碳纤维注塑成型工艺
碳纤维材料成型方法
碳纤维材料成型方法
碳纤维材料的成型方法可以分为以下几种:
1.手工层叠法:即在模具内先放置一层预浸碳纤维布,再依次将预浸碳纤维布一层层放置于上面,并用滚轮或者压力板使碳纤维布充分挤压,使预浸树脂浸透整个碳纤维层数,最后将其压入到合适尺寸的模具中,通过烘干而完成成型。
手工层叠法适用于小批量、连续的生产方式。
2.预制件法:即将预制好的碳纤维制品放入模具中加以加热,将碳纤维制品软化后再压成形。
此种方法生产周期较长,但可以大幅度降低碳纤维材料的制造成本。
3.喷涂法:在模具中先涂抹一定的分离剂,然后利用机械设备将加热等温的碳纤维和树脂混合物喷涂在分离剂上形成预制件,最后经过热固定得到成品。
4.自动化成型法:面向高产量和工艺自动化的需求,采用自动化成型技术,如快速成型技术,机器缠绕技术,单轮轻微拉伸制品技术等。
碳纤维复合材料的成型工艺

碳纤维复合材料的成型工艺一、碳纤维复合材料概述碳纤维复合材料是一种由碳纤维增强体和树脂基体组成的新型高性能材料。
它以其轻质、高强度、高刚度、耐疲劳、耐腐蚀等优异性能,在航空航天、汽车制造、体育器材、建筑结构等领域得到了广泛的应用。
本文将探讨碳纤维复合材料的成型工艺,分析其重要性、挑战以及实现途径。
1.1 碳纤维复合材料的特点碳纤维复合材料的特点主要包括以下几个方面:- 轻质高强:碳纤维具有很高的比强度和比模量,使得复合材料在保持轻质的同时,具有很高的承载能力。
- 高刚度:碳纤维复合材料的刚度远高于传统材料,可以提供更好的结构稳定性。
- 耐疲劳:碳纤维复合材料具有优异的耐疲劳性能,适用于承受反复循环载荷的应用。
- 耐腐蚀:碳纤维复合材料对多种腐蚀性介质具有很好的抵抗力,适用于恶劣环境。
1.2 碳纤维复合材料的应用领域碳纤维复合材料的应用领域非常广泛,包括但不限于以下几个方面:- 航空航天:用于飞机结构、发动机部件等,以减轻重量、提高性能。
- 汽车制造:用于车身、底盘等部件,以提高燃油效率和车辆性能。
- 体育器材:用于自行车、网球拍、高尔夫球杆等,以提供更好的运动性能。
- 建筑结构:用于桥梁、高层建筑等,以提高结构的承载能力和耐久性。
二、碳纤维复合材料的成型工艺碳纤维复合材料的成型工艺是实现其优异性能的关键环节。
不同的成型工艺会影响材料的性能和应用范围。
2.1 预浸料成型工艺预浸料成型工艺是一种常用的碳纤维复合材料成型方法。
该工艺首先将碳纤维与树脂基体预先混合,形成预浸料,然后在模具上铺设预浸料,通过热压或真空袋压等方法固化成型。
预浸料成型工艺具有成型效率高、产品质量好等优点。
2.2 树脂传递模塑成型工艺树脂传递模塑(RTM)成型工艺是一种先进的复合材料成型技术。
该工艺通过将树脂注入闭合模具中,使树脂在模具内流动并浸润碳纤维,最终固化成型。
RTM工艺可以实现复杂形状的制品成型,且具有较低的生产成本。
史上最全的12种碳纤维成型工艺
史上最全的12种碳纤维成型工艺碳纤维复合材料从预浸料到最终部件,需要利用成型工艺来进行加工。
随着碳纤维技术的发展,碳纤维复合材料成型工艺也在不断进步,但是碳纤维复合材料的各种成型工艺并非按照更新淘汰的方式存在,往往是多种工艺并存,实现不同条件、不同情况下的最好效应。
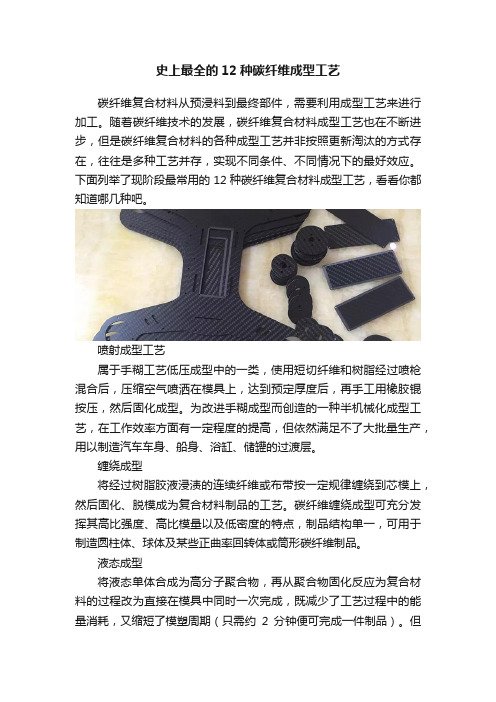
下面列举了现阶段最常用的12种碳纤维复合材料成型工艺,看看你都知道哪几种吧。
喷射成型工艺属于手糊工艺低压成型中的一类,使用短切纤维和树脂经过喷枪混合后,压缩空气喷洒在模具上,达到预定厚度后,再手工用橡胶锟按压,然后固化成型。
为改进手糊成型而创造的一种半机械化成型工艺,在工作效率方面有一定程度的提高,但依然满足不了大批量生产,用以制造汽车车身、船身、浴缸、储罐的过渡层。
缠绕成型将经过树脂胶液浸渍的连续纤维或布带按一定规律缠绕到芯模上,然后固化、脱模成为复合材料制品的工艺。
碳纤维缠绕成型可充分发挥其高比强度、高比模量以及低密度的特点,制品结构单一,可用于制造圆柱体、球体及某些正曲率回转体或筒形碳纤维制品。
