗糙度,可根据选定的测量条件计算相应的参数,并在显示器上显示出全部测量参数和轮廓图形。该仪器它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。测量参数符合国际标准并兼容美国、德国、日本、英国等国家的标准。适用于车间检定站、实验室、计量室等环境的检测。 1.1 主要特点 ●机电一体化设计,体积小,重量轻,使用方便; ●采用 DSP 芯片进行控制和数据处理,速度快,功耗低; ●大量程,多参数 Ra,Rz,Rq,Rt。 ●高端机器增加 Rp,Rv,R3z,R3y,RzJIS,Rsk,Rku,Rsm,Rmr 等参数; ●128×64 OLED 点阵显示器,数字/图形显示;高亮无视角; ●显示信息丰富、直观、可显示全部参数及图形; ●兼容 ISO、DIN、ANSI、JIS 多个国家标准; ●内置锂离子充电电池及充电控制电路,容量高、无记忆效应; ●有剩余电量指示图标,提示用户及时充电; ●可显示充电过程指示,操作者可随时了解充电程度 ●连续工作时间大于 20 小时 ●超大容量数据存储,可存储 100 组原始数据及波形。 ●实时时钟设置及显示,方便数据记录及存储。 ●具有自动休眠、自动关机等节电功能 ●可靠防电机走死电路及软件设计 - 1 -
●显示测量信息、菜单提示信息、错误信息及开关机等各种提示说明信息; ●全金属壳体设计,坚固、小巧、便携、可靠性高。 ●中/英文语言选择; ●可连接电脑和打印机; ●可打印全部参数或打印用户设定的任意参数。 ●可选配曲面传感器、小孔传感器、测量平台、传感器护套、 接长杆等附件。 1.2 测量原理 本仪器在测量工件表面粗糙度时,先将传感器搭放在工件被测表面上,然后启动仪器进行测量,由仪器内部的精密驱动机构带动传感器沿被测表面做等速直线滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度会引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏检波器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP 芯片对采集的数据进行数字滤波和参数计算,测量结果在显示器上给出,也可在打印机上输出,还可以与PC 机进行通讯。 1.3 仪器各部分名称 传感器 - 2 -
白度仪的使用方法
白度仪的使用规范 一、开机 1、仪器应安放在稳固的水平台面上,防止震动。 2、电源插座接地端应可靠接地。 3、按下仪器后面的电源开关(显示48b),预热约2分钟。 二、置数 仪器出厂时除“定量”值不确定外,已置入1号工作板R457标准值,R y标准值,荧光因数U= 。用户每次开机,如不需修改,可不必再进行置数,而直接进入第三步序——校 准。 1.R457标准值的置入 ①推进大小拉板到底。 ②用“标准值”、“”、“▲”、“↙”键置入1号工作板标准值,显示n XX.X。 2.R y标准值的置入 ①拉出小拉板到底、大拉板仍推进到底。 ②用“标准值”、“”、“▲”、“↙”键置入1号工作板标准值,显示n XX.X。 3.荧光因数的置入 用“荧光因数”、“”、“▲”、“↙”键置入荧光因数值u,显示u X.XX。 4.定量的置入 用“定量”、“”、“▲”、“↙”键置入被测试样的定量值,显示g XX.X。 三、校准 1.R457校准 ①推进大小拉板到底。 ②调零 试样托上放黑筒,顺序按“调零”、“↙”键,显示0. 0.0,调零完毕,取下黑筒。 ③调准 试样托上放1号工作板,顺序按“调准”、“↙”键,显示G XX.X(XX.X为1号工作板R457标准值),调准完毕,取下1号工作板。 ④调荧光 如被测试样不含荧光增白剂,本步序可省略。 试样托上放3号工作板,按“测定键”,显示r XX.X。 a) 若显示值与3号工作板标准值相等(以相差不超过0.3为好),则荧光已调准,取下3号工作板。 b) 若显示值小于3号工作板标准值,则顺时针方向移动大拉板旁的荧光调节螺钉,同时将大拉 板再向里推进到底,按“测定键”,直到显示值等于3号工作板标准值,取下3号工作板。重 复上述调零、调准、调荧光步序。 c) 若显示值大于3号工作板标准值,则逆时针方向移动大拉板旁的荧光调节螺钉,按“测定键”, 直到显示值等于3号工作板标准值,取下3号工作板。重复上述调零、调准、调荧光步序。 2.R y校准 如不测定试样的绿色光漫反射因数R y、不透明度、透明度、光吸收系数和光散射系数、油墨吸收值等参数,本步序可省略。 ①拉出小拉板到底,大拉板仍推进到底。 ②调零 试样托上放黑筒,顺序按“调零”、“↙”键,显示0. 0.0,调零完毕,取下黑筒。
