轮胎硫化时间的优化
硫化工艺对成品轮胎性能的影响

硫化工艺对成品轮胎性能的影响发布时间:2021-08-09T15:05:02.750Z 来源:《探索科学》2021年7月13期作者:贾肖阳邓龙齐林连刚邓龙[导读] 目前,我国的综合国力的发展迅速,硫化是轮胎生产中的重要环节之一,需要消耗大量的能量,约占轮胎生产总能耗的60%。
为了提高轮胎生产效率,加大产出,需要对硫化工艺进行优化。
全钢载重子午线轮胎的胎圈、胎肩等部件容易出现硫化程度不均匀,这些关键部件出现欠硫或过硫,将严重影响轮胎的使用性能,同时各部件的不同硫化程度也将在一定程度上影响轮胎的使用性能。
八亿橡胶有限责任公司贾肖阳邓龙齐林连刚邓龙山东枣庄 277000摘要:目前,我国的综合国力的发展迅速,硫化是轮胎生产中的重要环节之一,需要消耗大量的能量,约占轮胎生产总能耗的60%。
为了提高轮胎生产效率,加大产出,需要对硫化工艺进行优化。
全钢载重子午线轮胎的胎圈、胎肩等部件容易出现硫化程度不均匀,这些关键部件出现欠硫或过硫,将严重影响轮胎的使用性能,同时各部件的不同硫化程度也将在一定程度上影响轮胎的使用性能。
关键词:硫化工艺;成品轮胎性能;影响引言随着工业的发展,能源的消耗越来越快,这是地球难以承受的负担。
在政策的积极响应下,更多的工厂创新技术,生产低耗能产品,以降低能源的使用,保障自然环境的可持续性。
在汽车领域中,由于汽车长时间的行驶,对轮胎的损坏更高,所以轮胎的质量需要达到更高的水平,如耐磨损性、高耐热性、稳定性等。
其中轮胎硫化过程是轮胎生产中最重要的一步,轮胎的质量取决于硫化程度的高低。
但硫化耗能也是最高,并存在严重的过硫问题,所以怎样优化配方、改善工业硫化是一项重要的研究课题,亟待解决。
1硫化温度分布为对比两种硫化工艺下轮胎硫化升温情况,选取具有代表性的测温点数据作温度曲线。
胎圈及肩部测温点中分别选取升温速度较慢的测温点,缓冲部位测温点选取通入内冷水后降温最快的测温点。
内冷却硫化工艺测温后期胎冠表面中心及胎侧表面温度开始下降;通入冷却水后气密层中心、缓冲层中心、下模胎圈部位温度下降明显。
轮胎硫化工艺条件的优化
轮胎硫化工艺条件的优化轮胎是汽车最重要的组成部分之一,它的质量和性能直接影响着汽车的安全性和性能。
而轮胎的制造过程中,硫化工艺是至关重要的一个环节。
为了确保轮胎质量和性能的稳定性,需要对轮胎硫化工艺条件进行优化和改进。
一、轮胎硫化工艺条件的优化意义轮胎硫化工艺是通过加热、加压和硫化剂等多种方式,在高温高压条件下将轮胎原材料加工成轮胎的关键工艺环节。
通过对轮胎硫化工艺条件进行优化,可以实现以下几个方面的目标:1. 提高生产效率。
通过适当的增加硫化温度和加强加压力度,可以有效地缩短轮胎硫化时间,提高轮胎生产效率。
2. 提高轮胎的机械性能。
硫化温度、时间和压力等因素都会影响轮胎的硫化度、硬度和强度等机械性能指标,通过优化这些硫化工艺条件,可以有效地提高轮胎的机械性能。
3. 降低生产成本。
通过优化轮胎硫化工艺条件,可以降低生产过程中的电费、人工等成本,并提高硫化出货率,实现降低生产成本的目标。
4. 保证轮胎的质量和性能。
硫化过程中温度和时间等条件的误差都会影响轮胎的质量和性能,通过优化轮胎硫化工艺条件,可以最大限度地保证轮胎的质量和性能。
二、轮胎硫化工艺条件的优化方法1. 优化硫化温度和时间。
随着硫化温度的升高,硫化速度和硫化度也会随之增加。
但是当温度过高的时候,不仅会增加硫化丝的断裂可能性,还会导致轮胎变形和硫化不均匀等问题。
因此,在硫化温度和硫化时间之间需要进行平衡,找到二者之间的最佳组合。
2. 加强加压力度。
加压力度是影响硫化度和轮胎硬度的重要因素。
