金属处理技术与纤维艺术-PolyUIRA

010
ART&DESIGN
2005年壹月?总第141期
011
ART&DESIGN
2005年壹月?总第141期
独立单元组成的纤维雕塑表现了一种理性的格律美,这种感觉借助于立体的形式得以强化。这一立体的艺术作品由大量的经技术处理的不锈钢纤维组合而成,柔韧的金属纤维表现出跳跃的韵律。
金属粉末/箔:金属粉末浆印于面料上可获得金属色泽的装饰效果,这是一种简便实用的工艺手法,许多金属效果的纺织图案可以通过印刷工艺实现。金属箔膜粘合于面料上可以创作出光亮的表面,图中所示的MakikoMinagawa 和Issey Miyake 的银装设计就是在自由打褶的纯棉衣料上热压粘合铝膜的结果,当褶皱拉开时,铝膜随之分裂成自由块型,反光与吸收光的对比并存一体。巧妙的处理技巧使普通的棉布料成为立体的、个性化的艺术创作。
三、金属化处理技术
新工艺和技术提供了更多的方法让金属与纤维相结合。应该指出的是,金属化处理技术
在纤维艺术设计上的应用刚刚起步,针对于纤维艺术设计的创新需求,相应的金属化处理技术值得关注。合成纤维和金属化技术正逐渐地应用在纤维艺术创新的领域。研究文献显示,具有灿烂色泽的金、银、铜、钛等被尝试应用于现代纺织材料上。近年来应用于纤维艺术创作的金属化处理技术如下表中所述:
电镀:电能使金属沉积在导电的织物表面可以得到较厚的金属壳层,被镀金属有锌、镉、金、铬、镍、铜、银、铁及合金。Frances Geesin致力于探索使用电镀技术创作纤维艺术作品。图6中所展示的 “Passage”是一个铜和锌金属电镀在合成纤维基材上的纤维艺术作品,变幻的色彩以及三维形体综合了纤维材料镀前自由折叠和金属镀后板化的特性。
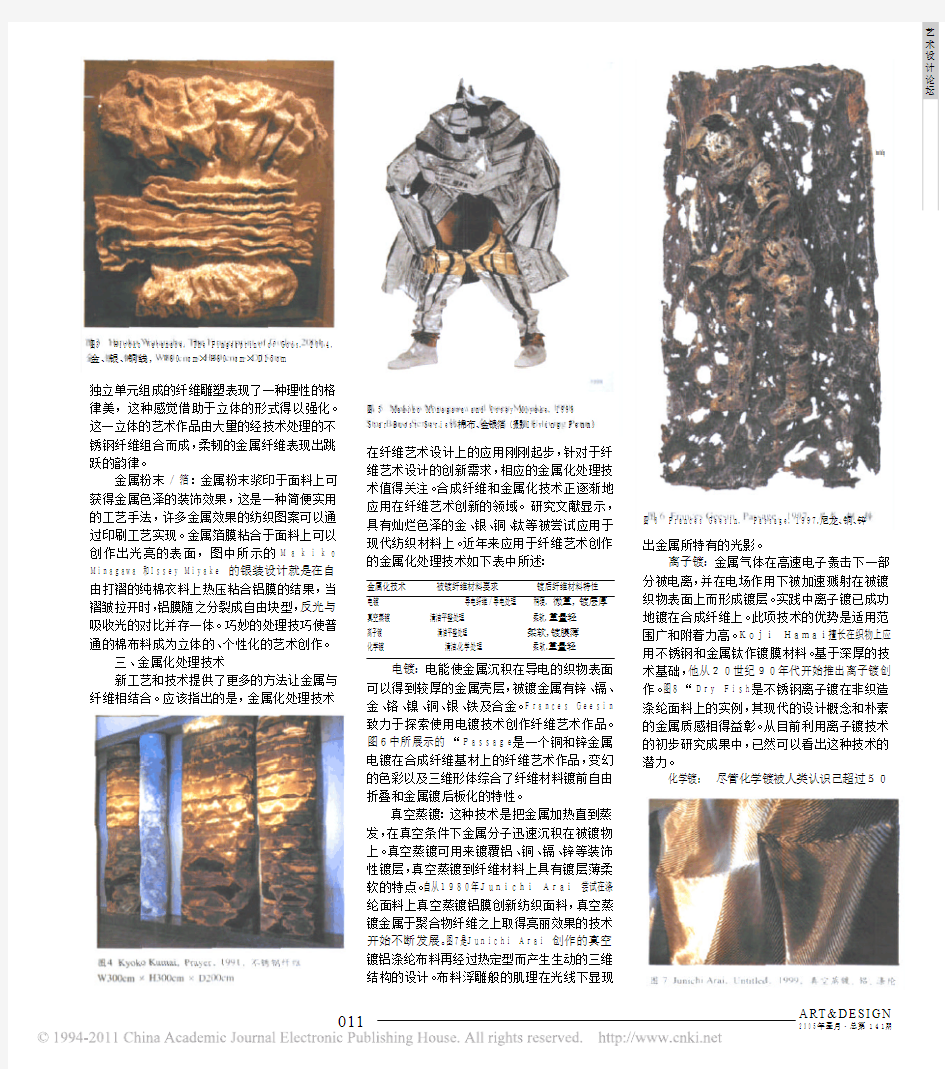
真空蒸镀:这种技术是把金属加热直到蒸发,在真空条件下金属分子迅速沉积在被镀物上。真空蒸镀可用来镀覆铝、铜、镉、锌等装饰性镀层,真空蒸镀到纤维材料上具有镀层薄柔软的特点。自从1980年Junichi Arai 尝试在涤纶面料上真空蒸镀铝膜创新纺织面料,真空蒸镀金属于聚合物纤维之上取得亮丽效果的技术开始不断发展。图7是Junichi Arai 创作的真空镀铝涤纶布料再经过热定型而产生生动的三维结构的设计。布料浮雕般的肌理在光线下显现
出金属所特有的光影。
离子镀:金属气体在高速电子轰击下一部分被电离,并在电场作用下被加速溅射在被镀织物表面上而形成镀层。实践中离子镀已成功地镀在合成纤维上。此项技术的优势是适用范围广和附着力高。Koji Hamai擅长在织物上应用不锈钢和金属钛作镀膜材料。基于深厚的技术基础,他从20世纪90年代开始推出离子镀创作。图8 “Dry Fish”是不锈钢离子镀在非织造涤纶面料上的实例,其现代的设计概念和朴素的金属质感相得益彰。从目前利用离子镀技术的初步研究成果中,已然可以看出这种技术的潜力。
化学镀: 尽管化学镀被人类认识已超过50
图3 Hiroko Watanabe, The Fingerprint of Gods, 2004,金、银、铜线, W80 cm×H80 cm×D15cm
图 5 Makiko Minagawa and Issey Miyake, 1998
Star Burst Series, 棉布、金银箔 (摄影Irving Penn)
图 6 Frances Geesin, Passage, 1997, 尼龙、铜、锌
金属化技术 被镀纤维材料要求 镀后纤维材料特性电镀 导电纤维/导电处理 稍硬, 微重, 镀层厚真空蒸镀 清洁平整处理 柔软,重量轻离子镀 清洁平整处理 柔软,镀膜薄化学镀 清洁,化学处理 柔软,重量轻
012
ART&DESIGN
2005年壹月?总第141期
年,但是在纺织设计领域的应用仍然存在空白。化学镀是一种在非导体上镀金属的技术,也称自催化镀。适用于化学镀的金属有铜、镍、银、金、钯等。与电镀相比,化学镀具有非导体材料可以上镀、双面镀层均匀、不需用电能、操作简单等独特优势。系列实验的结果验证了化学镀银在纤维上的装饰作用。图9和图10的设计尝试使用传统工艺和化学镀技术。作品注重金属色彩和纤维肌理的表达,关注操作方法和材料应用的科学手段。探索操作过程中镀与防镀的工艺环节,设计出系列金属化的艺术与功能相结合的纺织品。
四、结论
在纤维艺术创作中,金属材料和纺织品金属化的方法逐步为人们所重视。金属材料处理技术与传统纤维艺术结合,开拓出别具特色的创作道路。相对传统纤维艺术创作方法而言,纤维艺术结合金属材料及金属化的方法具有以下特点:1.持久的金属光泽;2.柔韧、光滑、
牢固;3.抗静电、阻燃;4.承耐复杂的气候条
件;5.可以自由改变形态或与其它纤维混合使用。
金属材料和纺织品金属化的技术拓展了个性化艺术创作的空间。针对纤维艺术的创作,在如下几方面具有特别重要的意义:
独特性:技术与工艺的有机结合带来设计的新面貌, 纤维艺术创作的新途径增添了纤维艺术创作的时代特征。
立体化:创作三维作品和建立设计的基本构架是金属材料的特性,它弥补了传统纤维材料自身的局限,拓宽了纤维艺术创作的空间。
抽象美:金属自身的光色带给纤维艺术视觉上新的个性与品质,其自然风格的因素形成抽象美的品格。
纤维艺术是涵盖设计、工艺和材料的艺术形式,金属与纤维艺术的结合不仅有助于视觉形象的创新,而且对纤维艺术的整体发展带来启示。这些创作研究实践着一个面向未来的艺术创作观念:科学与艺术的互动。参考文献:
