平整机支撑辊振动纹分析及控制
1220六辊冷轧平整机薄板表面振纹的控制_谢长贵

38
中国冶金
第 25 卷
比较图2与图 3 可 知,无 论 在 轧 制 初 期 还 是 中 后 期 ,在 平 整 机 振 动 中 出 现 了 谐 波 振 动 ,较 多 出 现 的 谐 波 频 率 为 300、600Hz。
表面振纹是在 正 常 轧 制 阶 段 由 600Hz所 对 应 的 异
常振动引起。
2 平整机动态特性分析
在确 定 了 平 整 机 振 动 的 主 要 频 率 成 分 后,还 需 找到主要频率成分的来源以分析振纹产生的原因。 根 据1 220 六 辊 冷 轧 平 整 机 振 动 的 特 点 ,建 立 了 平 整
通过 现 场 采 集 的 数 据 和 对 钢 卷 振 纹 的 跟 踪,找 出了所有有振纹的 薄 板 钢 卷,对 整 个 轧 制 过 程 做 成 瀑 布 图 ,如 图 4 所 示 为 上 支 撑 辊 垂 直 方 向 瀑 布 图 。
机六自由度非对称 集 中 质 量 垂 直 振 动 模 型,辊 系 简 化为4 个 等 效 质 量,由 该 模 型 计 算 的 固 有 频 率 见 表 1。
附近。
1.3 薄 板 振 纹 与 平 整 机 振 动 频 率 的 关 系
在平 整 机 的 正 常 轧 制 阶 段,其 平 整 出 的 薄 板 振
纹间 距 λ 与 振 纹 频 率 两 者 之 间 存 在 着 如 下 关 系 : [9-11]
f =v/λ
(1)
平整机在正常轧制时其运行速度通常稳定在
轧机振动原因分析及解决
50 0 0
振动频率f/Hz
f = 0.416n - 1.7466
200
400
600
轧辊转速n/rpm
1号轴承座 2号轴承座 3号轴承座 4号轴承座 5号轴承座
1000
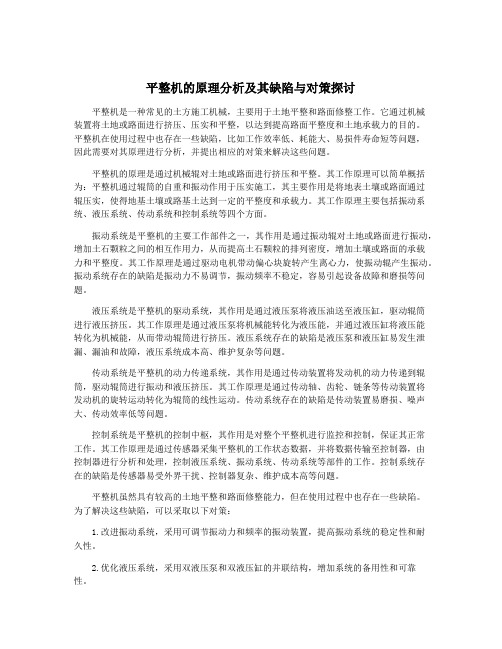
小结:实际振痕宽度与激振频率有关
3.轴承振动
(NSK工作辊轴承-STF266KV3552CE1gBS3G100)
状态:
1)工作辊转速708rpm 2)工作辊直径450mm 3)支承辊直径1208mm
名称 工作辊轴承Hz 支承辊轴承Hz
转频 11.8
保持架 5.5 1.9
滚动体 89.8 24.9
208
156
104
52
0
小结:平整机存在机电耦合振动现象。
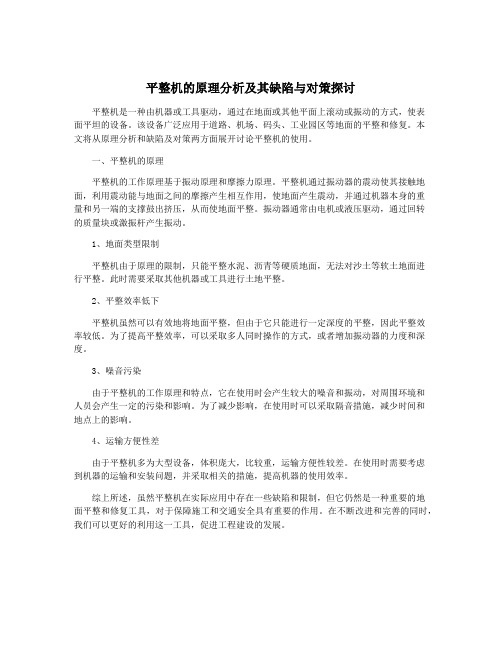
6.来料缺陷
小结:1)酸轧机组5架轧机产生振动,最终体现在F4轧机振动上。 2)带着可见或不可见的振痕缺陷,送到平整机上来轧制。
正常轧制过程
高频形成过程
高频集中形成 加减速过程
低频经常出现 高速轧制过程
上工作辊水平振动频率f/Hz
上工作辊垂直振动频率f/Hz
693
70.00 60.00 50.00 40.00 30.00 20.00 10.00
0.00
70.00 60.00 50.00 40.00 30.00 20.00 10.00
0.00
入口S下电机 出口S下电机
990
937
885
833
781
729
677
625
573
521
469
417
365
312
260
2.酸轧机组振动在线监测跟踪
平整机的原理分析及其缺陷与对策探讨
平整机的原理分析及其缺陷与对策探讨平整机是一种常见的土方施工机械,主要用于土地平整和路面修整工作。
它通过机械装置将土地或路面进行挤压、压实和平整,以达到提高路面平整度和土地承载力的目的。
