克劳斯法硫磺回收工艺技术发展与应用
超级克劳斯工艺的前景与改进

超级克劳斯工艺的前景与改进一、工艺原理传统克劳斯法是一种比较成熟的多单元处理技术,克劳斯工艺发明伊始就成为硫回收工业的标准工艺流程,也是目前应用最为广泛的硫回收工艺之一。
根据过程气中H2S体积百分比的高低,分别采用直流克劳斯法、分流克劳斯法、直接氧化克劳斯法。
其工艺过程为含有H2S的酸性气体在克劳斯炉内燃烧,使部分H2S氧化为SO2,然后SO2再与剩余的未反应的H2S在催化剂作用下反应生成硫黄[3] 。
超优克劳斯是克劳斯延伸型工艺,在克劳斯硫回收基础上突破传统观念的基础上,巧妙地组合了近年开发的新技术,对传统的克劳斯工艺进行改进,从改善热力学平衡和强化硫回收的角度出发,这包括发展新型催化剂、富氧燃烧技术、深冷器技术等,对克劳斯工艺作了较大的改造,在传统克劳斯转化之后,最后一级转化段使用新型选择性氧化催化剂,增加一个选择性催化氧化反应器(超级克劳斯反应器),成为超级克劳斯(SuperClaus)工艺,与此同时在最后一级克劳斯催化反应器床层中的克劳斯催化剂下面装填了一层加氢还原催化剂,构成加氢催化还原反应器(超优克劳斯反应器),将SO2还原成硫和H2S 后再选用选择性氧化催化剂,使总硫回收率得以大大提高。
根据酸性气体进料量和催化反应器数量,回收率可以达到99.4%以上或更高二、国内概况超优克劳斯工艺是荷兰Jacobs公司的专利技术,具有超级克劳斯工艺的所有优点,不仅适用于现有的克劳斯装置改造,也适用于新建装置,在石化、石油、天然气行业国内也有数套超优克劳斯装置投入运行。
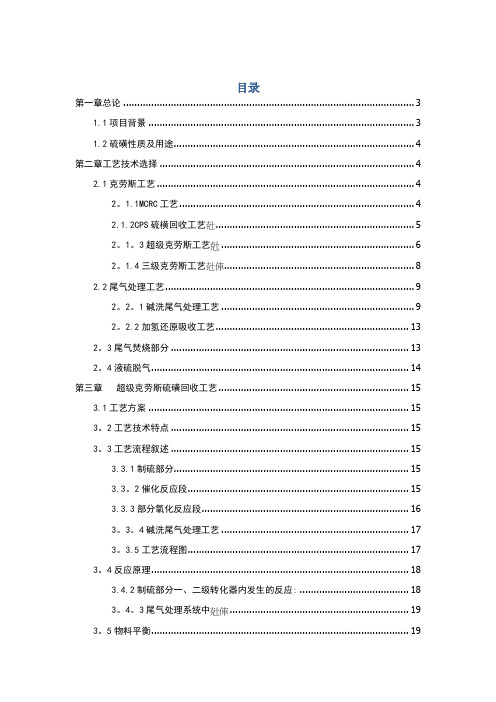
从2007年起,国内新建的数套煤化工装置都采用了超优克劳斯硫回收技术(见表2),目前大多在建。
陕西榆林天然气化工有限公司年产140万吨煤制甲醇资源综合利用项目中的五大关键生产技术之一硫回收技术采用超优克劳斯技术,计划于2011年8月1日投料试车。
此外,内蒙古天河化工有限责任公司年产100万t煤制甲醇的一期工程年产60万t甲醇项目也采用了超优克劳斯技术。
克劳斯法(硫回收)

克劳斯法- 正文将硫化氢转变为硫磺的工业方法,由英国人C.F.克劳斯于1883年发明。
此法广泛用于煤、石油、天然气的加工过程(如合成氨原料气生产、炼厂气加工等),在脱硫产生的含硫化氢气体中回收硫,并可解决炼厂废气对大气的污染问题。
克劳斯法回收硫的纯度可达到99.8%,可作为生产硫酸的一种硫资源,也可作其他部门的化工原料。
克劳斯法的主要化学反应为:自脱硫装置来的酸性气全部进入燃烧炉(见图),其中的硫化氢有三分之一可氧化成二氧化硫,并与未氧化的硫化氢一起进入转化器,进行催化转化。
为完成部分燃烧反应,通入燃烧炉的空气需严格控制,这是克劳斯法的操作关键。