⑴STALL-MEADOWS, C. (2004), Know your fashionaccessories, Fairchild Publications, New York, 117-143./⑵HIGGINS, J. P. P. (1993), Cloth of gold: a history ofmetallised textiles, Lurex Co., London, 21-35./⑶GILLOWJ. and SENTENCE B. (1999), A Visual Guide to TraditionalTechniques World Textiles, Thames & Hudson Ltd., 208./⑷沈从文,《沈从文文物与研究文集-花花朵朵坛坛罐罐》, 外文出版社,北京,1996。/⑸BRADDOCK S. E.& O 'MAHONY S. E. (1998), Techno Textiles Revolution-ary Fabrics for Fashion and Design, Thames & HudsonLtd, 72-97./⑹BRANDON K. (2002), Metallic Fibres:Spinning Straw into Gold? http://www.Costumegallery.com/
Textiles/metallic.htm/⑺TORTORA P.G. (1992), Under-
standing Textiles, fourth edition, Macmillan PublishingCompany, New York, 174-175./⑻HIROKO WATANABE(2004), The Fingerprint of Gods, From Lausanne to Beijing3rd International Fibre Art Biennale Exhibition,Shanghai./⑼FEENEY K. (1999), Anni Albers: Devotion to Material,in Anni Albers, Guggenheim Museum Publications, NewYork, 118-123./⑽LOUISE PAPPAGEORGE (1991),American Craft, Vol.51 (No.1), 58-59./⑾MARGETTSM. (1991), International Crafts, Thames and Hudson,
London, 82-83./⑿CHANDS H. Ed. (1999),
Issey MiyakeMaking Things, Fondation Cartier pour l'art contemporain,60./⒀Issey Miyake beyond Boundaries (2000), VoguePatterns, August/September, 42-47./⒁MCCARTY C. &MCQUAID M. (1998), Structure and Surface: Contempo-rary Japanese Textile, The museum of Modern Art, NewYork, 50-51, 58, 94-95./⒂TAKEDA S. S. (1999), TextileInnovation: Form and Antiform Makiko Minagawa, Ameri-can Craft, Vol. 39 (No. 3), 61-62./⒃林纪宏:“金属化织物之介绍”,《纺织速报》,1999 , Vol. 7 (No. 8), 53-59./⒄BLACK S. (2002), Knitwear in fashion, London. NewYork: Thames & Hudson, 144./⒅The World of Arai Junichi(1999),http://www.kiryu.co.jp/arai/works99/p0043.htm/⒆O'MAHONY M. and Braddock S. Ed. (1994), Reiko Sudo,Textiles and new technology: 2010, Artemis, London, 48-49./⒇TRIPATHI V.S. (2001), High-Tech Applications, inCoated Textiles Principles and Applications, TechnomicPublishing Company, Inc., Lancaster, Pa., 181-202./(21)VASKELIS A. (1991), Electroless Plating, in CoatingTechnology Handbook, Marcel Dekker, New York, 187./(22)Kirk Othmer Encyclopedia of Chemical Technology,3rd Ed. (1979), John Wiley and Sons, Vol. 15, New York,264./(23)JIANG S. Q., E. NEWTON, C. W. M. YUEN andC. W. KAN (2004), The Textile Design Using ChemicalSilver Plating on Cotton and Polyester Fabrics, ResearchJournal of Textile and Apparel, Vol.8 (No.1), 14-26.