平整机在使用过程中也存在一些缺陷,比如工作效率低、耗能大、易损件寿命短等问题,因此需要对其原理进行分析,并提出相应的对策来解决这些问题。
平整机的原理是通过机械辊对土地或路面进行挤压和平整。
其工作原理可以简单概括为:平整机通过辊筒的自重和振动作用于压实施工,其主要作用是将地表土壤或路面通过辊压实,使得地基土壤或路基土达到一定的平整度和承载力。
其工作原理主要包括振动系统、液压系统、传动系统和控制系统等四个方面。
振动系统是平整机的主要工作部件之一,其作用是通过振动辊对土地或路面进行振动,增加土石颗粒之间的相互作用力,从而提高土石颗粒的排列密度,增加土壤或路面的承载力和平整度。
其工作原理是通过驱动电机带动偏心块旋转产生离心力,使振动辊产生振动。
振动系统存在的缺陷是振动力不易调节,振动频率不稳定,容易引起设备故障和磨损等问题。
液压系统是平整机的驱动系统,其作用是通过液压泵将液压油送至液压缸,驱动辊筒进行液压挤压。
其工作原理是通过液压泵将机械能转化为液压能,并通过液压缸将液压能转化为机械能,从而带动辊筒进行挤压。
液压系统存在的缺陷是液压泵和液压缸易发生泄漏、漏油和故障,液压系统成本高、维护复杂等问题。
传动系统是平整机的动力传递系统,其作用是通过传动装置将发动机的动力传递到辊筒,驱动辊筒进行振动和液压挤压。
其工作原理是通过传动轴、齿轮、链条等传动装置将发动机的旋转运动转化为辊筒的线性运动。
传动系统存在的缺陷是传动装置易磨损、噪声大、传动效率低等问题。
控制系统是平整机的控制中枢,其作用是对整个平整机进行监控和控制,保证其正常工作。
其工作原理是通过传感器采集平整机的工作状态数据,并将数据传输至控制器,由控制器进行分析和处理,控制液压系统、振动系统、传动系统等部件的工作。
平整机的原理分析及其缺陷与对策探讨

平整机的原理分析及其缺陷与对策探讨平整机是一种常用于道路建设和维护的机械设备,它主要用来对道路表面进行平整和压实,以提高道路的平整度和承载能力。
平整机的原理是通过旋转的振动辊或者振动板来对道路表面施加压力,使道路表面材料紧密结合,从而提高道路的平整度和强度。
平整机在实际使用中也存在一些缺陷,例如在处理不同类型的路面和复杂的地形时效果不佳,而且存在一定的安全隐患。
本文将对平整机的原理进行分析,并探讨其存在的缺陷以及可能的对策。
一、平整机的原理分析平整机是一种用于道路施工和维护的机械设备,它通常由动力系统、传动系统、振动系统、压实系统和控制系统等组成。
在工作时,平整机通过动力系统提供动力,经过传动系统将动力传递给振动系统或者压实系统,通过振动或者压实对道路表面进行处理。
在传统的平整机中,通常采用振动辊或者振动板来对道路表面进行压实,通过振动使道路表面的颗粒和粘结材料得以紧密结合,以提高道路的平整度和承载能力。
振动辊是平整机常用的一种工作装置,它通过高速旋转的振动辊在道路表面施加振动力,使道路表面的颗粒颠动,从而使材料之间的间隙得以填充,道路表面得以压实。
而振动板则是通过高频振动来产生压实效果,将道路表面的颗粒振动并压实。
无论是振动辊还是振动板,其原理都是通过振动力将道路表面的颗粒重新排列并压实,从而提高道路的平整度和强度。
二、平整机存在的缺陷1. 对不同类型路面的适应性差在实际施工中,平整机对不同类型的路面适应性差,无法对柔性路面和刚性路面进行有效处理。
对于柔性路面,振动辊的振动力容易导致路面材料的分散和沉降,使路面失去原有的弹性和强度;对于硬质路面,振动力容易导致路面的裂缝和损坏。
平整机在处理不同类型路面时效果不佳,难以满足不同路面的施工需求。
