6300kN自动开卷落料机组
CVC冷轧机的介绍
• 压强:10bar
• 功率:5.5kw
• 高压泵
• 流量:180l/min
• 压强:280bar
• 功率:110KW
• 皮囊储能器:V=32L
•
V=10L
• 配管:不锈钢
高压系统
高压系统
• 控制位置: • 铝卷准备站 • 开卷机 • 入口段 • 轧机机架梯形板 • 出口段 • 卷取机 • 皮带助卷器 • 运卷小车 • 铝卷检查站
6. 轧辊: 工作辊:直径:max490 min450 辊身长度:2800 中间辊:直径:max560 min510 辊身长度:3100 辊身形状:CVC+辊型 支承辊:直径:max1400 min1300 辊身长度:2800
7. 轧制油喷射冷却系统:向辊缝供应轧制油,冷却工作辊, 选整性的冷却两个工作辊,利用辊身的温度变化控制带材 的板型。通过加热工作辊两边,减少边紧问题
润滑点:开卷机齿轮箱 (Q = 120 l/min) 轧机机架齿轮箱(Q = 300 l/min) 卷取机齿轮箱(Q = 160 l/min)
稀油润滑系统
稀油需求量:580l/min 流体:矿物油 油温:40℃ 油箱容积:15m³ 加热功率:4×18KW 油箱材质:碳钢带保护
冷却水入口Tmax:33℃ 冷却水需要量:50m³/h 冷却能力:170KW
低速段:7.8/180KN
• 带材张力
高速段:4.2/96KN
二、轧机设备组成介绍
• 准备站 • 入口侧 • 轧机本体 • 出口侧 • 卷取机 • 换辊装置 • 检查站 • 介质部分
准备站
• 准备站由开卷机、 压带辊、起头铲及 过渡台、夹送辊、 矫直单元、摆剪和 废料箱横移装置组 成。
1650纵剪技术

本次计划方案已归入以下各特有自动化省力系统及安全系统A.在自动化与省力化方面之特点1.钢卷自动上料( 从备料地点全自动进入正确工作地点)自动上料控制系统,不需输入欲上线钢卷之任何数据,仅需按押自动入料之单调按钮即由钢卷入料台车自动做中心对正并加载释片台( 放料机) 进入正确工作地点,此自动化之控制系统省却人工操作可防止操作员于目视时,有可能产生视觉上之误差或操作时之误动作而造成设备或资料之毁损。
(但对Φ610mm内径之钢卷没法全自动)当前开卷基本都采纳人工上卷,这与自动上卷对比更节俭时间,并且安全。
建议不用要采纳全自动上卷。
2.尾料自动通板( 及自动降速)每一钢卷之尾端一离开释片台即由感知器感觉并回绶至控制系统,全线即进入尾料模式之操作系统并做降速动作,第一导坑之起落平台依尾料回带之垂降高度做追踪上涨以防备尾料离开送料夹轮后急速坠落坑底或碰撞坑壁而造成尾料之损毁,可有效降低尾料长度提高成品产出率降低废料数目创建更高之运营收益。
3.长度自动控制可做定量分条或分件生产,由人机接口之触控屏幕输入钢卷有关尺寸数据,可做重量或长度之定量生产或均分件数生产,所生产之重量或长度达到设定值时,由控制系统做全线连锁、降速、刹车使生产值与设定值相等,使生产排程易于掌控。
4.全线自动同步( 卷取机自动保持必定之生产线速度)全线与产线有关之各主机由自动控制系统保持相对同步连动,各主机除了可各别微调以外,更由单调旋钮主控调整产线同步速度,此产线速度由卷取机做为主线速基准,本设备之生产速度由按下开始动作之按钮经各主机马达必需之加快斜率( 大概20~30秒) 即可达到规范内容之最高生产速度而稳固生产,卷取机之传动马达使用直流定马力马达或沟通向量马达,使成品卷取时之张力、扭力与速度均保持极高稳固性。
5.钢卷地点数字显示以数字显示钢卷于产线中心双侧之正确地点,易于掌控生产状况并以红外线显示卷边地点。
(不理解这与实质生产有何作用假如是开卷地点安装显示,并有调整地点“也就是带钢跑偏”)的作用是能够的。
棒材生产线简介

棒材生产线简介日照钢铁棒材生产线2009年10月目录第一章棒材生产线工艺流程及工艺控制特点................................................................................................. - 1 -一、棒材生产线简介 (1)二、生产工艺及产品结构 (1)三、主轧线工艺流程及先进技术 (2)1、生产线工艺流程: ................................................................................................................................ - 2 -2、采用先进技术 ........................................................................................................................................ - 2 -第二章主轧线设备系统..................................................................................................................................... - 3 -一、主轧线机械液压设备系统 (3)1、加热炉区域设备 .................................................................................................................................... - 3 -2、轧区设备: ............................................................................................................................................ - 4 -3、精整区设备: ........................................................................................................................................ - 7 -二、三电控制系统 (8)1、高/低压供电系统: ............................................................................................................................... - 8 -2、传动控制系统 ........................................................................................................................................ - 9 -3、加热炉自动化系统 .............................................................................................................................. - 10 -4、主轧线自动化系统 .............................................................................................................................. - 11 -三、重大技改技措: (13)1、17#、18#主电机及供电整流变压器改造........................................................................................... - 13 -2、加热炉区链式提升机改造:............................................................................................................... - 13 -3、倍尺剪的改造: .................................................................................................................................. - 13 -4、冷床改造: .......................................................................................................................................... - 13 -5、轧区主机减速机设备的优化:........................................................................................................... - 14 -6、化学除油器改造: .............................................................................................................................. - 14 -第三章公辅设施及生产准备系统................................................................................................................. - 15 -一、公辅设施: (15)1、公辅系统: .......................................................................................................................................... - 15 -2、环保系统: .......................................................................................................................................... - 15 -3、消防系统: .......................................................................................................................................... - 16 -4、给排水管道 .......................................................................................................................................... - 16 -二、行车 (16)三、生产准备 (16)附件一:相关设备参数: (18)第一章棒材生产线工艺流程及工艺控制特点一、棒材生产线简介棒材生产线由中冶集团北京冶金设备院设计并制造主轧线设备,减速机由南京高精齿轮有限公司公司制造。
63t冲床参数

63t冲床参数
63T 冲床是一种小型的冲压设备,通常用于薄板材料的冲孔、弯曲、拉伸等加工工艺。
以下是一些常见的63T 冲床参数:
1. 公称压力:63 吨(630kN)
2. 滑块行程:80mm
3. 行程次数:50-120 次/分钟
4. 最大装模高度:250mm
5. 工作台尺寸:480x730mm
6. 滑块底面尺寸:250x280mm
7. 电机功率:5.5kW
8. 机器重量:约3.5 吨
以上参数仅供参考,不同厂家生产的63T 冲床参数可能会有所不同。
在选择冲床时,需要根据具体的加工需求和工作环境来选择适合的设备。
同时,还需要考虑设备的质量、可靠性、安全性等因素,以确保设备能够稳定、高效地运行。
酸轧机组设备工艺操作规程
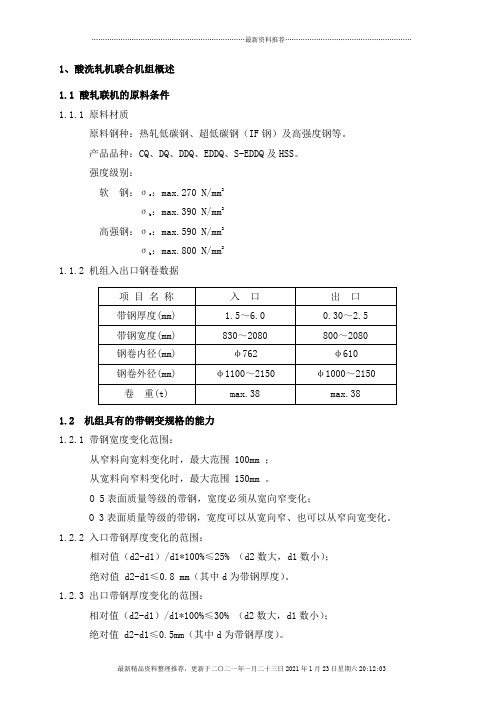
1、酸洗轧机联合机组概述1.1 酸轧联机的原料条件1.1.1 原料材质原料钢种:热轧低碳钢、超低碳钢(IF钢)及高强度钢等。
产品品种:CQ、DQ、DDQ、EDDQ、S-EDDQ及HSS。
强度级别::max.270 N/mm2软钢:σsσ:max.390 N/mm2b:max.590 N/mm2高强钢:σs:max.800 N/mm2σb1.1.2 机组入出口钢卷数据1.2 机组具有的带钢变规格的能力1.2.1 带钢宽度变化范围:从窄料向宽料变化时,最大范围 100mm ;从宽料向窄料变化时,最大范围 150mm 。
O 5表面质量等级的带钢,宽度必须从宽向窄变化;O 3表面质量等级的带钢,宽度可以从宽向窄、也可以从窄向宽变化。
1.2.2 入口带钢厚度变化的范围:相对值(d2-d1)/d1*100%≤25% (d2数大,d1数小);绝对值 d2-d1≤0.8 mm(其中d为带钢厚度)。
1.2.3 出口带钢厚度变化的范围:相对值(d2-d1)/d1*100%≤30% (d2数大,d1数小);绝对值 d2-d1≤0.5mm(其中d为带钢厚度)。
1.2.4 带钢屈服强度变化的范围:从硬钢到软钢为30%,即(y2-y1)/y1*100% ≤30%从软钢到硬钢为45%,即(y2-y1)/y1*100% ≤45%(其中y为带钢的屈服强度,y2数大,y1数小)2 酸洗部分技术操作规程2.1酸洗基本工艺参数:入口最大速度: 700m/min酸洗段最大速度: 270m/min出口最大速度: 320m/min穿带最大速度: 60m/min甩尾最大速度: 120 m/min酸洗段加速度、减速度:入口: 0.78m/s2酸洗工艺段: 0.30m/s2出口: 0.44m/s2焊机型号:米巴赫HSL21型激光焊机酸洗段最大加热能力: 670t/h酸洗槽总长度: 3×35+2.5=107.5m酸洗时间(酸洗速度270m/min) 105/270×60=23s活套的储存量:入口活套: 668m出口1#活套: 290m出口2#活套: 448m2.2 酸洗各岗位技术操作规程2.2.1 酸轧原料库:2.2.1.1 酸轧原料库用途:有效储存热轧钢卷;自然冷却热轧钢卷;处理不合格钢卷2.2.1.2 主要技术要求堆放形式:按卷位堆放两层上料温度:≤80℃2.2.1.3 原料技术条件:二冷轧厂原料是热轧厂供给的热轧齐边带钢钢卷,按原料验收标准收料 (验收过程中不能直接检查的项目如宽度、厚度、板形和凸度表面质量等应在生产过程中检查),发现问题再进行判定,退料或处理掉不合格部分。