姜寿强/纽德华/袁进华/简志伟
香港理工大学纺织及制衣学系
图 8 Koji Hamai, Dry Fish, 1995, 不锈钢, 涤纶图 10 S.Q. Jiang, Silver Mirror, 2003 涤纶,银
常见金属表面处理的种类
金属表面处理的种类 电镀 镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。 电泳 电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。 电泳表面处理工艺的特点: 电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。电泳工艺优于其他涂装工艺。 镀锌 镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。现在主要采用的方法是热镀锌。 电镀与电泳的区别 电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。 电泳:溶液中带电粒子(离子)在电场中移动的现象。溶液中带电粒子(离子)在电场中移动的现象。利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。 电泳又名——电着 (著),泳漆,电沉积。 发黑 钢制件的表面发黑处理,也有被称之为发蓝的。其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层,提高钢件的防锈能力。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。但常温发黑工艺对于低碳钢的效果不太好。A3钢用碱性发黑好一些。 在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。在低温下(约3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。在兵器制 造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。 采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。 发蓝(发黑)的操作流程: 工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。 所谓皂化,是用肥皂水溶液在一定温度下浸泡工件。目的是形成一层硬脂酸铁薄膜,以提高工件的抗腐蚀能力。 金属表面着色 金属表面着色,顾名思义就是给金属表面“涂”上颜色,改变其单一的、冰冷的金属色泽,代之以五颜六色,满足不同行业的不同需求。 给金属着色后一般都增加了防腐能力,有的还增加了抗磨能力。但表面彩色技术主要的应用还在装饰领域,即用来美化生活,美化社会。 抛丸 抛丸的原理是用电动机带动叶轮体旋转(直接带动或用V型皮带传动),靠 离心力的作用,将直径约在0.2~3.0的弹丸(有铸钢丸、钢丝切丸、不锈钢丸 等不同类型)抛向工件的表面,使工件的表面达到一定的粗糙度,使工件变得 美观,或者改变工件的焊接拉应力为压应力,提高工件的使用寿命。通过提高工件表面的粗糙度,也提高了工件后续喷漆的漆膜附着力。其寓意即为抛丸处理可以为喷漆工艺的前道工序。 喷砂 喷砂是采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到需要处理的工件表面,使工件表面的外 表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件
金属材料与热处理技术专业简介
金属材料与热处理技术专业简介 专业代码560107 专业名称金属材料与热处理技术 基本修业年限三年 培养目标 本专业培养德、智、体、美全面发展,具有良好职业道德和人文素养,掌握金属材料、热处理工艺制定及实施、生产管理与质量管理等基本知识,具备热处理操作、热处理工艺编制及实施、基本的热处理工装设计、设备保养与维护等能力,从事热处理生产操作、热处理工艺设计和实施、金属材料管理等方面工作的高素质技术技能人才。 就业面向 主要面向机械、航天航空、核工业、船舶制造、军工等企事业单位,在金属材料管理选择、金属材料改性等技术领域,从事热处理生产操作、热处理工艺设计和实施、金属材料管理、产品检验、车间生产管理等工作。 主要职业能力 1.具备对新知识、新技能的学习能力和创新创业能力; 2.具备编制与实施常用热处理方法的工艺及工艺规程的能力; 3.具备常用工装夹具设计的能力; 4.具备常用热处理设备安装、调试、维修和技术改造的能力; 5.具备对金属制品进行金相分析、化学分析和力学性能检测的能力; 6.具备选用各种金属材料的能力; 7.具备分析、解决热处理现场技术问题的能力; 8.掌握常用热处理方法。
核心课程与实习实训 1.核心课程 机械制图及 CAD、机械设计基础、机械制造基础、金属学及金属材料、显微组织分析技术、材料成型与控制基础、金属力学性能测试技术、热加工检测技术、热处理原理及工艺等。 2.实习实训 在校内进行机加工、钳工、材料成型与控制、金相组织分析、金属力学性能测试、机械设计基础课程设计、热处理操作技能、热处理工艺设计、应用软件技术等实训。 在机械、核工业、军工等企业进行实习。 职业资格证书举例 热处理工金相分析员 衔接中职专业举例 金属热加工金属表面处理技术应用 接续本科专业举例 金属材料工程材料成型及控制工程
金属热处理及表面处理工艺规范
北京奇朔科贸有限公司 部分金属材料热处理及表面处理工艺规范 第一版 编写:赵贵波 审核: 批准: 北京奇朔科贸有限公司 二零一二年六月
目录 1.0 热处理的工艺分类及代号---------------------------------------------------------------------3 1.1 基础分类-----------------------------------------------------------------------------------------------3 1.2 附加分类-----------------------------------------------------------------------------------------------3 1.3 热处理工艺代号--------------------------------------------------------------------------------------4 1.4 图样中标注热处理技术条件用符号--------------------------------------------------------------7 2.0 金属材料的热处理方法和应用目的-------------------------------------------------------8 2.1 钢的淬火-----------------------------------------------------------------------------------------------8 