2. 复杂地形下的施工效果差在复杂地形下,如坡道、拐弯等情况下,平整机的施工效果较差。
由于振动辊或者振动板无法完全接触到道路表面,导致路面局部得不到有效处理,从而影响了整个道路的平整度和强度。
四辊冷轧平整机振纹问题研究--朱磊

四辊冷轧平整机振纹问题研究论文类型: 技术类姓名: 朱磊单位: 碳钢薄板厂平整机丙班技术导师: 李发业摘要带钢表面出现振纹与平整机系统的振动密不可分,而平整机系统的振动有很多原因,轧制工艺(如压下量、轧制速度、张力、辊面状态、辊缝润滑状态)、设备状态(如轴承的磨损、机械间隙、安装精度等)、控制系统(电力驱动与控制系统、张力控制系统、液压压下系统)等因素都跟系统振动有关。
振源有很多,集中在轴承缺陷、联轴节缺陷、电气系统扰动、测速发电机反馈不同步、辊子偏心、牌坊松动等。
本文旨在初步研究带钢表面产生振纹的原因及消除预防措施.关键词:平整机振动振纹解决措施1引言冷轧带钢平整机的振动现象是倍受钢铁企业关注的国际性难题。
由此产生的带钢表面振纹是在生产中普遍存在的问题。
振纹的产生严重影响了带钢表面质量,使产品性能下降,降低经济效益。
特别是对汽车外板而言。
因此,对于平整机振纹问题的研究,分析振动和振纹的相互作用机理,对改善平整机工作状况及带钢表面质量具有重要意义。
【1】2带钢表面振纹特征在带钢轧制过程中,带钢表面会经常出现一种明暗相间、与带钢运动方向垂直的条纹,这种表面缺陷称为振纹。
如图1图1 带钢表面的振纹根据现场调研发现,带钢表面振纹有如下特性:1)带钢表面振纹表现为肉眼可见的横向振纹,振纹精密细致,明暗交替,和轧制方向垂直。
2)根据板带上出现的振纹按是否连续可分为连续振纹和非连续振纹。
连续振纹表现为板带上肉眼可见、连续、间距基本相同的明暗相间的条纹。
非连续振纹表现为板带某一段出现几条振纹,隔一段距离又出现重复性的出现几条振纹。
振纹图片如图1所示。
3)钢卷的宽度越小,带钢越薄,振纹出现的机会越多,轧制速度对振纹的出现和消失有直接的关系。
3 振纹形成原因带钢表面出现振纹与平整机系统的振动密不可分,而平整机系统的振动有很多原因,轧制工艺(如压下量、轧制速度、张力、辊面状态、辊缝润滑状态)、设备状态(如轴承的磨损、机械间隙、安装精度等)、控制系统(电力驱动与控制系统、张力控制系统、液压压下系统)等因素都跟系统振动有关。
平面磨床的振动分析和控制

平面磨床的振动分析和控制平面磨床是广泛应用于制造业的一种机械设备,用于对工件进行精密切削和加工。
然而,在磨削过程中,经常会遇到振动问题,这不仅会影响加工质量和效率,还会加速磨削工具和机床的磨损。
因此,进行平面磨床的振动分析和控制是提高加工质量和效率的关键所在。
为了准确分析振动问题,首先需要了解平面磨床的工作过程。
在磨削过程中,工件被夹紧在磨削台上,由砂轮进行磨削。
随着磨削的进行,磨削力和切削深度会不断产生变化,这导致了机床和工件的振动。
振动问题的分析和控制需要从多个方面考虑。
首先,需要考虑机床的结构和刚度。
机床的刚度越大,振动产生的可能性就越小。
因此,对于平面磨床的设计和制造过程中,应注重提高机床结构的刚性,并采取一些增加刚度的措施,如增加支撑点和减小结构中的空隙。
其次,需要考虑磨削过程中的切削参数。
切削参数包括切削速度、进给速度和切削深度。
这些参数的选择会直接影响磨削过程中的振动问题。
通常情况下,可以通过调整切削速度和进给速度来减小振动。
同时,正确选择合适的切削深度也是减小振动的关键。
此外,合理选择砂轮的类型和尺寸也可以对振动进行控制。
砂轮的质量和平衡性对振动有着重要的影响。