通过加强加压力度,可以有效地提高轮胎硫化质量和机械性能,并缩短硫化时间。
3. 采用新型硫化剂。
目前市场上流行的硫化剂主要有硫、硫代硫酸酯、过氧化物等。
通过选择合适的硫化剂,可以对轮胎硫化工艺条件进行优化,并有效提高轮胎的硬度和强度,以及耐久性和耐磨性等性能指标。
4. 采用自动化控制系统。
通过采用现代化的自动化控制系统,可以有效地控制轮胎硫化过程中的温度和时间等条件,提高硫化质量和生产效率,并减少操作人员的劳动强度和误操作可能性。
确定和优化轮胎硫化时间的方法
只用于较小型轮胎如轿车轮胎和轻型载重轮 胎);(3)当前的轮胎硫化测温仪已能自动完成硫 化测温和硫化计算的所有任务,轮胎硫化测温变 成了快捷和 轻 松 的 事 情;( 4 )不 需 像 气 泡 点 法 那 样要多次反复硫化、解剖分析,测温法少则 1 次, 多则 2,3 次便可确定轮胎的硫化时间;(5)使用 历史久远,人们比较熟悉。
2005 年
姚钟尧 确定和优化轮胎硫化时间的方法
33
不是等于 0,借助冰点的附加电压测量的电压是 涉及冰点连接点处温度为 0℃ 的温度,“ 冰点连 接”叫做参比端温度为 0℃ 。
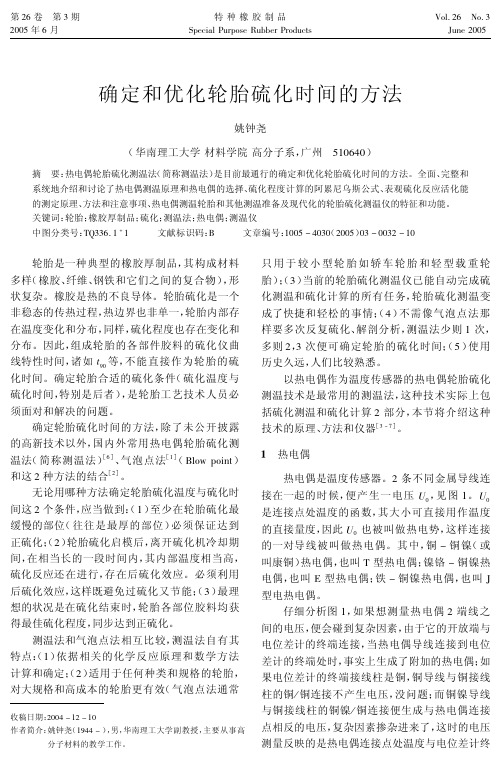
图 1 热电偶测温原理电路图
端接线柱处温度之间的温差,并非单纯是热电偶 连接点处的温度。克服这个问题的一种方法是将 铜镍 / 铜电位差计连接置为已知温度 0℃( 冰点), 见图 2,之所以选择 0℃ 是因为可用冰浴精密产生 和控制它。应当理解,在冰浴中的连接点的电压
热电势值查出温度值。这类表的优点是,可以直
接从现场测得的热电势按表格迅速查出温度值;
第 3 种形式为 E( t),S( t)分度表。由这种表可以
从温度 t 查出热电势 E 和塞贝克系数( 即热电势
率 dE / dt),这对测量准确度要求较高的计量传递
工作、热物理的研究工作以及有关热工程的设计
等,在计算温度—热电势关系时十分有用。
表 1 铜 - 铜镍热电偶 E( t)分度表
2
0. 078 0. 470 0. 870 1. 279 1. 696 2. 122 2. 556 2. 998 3. 448 3. 907 4. 372 4. 845 5. 325 5. 812 6. 305 6. 805 7. 310 7. 823 8. 341 8. 865 9. 395 9. 930 10. 471 11. 017 11. 569
7.50R16 CST27全钢轻型载重子午线轮胎硫化工艺的改进
第 9 期王俊霞等.7.50R16 CST27全钢轻型载重子午线轮胎硫化工艺的改进5597.50R16 CST27全钢轻型载重子午线轮胎硫化工艺的改进王俊霞,慕振兴,许建欣[浦林成山(山东)轮胎有限公司,山东威海 264300]摘要:采取提高硫化温度、缩短硫化时间的方法对7.50R16CST27全钢轻型载重子午线轮胎的硫化工艺进行改进。
改进后硫化条件为外部蒸汽温度 (150±3)℃,内部蒸汽温度 (210±5)℃,氮气压力 (2.7±0.3) MPa,总硫化时间 37 min。
硫化工艺改进后,硫化效率提高了10%,轮胎的外缘尺寸、胎面胶物理性能、胎体钢丝帘线渗胶性能和耐久性能基本相当,高速性能提高。
关键词:全钢轻型载重子午线轮胎;硫化发泡点试验;硫化工艺;高速性能;耐久性能中图分类号:U463.341+.6;TQ330.6+7 文章编号:1006-8171(2019)09-0559-03文献标志码:B DOI:10.12135/j.issn.1006-8171.2019.09.0559随着轮胎行业的发展,对全钢子午线轮胎的耐磨性能、高速性能和使用寿命提出了更高的要求。
同时,轮胎市场竞争日益激烈,生产高性能、低成本的轮胎成为众多轮胎企业的研究重点。