燃烧炉的温度约为1200℃,燃烧产物中除二氧化硫、水和氮外,还有少量由硫化氢直接分解而生成的元素硫。
为回收热量,燃烧产物在进入转化器之前先经废热锅炉发生蒸汽。
转化器为一固定床反应器,内装有氧化铝催化剂(见金属氧化物催化剂),入口温度控制在220~240℃。
由于过程为放热反应,出口温度为270~300℃。
自转化器出来的反应产物进入冷凝冷却器,液态硫磺流至硫磺罐。
为达到较高的硫回收率,工业装置一般还设有二级、三级甚至四级转化器。
在转化器中能否达到较高的转化率,关键是要控制H2S/SO2的摩尔比,使之保持为2,同时要使用性能较好的氧化铝催化剂。
采用两级转化时,硫的回收率可达93%~95%,三级转化时可达94%~96%,四级转化时可达95%~97%。
从克劳斯装置排出的尾气中还含有一定数量的二氧化硫(8000~18000ppm)。
按环保要求,还需将尾气进行处理,使最终排入大气的尾气中含二氧化硫量在300ppm左右,使硫的总回收率达99.8%左右。
克劳斯工艺的进展(DOC)

克劳斯工艺技术进展及应用化工09-6苏美慧09031618摘要:现如今,各国对控制工业尾气技术可开发和改进日益注重。
硫磺回收的克劳斯工艺发展前景尤其广阔。
本文将着力介绍克劳斯工艺的基本流程、制约因素、改进技术及其在我国国内的应用。
关键词:克劳斯工艺;局限性;改进;国内应用。
前言:克劳斯工艺发明伊始就成为硫磺回收工业的标准工艺流程。
但是,由于酸性气的组成变化比较复杂,限制了克劳斯工艺的效能,因此有必要根据酸性气组成的不同开发不同的处理工艺,并针对某些特定的工艺条件来开发最优化的系统。
目前已有不少先进的改进技术,而且在我国国内也存在着一定的应用前景。
正文:近年来,随着各国对环境污染的控制日益严格。
世界上许多大公司和科研机构加强了对硫回收技术的开发,出现了许多新工艺、新技术。
超级克劳斯工艺就是一项先进、成熟的硫磺回收技术,具有流程简单、操作灵活、安全可靠、运行费用低、应用规模不限、使用范围广、硫回收率高等优点,成为近20年来发展最快的硫磺回收工艺技术之一。
在新建硫磺回收装置建设及原有老装置改造方面,超级克劳斯硫磺回收工艺都有广阔的应用前景。
现如今,国内外各大企业都在对传统克劳斯工艺进行不断改造,这些技术改造均以提高硫磺回收率为基本目的,在传统工艺的基础上予以创新,目前已取得了较大的技术突破。
下面对克劳斯工艺流程进行简述:(以上内容引用见参考文献[4],流程为自我提炼组织而成)长期以来,为提高克劳斯反应的硫回收率,研究者进行了大量研究工作,但并未取得重大突破,常规克劳斯装置的硫回收率通常只能达到94%~97%,影响硫磺回收率的原因如下:(1)由于克劳斯反应受到热力学的限制,硫的转化反应不可能完全,过程气中仍存有少量的H2S,SO2,限制了硫的转化率。