因此,在磨削过程中,应选择质量好、平衡性良好的砂轮,并及时更换磨损的砂轮。
除了这些主要因素外,还可以通过安装振动传感器来实时监测振动情况,并采取相应的措施进行控制。
振动传感器可以用来检测机床和工件的振动大小和频率,以便及时发现并解决振动问题。
当振动超过设定阈值时,可以自动停机或报警,以避免进一步的损坏和影响加工质量。
除了传感器监测,还可以采用主动控制技术来减小振动。
主动控制技术是通过在机床结构上安装伺服驱动器和执行器来抑制振动。
当感知到振动时,伺服系统会产生相应的控制信号,通过执行器进行反馈控制,从而实现振动的抑制。
总之,平面磨床的振动分析和控制起着关键作用,直接影响着加工质量和效率。
通过优化机床结构、调整切削参数、选择合适的砂轮以及监测和控制振动,可以有效减小振动问题,提高平面磨床的加工能力和可靠性。
辊压机振动原因分析及处理

!* 辊压机边护 板 & 侧挡板 ’ 与 辊端面之间 的间 隙
大 ! 或者物料入两个辊子之间的漏斗磨损严重 ! 均会 造成部分小颗粒物料未经辊压从缝隙中漏掉 ! 造成循 环物料量增加 ! 使从配料系统来的物料量减少 ! 细料 比例增加 !引起辊压机振动 (
台熟料秤8个熟料配料库造成熟料下落时产生离析现象若细颗粒所占比例较多经挤压时容易直接从辊间流过不易形成料饼导致物料在稳流仓内出现塌方冲料现象引起辊压机振动
& 67&
!""#$%&$#
辊压机振动原因分析及处理
贺兰东
$ 中国联合水泥 南阳分公司 " 河南 镇平
656!#" %
中图分类号 !BC85!473!4#
:!A 含量高 " 易磨性差 "导致辊压机振动 ! 3%入磨物料综合水分太小 ! 因熟料温度较高 " 混 合材水分较低 " 物料综合水分在 "461 以下 " 挤压后形
成 的料饼不密 实 " 挤压效 果差 " 易引起 辊 压 机 振 动 ’ 同时物料太 干 " 在磨内流 速快 " 产品 容 易 跑 粗 " 操 作
’* 及时调整石膏 $ 混合材的破碎粒度 ! 控制石膏 $ 混合材粒度在 !"!#")) 之间 " #%"
设备方面
(* 将稳流仓下的棒条闸门改为气路自动控制 ! 使
棒阀与料位实现自动连锁 " 解决了稳流仓内物料塌方 冲料的异常现象 "
平整机的原理分析及其缺陷与对策探讨
平整机的原理分析及其缺陷与对策探讨平整机是一种由机器或工具驱动,通过在地面或其他平面上滚动或振动的方式,使表面平坦的设备。
该设备广泛应用于道路、机场、码头、工业园区等地面的平整和修复。
本文将从原理分析和缺陷及对策两方面展开讨论平整机的使用。
一、平整机的原理平整机的工作原理基于振动原理和摩擦力原理。
平整机通过振动器的震动使其接触地面,利用震动能与地面之间的摩擦产生相互作用,使地面产生震动,并通过机器本身的重量和另一端的支撑鼓出挤压,从而使地面平整。
振动器通常由电机或液压驱动,通过回转的质量块或激振杆产生振动。
1、地面类型限制平整机由于原理的限制,只能平整水泥、沥青等硬质地面,无法对沙土等软土地面进行平整。
此时需要采取其他机器或工具进行土地平整。
2、平整效率低下平整机虽然可以有效地将地面平整,但由于它只能进行一定深度的平整,因此平整效率较低。
为了提高平整效率,可以采取多人同时操作的方式,或者增加振动器的力度和深度。
3、噪音污染由于平整机的工作原理和特点,它在使用时会产生较大的噪音和振动,对周围环境和人员会产生一定的污染和影响。
为了减少影响,在使用时可以采取隔音措施,减少时间和地点上的影响。