硫化是轮胎生产的重要步骤之一,通过改进硫化工艺可以有效提高硫化效率,降低生产成本[1-2]。
硫化温度和硫化时间成反比关系,传统的硫化工艺一般采用低温硫化以保证轮胎质量,但这种硫化方式硫化时间长,阻碍了产能的提升,造成能源浪费、生产成本增加等问题。
为提高硫化生产效率,我公司采取提高硫化温度、缩短硫化时间的方法对7.50R16 CST27全钢轻型载重子午线轮胎的硫化工艺进行改进,取得了良好效果。
1 改进前硫化工艺改进前硫化工艺为:外部蒸汽温度 (143±3)℃,内部蒸汽温度 (198±5)℃,氮气压力 (2.7±0.3) MPa。
工程机械轮胎胶囊罐式硫化的改进
原过 渡盘 的密 封采用 一个 大 的圆形胶 垫共 同 封住 进水 口和 出水 口。胶 垫 压 缩 量 为 5mm, 在
硫化 过 程 中 , 由于过 热 水 的温 度 高 、 压力 大 , 垫 胶 在使 用几 次后 受过热 水 冲击部 分会 脱落并 被挤 人
流道塔 台的进 水孔 内 , 数 多 了会堵 塞 流道 塔 台 次
硫 化罐 硫化 的新 工 艺 , 方 面利 用 胶囊 硫 化 的 独 一
用流道 塔 台加 过渡 盘作 为进 出水循 环通道 。
1 3 优 点 .
特优 势 , 一方 面避 免 机 模一 体 化 胶囊 硫 化 的 固 另
有缺 陷 。针 对 巨型工程 机械 轮胎进行 了厂房改 扩 建, 同时又新 增 2台 C型 胶 囊 定 型机 ( 胎 规 格 轮 为 3 ̄ 5 3 1英寸 ) 用于 巨型工 程机 械轮胎 定型 。 目
不 重合 的 问题 , 其 是夹 具 在 带 着 胎坯 向模 具 里 尤
安 放 时 , 具 很 容 易 装 偏 , 将 钢 圈甚 至 夹具 压 夹 会
坏 。为 此 , 用 了 流 道 塔 台 上 增 加 4个 导 向 滑 块 采
( ) 造前 a改
结构 ( 图 2 。在 夹 具 下落 过 程 中 , 用 锁 钩 盘 见 ) 利 上 的 中心孔 自动找正 , 流道塔 台改造 后 , 按原 对 再
改造 前 , 我公 司 的工 程 机械 轮 胎 模 具 大部 分
都 是水胎 硫化 模具 , 与胶 囊 硫 化模 具有 着 很 大 的
不 同 , 有 的几副 胶 囊 罐 式硫 化 模 具也 全 部 采 用 仅
道 、 道孔 间距和 高度 的调整 和定位 等 ; 后依 据 流 最 胶囊 的囊根 参数及 所需要 的夹持力 确定 夹具 的夹
轮胎硫化工艺条件的优化
轮胎硫化工艺条件的优化嘿,朋友们!今天咱来聊聊轮胎硫化工艺条件的优化,这可真是个有意思的事儿呢!你想想看,轮胎就像是汽车的鞋子,要是这鞋子质量不行,那车子还怎么跑得稳当、跑得快呀!而硫化工艺呢,就是让轮胎变得结实耐用的关键一步。
硫化的时候,温度可太重要啦!就好比做饭,火候掌握不好,饭菜可就不香啦!温度太高,轮胎可能就被烤焦了,那可就报废咯;温度太低呢,又没办法让橡胶充分交联,轮胎就不结实。
所以说啊,找到那个恰到好处的温度,就像找到一把打开优质轮胎大门的钥匙。
时间也是个不能小瞧的因素呢!硫化时间短了,就好像馒头没蒸熟,半生不熟的能好吃吗?能耐用吗?肯定不行呀!但要是时间太长了,那不是浪费时间和能源嘛,多不划算!这就跟咱过日子一样,得精打细算呀!压力也不能忽视哦!压力就像是给轮胎来个紧紧的拥抱,让橡胶和各种材料更好地结合在一起。
压力太小,这个拥抱就没力气,效果肯定不好;压力太大呢,又可能把轮胎给压坏了,这可就得不偿失啦!那怎么来优化这些工艺条件呢?这可得好好琢磨琢磨。
咱得根据不同的轮胎型号、橡胶材料来调整,就像给不同身材的人做衣服,得量体裁衣不是?还得不断地试验、摸索,别怕失败,失败是成功之母嘛!咱可以一点一点地调整温度,看看哪个温度下出来的轮胎质量最好。