(2)克劳斯反应要产生一定量的水气,随着水气含量的增加,相应降低H20,S02的浓度,影响了克劳斯反应的平衡,阻碍了硫的生成,限制了硫的转化率。
(3)由于酸气中CO2和烃类的存在,则过程气中会形成COS和CS2,必须使之发生水解反应,为此,第一反应器的温度必须控制在300~340℃,高温虽然有利于水解反应,但是不利于克劳斯反应的进行,则限制了硫的转化率。
克劳斯法脱硫工艺的应用

克劳斯法脱硫工艺的应用随着含硫原油和天然气等资源的大量开发,含硫原料气和废气的处理和资源化利用是当前化工生产研究的一个重要方向。
干法脱硫和湿法脱硫是酸气脱硫的重要方法。
其中,克劳斯法处理含硫酸气不仅能够满足当前环境保护的需要,还能从其中回收硫磺,实现对硫的资源化利用。
本文主要介绍了传统克劳斯和改进克劳斯工艺的应用,并对其发展前景进行展望。
标签:硫磺回收;克劳斯法;脱硫克劳斯法是当前处理含硫酸气中较为成熟和先进的方法。
克劳斯法广泛应用于煤、石油、天然气的加工和含硫化氢废气的处理过程,对煤、天然气等化工能源进行脱硫是为了达到生产和生活的要求,对含硫废气的处理是为了满足相关环保法律的要求,减少对环境的污染和破坏。
同时,克劳斯法回收的硫磺资源可以用来生产硫酸或高附加值的含硫有机物。
进入21世纪以来,随着环保效益的重视,克劳斯法在工艺路线的选择和反应催化过程转化率的提高又有了很大的进步。
由于2017年7月1日开始实施新的排放标准,要求每立方米的克劳斯尾气中的二氧化硫含量不高于100mg,势必会推进克劳斯工艺的技术改造和发展。
.1 改良克劳斯工艺20世纪30年代,德国的法本公司在原型克劳斯工艺的基础上进行了改进,将克劳斯工艺分为两段反应:热反应段和催化反应段。
改进克劳斯工艺解决了原型克劳斯工艺中催化反應器温度难以控制,空速很低的问题,炉中反应热通过废热锅炉回收,实现热量的回收利用。
改良克劳斯工艺路线:第一阶段,含硫化氢酸气与一定量的空气通入燃烧炉中,使酸气中三分之一的硫化氢转化为二氧化硫,同时使酸气中的烃类转化为二氧化碳。
要想在燃烧炉中实现稳定的生产,燃烧炉的反应温度必须在920摄氏度以上。
并且在高温反应阶段,温度越高,从动力学和热力学上都有利于硫化氢转化为硫磺转化率的提高。
经过燃烧炉,硫化氢的理论转化率可达到60%—70%。
第二阶段,进过燃烧炉的含硫酸气经过废热锅炉回收热量,进入冷凝器,使硫蒸气冷凝为液硫,从冷凝器下部排出。
超优克劳斯硫回收工艺技术及应用前景

超优克劳斯硫回收工艺技术及应用前景
超优克劳斯硫回收工艺技术及应用前景
超优克劳斯工艺是一项先进、成熟的硫回收技术,具有流程简单、操作灵活、安全可靠、运行费用低、应用规模不限、使用范围广、硫回收率高等优点,对新建硫回收装置及原有老装置改造都有一定的推广应用价值.介绍了超优克劳斯硫回收工艺原理、技术特点及国内装置建设概况,并时该工艺在国内相关领域的应用前景作出了展望.