4、运输方便性差由于平整机多为大型设备,体积庞大,比较重,运输方便性较差。
在使用时需要考虑到机器的运输和安装问题,并采取相关的措施,提高机器的使用效率。
综上所述,虽然平整机在实际应用中存在一些缺陷和限制,但它仍然是一种重要的地面平整和修复工具,对于保障施工和交通安全具有重要的作用。
在不断改进和完善的同时,我们可以更好的利用这一工具,促进工程建设的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
支撑辊使用中后期 ,机架 内的振动为 自激振 动和强迫振动共存 ,由振纹引起的强迫振动进一 步 加速 了振纹 的形 成 。而支撑 辊表 面 的振纹 又作 为 激振源 出现 ,对 系统 的振动 有促进 作用 ,进 一 步 加剧 了振 纹 的形 成 ,从 而导 致带 钢板 面 出现 振 动 纹 。
able-speed rolling to avoid the resonance region,adjust the concentration of temper ing lubr icant,reduce the
displacement of m ain drive system,and change the large backup roll as well as optimize the matched roller di- ameter,were sum marized.
区 ,能降低振动纹 的产生速度 ,提高轧制量 , 换 了主传动下轴定位咖 球 ,轧制咖量咖有咖所咖 提高咖。0 经
减 少辊耗 。
过 长 时 间 采集 数 据 分 析 得 出 ,只 要 定 位 球 没 有
3.3 调 整 平整液 浓度试 验
轧制过程 中轧辊需 要平整液 冷却 润滑。由 于 支 撑 辊 被 工作 辊 带 动 旋 转 ,平 整 液 在 规定 的 温度下 ,浓度过低 、过高都会对 辊系稳定性产 生影响 :过低会造成润滑不 良,过高有 可能会 造成 辊 间相 对 周期 性 打滑 ,加 速振 动 纹 的产 生 。 国 内 某 冷 轧 板 带 厂 有 过 这 方 面 的 案 例 【lJ。 201 1—02开 始进行 适 宜 的平整 液浓 度试 验 ,平整
t,很 不稳 定 ;而经 过 优 化02 15 304 ,469OO 16000 厂\ /\ , \ 1 60 Jr\ /、 / \1 : , ,- \扇 鹄0 \12 j . 2716,5“ r2.0
.I1 072 .!o9 1I 2 767.。 ’I 9 g99 ̄1204{
I1l
平整机支撑辊振动纹分析及控制
彭仕 军 梁 民勤 郭 志杰 (冷轧 板带 厂)
摘 要 :介 绍 冷轧 平 整机 支撑 辊表 面振 动纹 的形 貌 ,其 产 生原 因:机 组 刚性和 稳 定性 降低 ,受 轧 制 中的振 源 引起 平整 机 自激 振 动 ,以及 轧 制 中的各 项振 动 的耦 合 。总结 实施 的排 查 液 压辅 助 系统 及 机 架辊 系、采 用 变速 轧 制避 开 共振 区、调 整 平整 液 浓度 、排 除 主传 动机械 故 障、 更换 大辊 径 支撑 辊及 优化 轧辊 直径 配对等控 制振 动纹 的措 施及 其效 果。
测 试 数 据 表 明 ,支 撑 辊 辊 径 小 ,硬 度 低 , 更 容 易 出现 振动纹 。平 整支撑 辊 硬度 (HSD)使