粗糙度仪操作规程
版本变更历史 文件审批栏
为确保公司之仪器的有效操作,避免因操作方法、操作步骤等失误而造成仪器的损坏、或因仪器的维 护不到位导致测试结果不精准,而产生产品的误测,特追溯至通用使用规程对本仪器制定正确的操作 规则。 2.0 范围适用于公司所生产的磨砂材料表面粗糙度测试。 3.0 引用文献手持式粗糙度仪使用说明书(随机附)。 4.0 仪器概述 4.1 工作原理 测量工件表面粗糙度时,将感应器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表 面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而杂相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进行数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,可以存储,也可以在打印机上输出。 4.2 仪器主体概述 4.4 显示屏使用界面
5.0 操作步骤 5.1 测量前准备 将传感器插入仪器底部的传感器连结套中 . 提示: 1. 传感器的触针是本仪器的关键零件 ,应给予高度重视。 2. 在进行传感器装卸的过程中 ,应特别注意不要碰及触针 ,以免造成损坏 ,影响测量 3.在安装传感器时 ,应特 别注意连接要可靠 . 5.2 测量步骤 步骤 图片 说明
将标准件(1.68 μm)放置在传感器下,调高机脚,进行校准 按启动键开始测量,传感器在被测表面上滑行,液晶屏的 采样符号“”动态逐级显示,表示当前仪器的传感器正在拾取 信号。当采样符号“ --- ”变为快速变动时,表示采样结束,正在 进行滤波及参数计算,测试完毕,本次测试结果显示在液晶屏上。 在测量状态时,除电源 校准完毕,本次测试结果显示在液晶屏上 键外,按其余键无效。 将被测物放置在传感器下,按启动键进行测试,步骤与校准一致。 测试完毕,按红色键,关闭仪器,卸下传感器保护套和机脚 7
圆度仪的使用方法【干货技巧】
圆度仪的使用方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 圆度仪(Roundness measuring instrument)是利用回转轴法测量圆度的长度测量工具。圆度仪是一种利用回转轴法测量工件圆度误差的测量工具。圆度仪分为传感器回转式和工作台回转式两种型式。测量时,被测件与精密轴系同心安装,精密轴系带着电感式长度传感器或工作台作精确的圆周运动。由仪器的传感器、放大器、滤波器、输出装置组成。若仪器配有计算机,则计算机也包括在此系统内。 那么,圆度仪的使用方法是是什么呢? 一、公共轴线法在被测元素和基准元素上测量多个横截面的圆,再将这些圆的圆心构造一条3D直线,作为公共轴线,每个圆的直径可以不一致,然后分别计算基准圆柱和被测圆柱对公共轴线的同轴度,取其最大值作为该零件的同轴度。这条公共轴线近似于一个模拟心轴,因此这种方法接近零件的实际装配过程。 二、直线度法在被测元素和基准元素上测量多个横截面的圆,然后选择这几个圆构造一条3D直线,同轴度近似为直线度的两倍。被收集的圆在测量时最好测量其整圆,如果是在一个扇形上测量,则测量软件计算出来的偏差可能很大。 三、求距法同轴度为被测元素和基准元素轴线间最大距离的两倍。即用关系计算出被
测元素和基准元素的最大距离后,将其乘以2即可。求距法在计算最大距离时要将其投影到一个平面上来计算,因此这个平面与用作基准的轴的垂直度要好。这种情况比较适合测量同心度。 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
数显白度仪操作及维护规程
文件编号SOP-HW-018-00数显白度仪操作及维护规程 页码1/2 主管部门:编制人:审核人:批准人:设备部 ??????分发部门设备部、质量部生效日期?? 1目的 建立数显白度仪的操作规程,以保证该仪器的合理使用和维护。 2范围 本规程适用于我司数显白度仪的使用操作过程与维护保养过程。 3职责 3.1质量部实验员须按照此规程进行操作和维护保养工作。 3.2设备部负责每年一次对数显白度仪及其配件进行外校。 4测试准备 4.1开机预热 接通电源线,开启仪器后边的电源开关,此时显示屏应有数字显示,预热30min。 4.2校零 用左手按下滑筒压板,用右手将黑筒放在试样座上,然后让滑筒升至测量口等显示值稳定后,调节面板上的调零旋钮,使显示屏显示为0.00。 