液态成型将液态单体合成为高分子聚合物,再从聚合物固化反应为复合材料的过程改为直接在模具中同时一次完成,既减少了工艺过程中的能量消耗,又缩短了模塑周期(只需约2分钟便可完成一件制品)。
但这种工艺的应用,必须以精确的管道输送和计量以及温度压力自动控制为基础,属于高分子材料和近代高新科学技术的交叉范畴,目前的应用还不是很广。
液态成型主要包括:RTM成型工艺、RFI成型、VARI成型。
树脂膜渗透(RFI)成型工艺的主要优点是模具比RTM工艺模具简单,树脂沿厚度方向流动,更容易浸润纤维,没有预浸料,成本较低。
但所得制品尺寸精度和表面质量不如RTM工艺,空隙含量较高,效率也稍微低一些,适合生产大平面或简单曲面的零件。
真空辅助成型工艺(VARI)的优点是原材料利用率高,制件修整加工量少,不需要预浸料,成本较低,适用于常温或温度不高的大型壁板结构件生产。
碳纤维的工艺流程

碳纤维的工艺流程碳纤维是一种轻质、高强度的材料,广泛应用于航空航天、汽车、体育器材等领域。
其工艺流程包括原料准备、纺丝、预浸胶、成型、热固化和后处理等环节。
1. 原料准备。
碳纤维的原料主要是聚丙烯和聚丙烯腈。
聚丙烯腈经过聚合反应后形成聚丙烯腈纤维,再经过碱处理、硫化、热处理等工艺步骤,最终得到碳纤维。
在原料准备阶段,需要对原料进行严格的筛选和检测,确保原料的质量和纯度。
2. 纺丝。
纺丝是将聚丙烯腈纤维加工成碳纤维的关键步骤。
在纺丝过程中,需要将聚丙烯腈纤维溶解在有机溶剂中,然后通过旋转的喷丝孔将溶液喷出,使其凝固成纤维。
纺丝过程需要控制温度、湿度和喷丝速度等参数,以确保纤维的质量和形态。
3. 预浸胶。
预浸胶是将碳纤维与树脂预浸料进行浸渍,以增强其机械性能和耐腐蚀性能。
预浸胶通常使用环氧树脂或聚酰亚胺树脂,通过真空浸渍或浸渍压延等工艺,将树脂浸渍到碳纤维中。
预浸胶的质量和浸渍均匀度对最终制品的性能有着重要影响。
4. 成型。
成型是将预浸胶碳纤维进行造型的过程。
常见的成型方法包括手工层叠、自动纺织、注塑成型、压缩成型等。
在成型过程中,需要根据产品的形状和尺寸要求,将预浸胶碳纤维进行层叠或复合,然后放入模具中进行成型。
5. 热固化。
热固化是将成型后的碳纤维制品进行固化的过程。
固化过程中,需要控制温度和压力,使树脂在一定的温度下发生交联反应,从而形成坚固的结构。
热固化过程对产品的性能和外观有着重要影响,需要严格控制固化工艺参数。
6. 后处理。
后处理是对热固化后的碳纤维制品进行表面处理和修整的过程。
常见的后处理工艺包括修边、打磨、喷涂、涂层等。
后处理工艺可以改善产品的表面质量和外观,提高其耐磨损性能和耐腐蚀性能。
通过以上工艺流程,碳纤维制品可以获得优异的力学性能、耐腐蚀性能和轻质化特性,广泛应用于航空航天、汽车、体育器材等领域。
随着工艺技术的不断进步,碳纤维制品的生产效率和质量将得到进一步提升,为各行业提供更多优质的碳纤维产品。
碳纤维增强树脂基复合材料成型方式
碳纤维增强树脂基复合材料成型方式
碳纤维增强树脂基复合材料是一种高性能材料,具有轻质、高强、高
刚度、耐腐蚀等优点,被广泛应用于航空、航天、汽车、体育器材等
领域。
而其成型方式也是影响其性能的重要因素之一。
碳纤维增强树脂基复合材料的成型方式主要有手工层叠法、自动化层
叠法、注塑成型、压缩成型、热压成型等多种方式。
手工层叠法是最早的成型方式,其特点是工艺简单,成本低,但生产
效率低,质量难以保证。
自动化层叠法则是在手工层叠法的基础上发
展起来的,通过机器人自动叠放纤维布,提高了生产效率和产品质量。
注塑成型是将预浸料放入模具中,通过注塑机将树脂注入模具中,然
后进行固化。
这种成型方式适用于复杂形状的零件,但需要专门的注
塑设备和模具,成本较高。
压缩成型是将预浸料放入模具中,然后通过压力将树脂浸透纤维,最
后进行固化。
这种成型方式适用于大批量生产,但需要专门的压力设
备和模具。
热压成型是将预浸料放入模具中,然后通过高温和高压将树脂浸透纤
维,最后进行固化。
这种成型方式适用于高性能复合材料的生产,但需要专门的高温高压设备和模具。
总的来说,不同的成型方式适用于不同的产品和生产需求。