液质 量 分数 试 验 范 围 :3.0% 4.6% (试 验 结果 见图 2)。试验结果与生产现场验证证 明,维持 平整液质量分数在 3.6% ~4.2%,对抑制振动纹 的快 速 出现 有 良好 的效 果 ,浓 度过 高 或者 过 低 , 产生 振动纹 的时间就会 缩短 。
平 整液质量分数 /%
一 - O-·3.0~3.6 —— 3.6 ̄4.2 —
4.2~4.6
用 范 围 63~70,直 径范 围 1 220~1 340 mm。 生 产至今 ,部分支撑辊直径变小 接近报废 ,生产 3~4天 就 有 可 能 出现 振 动 纹 。2011—03购 回一 套新的支撑辊 GAI101 (02),硬度和直径都是上 限 。为均衡 使用 新 旧辊 ,201 l一09优化 支撑 辊 的 配对 直 径 ,把 新 旧支 撑 辊按 大辊 在 上 ,小 辊 在 下 的 原 则 合 理 地 配 对 使 用 。从 图 3可 以 看 出 , 没有优化配对前旧辊轧制量大都在 4 000 9 000
脱落 ,轧制量便可 以稳定在 15 000t以上 ,甚至 可达到 21 000 t;若轧制量 突然 降到 10 000t左 右连续出现 2次 ,则必须检查主传动两接轴 是 否 有 问题 。这 也 说 明 主传 动 机 械 故 障是 引起 振 动纹 的一个 主要 因素 。
3.5 更 换大辊 径 支撑辊 ,优化 轧辊 直径 配对
Key W ords: Cold-rolling; Temper Mill; Backup Roll; Chatter Mark
1 前 言
冷 轧板 带 厂平 整 机 改造 自英 国 CORUS公 司 平 整 机 。2010年 中旬 生 产 中发 现 ,平 整 机 支 撑 辊 表 面 出现 明 暗 相 间 的条 纹 。这 种 由于 机 架 振 动在支撑辊面产生一种垂直于轧制方 向的明暗 相 间 的条 纹 称 为 振 动 纹 。振 动 纹 的 出现 会 直 接 复制到带钢表面上 ,造成表面质量缺陷 。为 了 避 免 带 钢 表 面 出现 振 动纹 迹 象 就 需 要 更 换 支 撑 辊 ,导 致支 撑 辊轧制 量 由原计 划 量 的 (25 000±
■
速 度保 持 在 2m/s,快 速 避开 速 度 为 5~6m/s的 变形 ,导致在高速 轧制过程 中传动轴有严重轴
共 振 区。 实施 后 发 现 ,采 取 变 速 轧 制 避 开 共 振
向窜
动
的现象
,进
而产 生扭 振现 象 。201 l一09更 . 咖器1毒莒 鞲群丑霹靴 0 8 6 4 2 0 8 6 4 2
换辊 投用前 期 ,平整 机在该 振源 作用 下 以固 有频 率发 生 自激振动 ,此 振动 在一定 速度 范 围内 特别明显 ,加上轧制 中速度 、轧制力的频繁波动 会产 生扭 振 、垂 振 、水平 振动 相互叠 加 ,因各 项 振 动 的耦 合 ,机组 的刚性 平衡 被打破 ,从 而在 支 撑辊 表 面逐 步产 生振 动纹 。
关键 词 :冷轧 ;平整机 ;支撑辊 ;振 动纹
Analysis and Control for the Chatter M arks on the Backup Roll of Tem per M ill
PENG Shi-jun LIANG Min-qin GUO Zhi ̄ie (Cold—rolled Str ip Mil1)
8 97 h\ ‘ \ ’ 厂 ··|厂 、、I
用 ,可较好地抑制振动纹 的出现 ,对轧制量有 明显的提高,轧制量稳定在 15 000 t以上 ,多次 达 到计 划换 辊量 。
‘ . \ 195-… \ 8 222
· ’
’ 3 600