作者:汪家铭 WANG Jia-ming 作者单位:川化集团有限责任公司,四川,成都,610301 刊名:硫磷设计与粉体工程英文刊名:SULPHUR PHOSPHORUS & BULK MATERIALS HANDLING RELATED ENGINEERING 年,卷(期):2009 ""(4) 分类号:X701.3 关键词:硫回收超优克劳斯工艺技术特点应用前景展望。
基于克劳斯法硫磺回收工艺技术实践与发展相关思考与分析
77一、克劳斯法硫磺回收工艺技术的实践应用分析据有关调查显示,我国大多数石油化工企业都会采用克劳斯法硫磺回收工艺技术来提高对生产中的硫化物和氢化物的加工和处理效果,从而在提高生产原料利用效率的同时,起到一定的环保效果。
一般而言,克劳斯法硫磺回收工艺技术主要是侧重于对硫化氢气体的回收和处理,尽可能的提升硫元素的回收效果。
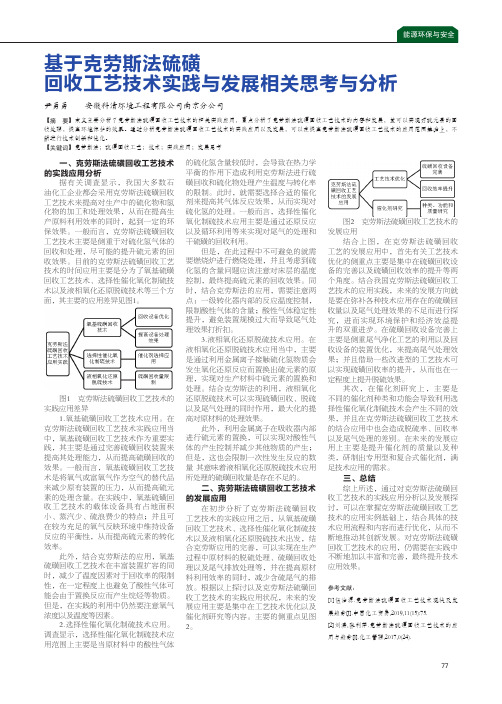
目前的克劳斯法硫磺回收工艺技术的时间应用主要是分为了氧基硫磺回收工艺技术、选择性催化氧化制硫技术以及液相氧化还原脱硫技术等三个方面,其主要的应用差异见图1。
图1 克劳斯法硫磺回收工艺技术的实践应用差异1.氧基硫磺回收工艺技术应用。
在克劳斯法硫磺回收工艺技术实践应用当中,氧基硫磺回收工艺技术作为重要实践,其主要是通过完善硫磺回收装置来提高其处理能力,从而提高硫磺回收的效果。
一般而言,氧基硫磺回收工艺技术是将氧气或富氧气作为空气的替代品来减少原有装置的压力,从而提高硫元素的处理含量。
在实践中,氧基硫磺回收工艺技术的载体设备具有占地面积小、蒸汽少、硫浪费少的特点;并且可在较为充足的氧气反映环境中维持设备反应的平衡性,从而提高硫元素的转化效率。
此外,结合克劳斯法的应用,氧基硫磺回收工艺技术在丰富装置扩容的同时,减少了温度因素对于回收率的限制性,在一定程度上也避免了酸性气体可能会由于置换反应而产生烷烃等物质。
但是,在实践的利用中仍然要注意氧气浓度以及温度等因素。
2.选择性催化氧化制硫技术应用。
调查显示,选择性催化氧化制硫技术应用范围上主要是当原材料中的酸性气体的硫化氢含量较低时,会导致在热力学平衡的作用下造成利用克劳斯法进行硫磺回收和硫化物处理产生温度与转化率的限制。
此时,就需要选择合适的催化剂来提高其气体反应效果,从而实现对硫化氢的处理。
一般而言,选择性催化氧化制硫技术应用主要是通过还原反应以及循环利用等来实现对尾气的处理和干硫磺的回收利用。
但是,在此过程中不可避免的就需要燃烧炉进行燃烧处理,并且考虑到硫化氢的含量问题应该注意对床层的温度控制,最终提高硫元素的回收效果。
克劳斯硫磺回收装置的工艺技术和设备管理浅析

克劳斯硫磺回收装置的工艺技术和设备管理浅析摘要:克劳斯(Claus)硫磺回收工艺是一种比较成熟的多单元处理技术,是目前最为普遍的硫回收工艺之一,主要应用于石化装置尾气加工、合成氨生产、天然气加工过程中,克劳斯硫磺回收装置具有流程简单、操作灵活、回收硫磺纯度高、环境效益显著等特点,做好克劳斯硫磺回收装置的工艺技术的优化工作和化工设备管理工作具有重点意义。
关键词:克劳斯硫磺回收装置;工艺技术;设备管理随着社会经济的不断发展,世界可供原油正在重质化,高含硫、高含金属原油所占份额也越来越大,迫使炼油厂商不断地开发新的技术,对重质原油进行深度加工。
然而原油的深度加工和生产低硫油品必然会使炼油厂副产大量H2S气体。
传统上含H2S的酸性气都采用克劳斯法回收硫磺,随着各国对环境保护日益重视,制定了更加严格的环保法规,迫使炼油工作者不断改进工艺,提高设备性能。