2.2 热处理的过程方法和应用目的--------------------------------------------------------------------9 3.0 部分金属材料的热处理规范-----------------------------------------------------------------17 3.1 渗碳钢的热处理工艺--------------------------------------------------------------------17 3.2 渗氮钢的热处理工艺--------------------------------------------------------------------------------20 3.3 调质钢的热处理工艺-------------------------------------------------------------------------------21 3.4 -弹簧钢的热处理工艺------------------------------------------------------------------------------23 3.5 轴承钢的热处理工艺-------------------------------------------------------------------------------25 3.6 合金工具钢的热处理工艺------------------------------------------------------------------------- 26 3.7 碳素工具钢的热处理工艺--------------------------------------------------------------------------29
金属表面处理综述
金属表面处理综述 综述题目:金属表面处理 学院:理学院 姓名:户攀攀 班级:0123414 学号:021341405 指导老师:秦柳 日期:2015.12.24 摘要:近年来,金属表面处理技术获得了迅速发展,已广泛应用于众多领域。随着金属加工业、铁路制造业、汽车行业的飞速发展,对生产各种金属制品及铁路、汽车零部件产品的质量有了更高要求,通过长期的实践证明,一些简单、简易的前处理方式,已经不能满足金属加工及涂装的基本要求。只有采用标准的前处理生产工艺,才能使钢铁表面形成一层标准的磷酸盐膜和防护膜,以满足金属加工和涂装处理的质量要求。因此,选用低成本、低能耗、高品质的金属前处理产品,是企业保证涂装质量和防护质量稳定与否的重要因素。另外,我国对彩涂板的研究和生产起步较晚, 20 世纪90 年代末才兴起彩涂板的消费和生产热潮, 而且在新增产
能中, 许多品种和质量满足不了家电、汽车等行业的需求, 建筑领域需求的以镀铝锌板、镀锌铝合金钢板等为基板的彩涂板产量也比较少。因此与世界水平相比, 我国彩涂板在应用范围、产品质量和新技术开发等方面仍有较大差距。本文介绍了我国彩涂板市场发展的概况, 并从产能、产品规格、品种涂料、市场策略等方面对国内外主要彩涂板生产企业进行了对比分析, 展望了当前国外彩涂板生产技术的发展趋势。 关键词:优质,生产线, 正文:1935年,美国建成世界上第一条生产线,从而用彩板代替传统的建筑材料。1967年日本有了第一条彩涂生产线。1985年5月冶金工业部科技办、化学工业部科技局和轻工业部科技公司联合在北京召开“涂层钢板科研工作座谈会”,研讨彩涂工业。到1987年武钢钢铁公司引进我国第一条彩图生产线(年产6.4万吨)。1988年,北京建翔彩板厂引进日本彩涂生产线(年产3万吨)。紧接着上海宝钢公司、西南铝相继引进生产线,形成我国第一次彩涂工业的发展高潮。2002年后,随着彩板需求的增加我国出现第二次彩涂工业的发展高潮,这次主要是以私营企业为主。从而彩涂的产能的增长远远大于彩涂需求的增长。从而使彩涂生产厂家进
金属材料与热处理
金属材料的性能(材料的性能一般分为使用性能和工艺性能两大类,使用性能主要包括力学性能、物理性能、化学性能)(选择题) 1.力学性能:强度(屈服强度、抗拉强度)、塑性、弹性与刚度、硬度(布氏 硬度,洛氏硬度,维氏硬度)、冲击韧性、疲劳强度 2.物理性能:密度、熔点、热膨胀性、导热性、导电性、 3.化学性能:耐蚀性、抗氧化性 常见金属的晶格类型—— 1.体心立方晶体具有这种晶格的金属有钨(W),钼(M),铬(Cr),钒(V), α-铁(α-Fe)等 2.面心立方晶格具有这种晶格的金属有金(Au),银(Ag),铝(Al),铜(Cu),镍 (Ni),γ-铁(γ-Fe)等 3.密排六方晶格具有这种晶格的金属有镁(Mg),锌(Zn),铍(Be),α- 钛(α-Ti) 根据晶体缺陷的几何特点,可分为 1.点缺陷点缺陷是指在晶体中长,宽,高尺寸都很小的一种缺陷,常见的有 晶格空位和间隙原子 2.线缺陷线缺陷是指在晶体中呈线状分布(在一维方向上的尺寸很大,而别 的方向则很小)原子排列不均衡的晶体缺陷,主要指各种类型的位错 3.面缺陷面缺陷是指在二维方向上吃醋很大,在第三个方向上的尺寸很小, 呈面状分布的缺陷 位错:位错是指晶格中一列或若干列原子发生了某种有规律的错排现象。 铁素体:铁素体是碳溶于α-Fe中形成的间隙固溶体,为体心立方晶格,用符号F(或α)表示 简化后的Fe-Fe3C相图,画图啊亲,三个学期的铁碳相图啊有木有,都是泪啊有木有!!!书P9 共析钢由珠光体向奥氏体的转变包括以下四个阶段:奥氏体形核,奥氏体晶核长大,剩余渗碳体溶解和奥氏体成分均匀化 影响奥氏体晶粒长大的因素: 1.加热温度和保温时间加热温度愈高,保温时间愈长,奥氏体晶粒愈粗大
金属表面处理工艺有哪些,常见金属表面处理方法
金属表面处理工艺有哪些_常见金属表面处理方法有哪些 金属表面在各种热处理、机械加工、运输的过程中,不可避免地会产生腐蚀、随着油污和杂质等,产生氧化现象,这就需要进行表面处理。 金属表面处理有很多种,按照其特性的不同可分为溶剂清洗、机械处理和化学处理三大类。根据不同氧化程度的金属表面,应采用不同的处理方式。如对于较薄的氧化层可采用溶剂清洗、机械处理和化学处理,或者直接采用化学处理,对于严重氧化的金属表面,由于氧化层较厚,如果直接采用溶剂清洗和化学处理,不但处理不彻底,还会浪费大量的清洗剂和化学剂,最好先采用机械处理。 溶剂清洗是对使用溶剂对金属表面进行清洗的一种处理方法,该方法可以有效去除工件表面的油污、杂质和氧化层,使工件表面获得清洁。经溶剂清洗后的金属表面具有高度活性,更容易受到灰尘、湿气的污染,所以处理后的工件还要进行喷涂、喷涂等表面处理,提高工件的抗腐蚀能力。 金属的表面处理有哪些? 不锈钢:电镀、抛光、拉丝、电泳、PVD、蚀刻、彩色钝化 铝合金:阳极氧化、电镀、蚀刻 镁合金:电镀、钝化皮膜 钛合金:电镀、阳极氧化 锌合金:电镀、钝化 铸铝:电镀、阳极氧化 钢铁:钝化、磷化 电镀 镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。 电泳 电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。 电泳表面处理工艺的特点: 电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。电泳工艺优于其他涂装工艺。 镀锌 镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。现在主要采用的方法是热镀锌。 电镀与电泳的区别 电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。