4.3传递工作标板白度值 将黑筒取下,放上工作标准白板,等数显值稳定后调节面板上的校正旋钮,使显示值与标板上的白度值一致,取下工作标准白板,放上参比白板,等显示值稳定后记下白度值,以后作为样品测量时的标称值进行定标,然后将工作标准白板置入盛有硅胶的干燥器中保存。 4.4校正 每次样品测量前均需用黑筒及已经传递标准值的参比白板进行调零和校正。 5测量方法 5.1对于无荧光物体的白度测量 将仪器预热后,将待测样品放在试样座上,待显示值稳定后即可记下白度值。 6注意事项 6.1白板的核准 随机工作标准白板,应定期送上级计量单位或行业测试中心站进行核准,每年一次。 6.2滤光片、光电池、光源灯泡,严禁用手触摸,以免留下汗迹,影响光谱透过率,在使用较长日期后, 应用脱脂棉蘸上无水酒精,用镊子夹持,细心地擦去灯泡表面和滤光片表面的尘埃,然后用干燥的脱脂棉擦拭干净。
TR210粗糙度仪操作说明书
TR210手持式粗糙度仪使用说明书
1.概述 (1) 1.1测量原理 (1) 1.2标准配置 (1) 1.3仪器各部分名称 (2) 1.4基本连接方法 (3) 1.4.1传感器装卸 (3) 1.4.2电源适配器及电池充电 (3) 2.测量操作 (5) 2.1测量前的准备 (5) 2.2开机 (5) 2.3修改测量条件 (6) 2.3.1取样长度 (6)
2.4.2液晶背光 (7) 2.5功能选择 (8) 2.5.1测值存储 (8) 2.5.2读取存储值 (8) 2.5.3打印 (9) 2.5.4触针位置 (9) 2.5.5示值校准 (10) 3可选附件及其使用 (10) 3.1可调支脚及传感器护套 (10) 3.2测量平台 (11) 3.3接长杆 (12) 3.4磁性表座连接杆 (12) 3.5传感器 (13)
3.5.2TS110曲面传感器 (13) 3.5.3TS120小孔传感器 (14) 4.技术参数 (14) 4.1传感器 (14) 4.2驱动参数 (14) 4.3示值误差 (14) 4.4示值变动性 (15) 4.5显示内容 (15) 4.5.1符号 (15) 4.5.2参数 (15) 4.5.3提示信息 (15) 4.6轮廓和滤波器 (15) 4.7取样长度 (15) 4.8评定长度 (15) 4.9粗糙度参数和显示范围 (16) 4.10测量范围和分辨力 (16) 4.11电源 (16) 4.12温度/湿度范围 (16) 4.13外形尺寸和重量 (16) 4.14连接打印机 (17) 5.日常维护与保养 (17) 5.1故障处理 (17) 5.2故障信息 (17) 6.电池开关 (18) 7.参考资料 (18) 7.1轮廓和滤波 (18) 7.1.1轮廓 (18) 7.1.2滤波器 (19)
回转窑说明书
天津水泥工业设计研究院 编号:R2230—SM Φ4.8×72m回转窑 说明书 编制:邓军 校对:宫子杰 审核: 审定: 天津仕名机械装备有限责任公司 2004.06
回转窑说明书目录 序号内容页数一技术性能 二结构及工作原理概述 三安装要求 四铅丝试验法调整托轮装置 五液压推力挡轮系统 六试运转 七运转中的经常性维护 八运转中的异常现象、处理方法及安装注意事项 九停窑与起动 十润滑与冷却 十一检修 十二润滑项目表 十三易磨损件表
一、技术要求 窑体内径:4.8m 窑体长度:72m 斜度:(sinΦ)3.5% 支撑数:3档 生产能力:(配窑外预分解系统)5000t/d 转速: 用主传动:0.396~3.96r/min 用辅助传动:11.45r/h 传动电动机(单传动): 减速器: 大件起吊重量: 最大筒体大段节重量: 64.4t 轮带重量: 1×39.3t,1×53.3t,1×41.9t
减速器重量: 13.4t 挡轮装置重量: 10.2t 托轮轴承组重量: 37t 托轮和托轮轴组装件重量: 29.3t 托轮底座重量: 10.4t 大齿轮装置重量: 25.8t 回转窑总重(不含设备内部衬料) 800.8t 附:R2230.8回转窑配套安装工具 (一)基本配置 图号名称及规格数量总重量(kg)R2230.8-1 直尺 2 115.72 R2230.8-2 斜度规(3.5%) 2 6.32 R2230.8-3 平台 2 1.4 R2230.8.1 基础标高标志 12 22.44 R2230.8.2 筒体支撑及安装工具 15 8789 R2230.8.3 托轮中心距测量装置 2 8 R2230.8.4 大齿轮安装工具 4 151.6 (二)选择配置 图号与型号名称及制造厂家数量4405A 筒体径向变形仪(天津水泥工业设计研 1台 究院开发、无锡建材仪器厂制造) 6679轮带间隙仪(天津水泥工业设计研究院 1台