1、克劳斯硫磺回收装置的工艺技术1.1工艺技术简介某炼厂采用克劳斯+直接选择氧化+尾气焚烧烟气脱硫的工艺路线。
装置制硫部分采用硫回收工艺,为一级热反应+两级催化+一级直接氧化硫回收,余热锅炉及硫冷凝器发生低压蒸汽,尾气处理部分采用热焚烧工艺,焚烧炉废热锅炉发生高压蒸汽,烟气采用湿法烟气脱硫工艺。
1.2工艺原理和工艺流程图1.2.1工艺原理主反应方程式如下:2H2S+O2=2H2O+S2 (2-1)H2S+3/2O2=SO2+H2O (2-2)2H2S+SO2=3/2S2+2H20 (2-3)1.2.1工艺流程图1.3工艺技术特点(1)原料气全部进入反应炉,但仅让1/3体积的H2S燃烧生成SO2;(2)过程气中H2S:SO2要控制在2:1(摩尔比);(3)反应炉内部分H2S转化成S蒸气,其余H2S继续在转化器内进行转化;(4)H2S理论回收率可达96%-98%,实际收率只可达94%-97%。
1.4工艺技术中出现的故障及措施1.4.1酸性气含烃超标1.4.1.1酸性气中烃含量超标,会造成以下影响(1)制硫炉超温,严重超温会导致炉衬里变形,炉体塌陷;(2)系统积碳堵塞或压降上升,严重时会导致装置被迫停工;(3)催化剂活性下降,使用寿命降低;(4)产出黑硫磺。
硫磺回收工艺介绍
目录第一章总论 (3)1.1项目背景 (3)1.2硫磺性质及用途 (4)第二章工艺技术选择 (4)2.1克劳斯工艺 (4)2。
1.1MCRC工艺 (4)2.1.2CPS硫横回收工艺 (5)2。
1。
3超级克劳斯工艺 (6)2。
1.4三级克劳斯工艺 (8)2.2尾气处理工艺 (9)2。
2。
1碱洗尾气处理工艺 (9)2。
2.2加氢还原吸收工艺 (13)2。
3尾气焚烧部分 (13)2。
4液硫脱气 (14)第三章超级克劳斯硫磺回收工艺 (15)3.1工艺方案 (15)3。
2工艺技术特点 (15)3。
3工艺流程叙述 (15)3.3.1制硫部分 (15)3.3。
2催化反应段 (15)3.3.3部分氧化反应段 (16)3。
3。
4碱洗尾气处理工艺 (17)3。
3.5工艺流程图 (17)3。
4反应原理 (18)3.4.2制硫部分一、二级转化器内发生的反应: (18)3。
4。
3尾气处理系统中 (19)3。
5物料平衡 (19)3.6克劳斯催化剂 (20)3。
6。
1催化剂的发展 (20)3.6.2催化剂的选择 (21)3.7主要设备 (21)3.7.1反应器 (21)3.7.2硫冷凝器 (22)3。
7。
3主火嘴及反应炉 (22)3。
7。
4焚烧炉 (22)3。
7.5废热锅炉 (22)3.7。
6酸性气分液罐 (23)3。
8影响Claus硫磺回收装置操作的主要因素 (23)3。
9影响克劳斯反应的因素 (24)第四章工艺过程中出现的故障及措施 (26)4.1酸性气含烃超标 (26)4。
2系统压降升高 (27)4。
3阀门易坏 (28)4。
4设备腐蚀严重 (28)第一章总论1。