开卷线

一、设备型号、名称、数量3.5*1850mm 开卷校平剪切生产线 1条二、技术要求:1. 原料参数材质冷轧及热轧卷料(代表材质:SAPH440、QSTE420TM、B250P1、BR440/590HE)屈服极限σs≤590Mpa≤620Mpa强度极限σb板厚 0.4~3.5 mm板宽 600~1850mm卷材内径Φ508mm/Φ610mm卷材外径≤Φ1900mm卷材最大质量 15000kg线速度 60m/min2.成品参数剪切垛料长度 300-4000mm长度精度 0.3mm (长2000mm板)对角线精度 0.5mm (长2000mm 板)板料平整度≤1.5mm/m横剪直线度≤0.06 mm毛刺高度≤0.05mm堆垛精度层间偏差宽度方向≤1mm,长度方向≤1.5mm堆垛偏差最大垛高时,偏差≤3mm剪切速度≥10片/min(长4000mm板)≥15片/min(长3000mm板)≥22片/min(长2000mm板)≥30片/min(长1000mm板)≥35片/min(长500mm板)码垛重量 5吨开料方向面对操作台从左到右3. 操作方向:由操作侧看从右到左。
4. 整线采用半封闭式,有效防止灰尘、杂物对板材的污染。
三.设备配置及功能1. 主要设备组成➢储料架二套➢上料台车一套➢单臂开卷机一套➢液压辅助支撑一套➢辅助引料装置、压直辊一套➢夹送预校、料头剪带废料车一套➢六重式十九辊校平机一套➢中间桥(活套)一套➢纠偏装置一套➢防退装置一套➢五辊复校、夹送定尺装置一套➢高速机械横剪机一套➢皮带输送机一套➢码垛及移出装置一套➢液压及气动系统一套➢电气控制系统一套2. 技术要求2.1 储料架类型:V型鞍座,2工位,承载力2*20吨型式:固定式支承式材料:焊接结构,表面覆聚氨酯板2.2 上料台车承载能力≥20吨运行速度6-8m/min提升高度可达开卷机卷筒润滑方式油枪手动油脂润滑操作方式副控制台加移动手操盒升降机构由油缸驱动,四导柱导向上料台车用于开卷机上料,台车顶面为“V”型结构,由液压系统控制其升降。
[要诀]纵切机组简介
1、机组概况7#纵切机组总长:75米,布置在EF跨(36~41柱)内。
是由西班牙Fagor公司设计的能够实现对最大卷重40吨,原料规格0.4mm~8.0mm×1500mm~2100mm×C的冷轧不锈钢卷进行切边、分条、分卷和表面检查的机组。
该机组最多可以分20条,每条最窄22mm,宽度进位1mm。
该机组设计年产量:26万吨。
其中60%用于切边,40%用于分条。
11、适用范围:2.1适用于生产冷轧不锈钢AISI200、AISI300、AISI400系列。
2.2表面状况:2B、2D、BA、№3、№4、HL。
2.3可以选择上、下开卷方向。
12、参数范围:带钢厚度:0.4mm~8.0mm原料宽度:1500mm~2100mm原料卷内径:Φ762mm原料卷外径:Φ1000mm~Φ2200mm成品宽度:1494mm~2050mm成品卷内径:Φ610mm成品卷外径:Φ630mm~Φ2200mm钢卷重量:≤40,000kg废边宽度:3mm~50mm/边穿带速度:0~20m/min机组速度:0~100m/min(>4mm~8.0mm)0~200m/min(0.4mm~4mm)开卷机:5N/mm2(max)卷纸机:10N/mm2 (max)矫直机:4N/mm2(max)夹送辊:1N/mm2(max)夹送辊:2.5N/mm2(max)拉辊:4.28N/mm2(max)卷取机:12N/mm2(max)垫纸机:10N/mm2(max);(对于0.1mm)13、辅助材料4.1 工艺纸卷:内径:Φ150mm外径:Φ800mm宽度:1520mm~2120mm重量:≤1200kg4.2 PVC工艺膜:内径:Φ80mm最大宽度:2300mm最大外径:Φ600mm最大重量:500kg4.3 包装带、卡子、垫片。
14、设备组成:5.1钢卷小车→开卷机→6辊矫直机→CPC→检查台→切头剪→PVC覆膜机→纠偏系统→圆盘剪/分条剪→碎边剪/废边卷取机→去毛刺辊及夹送辊→活套→切分剪/张力车→压力垫及导向装置→EPC→卷取机→垫纸机→助卷器→钢卷小车→卸卷十字转塔→自动打捆机。
京唐冷轧工艺
1.
钢种:碳素结构钢、优质碳素结构钢
带钢厚度:0.25~1.6mm
带钢宽度:750~1580mm
钢卷内径:610mm
钢卷外径:max.∅2180mm
钢卷重量:max.35t
单位卷重:max.24kg/mm
年需要量:102400t
1.
金属平衡见表1-3和图1-1所示。
表1-3金属平衡表
FH
11500
5.00
小计
230000
100.00
14.31
4
彩涂商品卷
厚度:0.3~1.3mm
宽度:750~1270mm
CQ
119000
70.00
DQ
34000
20.00
HSS/HSLA
17000
10.00
小计
170000
100.00
10.58
表1-2冷轧连退产品规格
厚度
典型厚度
宽度(mm)
合计
750~980
1.