时间也是,多试几次不同的时长,找到那个最合适的点。
压力也一样,慢慢尝试,总能找到最佳的压力值。
这过程可能有点麻烦,但是你想想,一旦咱把工艺条件优化好了,那生产出来的轮胎得多棒呀!质量杠杠的,用起来放心,卖出去也有底气呀!这不是一举多得嘛!咱可不能嫌麻烦,要知道,好东西都是要下功夫的呀!就像那好酒,得经过长时间的酿造才能香醇可口。
咱这轮胎硫化工艺条件的优化也是一样,得用心去钻研,去尝试。
总之,轮胎硫化工艺条件的优化可不是一件简单的事儿,但只要咱肯下功夫,肯用心,就一定能做出高质量的轮胎来。
让我们一起加油,让我们的轮胎在马路上欢快地奔跑吧!。
提升半钢轮胎硫化效率的设备工艺优化
提升半钢轮胎硫化效率的设备工艺优化张森森,李 浩,加 凡,郑求义(中策橡胶集团股份有限公司,浙江杭州310018)摘要:基于半钢轮胎硫化过程中不必要的等待时间和动作浪费,对硫化周期进行分解并进行设备工艺优化。
通过优化步序转换的跳转程序和采取“降等待”“趋重叠”及“减行程”等措施实现对合模硫化时间和开合模节拍时间的优化,缩短生产等待时间,提高硫化生产效率。
关键词:半钢轮胎;硫化;液压硫化机;生产效率;设备工艺优化中图分类号:TQ336.1;TQ330.4+7 文章编号:1006-8171(2023)04-0242-04文献标志码:B DOI:10.12135/j.issn.1006-8171.2023.04.0242目前半钢轮胎生产所使用的液压硫化机普遍采用B型油压式中心机构、上下硫化室结构(下硫化室固定,上硫化室通过油缸升降开合模具)、单加压缸加压的框架式双模液压硫化机,其电气控制系统采用三菱Q系列可编程逻辑控制器(PLC),以三菱工业触摸屏作为人机操作界面。
若要提升硫化设备的生产效率,首先要清楚地了解整个硫化机的结构和运作流程,并利用其机械结构及电气系统的控制特点进行针对性改造,缩短硫化各步骤时间或动作影响时间,从而提高硫化生产效率[1-4]。
半钢轮胎液压硫化机的正常运行状态主要分为合模硫化状态和开模非硫化状态。
合模硫化时间分为正硫化时间和非正硫化时间,开模非硫化时间主要指硫化结束后开模卸胎时间和装胎进缸合模时间(简称开合模节拍时间)。
本工作对硫化过程中的各分解时间进行分析,以期缩短硫化周期,提高设备的生产效率。
1 合模硫化时间的优化1.1 正硫化时间正硫化时间受轮胎硫化工艺条件限制和轮胎品质约束,除非工艺人员切割轮胎气泡点并反复试验验证,否则不允许随意更改。
因此只能着眼于步序转换的跳步时间优化。
原PLC控制系统采用分制计时法,6 s计为0.1 min。
在实际程序编写过程中,为确保步序工艺时间,增加了0.1 s的每6 s计数时间延迟(见图1),即如果单缸轮胎硫化时间需12 min,总跳转时间就增加了12 s(0.1×12/0.1)。
一种改善轮胎硫化时上下侧温差的方法
缩小胶囊上下侧温差,提升轮胎硫化均匀性。
氮气硫化;缸盖;高度;角度;冷凝水;温差硫化时间,提高轮胎硫化效率而被轮胎行业广泛使用。
在氮气硫化过程中,胶囊内的介质状态之间转变复杂,介质分布的高度、方向存在着温差,其中上下侧温差最大可达℃。
同时,橡胶又是热的不良导体,表层与内层温差随着断面厚度而增大,形成温度滞后损失,造成上下侧胎肩部位在中国橡胶应用技术APPLIED TECHNOLOGY41中国橡胶应用技术APPLIED TECHNOLOGY一、试验部分1.试验设备和材料2.试验方案(1) 试验原理氮气硫化过程中,胶囊内的介质包括下侧的冷凝水和上侧的蒸汽、氮气混合气体,因冷凝水位于胶囊最低处,受到胶囊夹缘的阻挡。