在选择成型方式时,需要考虑产品的形状、尺寸、数量、质量要求以及生产成本等因素。
同时,还需要注意成型过程中的温度、压力、固化时间等参数的控制,以确保产品的性能和质量。
碳纤维一体成型技术
碳纤维一体成型技术碳纤维一体成型技术(CFRP一体成型技术)指的是将预浸料(prepreg)纤维和导电网等补强材料与金属、塑料等基材在一起,以一次成型的方式制成具有高强度、高刚度和导电性能的复合材料构件的制造技术。
传统的CFRP加工工艺是通过手工剪裁、纺织、预热、成型、固化等多道工序,生产出来的产品具有性能稳定、成型精度高、外观美观等优点。
然而,这种CFRP制造方法存在一定的问题,包括成本高、制造速度慢、无法满足复杂形状构件的加工等。
为了解决这些问题,CFRP一体成型技术应运而生。
该技术具有以下优点:1.缩短生产周期。
传统的CFRP加工工艺需要多道工序,生产周期长达数十天,而CFRP一体成型技术仅需要一道工序,生产周期可缩短为数小时。
2.成本更低。
CFRP一体成型技术采用模板或注塑成型法,大幅减少了人工操作和设备投资成本。
同时,精确控制材料用量,避免材料浪费,从而实现成本更低。
3.产品性能更加优越。
由于生产过程中纤维和基材之间的结合强度更高,一体成型的复合材料产品具有更好的强度和刚度。
4.形状更加复杂。
传统制造工艺往往只适用于规则形状的构件,而CFRP一体成型技术可以生产更为复杂的非规则形状,如轻量化飞机构件等。
CFRP一体成型技术采用的制造方法包括注塑成型、RTM工艺、压力合模工艺等。
下面分别介绍这些技术:1.注塑成型:在一组金属模具上,在预置的导电网中注入预浸料丝线,接着进行高压注塑,形成一体成型的复合材料。
一个优点是注塑机的产能可以满足大批量生产。
2.RTM工艺:该工艺是一种中空模生产成型方法,通过注射浸润剂RU(Resin Uptake)使模具内的纤维状预制件带有贯通的纵横向通道,将模具浸入固化剂中进行反应固化,但生产周期可能放缓。
(注:为了满足广大读者,本篇全文内将精锐词汇标注为非精锐词汇加粗文字区分)3.压力合模工艺:该技术是通过先堆叠纤维束干预制成不同的纤维结构,利用模架在甲板上进行成型、加压、硬化而成的。
碳纤维鱼竿的成型工艺

碳纤维鱼竿的成型工艺
碳纤维鱼竿是通过以下步骤进行成型的:
1. 碳纤维制备:首先,将碳纤维材料加工制备成纤维束或纤维带。
这些纤维束或纤维带通常是由碳纤维纱线或预浸碳纤维布组成。
2. 鱼竿模具准备:根据设计要求,制备鱼竿的模具。
模具通常由金属或复合材料制成,用于给予鱼竿所需的形状和结构。
3. 模具涂覆:将模具表面涂覆一层脱模剂,以防止碳纤维材料粘附在模具上。
4. 纤维预浸:将碳纤维束或纤维带浸泡在树脂基质溶液(通常是环氧树脂)中,使纤维充分浸润,并且树脂与纤维之间形成粘合。
5. 顶压:将预浸的碳纤维材料放置在鱼竿模具中,并用合适的顶压装置将其紧密压实,以确保纤维间的紧密结合和形成所需的鱼竿形状。
6. 热固化:将预制鱼竿模具放入烘箱或自动循环固化炉中进行热固化。
在高温下,树脂基质会固化,形成鱼竿的结构,并确保纤维的牢固粘合。
7. 冷却和脱模:热固化后,将鱼竿模具从烘箱或固化炉中取出,并进行冷却。
一旦冷却完全,可以从模具中脱模,鱼竿成型完成。
8. 补强和涂装:根据需要,鱼竿可能会经过进一步的工艺处理,如涂装表面防刮花涂层、安装导线环等。
9. 质量检验和包装:对成型后的鱼竿进行质量检验,确保其符合设计和性能要求。
然后进行包装,做好商品化准备。
以上步骤仅为一般描述,具体的成型工艺可能会因生产厂家和产品型号的不同而有所变化。
碳纤维二次注塑工艺流程