金属表面处理方式详解
电镀/电泳/锌镀/发黑/金属表面着色/抛丸/喷砂/喷丸/磷化/钝化电镀 镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。 电泳 电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷之涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。 电泳表面处理工艺的特点: 电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。 镀锌 镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。现在主要采用的方法是热镀锌。 电镀与电泳的区别 电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。 电泳:溶液中带电粒子(离子)在电场中移动的现象。溶液中带电粒子(离子)在电场中移动的现象。利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。 电泳又名——电着 (著),泳漆,电沉积。
发黑 钢制件的表面发黑处理,也有被称之为发蓝的。其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层,提高钢件的防锈能力。发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。 但常温发黑工艺对于低碳钢的效果不太好。A3钢用碱性发黑好一些。 在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。在低温下(约3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。 采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。 发蓝(发黑)的操作流程: 工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。 所谓皂化,是用肥皂水溶液在一定温度下浸泡工件。目的是形成一层硬脂酸铁薄膜,以提高工件的抗腐蚀能力。 金属表面着色 金属表面着色,顾名思义就是给金属表面“涂”上颜色,改变其单一的、冰冷的金属色泽,代之以五颜六色,满足不同行业的不同需求。给金属着色后一般都增加了防腐能力,有的还增加了抗磨能力。但表面彩色技术主要的应用还在装饰领域,即用来美化生活,美化社会。 抛丸
金属材料及热处理教学计划
金属热处理工培训计划 1.培训目标 1.1总体目标 培养中级技术工人所必须的一门技术基础课。其内容包括金属的机械性能、金属学的基础知识及金属材料等部分。并达到一定熟练程度。 1.2理论知识培训目标 (1)本课程的任务是使学生掌握金属材料和热处理的基础知 识,为学习各门专业工艺学课及今后从事生产技术工作打下必要的基础。 (2) 通过本课程的教学,应使学生达到下列基本要求: ①基本掌握常用金属材料的牌号,成分,性能及应用范围。 ②了解金属材料的内部结构,以及成分,组织和性能三者之间的一般关系。 ③懂得金属材料热处理的一般原理。 ④明确热处理的目的,了解热处理的方法及实际应用。 1.3操作技能培训目标 ①会评价工程材料力学性能指标。 ②运用Fe-Fe3C平衡相图解决工程问题; ③能为工程零件及结构正确选材; ④能为工件制定的热处理工艺参数。 2.教学要求 2.1理论知识要求
2.1.1职业道德 2.1.2会评价工程材料力学性能指标。 2.1.3运用Fe-Fe3C平衡相图解决工程问题; 2.1.4能为工程零件及结构正确选材; 2.1.5能为工件制定的热处理工艺参数。 2.1.6热处理工艺管理知识。 2.1.7热处理各种淬火介质的冷却性能知识。 2.1.8热处理辅助设备、控温仪表知识。 2.1.9.热处理质量检验及校正知识。 2.2操作技能要求工装制作基础知识 (1)识图及绘图。 (2)钳工操作一般知识。 电工知识 (1)通用设备常用电器的种类及用途。 (2)电气传动及控制原理基础知识。 (3)安全用电知识。 安全文明生产与环境保护知识 (1)现场文明生产要求。 (2)安全操作与劳动保护知识。 (3)环境保护知识。 质量管理知识
金属材料与热处理教学大纲
全国技工学校机械类 金属材料与热处理教学大纲 一、说明 1、本课程的性质和内容: 金属材料与热处理是培养中级技术工人所必须的一门技术基础课。其内容包括钢铁的冶炼、金属的性能、金属学的基础知识、钢的热处理及金属材料部分。 2、本课程的任务和基本要求: (1)本课程的任务是使学生掌握金属材料和热处理的基础知识,为学习各门工艺学课程和生产实习以及今后从事生产技术工作打下必要的基础。 (2)通过本课程的教学,应使学生达到下列要求: 1)基本掌握常用金属材料的牌号、成分、性能及应用范围; 2)了解金属材料的结构及其成分、组织和性能之间的一般关系; 3)懂得金属材料处理的一般原理; 4)明确热处理的目的,了解常用热处理工艺及实际应用。 3、教学中应注意的几个问题: (1)认真贯彻理论联系实际的原则,紧密结合生产实际。 (2)正确掌握大纲的深广程度,合理处理教材内容。本大纲中,记有“*”符号的内容,供不同工种选用。 (3)加强实验和参观,增加感性认识。 (4)有条件的还可辅以电化教学(如幻灯、录像等)的手段,是教学活动直观而生动地进行。
绪论 教学的目的和要求: 1、明确学习本课程的目的。 2、了解本课程的基本内容。 教学内容: 1、学习金属材料与热处理的目的。 2、金属材料与热处理的基本内容。 3、我过金属材料与热处理方面的成就和发展概况。 教学建议: 1、尽量利用学生已有的感性认识,说明学习金属材料与热处理的重要性。 2、结合我国国情,简述金属材料与热处理的发展概况。 第一章炼铁与炼钢 教学的目的与要求 1、明确金属材料的含义; 2、了解钢铁材料的一般生产过程; 3、了解钢铁材料中常存元素的来源。 教学内容: 1、金属材料。 2、金属材料的分类。 3、炼铁。 4、炼钢。 教学建议: 1、金属材料的教学从金属的概念引入到金属材料,内容较为简单,在教学过程中要讲清。 2、以讲清钢铁冶炼的实质及基本过程为主,化学反应不作重点要求。 3、如条件许可,最好组织适合的参加。 第二章金属的性能 教学的目的与要求: 1、了解金属的物理、化学性能的概念及应用。 2、掌握金属的主要力学性能的概念及其符号的表示方法(σs、σr0.2、σb、 ψ、δ、HBS(HBW)、HRC、HV、σ-1); 3、了解金属材料的工艺性能。 教学内容: 1、金属材料的物理、化学性能。 2、金属的力学性能。 概述:金属的力学性能在机器制造业中的重要性,载荷的种类、变形形式及内力与应力。 强度、塑性(拉伸式样、拉伸曲线、强度指标、塑性指标)。 硬度(布氏、洛氏、维氏等硬度实验的原理、优缺点及应用范围)。 任性(冲击韧性的实验原理、韧性指标、小能量多冲筒介)。 疲劳强度的概念。