同时,传统的缸盖高压气体喷出时无法有效地打到冷凝水聚集的地方(图1),故冷凝水无法形成环流通过回口排出,一直存在于胶囊下侧,造成下侧温度偏低,上下侧表1 试验设备和材料序号名称厂家型号1硫化机益阳益神橡胶机械有限公司65寸机械机2测温仪华南理工大学——3热电偶美国WATLOW GORDON T 型4轮胎合肥万力轮胎有限公司12.00R20 SAP06+5胶囊永一(上海)轮胎胶囊科技有限公司RB12001图2 模拟缸盖喷出口示意图图1 胶囊内集聚的冷凝水图3 冷凝水环流示意图温差偏大。
本试验将硫化机中心机构缸盖重新加工改造,设计合适的喷出口高度、角度,将喷出的高压气体打在胶囊下侧冷凝水聚集的地方(图2),激起冷凝水形成环流,将上下侧介质混合均匀(图3)。
同时,在程序排凝时可以通过回口排出一部分冷凝水,从而间接减少了轮胎硫化时胶囊上下侧温差。
(2)试验方法①正常缸盖试验。
使用正常缸盖硫化,在12.00R20 SAP06+胎胚上按照既定位置进行热电偶埋线(图4),使用测温仪及其组图4 埋线点注:1/2/3/4/5/6为带束层端点;7/8/9/10/11/12/13/14为胎侧内衬层表面(90°分布);15/16为胎侧;17为胎冠42应用技术APPLIED TECHNOLOGY图5 正常缸盖与改造缸盖在硫化过程中胶囊表面温差/时间推移图图6 正常缸盖与改造缸盖在硫化过程中胎肩温差与时间推移图图7 正常缸盖与改造缸盖在硫化过程中胎肩硫化当量与时间推移图件测量整个硫化周期埋线部位的温度,计算各埋线部位的硫化当量。
轮胎胶料抗硫化返原性的优化
6
15. 2 14. 6
160 150
30 26
12 42
5. 20 5. 12
注 : 配方 : SMR CV 100 , 炭黑 N330 50 , 氧化锌 510 ,硬脂酸 210 ,芳烃油 310 ,防老剂 6PPD 210 ,促进 剂 CBS 0. 6 ,硫黄 2. 5 ,加工助剂 Perkalink 900 110 。
原性能见表 8 。从表 8 数据清楚地看出 ,配
方 中加入BCI2MX可获得良好的抗爆破性
2 BCI2MX/ HTS 并用 显然 ,上述讨论中 BCI2MX 和 H TS 尽管
作用机理不同 ,但都能改善胶料的抗硫化返 原性 ,并且都能不同程度地提高使用性能 。
前面已经指出 ,H TS 在硫化过程中参与
硫化体系 BCI2MX/ 份
100 %NR 或 IR ,或与 50 % 以上 NR 或 IR 的并用胶
SBR/ BR 其它如 NBR 等不饱和橡胶
EV~SEV SEV~CV
高硫 SEV~CV SEV~CV
0. 25~0. 40 0. 50~0. 75 0. 50~0. 75 0. 25~0. 40 0. 25~0. 50
配方编号
1
2
3
4
33 10 20 5 31 10 19 5
15. 4 12. 4 11. 7
15. 3 14. 5 14. 6
15. 4 13. 7 11. 4
15. 4 16. 1 16. 2
100 125 130 110 90 90 110 110 90 80 95 105
BO 33 52 26 BO 30 60 27 BO 26 66 25
图 3 示出了 150 ℃下胶料的硫化特性 。 正如所预料的 ,BCI2MX 对工艺特性只有很 小甚至几乎没有什么影响 ,而 H TS 对硫化确
轮胎硫化机节能改进
() 1 存在 问题 通 常 B型 硫 化 机 胶 囊使 用 0 8 0 9MP , . ~ . a 2 0℃ 过 热蒸 汽 喷 射 抽 真空 , 台硫 化机 抽 真 空 0 每 蒸汽 消耗量 约 为 0 0 h 。3 . 3t・ _ , 6台 硫 化 机 年抽
浪费 。 ( ) 进 2改
3 ~4 , 能效 回 收