1项目背景自从本世纪30年代改良克劳斯法实现工业化以后,以含H2S酸性气为原料的回收硫生产得到了迅速发展,特别是50年代以来开采和加工了大量的含硫原油和天然气,工业上普遍采用克劳斯过程回收元素硫.经近半个世纪的演变,克劳斯法在催化剂研制、自控仪表应用、材质和防腐技术改善等方面取得了很大的进展,但在工艺技术方面,基本设计变化不大,普遍采用的仍然是直流式或分流式工艺.由于受反应温度下化学反应平衡的限制,即使在设备和操作条件良好的情况下,使用活性好的催化剂和三级转化工艺,克劳斯法硫的回收率最高也只能达到97%左右,其余的H2S、气态硫和硫化物即相当于装置处理量的3%~4%的硫,最后都以SO的形式排入大气,严重地污染了环境.2随着社会经济的不断发展,世界可供原油正在重质化,高含硫、高含金属原油所占份额也越来越大,迫使炼油厂商不断地开发新的技术,对重质原油进行深度加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
克劳斯法硫磺回收工艺技术发展与应用
摘要:我国于1996年4月颁布了GB16297-1996《大气污染物综合排放标准》,对于尾气处理的要求进一步提高。
克劳斯(Claus)法是一种较为成熟的酸性气体硫回收工艺,在石油、化工企业得到了非常广泛的应用。
本文对克劳斯法硫磺回收工艺的技术发展与生产应用进行了介绍。
关键词:克劳斯法硫磺回收工艺发展与应用
近年来,随着工业的快速发展,环境污染也成为了一个不容人们忽视的重要问题。
近年来,我国于1996年4月颁布了GB16297-1996《大气污染物综合排放标准》,对于尾气处理的要求进一步提高。
克劳斯(Claus)法是一种较为成熟的酸性气体硫回收工艺,具有流程简单、操作灵活、硫的回收率高、投资较低、环保效益好等优点,自上世纪30年代工业化以来,经过近80年的发展,在化肥厂、炼油厂、天然气净化厂、发电厂等得到了非常广泛的应用。
我国的克劳斯法硫磺回收技术的起步较晚,基础也很差,装置的操作水平比较低,这就导致硫元素的回收效果不太好,通过引入先进技术,提高硫回收率,对于环境保护具有非常重大的意义。
本文介绍了近年来克劳斯法硫磺回收工艺的发展与实际情况,对于企业的生产与技术改进具有一定的指导意义。
1.传统的克劳斯法工艺
传统克劳斯法是硫磺回收中最基本的方法之一,其装置由一个高温段和两个或三个转化段构成。
其工艺原理为含H2S的酸性气体发生燃烧反应,约1/3体积的H2S在1200℃左右转化成SO2,放出大量热,此阶段称为热反应阶段;生成的SO2再与剩余2/3体积的H2S在催化剂的作用下反应生成硫单质,此阶段称为催化反应阶段。
这两个阶段的反应方程式如下:
3H2S+3/2O2 SO2+2H2S+H2O+518.9KJ/mol
3H2S+3/2O2 2H2O+3/xSx+96.1KJ/mol
其中,回收的硫还可以用作生产硫酸的的原料。
克劳斯反应是一个可逆反应,存在化学平衡,受温度、压强等反应条件的影响,而且硫的转化率主要取决于n(H2S):n(SO2)(即两者物质的量的比),因此为使装置能达到硫回收的最佳效果,必须保证n(H2S):n(SO2)接近2:1。
就要求在热反应阶段,需严格控制燃烧炉中通入空气的量,这也是传统克劳斯法操作的关键步骤。
在工艺方面,克劳斯法使用的工艺有两种,分别是直流式和分流式。
有的传统克劳斯装置还设有转化器,一般为二级、三级或四级。
二级催化转化硫的回收
率一般为90%~95%,三级转化能达到94%~96%,四级转化也只能提高1个百分点。
由于传统克劳斯法尾气中还存在H2S和SO2等硫化物,若没有后续的尾气处理装置,就不能满足国家现行的大气排放标准。
传统克劳斯工艺限制了尾气排放的达标,还需对其加以改进。
2.氧基克劳斯法工艺
氧基克劳斯法工艺(简称氧基工艺)是指从提高装置处理能力的角度出发,以氧气或富氧空气代替空气来增加装置处理能力的一系列新型克劳斯工艺,如德国Lurgi公司开发的OxyClaus工艺、英国BOC公司的SURE工艺和美国Air Products&Chemical Inc.公司的COPE工艺等。