几种常见金属表面处理工艺设计
金属表面处理种类简介电镀镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形 成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性 质或尺寸。电、增加硬度、防止磨耗、提高导电性、润滑镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属) 性、耐热性、和表面美观。电泳并与阴极表面所产生, 电泳是电泳涂 料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极之碱性作用形成不溶解物,沉积于工件表面。电泳表面处理工艺的特点:电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。电泳工艺优于其他涂装工艺。 镀锌镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。现在 热镀锌。主要采用的方法是 电镀与电泳的区别电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。溶液中带电粒子(离子)在电场中移动的现象。溶液中带电粒子(离子)在电场中移动 的现象。利电泳: 用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。著(), 泳漆,电沉积。电泳又名——电着 发黑使之形成致密的氧, 钢制件的表面发黑处理,也有被称之为发蓝的。其原理是将 钢铁制品表面迅速氧化化膜保护层,提高钢件的防锈能力。 发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。但常温 发黑工艺对于低碳钢的效果不太好。A3钢用碱性发黑好一些。 )形成的550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。在低温下(约3 50℃在高 温下(约。在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑发黑处理四氧化三铁呈暗黑色,故称处理。采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程 处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化”“发蓝”。黑色金属表面经“发蓝称为亚铁。发蓝(发黑)的操作流程:。→检查皂化→清洗→氧化→清洗→→热水煮洗酸
金属件常用表面处理方法
金属件常用表面处理方法 自行车常用的表面处理方式分类 1.涂装,包含电泳涂装、静电涂装、手工涂装、静电粉末涂装及流化床粉末涂装等; 2.电镀,常用的有普通镀锌(台资企业叫UCP,有蓝锌与白锌)、彩色镀锌、镀铬(又叫CP,有亮面与雾面之分); 3. 化学镀,主要用于塑料件,先在工件表面化学镀一层铜或镍,然后再进行后续的电镀,最后一层大多为镀铬; 4. 阳极氧化、电解着色或染色,主要是针对有色金属之铝合金,以及现在新兴起的镁合金,处理后表面形成一层致密的氧化膜,可以是金属本色,也可以染成不同的颜色,由于具有坚硬耐磨,耐腐蚀性优良的特点,一般外边不在涂装油漆或粉末; 5. 抛光、磨花、拉丝,也是针对铝合金的一种处理方式,通过机械(手工或震动抛光)或化学的(三酸或两酸化学抛光或电化学抛光)处理方式,使得铝合金表面微观变得平整,达到不同级别的平滑光亮效果,然后喷透明漆,或继续在抛光的工件表面磨花或拉丝等处理后改变外观效果再进行涂装; 6. 防锈磷化与发黑处理,不具有装饰性,目的就是为了提高工件的防锈性能,主要用在花鼓、轴承的处理; 7. 达克罗处理,又叫达克锈处理或锌铬膜,即片状锌基铬盐防护涂层,是国际上金属表面处理的一种高新技术,一种防锈性能很好的涂装方式,达克罗不用电沉积方法而将工件直接浸入达克罗处理液中,或用刷涂、静电喷涂法使处理液粘附于工件表面,然后经烧结而成的含锌、铝及铬元素的无机转化膜。主要用在小零件的防锈处理上,如螺丝螺帽等,也可应用在链条、支撑、泥除脚、车首竖杆、货架、停车架 ED电著处理意思金属表面电着色 一般来说,电镀的成膜物质是金属,电泳的成膜物质是树脂. 非金属(如塑料)可以电泳,但要求先电镀,再电泳,因为塑料的耐温较低,对电泳漆的选择就要多注意了 BED电泳, -----电泳的成膜物质是树脂
金属热处理及表面处理工艺
一、热处理工艺简解 1、退火 操作方法:将钢件加热到Ac3+30~50℃或Ac1+30~50℃或Ac1以下的温度(能够查阅有关材料)后,通常随炉温缓慢冷却。 意图:1.下降硬度,进步塑性,改进切削加工与压力加工功能;2.细化晶粒,改进力学功能,为下一步工序做准备;3.消除冷、热加工所发生的内应力。 运用关键:1.适用于合金布局钢、碳素东西钢、合金东西钢、高速钢的锻件、焊接件以及供给状况不合格的原材料;2.通常在毛坯状况进行退火。 2、正火 操作方法:将钢件加热到Ac3或Accm 以上30~50℃,保温后以稍大于退火的冷却速度冷却。 意图:1.下降硬度,进步塑性,改进切削加工与压力加工功能;2.细化晶粒,改进力学功能,为下一步工序做准备;3.消除冷、热加工所发生的内应力。 运用关键:正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。关于功能需求不高的低碳的和中碳的碳素布局钢及低合金钢件,也可作为最终热处理。关于通常中、高合金钢,空冷可致使彻底或部分淬火,因而不能作为最终热处理工序。 3、淬火 操作方法:将钢件加热到相变温度Ac3或Ac1以上,保温一段时刻,然后在水、硝盐、油、或空气中疾速冷却。 意图:淬火通常是为了得到高硬度的马氏体安排,有时对某些高合金钢(如不锈钢、耐磨钢)淬火时,则是为了得到单一均匀的奥氏体安排,以进步耐磨性和耐蚀性。运用关键:1.通常用于含碳量大于百分之零点三的碳钢和合金钢;2.淬火能充分发挥钢的强度和耐磨性潜力,但一起会构成很大的内应力,下降钢的塑性和冲击韧度,故要进行回火以得到较好的归纳力学功能。 4、回火 操作方法:将淬火后的钢件从头加热到Ac1以下某一温度,经保温后,于空气或油、热水、水中冷却。 意图:1.下降或消除淬火后的内应力,削减工件的变形和开裂;2.调整硬度,进步塑性和耐性,取得作业所需求的力学功能;3.安稳工件尺度。 运用关键:1.坚持钢在淬火后的高硬度和耐磨性时用低温回火;在坚持必定韧度的条件下进步钢的弹性和屈从强度时用中温回火;以坚持高的冲击韧度和塑性为主,又有满足的强度时用高温回火;2.通常钢尽量防止在230~280℃、不锈钢在400~450℃之间回火,因为这时会发生一次回火脆性。5、调质 操作方法:淬火后高温回火称调质,行将钢件加热到比淬火时高10~20度的温度,保温后进行淬火,然后在400~720℃的温度下进行回火。 意图:1.改进切削加工功能,进步加工外表光洁程度;2.减小淬火时的变形和开裂; 3.取得杰出的归纳力学功能。 运用关键:1.适用于淬透性较高的合金布局钢、合金东西钢和高速钢;2. 不只能够作为各种较为重要布局的最终热处理,并且还能够作为某些严密零件,如丝杠等的