( ) 在 问题 1存 我公 司 载 重 斜 交 轮 胎 生 产 采 用 1 6 3 mm 1 ( 3 5英 寸 ) 型硫 化 机 , 硫 化 过 程 中胶 囊 放 6. 定 在
第 2期
轮
胎
工
业
内胎成 品硫化程 度不均 问题 。改 造前后 硫化模具
蒸汽管 道分别如 图 3 4所示 。 和
图 3 改 造 前 硫化 模 具 蒸 汽 管 道 示 意
汽 出 口 汽 出 口
图 6 改造 后 气 门嘴 胶 垫 示意
表 l 改进 前 后 内胎成 品物 理 性 能 图 4 改 造 后 硫化 模 具 蒸 汽 管 道 示 意
真空耗 汽量超 过 90 0t浪费 大量蒸 汽 。 0 ,
( ) 进 2改
冷凝 水产生量 不 同 , 冷凝 水 排放 与关 闭设 定 值 可 方便 地通过 上位 机进 行 调 整 , 既保 证 满 足工 艺 要
求, 又可节约蒸 汽消 耗 。
为节 约蒸 汽 , 在热 水 除氧 站 增设 1套 由 2台
苏 吉玲 张 波)
垫一 胎身及 底 座一 垫 间 的粘 合 强 度 略 有 降 低 外 , 胶
其 它各项物理 性能均 明显提 高 。市场 反馈信 息表 明, 内胎 实 际使 用 情 况 良好 , 内胎 退 赔 率 明显 降
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
cure
degree.The results of the curing tempera—
ture-measuring and the durability experiments of cured tire showed that the tire 9.00R2016PRS811 was overcured
cure to a
certain extent,and the properties of cured tire did
to
not
attain
as
to
the optimum.The
ቤተ መጻሕፍቲ ባይዱ
time of the tire 9.00R2016PRS81 1 was shortened from 54 min
48 min
第32卷第3期
2011年6月
特种橡胶制品
Special Purpose Rubber Products
V01.32
NO.3
2011
June
轮胎硫化时间的优化
赵菲,夏荣芝,毕雪玲 (青岛科技大学橡塑材料与工程教育部重点实验室,青岛
266042)
摘要:主要通过气泡点的检测和硫化程度的计算等方法优化了轮胎硫化时间。硫化测温及减时耐久性测试 结果表明,9.00R2016PRS811型轮胎存在一定程度的过硫,轮胎性能未达到最佳状态。在保证轮胎性能的前 提下,将硫化时间由原来的54rain缩短至48min,减少了能耗,提高了生产效益。
其硬三角与肩部混炼胶,青岛赛轮股份有限公司。
1.2主要设备与仪器
双模轮胎定型硫化机,LL—B1525×4220× 2,中国环球集团橡胶机械有限公司;轮胎高速耐 久性试验机,QNS4--1324型,青岛高校测控技术 有限公司;硫化仪,MDR2000型,上海埃迩法仪 器科技有限公司;硫化测温仪,TNX—F型,上海 埃迩法仪器科技有限公司;橡胶加工分析仪, RPA2000型,上海埃迩法仪器科技有限公司。 1.3选择测温部位 根据硫化测温资料和测温经验,重点选择那 些重要而又具有代表性的部位,如,轮胎使用过程 中易出现质量问题的子口、胎肩和胎冠等部位。 硫化测温时间间隔为10s。轮胎出模后,常 温条件下自然冷却,待轮胎内最高温度点降至 110℃以下时,停止测温。
从表3可看出,减时硫化轮胎的耐久性能明 显优于原始轮胎,耐久时数比原始轮胎提高了
53%。
2.2硫化测温实验
2.2.1实测温度一时间曲线