碳纤维二次注塑工艺流程英文回答:Carbon Fiber Overmolding Process.Carbon fiber overmolding is a manufacturing process that combines the strength and stiffness of carbon fiber with the versatility and cost-effectiveness of plastic. In this process, a carbon fiber preform is placed in a mold and then overmolded with a plastic material. The resulting part has the strength and stiffness of carbon fiber in the areas where it is needed, while the plastic provides protection and insulation in the other areas.The carbon fiber overmolding process can be used to manufacture a wide variety of products, including automotive parts, sporting goods, and medical devices. The process is particularly well-suited for applications where high strength and stiffness are required, but weight is a concern.Process Steps.The carbon fiber overmolding process typically involves the following steps:1. Prepare the carbon fiber preform. The carbon fiber preform is typically made by laying up layers of carbon fiber fabric in a mold. The preform is then cured to create a solid structure.2. Place the preform in the mold. The carbon fiber preform is placed in a mold that has been designed to create the desired part shape. The mold is then closed and sealed.3. Inject the plastic material. The plastic material is injected into the mold under pressure. The plastic material fills the mold and surrounds the carbon fiber preform.4. Cure the plastic material. The plastic material is cured to create a solid structure. The curing process canbe done in a variety of ways, depending on the type of plastic material being used.5. Remove the part from the mold. The part is removed from the mold once the plastic material has cured. The part is then ready for use.Advantages of Carbon Fiber Overmolding.Carbon fiber overmolding offers a number of advantages over other manufacturing processes, including:High strength and stiffness. Carbon fiber is one of the strongest and stiffest materials