No.1彩涂机组以生产高级家电、高级建材板为主,采用“二涂二烘”辊涂法工艺,主要产品为有机漆、有机溶胶、热覆膜、冷压花,设计年产量为170000吨。机组入口段设有双排缝合机;清洗段设置了碱浸洗、一次刷洗、碱洗、二级串联热水漂洗、除盐水漂洗的清洗工艺;选择两台精涂机,采用两涂两烘的无铬涂层处理工艺;同时设有贴膜机和压花机等设备。
序号
产品名称
原料量
成品量
切头、切边、轧废
和酸损等
成品率
t/a
t/a
t/a
%
%
1
冷轧商品卷
864600
800000
64600
2250设备工艺参数
四辊粗轧机
型式:四辊可逆轧机
压下方式:电动APC+液压HGC
最大轧制力:55000 KN
轧制速度:0~3.25~6.5m/s
主电机功率:11000KW×2
精轧入口设备
无芯轴带隔热板式热卷箱:
卷取厚度:30~45mm
转鼓式切头飞剪:
剪切带坯断面:50×2130mm(X70)
卷取机
型式:三助卷辊踏步式
卷取温度:200~800℃
卷径:Ф1200mm-Ф2100 mm
钢卷最大重量:38 t
卷取最大速度:22 m/s
测量系统
平直度测量仪精度(2σ):0.3mm
单点测厚仪精度:±0.1%
多功能仪:温度、凸度、AGC厚度测量、平直度测量
表面质量检测仪上表面分辨率:500um x 1000um
冷却系统
型式:超快速冷却+层流冷却
冷却厚度:1.2~25.4mm
冷却宽度:900~2130mm
长度:9.12m(超快冷段)+94.62 m(层冷段)
主传动电机:AC2 x 1600 Kw
剪切温度≥900℃
高度可调节式精轧除鳞机:
最大压力:20MPa
精轧机组
型式:七机架四辊热连轧机组
轧制厚度:1.2~25.4mm
轧制宽度:900~2130mm
最大轧制力:50000 KN(F1~F4),40000 KN(F5~F7)
最高轧பைடு நூலகம்速度:22m/s
F1~F7:AC10000 KW
设备
中文说明
加热炉
型式:蓄热步进梁式
有效长度:59m
有效宽度:11.7m
加热能力:390t/h(最大425t/h)
天津忠旺铝业有限公司生产设备的特色3-冷轧
天津忠旺铝业有限公司生产设备的特色(3)第三部分冷轧厂部分一、1号线冷轧机1、2800mm单机架冷轧机制造商:德国西马克(SMS)公司德国西马克(SMS)公司是世界最负盛名的一流轧机设计制造商,天津忠旺铝业有限公司引进该公司的一台2800mm铝冷轧机,具有“规格大(1250-2650mm)、轧制力大(max 30MN)、轧制速度快(max 1200m/min)、精度高(板形7~8I)、板型控制能力强”等特点。
2、2350mm单机架冷轧机二、切边机制造商:DANIELI FRÖHLING(意大利佛罗林)1#线2650mm切边机2号线2200mm切边机(高速)三、2号线纵切包装机组纵切包装机组的特点:1、纵切机入口配有活套,整个机组可以连继不停地生产。
2、纵切机与包装机同步连动,自动化程度极高。
3、纵切机上配有表面检测仪,在包装工序自动把不合格产品去除,加上自动化包装,确保了产品质量。
四、连续退火线连续退火线是生产航空航天板材和汽车板等铝带材的重要设备,连续退火线包含:(1)两个带材表面清洗段、(2)气垫式连续退火(固溶淬火)段、(3)拉弯矫直段、(4)钝化处理(涂层)段、(5)预时间段、(6)出、入口活套段。
连续退火线是一个综合的多功能有大型生产设备。
连续退火线由Ebner公司和Tenova公司合作制造。
气垫式连续退火(固溶淬火)段制造商为Ebner公司,其它部分由Tenova公司制造,Ebner公司和Tenova公司都是世界顶级设备生产商。
炉子加热段:气垫式淬火炉的温度范围300—580℃,温度精度达到±2℃。
由天然气加热,炉子内部的喷嘴箱配合循环风机下游的导流系统,确保了炉风各个分区的整个长度和宽度方向上实现均匀配送。
加热炉内和冷却区的带材全程由气垫托起,带材在炉内气体悬浮环境中连续运行完成固溶处理,避免铝材收到任何机械损伤,破坏带材表面质量。
炉子冷却段:固溶处理完成之后的带材有风冷和水冷两种方式,选择不同的冷却方式从而保证带材的淬火效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A线技术要求 日期:2017-12-10 江苏瑞濏新能源汽车有限公司 年产5万辆新能源轻型商用车项目 第 1 页 共 57 页 江苏瑞濏新能源汽车有限公司 冲压车间全自动冲压A线生产线项目 招标技术要求
编制: 审核: 批准:
江苏瑞濏新能源汽车有限公司 2017年12月 A线技术要求 日期:2017-12-10