金属材料与热处理
《金属材料与热处理》教学大纲 一、课程的性质和任务 本课程是一门专业技术基础课,实践性较强,必须经过生产实习增强感性认识,再通过理论学习才能理解和掌握常见金属材料性能、组织、结构和热处理方法的特点;了解非金属材料的基本知识。为学后续的专业课打下坚实的基础。 二、课程教学目标 1、掌握机械工程材料的基本知识,能够正确选择材料。 2、掌握常见的金属热处理的方法、特点及应用范围 3、了解非金属材料基础知识。 三、教学内容和要求 1、金属材料基础知识 常见金属材料及其性能、金属的结构及结晶、合金的结构和组织、铁碳合金相图、碳钢及合金钢、铸铁、有色金属。 2、热处理基础知识 钢在冷却(加热)时的转变过程、钢的普通热处理工艺、钢的表面热处理工艺、钢的化学热处理工艺。 3、非金属材料 非金属材料的种类、特点、性能及应用。 四、《工程材料》课程的主要要求 1、常用金属材料及热处理工艺的基础知识,为后续相关专业课打下坚实基础。 2、通过本课程的学习,使学生能根据合理的选择材料和热处理方法。
3、在教学过程中贯彻理论联系实际的原则,在讲授理论时要注重和生产实习相结合,增强学生对理论知识的理解。 4、本课程建议安排在学生学完机械制图及计算机制图、工程力学、机械设计基础、金工实习课程之后讲授。 五、《金属材料与热处理》课程质量标准与考核方式 课程质量标准是培养学生掌握金属材料及热处理原理和非金属的基础知识,重点培养学生运用所学知识解决实际问题的能力。成绩考核方式按照天津石油职业技术学院课程成绩考核评价管理制度执行,采用单独考查方式,平时考核占考核评价成绩30%,期末考试占考核评价成绩40%,实验占考核评价成绩30%,考查采用5级制。 六、课时分配表
几种常见金属表面处理工艺
金属表面处理种类简介 电镀 镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。 电泳 电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。 电泳表面处理工艺的特点: 电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。电泳工艺优于其他涂装工艺。 镀锌 镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。现在主要采用的方法是热镀锌。 电镀与电泳的区别 电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。 电泳:溶液中带电粒子(离子)在电场中移动的现象。溶液中带电粒子(离子)在电场中移动的现象。利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。 电泳又名——电着 (著),泳漆,电沉积。 发黑 钢制件的表面发黑处理,也有被称之为发蓝的。其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层,提高钢件的防锈能力。 发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。但常温发黑工艺对于低碳钢的效果不太好。A3钢用碱性发黑好一些。 在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。在低温下(约3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。 采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。 发蓝(发黑)的操作流程:
金属材料与热处理工艺
金属材料与热处理工艺关系的探讨 函数站株洲331函授站 专业机电一体化 班级 姓名朱雪峰 指导教师 二○一一年三月
目录 1、前言………………………………………………………………… 2、金属材料结构及基本组织…………………………………………. 3、金属材料的切削性能与热处理预热的关系……………………… 3.1金属材料的切削性能与热处理预热的关系………………………. 3.2金属材料的切边横量与热处理温度的关系……………………… 3.3金属材料的断裂韧性与热处理温度的关系……………………… 3.4 金属材料抗应力腐蚀开裂与热处理应力的关系………………… 4、零件材料结构及特点分析…………………………… 4.1零件的材料特点…………………………………………. 4.2零件的结构特点………………………………………… 5、轴承盖真空热处理工艺路线……………………………… 6、产品质量与《经济法》的关系…………………………… 7、结论……………………………………………………………… 8、主要参考文献…………………………………………………
第一章前言 工业生产中,许多金属材料为最大限度地发挥材料潜力,需要提高其机械性能。在设计工作中,正确制定热处理工艺可以改变某些金属材料的机械性能。而不合理的热处理条件,不仅不会提高材料的机械性能,反而会破坏材料原有的性能。因此,设计人员在根据金属材料成分及组织确定热处理的工艺要求时,应准确分析金属材料与热处理工艺的关系,合理安排工艺流程,才能得到理想的效果。 第二章金属材料结构及基本组织 在工业生产中,广泛使用的金属有铁、铝、铜、铅、锌、镍、铬、锰等。但用得更多的是它们的合金。金属和合金的内部结构包含两个方面:其一是金属原子之间的结合方式;其二是原子在空间的排列方式。金属的性能和原子在空间的排列配置情况有密切的关系,原子排列方式不同,金属的性能就出现差异。金属材料热处理过程是将金属工件放在一定的介质中加热到适宜的温度,并在此温度中保持一定时间后,又以不同速度在不同的介质中冷却,通过改变金属材料表面或内部的显微组织结构来改变其性能的一种工艺。因此,对某些金属或合金来说,可以用热处理工艺来改变它的原子排列,进而改变其组织结构,控制其机械性能,以满足工程技术的需要。不同的热处理条件
金属表面处理工艺技术指标
金属表面处理技术统计 ,喷丸,渗碳,渗氮,镀膜 常用电镀技术指标 电镀技术常用术语 电镀层种类 硬铬在严格控制温度与电流密度(较装饰镀铬高)的条件下,从镀铬液中获得的硬度较高、耐磨性好的硬铬层。 乳色铬 通过改变镀铬溶液的工作条件,获得的孔隙少、具有较高抗蚀能力、而硬度较低的乳白色铬镀层。 氧化及钝化 阳极氧化 通常指铝或铝合金制品或零件,在一定的电解液中和特定的工作条件下作为阳极,通过直流电流的作用,使其表面生成一层抗腐蚀的氧化膜的处理过程。 磷化钢铁零件在含有磷酸盐的溶液中进行化学处理,使其表面生成一层难溶于水的磷酸盐保护膜的处理过程。 发蓝钢铁零件在一定的氧化介质中进行化学处理,使其表面生成一层蓝黑色的保护性氧化膜的处理过程。 化学氧化在没有外电流作用下,金属零件与电解质溶液作用,使其表面上生成一层氧化膜的处理过程。 电化学氧化以浸入一定的电解质溶液中的金属零件作为阳极,在直流电作用下,使其表面生成氧化膜的电化学处理过程。 化学钝化在没有外电流作用下,金属零件与电解质溶液作用,使其表面上生成一层钝化膜的处理过程。 电化学钝化以浸入一定电解质溶液中的金属零件作为阳极,在直流电作用下,使其表面生成一层钝化膜的处理过程。 电解 电解在外电流通过电解液时,在阳极和阴极上分别进行氧化和还原反应,将电能变为化学能的过程。 阳极电解以零件作为阳极的电解过程。