available. This makes carbon fiber overmolded parts ideal for applications where high strength and stiffness are required.Lightweight. Carbon fiber is a very lightweight material. This makes carbon fiber overmolded parts idealfor applications where weight is a concern.Corrosion resistance. Carbon fiber is resistant tocorrosion. This makes carbon fiber overmolded parts ideal for applications where the part will be exposed to harsh environments.Electrical conductivity. Carbon fiber is an electrical conductor. This makes carbon fiber overmolded parts ideal for applications where electrical conductivity is required.Disadvantages of Carbon Fiber Overmolding.Carbon fiber overmolding also has a number of disadvantages, including:Cost. Carbon fiber is a relatively expensive material. This makes carbon fiber overmolded parts more expensive than parts made from other materials.Complexity. The carbon fiber overmolding process is a complex process. This makes it difficult to manufacture carbon fiber overmolded parts in high volumes.Design limitations. Carbon fiber overmolding is notsuitable for all applications. The process is limited by the shape of the part and the type of plastic material being used.中文回答:碳纤维二次注塑工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
碳纤维注塑成型工艺
碳纤维注塑成型工艺是一种将碳纤维与树脂混合后注入模具,并通过加热和压力使其硬化成型的工艺。
具体步骤如下:
1. 准备原材料:选择适当比例的碳纤维和树脂,并将其混合均匀。
2. 筛选:将混合好的碳纤维和树脂放入注塑机的料斗中,通过筛网去除杂质,确保材料的纯净度。
3. 加热和熔化:注塑机将料斗中的碳纤维和树脂加热到一定温度,使树脂熔化,并保持一定的流动性。
4. 压力注射:一旦树脂达到熔化状态,注塑机将其注入模具中。
高压力和速度可以确保液态树脂充分填充模具的所有空腔。
5. 冷却和固化:一旦注塑完毕,模具中的树脂会迅速冷却和硬化。
冷却时间取决于树脂的种类和模具的复杂程度。
6. 脱模:硬化的碳纤维复合材料从模具中取出。
7. 加工和修整:如果需要,可以对复合材料进行加工和修整,如切割、打磨、打孔等。
8. 品质检验:对成品进行品质检验,确保其达到设计要求。
碳纤维注塑成型工艺具有成型速度快、成本相对较低、产品质
量稳定等优点。
它广泛应用于汽车、航空航天、体育器材等领域,制造轻量、高强度、高刚度的产品。