胎肩和三角部位的实测硫化温度随时间的变
化见图1。
圈1各部位胶料实测温度一时间曲线
万方数据
赵菲等轮胎硫化时间的优化
从图I可看出,三角胶的温度较肩部胶的高, 但后硫化阶段的降温速率也较快。 2.2.2等效硫化速率和等效硫化程度的计算 等效硫化速率用下列公式计算:
[J].檬塑技术与装备,2005,31(1):17—21. [6]谭德征.轮胎硫化工艺的优选[J].轮胎工业,2005,25(2):
万方数据
特种橡胶制品
109—111. 748.
第32卷第3期
[7]于泳,等.硫化测温技术的应用[J].轮胎工业,2000,20
(11):678—681.
E93王象民.用DSC优化轮胎硫化周期的新方法l-J].橡胶参考 资料,2007,37(3)148—52.
ensuring the proper—
ties of cured tire,and the energy consumption was reduced,and the productivity was increased. Key words:tire;curing time;blow point;curing temperature-measuring
(1)从硫化测温和常规耐久实验中可看出,目 前国内生产的轮胎硫化时间过长,存在一定程度 的过硫,轮胎性能未达到最佳状态。 (2)从活化能计算、硫化测温及硫化程度的计 算结果可看出,三角胶对温度敏感性较大,过硫程 度较大。 (3)从硫化程度计算结果可看出,后硫化效应 在整个硫化过程中占有很大比重,在计算硫化程 度时应考虑后硫化效应。 (4)通过合理缩短硫化时间,可以提高9.00 R2016PRS811型轮胎的生产效率,节省能耗,提 高轮胎性能。
口0
(2)
将参比温度To的硫化速率Do赋值为1.0, 上式可进一步简化为:
口=eelR(1/%一1/D (3)
本实验中取To为151℃,由式(3)可计算任 意温度相对151℃下的等效硫化速率,等效硫化
程度为E=∑口t。等效硫化速率和等效硫化
程度的计算结果分别见表4和表5。
表4肩部胶等效硫化程度的计算结果
时间,步骤如下:
累计行驶时间,h:rain 累计行驶里程,km 气压增加率,%
97:40 5288.9 5.9 150:3 8153.3 12.2 0.9 1.2
外径增加率,%0.7 断面宽增加率。%0.8
(1)裁3片宽10cm,厚分别为lmm,2mm和 3mm,长约为轮胎断面轮廓长的胶片。 (2)取一实验胎坯,将准备好的胶片沿横断 面方向依次贴于轮胎内侧,胶片间隔约为10~ 15mm,压实贴紧,尽量排除气泡,贴好后做出标 记,注明胶片厚度及位置。 (3)将贴好的胎坯先按表2中2#方案的硫 化条件放入硫化机中硫化。 (4)将硫化好的轮胎按常规检测后,在标记 部位沿横断面剖开,取出带有标记的几段断面。检 测气孔,其中未贴胶片及贴有胶片的断面根据胶 片厚度由小到大依次记为oP,1P,2P和3P。用 放大镜仔细观察断面,特别是轮胎肩部和胎圈三 角最厚部位。若各断面均观察不到气泡,则按表 2中3#方案条件再做一次气泡实验,若3#方案 条件下有气泡,则按4#方案实验;若各断面均有
v_A2=eE/R(1/T1—1/r2)
铆1
=u£=10.93×1—10.93。三角胶在参比温度下 (151℃)的恒温硫化程度为15.18。 从表4和表5中可以看出,变温硫化条件下 肩部胶与三角胶的部位硫化程度分别为12.74和 28.40。因此,肩部胶与三角胶的部位过硫程度分 别为16.56%和87.1%,说明肩部胶与三角胶的 部位均存在一定程度的过硫。实际生产中,一般 要求轮胎硫化程度最低的部位过硫程度达到 20%左右。为了安全,将总硫化时间定为48 较为合理。 从表4和表5还可看出,后硫化效应在整个 硫化过程中占有很大比重,在计算硫化程度时应 考虑后硫化效应,可适当缩短硫化时间。因此,国 外有人认为硫化锦纶载重轮胎时,启模时硫化程 度应达到70%以上,较为适宜;对于子午线轮胎, 则提出用气泡点时间作为硫化时间。笔者将气泡 实验与硫化测温实验和性能分析结果相结合,最 终确定了最佳硫化时间。