阴极电解以零件作为阴极的电解过程。 镀前处理 化学除油在含碱的溶液中,借助皂化和乳化作用,除去零件或制品表面油垢的过程。有机溶剂除油利用有机溶剂对油垢的溶解作用,除去零件或制品表面油垢的过程。电化学除油(即电解除油)在含有碱的溶液中,以零件作为阳极或阴极,在电流作用下,除去零件或制品表面油垢的过程。 化学酸洗在含酸的溶液中,除去金属零件表面的锈蚀物和氧化物的过程。 化学抛光金属零件在一定组成的溶液中和特定条件下,进行短时间的浸蚀,从而将零件表面整平,获得比较光亮的表面的过程。 磨光利用磨轮来磨削零件表面上的粗糙不平处,从而提高零件表面的平整程度的过程。 机械抛光借助于粘有精细磨料和抛光膏的高速抛光轮,对零件进行轻微磨削和整平,从而获得光亮表面的机械加工过程。 喷砂利用净化的压缩空气,将干砂流强烈的喷射到金属零件表面以进行清理或粗化的加工过程。 电镀 电流密度一般指电极(如电镀零件)单位面积表面通过的电流值,通常用A/dm2作为度量单位。 极化通常指直流电流通过电极时,电极电位偏离其平衡电位的现象。在电流作用下,阳极的电极电位向正的方向偏移,称为阳极极化;阴极的电极电位向负的方向偏移,称为阴极极化。 氢脆零件在电化学除油、强侵蚀、电镀等过程中,由于被还原后的部分氢以原子氢的状态渗入基体金属或镀层中形成应力,使基体金属及镀层的韧性下降而产生脆性的现象。镀层粗糙由于主盐浓度、镀液pH值、温度与电流密度等控制不当,以及固体杂质过多,所造成的镀层结晶粗大、细微不平的现象 电镀镀层要求 多孔性镀铬(也称松孔镀铬黑铬铬镀层的质量要求 装饰铬镀层:要求外观呈略带蓝色的镜面光亮镀层,结合牢固,镀层完整,亮度基本均匀,允许在不严重影响外观的区域有轻微的夹具印迹,由于材料的表面状态不同,对某此零件允许在同一零件上有稍不均匀的颜色和光泽差别,镀层厚度为0.3~0.5μm。
金属学与热处理课后习题第十一章-参考答案
# 第十一章参考答案 11-1试述影响材料强度的因素及提高强度的方法 答:(1)影响材料强度的因素:化学成分、组织织构、加工工艺、形变温度、应变速率等。 以钢为例,合金元素的加入可能产生固溶强化、沉淀强化、细晶强化,对提高钢材的强度有利。对于同一化学成分的合金而言,组织结构不同,其力学性能也不相同。为了提高其强度,可通过改变热处理工艺或加工工艺来实现。一般情况下,降低形变温度或提高应变速率,合金的强度会增大。 (2)提高材料强度的途径:加工硬化/形变强化、固溶强化、第二相强化(沉淀强化和弥散强化)、细晶强化/晶界强度(较低温度)。 11-2试述影响材料塑性的因素及提高塑性的方法 答:(1)影响材料塑性的因素:化学成分、组织织构、加工工艺、形变温度、应变速率等。杂质元素通常对塑性不利,合金元素的加入一般对提高材料的强度有贡献,在等强温度下,只有晶界强化可以提高强度的同时,提高其韧性,使材料获得细晶组织结构可提高其塑性。一般而言,形变温度的降低或应变速率的提高对强度有利,而对提高塑性不利。 (2)提高材料塑性的途径:降低材料中杂质的含量、细化晶粒、加入韧化元素、加入细化晶粒元素、提高变形温度、降低应变速率。 ? 11-4试就合金元素与碳的相互作用进行分类,指出 1)哪些元素不形成碳化物 2)哪些元素为弱碳化物形成元素,性能特点如何 3)哪些元素为强碳化物形成元素,性能特点如何
4)何谓合金渗碳体,与渗碳体相比,其性能如何 答:1)非碳化物形成元素:Ni、Si、Co、Al、Cu等。 2)Mn为弱碳化物形成元素,除少量可溶于渗碳体中形成合金渗碳体外,几乎都溶于铁素体和奥氏体中。 3)Zr、Nb、V、Ti为强碳化物形成元素,与碳具有极强的亲和力,只要有足够的碳,就形成碳化物,仅在缺少碳的情况下,才以原子状态融入固溶体中。 》 4)合金元素溶入渗碳体中即为合金渗碳体,它是合金元素溶入渗碳体中并置换部分铁原子而形成的碳化物,合金渗碳体比一般渗碳体稳定,硬度高,可以提高耐磨性。 11-5合金元素提高淬透性的原因是什么提高钢的淬透性有何作用常用以提高淬透性的元素有哪些 答:(1)合金元素溶入奥氏体中增加了奥氏体的稳定性,使C曲线右移,奥氏体在较低的温度依然能够存在,因此,在较低的临界冷却速度小,奥氏体能够发生马氏体相变,提高了淬透性。 (2)作用:一方面可以使工件得到均匀良好的力学性能,满足技术要求;另一方面,在淬火时,可选用比较缓和的冷却介质,以减小工件的变形与开裂倾向。(3)常用的提高淬透性的合金元素:Mn、Si、Cr、Ni、B 11-6合金元素提高回火稳定性的原因提高回火稳定性的作用常用以提高回火稳定的元素有哪些 答:(1)提高稳定性的原因:合金元素推迟马氏体的分解和残余奥氏体的转变、阻碍碳化物的聚集长大、提高铁素体的再结晶温度。 (2)提高稳定性的作用:提高钢的回火稳定性,可以使得合金钢在相同的温度下回火时,比相同碳含量的钢具有更高的硬度和强度,或者,在保证相同强度/
金属表面处理技术
金属表面处理技术 近年来,金属表面处理技术获得了迅速发展,已广泛应用于众多领域。在表面处理技术及工程中,前处理占有极为重要的地位,他不仅作为表面处理前的一种"预处理工序"不可或缺,而且与后续表面处理的成败密切相关。 除油、除锈、磷化、防锈等基体前处理是为金属涂层技术、金属防护技术做准备的,基体前处理质量对此后涂层制备和金属的使用有很大的影响。例如,对有磷化和无磷化处理的同一涂层进行盐雾试验,其结果是防腐蚀能力相差大约一倍。可见除油、除锈、防锈、磷化等前处理对涂层的防锈能力和金属的防护能力起着至关重要的作用。 基体前处理的目的:一是增加涂层与基体的结合强度既加大附着力,二是增加涂层的功能如防腐蚀、防磨损及润滑等特殊功能。 随着金属加工业、铁路制造业、汽车行业的飞速发展,对生产各种金属制品及铁路、汽车零部件产品的质量有了更高要求,通过长期的实践证明,一些简单、简易的前处理方式,已经不能满足金属加工及涂装的基本要求。只有采用标准的前处理生产工艺,才能使钢铁表面形成一层标准的磷酸盐膜和防护膜,以满足金属加工和涂装处理的质量要求。因此,选用低成本、低能耗、高品质的金属前处理产品,是企业保证涂装质量和防护质量稳定与否的重要因素。 钢铁表面前处理工艺的必然: 钢铁表面在轧制或应用过程中,其表面有不同程度的油脂、氧化皮或铁锈等杂质的存在,在进行加工和涂装处理前,需对其进行清除处理,然后才能作为商品进行销售。如果不这样做就会严重地影响产品的外观质量和使用寿命,失去产品的竞争能力。如果钢铁表面未经处理就进行涂装,其涂层内的氧化皮、铁锈或油脂被涂层所掩盖,不久就会出现涂层脱落等现象,使所销售的产品呈现出锈迹斑斑的外观,失去了产品在市场上的竞争能力,因此钢铁表面进行前处理的必然性已引起广大企业的极大重视。