一7 1,0\ 二
6 252
25 oo0 2o 0o()
Abstract: The appearance and causes of chatter marks occurred on the backup roll surface of temper mil were introduced:the rigidity and stability of mill were reduced;the self-excited vibration of temper mill was caused by the vibration source and the coupled vibration during rolling.The countermeasures and effects for controling the chatter marks,such as to investigate the hydraulic system and breas t roll system,adopt v 一
3.1 排查 液压辅 助 系统及 机架辊 系
b 支撑辊和带钢表面振动纹传导示意图
图 1 振动纹 形貌
2.2 产 生振动纹 的原 理分 析
平 整机投 产 以来 ,由于机 架机 械设 备的松 动 和磨损 、传动机构及辊系轴承间隙加大 、轧辊磨 削 直径 变小硬 度变低 等 问题 的积 累 ,都会 造成 整 个机组刚性和稳定性 的逐步降低。轧制过程 中, 轧 辊辊 系受 到 偏 心 、传 动 冲击 等 多 种外 界 影 响 , 形 成复 杂的振 源 。
21 320 21 340
产。-_‘
2 支撑辊振动纹分析
2.1 振动 纹形 貌及 其特征
现 场 测试 发 现 ,当上 下 支 撑 辊 达 到 一 定 轧 制量 以后 ,会 产 生 振 动 纹 。振 动 纹 与 轧 辊 轴 线 平 行 ,明 暗相 间且 连 续 ,沿 支 撑 辊 表 面 均 匀 间
I■
距 分 布 ,明暗 条 纹 间距 为 31.0~32.5 mm (见 图 la)。如果 不及 时 更换 支 撑 辊 ,继 续 轧 制 生 产 , 振 动纹 就会加 深 、加 重并 复制 到带 钢表 面 ,在 带 钢 表面形 成 和支撑辊 一样 明 暗相 间 、距离 相 同的 条 纹 (见 图 lb),虽然 条纹 间无 手 感差 异 ,粗 糙 度 无变 化 ,但 冷 轧产 品表 面质 量受 到很 大影 响 。 另 外 ,如果生 产过程 中更 换工 作辊 的周期 短 ,工 作 辊不会 形成 振动 纹现 象 。
3.2 采用 变速 轧制 ,避开 共振 区
在 轧制过 程 中 ,随着机组 速度 变化 ,平整 机 有一个系统固有频振 区,如果在这个速度区域一 直 轧制 ,机架 会发 出 “嗡嗡 ” 的共 振声 ,平整 机 振动纹出现得更快。为此 ,采用变速轧制,尽量 避开辊系之间的共振频率 ,进而能延缓振动纹的 产生。同时 ,在启车运行稳定后立即提高轧制速 度 ,尾部停 车阶段使速度大斜率下降并且将停车
3 控制振动纹 的措施
自平整机产生振动纹 以来 ,冷轧板带厂跟踪 并采集了大量 的数据进行分析和研究 ,力求摸索 产生振动纹的规律 ,延长支撑辊使用的寿命。虽 然在排查液压辅助系统 、更换机架内部铜衬板 、 更 新 轧 辊 轴 承 的效 果 不 明显 ,但 在 实 施 变 速 轧 制 、调整平整液浓度 、检查主传动系统 、优化大 辊径支撑辊直径配对等措施后 ,对遏制振动纹的 快 速 出现 ,效果有 了明显改善 。