江苏瑞濏新能源汽车有限公司 年产5万辆新能源轻型商用车项目 第 2 页 共 57 页 目录 1 概况 ..................................................................................................................................................................... 2 2 建设条件 ............................................................................................................................................................. 5 3 技术要求 ............................................................................................................................................................. 6 4 服务管理相关要求 ........................................................................................................................................... 48 A线技术要求 日期:2017-12-10
江苏瑞濏新能源汽车有限公司 年产5万辆新能源轻型商用车项目 第 3 页 共 57 页 1 概况
1.1 项目名称:江苏瑞濏新能源汽车有限公司年产5万辆新能源轻型商用车项目-冲压车间全自动冲压A线生产线项目 1.2 项目目的:能适应各类乘用车大、中型覆盖件的全自动串联式冲压生产。 1.3 数量:6600T(2400T+1200T+1000T*3)冲压自动化生产线1条。 1.4 建设地点:江苏省泰州市。 1.5 时间要求:合同生效后,压机制造及运输周期10个月,安装调试4-5个月至整线SOP。 1.6 项目单位:江苏瑞濏新能源汽车有限公司。 1.7 生产线自动化输送方式:机器人(七轴)方式传输。 1.8 项目采购性质:本项目为“交钥匙”工程,投标方在接到定单后,将负责整个项目的设计、制造、预验收、包装、运输、开箱、安装、调试、试生产、培训、终验收工作,直至终验收合格。并保证售后服务及提供质保期内维修备件。 1.9 建设规模:年产能≥180万件,日产能≥72200冲次。 1.10 工艺流程:垛料拆垛(机器人拆垛)—板料传输—板料清洗—板料涂油(清洗机和涂油
机可侧向移出)—板料对中(光学对中台)—上料机器人送料—(首台压机冲压)—压机间机器人输送取料、送料—(压机冲压)—(根据工序数量循环)—压机间机器人取料、送料—(末端压机冲压)—线尾机器人取料、放料—皮带机输送—人工装框。 1.11 招标范围: 本次采购的冲压自动化生产A线主要由5台压力机采用机器人自动化系统;冲压自动化系统(包括拆垛小车、磁性分层装置、料高自动检测装置、双料自动检测器、板料输送皮带、清洗机、涂油机、对中装置、末料自动检测装置、过渡皮带、冲压自动化专用(拆垛、上料、定位、取件、传输)传送装置、线尾输送皮带、料框输送平台、自动化传送装置的抓取机构(端拾器))、控制系统、地下废料输送线(招标方提供)及相应软件等组成。 1.12.1 压力机主要清单: 线体 序号 机械压力机规格 压力机台面尺寸(mm) 冲床高度(mm) 数量(台)
A线 1 24000KN六连杆机械压力机 5000×2500 ≤12500(以设计为准) 1 A线技术要求 日期:2017-12-10 江苏瑞濏新能源汽车有限公司 年产5万辆新能源轻型商用车项目 第 4 页 共 57 页 2 12000KN偏心式机械压力机 5000×2500 ≤12000(以设计为准) 1 3 10000KN偏心式机械压力机 5000×2500 ≤12000(以设计为准) 3 备注:包含全封闭隔音墙(含自动化输送部分)及地坑盖板(含压机周边及电缆沟部分)
1.12.2 自动化系统主要清单 序号 名称及型号 数量 单位 备注
1 拆垛单元 上料电动垛料移动台车(共含大中小托盘各一个) 2 台 磁性分离器 12 套 拆垛装置(六轴机器人) 1 套 拆垛通用端拾器 1 套 双料检测(静态2套,动态4套) 6 套 拆垛输送皮带机 (磁性皮带) 1 条