此类工艺应用迄今已有20余年历史,且近年来更加受到广泛重视。
将氧基工艺应用于克劳斯装置的技术改造或新建装置具有以下优点:
在原有装置总压力降(0.050~0.075MPa)基本不变的前提下。
装置的处理量可大幅度提高;若新建装置采用此工艺,对给定的处理量而言,设备尺寸可比常规克劳斯工艺缩小约50%,设备投资可减少30%~35%,且硫蒸气和硫雾沫夹带损失也相应减少;装置可以很快从空气改为氧含量达70%的富氧操作,装置运转很平衡,不需要额外增加操作人员,停车也相当方便;有利于处理H2S 含量较低的贫酸性气,且装置的总转化率也可以提高约2%。
3.超级克劳斯法工艺
超级克劳斯法是由荷兰Jacobs公司开发的,并与1988年在德国的—个天然气净化厂100 t/d的克劳斯装置上实现了工业化。
1990年后,超级克劳斯法又在催化氧化催化剂方面不断加以改进,从而降低了反应器的操作温度,也降低了过程气再热的能耗,使该法得到迅速发展。
目前此法在国内外都得到广泛使用。
已建装置超过110套,其中国内已有5套。
超级克劳斯法是常规的克劳斯法的延续,在常规克劳斯法工艺基础上。
添加一个选择性催化氧化反应段,将来自最后一级克劳斯段的过程气中残留H2S选择氧化为元素硫,从而将硫磺回收率提高到99.0%以上。
超级克劳斯法不要求精确控制H2S和SO2的比例,使操作变得灵活方便;使用一种特殊的氧化催化剂,可以将克劳斯尾气中大部分H2S直接氧化为元素硫。
其效率可达85%~95%,且不发生副反应;由于上游克劳斯采用了硫化氢过量操作,抑制了尾气中二氧化硫含量,因此装置硫磺总回收率高;由于超级克劳斯工艺采用过量空气操作,从而产生较少的二氧化硫,因此对空气的要求不是很严格,可以采用简单的流量控制回路。
4.超优克劳斯法工艺
超优克劳斯法工艺是在超级克劳斯法的基础上开发的。
目的是在不增加额外投资的基础上,将硫磺回收率提高到99.4%或更高。
超优克劳斯工艺与超级克劳
斯工艺区别是在最后一级克劳斯催化反应器床层中的克劳斯催化剂下面装填了一层加氢还原催化剂.构成加氢还原反应器(超优克劳斯转化器),将SO2还原成硫和H2S后再选用选择性氧化催化剂.使总硫回收率得以大大提高。
根据酸性气体进料量和催化反应器数量,回收率可以达到99.4%以上。
在加氢还原转化器中,SO2通过加氢催化还原反应,被克劳斯尾气中的H2和CO还原生成硫和H2S,随后H2S被选择性催化氧化生成硫。
超优克劳斯工艺和超级克劳斯工艺相比,其投资基本上相当或稍高一些,但是超优克劳斯工艺的硫回收率更高一些。
5.结束语
目前,我国石油、化工企业中的一些规模比较小的传统克劳斯法硫磺回收装置的硫回收率还比较低,尾气中SO2的浓度高,达不到《大气污染物综合排放标准》的要求。
作为生产企业,要引入上文所介绍的先进的克劳斯法硫磺回收工艺,对现有设备进行改造、升级,提高硫回收率,最终实现清洁生产。
参考文献
[1] 陈赓良.克劳斯法硫磺回收工艺技术发展评述[J].天然气与石油,2013,31(4):23-28.
[2] 殷树青,徐兴忠.硫磺回收及尾气加氢催化剂研究进展[J].石油炼制与化工,2012,43(8):98-104.
[3] 张义玲,李文波,唐昭峥等.硫回收技术进展评述[J].炼油与化工,2003,14(1):9-12.
[4] 何清亮,严伟慈.谈天然气处理克劳斯法工艺技术[J].科技创业家,2012,(16):94.。