1.4测温前的准备
测试各部位胶料的硫化曲线。 众所周知,活化能随胶料组分的改变而变化。 因此,应使用各部位胶料的活化能计算各自的硫 化程度。选取轮胎肩部与硬三角部位的混炼胶,
万方数据
50
特种橡胶制品
第32卷第3期
按标准ASTMD一2084,用MDR2000型硫化仪 分别做141℃,151℃与161℃三个温度下的硫化 曲线,求出不同特性时间t40,t50,t60,t70,t80,t90和 £。。下的活化能,得出各个胶料的平均活化能及硫 化平坦期范围。结果表明,肩部胶和三角胶的活 化能分别为98.8 kJ/tool和110.9 14/mol。 1.5耐久性测试 耐久性按GB/T 4501--2008测试。
1.6原始硫化条件
气泡,则按1#方案实验。逐轮改变硫化时间,直 至找出气泡点。各个方案的实验结果见表2。 从表2可看出,1#方案下断面OP~3P均未 发现气泡,各项常规测试均合格,说明1#方案下 轮胎各部位均已达到完全硫化。2#方案下各层 均出现气泡,且气泡较大,因此,总硫化时间为 33min时轮胎欠硫,2#方案不可行。3#方案下 OP---3P均观测不到气泡,各项常规测试也合格, 说明总硫化时间为39min时,轮胎各部位也已达 到正硫化,判断气泡点约在39min左右。为安全 考虑,增加硫化安全因子,最终确定的硫化时间为 气泡点时间加上安全时间,企业内部安全时间为 气泡点时间的15%。最终硫化时间的确定还要 结合硫化测温和高速耐久性试验。耐久性试验结
品,2005,26(3):33—41.
[43王顺利,邵文波.9.00--20/16PR外胎硫化测温[J].轮胎工 业,2001,21(2):115—117. [5]王其营,等.浅谈硫化设备的性能与操作对外胎质量的影响
肩部胶在151℃下的正硫化时间为10.93 rain,在参比温度(151’C)下的恒温硫化程度为:E
3结论
min
(1)
式中:E一胶料硫化反应活化能;R一气体常数; T1,T2一绝对温度;口。,口。一分别是L和丁2下的 硫化速率。 定义Do是在已知温度L下计算的已知速率 (取自在To条件下运行的硫化仪曲线),在任意 温度T条件下的速率D可参照在温度T。下的 DO,从而To变为参比温度。因此上式变为: 旦一eE/R(1/TO一1/D
果见表3。 表2气泡点检测实验结果
9.00R2016PRS811全钢载重子午线轮胎的 原始硫化条件见表1。
表1原始硫化工艺条件 热板温度147"C士2"C模套温度162℃±2℃内压2.6MPa士0.1MPa 内温170"(2-I-2’C 压力,MPa
时间
2结果与讨论 2.1气泡点检测试验 气泡点法是测试轮胎硫化程度的最古老方 法。本实验采用贴胶片找气泡点的方法优化硫化
表5三角胶等效硫化程度的计算结果
参考文献: [1]王登祥.美国轮胎公司确定轮胎硫化时间的方法[J].轮胎 工业,1999,19(5):290—295. [2]傅彦杰.橡胶厚制品硫化温度与等效硫化时间的测定[J]. 橡胶工业.1997,44(9):552—557. [3] 姚钟尧.确定和优化轮胎硫化时问的方法[J].特种橡胶制
关键词:轮胎;硫化时间;气泡点;硫化测温 中图分类号:TQ336.1+1 文献标识码:A 文章编号:1005—4030(2011)03一0049一03