废料收集架(设有防止滑伤撞伤板料装置) 1 架 2 清洗机 可侧向移动式清洗机及替代传送皮带,含轨道 1 台 3 涂油机 可侧向移动式涂油机及替代传送皮带,含轨道 1 台
4 板料对中 过渡皮带机(磁性皮带) 1 台 板料光学对中装置 1 套 单双件共用光学对中台(固定式) 1 台
5 线首上料 上料机器人 1 套 端拾器自动更换装置 1 套
压机间传送 压机间传送七轴机器人 4 套 端拾器自动更换装置 4 套
线尾下料 下料机器人 1 套 端拾器自动更换装置 1 套 A线技术要求 日期:2017-12-10 江苏瑞濏新能源汽车有限公司 年产5万辆新能源轻型商用车项目 第 5 页 共 57 页 5 线尾皮带机传输装置
自动控式皮带机(20m长) 2 条 制件存储平台(表面用不锈钢板图纸会签确认) 1 个 零件传输照明光源(悬挂结构) 1 套 悬顶式冷光源检验平台(表面由不锈钢板,上部铺橡胶垫) 1 台 离线检验台 6 安全保护装置 硬锁控制式安全门 图纸会签确认
7 端拾器 典型零件的端拾器(调试前确认) 3 套 8 控制装置 整线操作站(独立式) 1 套
9 维护修理装置 维护修理专用工具 1 套 备件 合同额的2%
便携式编程器 1 台
1.13 标书的总体要求 (1)该标书是所有参标人投标的基础,目的是对使所有的投标人在同一个技术标准的报价进行比较。 (2)每一个参标人投标内容都必须以本标书所描述的要求为标准或者高于本标书的要求进行报价。 (3)在本标书中要求供货商提供的内容必须进行详细说明。 (4)在这个标书中没有提及到的部分,所有供货商必须保证设备各部分功能齐全并便于使用,这部分价格应该包含在报价中,而不得另行加价 。 (5)资质和业绩证明 每个参标人必须提供本企业及其代理商的资质证明和业绩等详细信息。 *投标人必须提供本企业或其代理商的资质证明和业绩等详细信息,应具备大中型全自动化冲压生产线设备设计、制造、运行良好业绩,并提供汽车行业使用业绩(近五年业绩清单,含自动化配置、用户)。 投标设备及其组成必须为原设计、制造工厂本部设计、制造或注明代加工工厂名称及生产实力。 (6)投标前准备 每个投标人必须认真阅读标书中的每项条款并能理解其准确含义,投标时必须依据本标书的条款顺序逐条进行详细应答和确认。 A线技术要求 日期:2017-12-10 江苏瑞濏新能源汽车有限公司 年产5万辆新能源轻型商用车项目 第 6 页 共 57 页 不允许改变本标书中的每一条技术描述及要求。 (8)*投标商必须具备4000吨以上冲压生产线五年以上设计、制造业绩和良好的使用业绩,并提供最近五年业绩相关证明材料。 (9)供货商应提供最大设备包装尺寸。
2 建设条件
2.1 设计产能:轻型商用车5万辆/年 2.2 原料描述:冲压件的材料为含油薄板,包括:冷压延钢板(普板、镀锌板)、热压延钢板、高强度钢板(780Mpa)、激光拼焊钢板(板厚差最大1.0mm)等。 2.3 年时基数:4400小时(2班生产,每班8小时,全年300天) 2.4 建设条件: 2.4.1 厂房条件: 天车: 50/20 吨天车 厂房跨度: 36米 天车轨顶高度: 14.0米 厂房钢梁柱距离:8 米 2.4.2 环境条件 室内温度:-5℃~45℃ 相对湿度: 20% ~98% 供给电源:AC380V±10% 50±2HZ; 三相五线制 照明电源:AC220V±10% 50±2HZ; 压缩空气压力: 0.55~0.6Mpa; 普通自来水压力: 0.2 Mpa; 冷却循环水温度:≤32℃,压力:0.3Mpa~0.35Mpa。 A线技术要求 日期:2017-12-10
江苏瑞濏新能源汽车有限公司 年产5万辆新能源轻型商用车项目 第 7 页 共 57 页 2.4.3 供方在竞标时所做的方案必须考虑需方的工厂条件 3 技术要求 3.1 *主要工艺参数: 3.1.1 板料规格 板料特性: 材料:冲压件的材料为含油薄板,包括:冷压延钢板(普板、镀锌板)、热压延钢板、高强度钢板(780Mpa)、激光拼焊钢板(板厚差最大1.0mm)等。 单张板料: 项目 功能及要求
工件板料前后(相对压力机)尺寸: min. 600 ~ max.2000mm
工件板料左右(相对压力机)尺寸: min. 300 ~ max. 4200 mm(传送单张坯料) min. 300 ~ max.2000 mm(同时传送两张坯料) 工件板料厚度: 0.5~2.6mm
板料形状: 矩形料、梯形料、拼焊料(不等厚)或其它不规则异形落料料片、中间可能有不规则孔
板料重量: 单料生产:单片板料≤50kg 双料生产:单片板料≤25kg 拉延深度 50-350mm