节能灯制程检验规范
LED灯具检验标准及灯具安全检测要求

LED灯具测试1,高温高压及其冲击测试:针对对象:LED灯具(含LED Driver的成品灯具)参照标准:行业经验测试方法:1,将5款LED灯具放置在一个室温为60℃的房间;2,通过调压器将LED灯具的输入电压调为最大额定输入电压的1.1倍;3,接通电源,点灯24H,并观察灯具是否有损坏、材料受热变形等异常现象;4,点灯测试后,通过继电器控制灯具在此环境下进行冲击测试,测试设置为:点灯20s、熄灯20s,循环100次。
测试要求:A,灯具在经过高温高压测试后,不能发生表面脱漆、变色、开裂、材料变形等异常现象;B,灯具在经过冲击测试后,不能发生漏电、点灯不亮等电气异常现象。
2,低温低压及其冲击测试:针对对象:LED灯具(含LED Driver的成品灯具)参照标准:行业经验测试方法:1,将5款LED灯具放置在一个-15℃的环境下;2,通过调压器将LED灯具的输入电压调为最小额定输入电压的0.9倍;3,接通电源,点灯24H,并观察灯具是否有损坏、材料受热变形等异常现象;4,点灯测试后,通过继电器控制灯具在此环境下进行冲击测试,测试设置为:点灯20s、熄灯20s,循环100次。
测试要求:A,灯具在经过低温低压测试后,不能发生表面脱漆、变色、开裂、材料变形等异常现象;B,灯具在经过冲击测试后,不能发生漏电、点灯不亮等电气异常现象。
3,常温常压冲击测试:针对对象:LED灯具(含LED Driver的成品灯具)参照标准:行业经验测试方法:1,将5款LED灯具放置在一个室温为25℃的环境下;2,按LED灯具的额定输入电压接通电源点灯;3,通过继电器控制灯具在常温常压下进行冲击测试,测试设置为:点灯30s、熄灯30s,循环10000次。
测试要求:灯具在经过常温常压冲击测试后,不能发生漏电、点灯不亮等电气异常现象。
4,温度循环测试:针对对象:LED灯具(含LED Driver的成品灯具)参照标准:行业经验测试方法:1,将5款LED灯具放置在一个测试箱,测试箱的温度可以调节温度变化速率;2,按LED灯具的额定输入电压接通电源点灯;3,测试箱的温度变化范围设置为从-10℃到50℃,温变速率为:大于1℃/min,但小于5℃/min;4,测试箱在高温和低温各保持0.5H,循环8次。
灯具检测流程及标准规范
灯具检测流程及标准规范English: The process of testing lighting fixtures involves several steps to ensure their quality and compliance with industry standards. Firstly, the initial inspection is conducted to assess the physical condition of the fixture, checking for any damages or defects. Next, electrical testing is performed to verify if the fixture meets safety requirements, including insulation resistance, grounding, and electrical leakage. This step also includes testing for electrical performance parameters such as wattage, voltage, current, and power factor, using specialized testing equipment. Additionally, photometric testing is carried out to assess the fixture's lighting characteristics, including luminous flux, illuminance distribution, color temperature, and color rendering index. This is done by using photometric measurement devices such as integrating spheres and spectroradiometers. Furthermore, the thermal performance of the fixture is evaluated through thermal testing, which measures the temperature rise and heat dissipation ability, ensuring that the fixture operates within safe temperature limits. Finally, environmental testing is conducted to evaluate the fixture's resistance to different environmental factors such as moisture, heat, cold, dust, andvibrations. This may involve subjecting the fixture to temperature and humidity chambers, mechanical stress tests, and accelerated aging tests.Overall, the process of testing lighting fixtures follows a standardized approach to verify compliance with industry regulations and ensure their reliable and safe operation. By conducting thorough inspections and tests throughout the manufacturing process, manufacturers can guarantee that their products meet the required quality standards and will perform as expected in various applications.中文翻译: 灯具检测流程包括几个步骤,以确保其质量和符合行业标准。
灯具质量检测报告国家标准led灯具(2024)

引言:随着科技的发展和人们对能源节约的要求,LED灯具已经逐渐成为照明市场的主流产品。
由于市场的竞争压力和技术的不断推陈出新,LED灯具的质量也变得更加关键。
为了保证消费者的权益和灯具的质量,国家制定了一系列的标准来规范LED灯具的质量检测。
本文将对国家标准LED灯具进行灯具质量检测报告的详细阐述。
概述:国家标准LED灯具是指在国家标准体系下,通过一系列规范和测试,在质量、可靠性、能效等方面都达到一定水平的LED灯具。
国家标准LED灯具的品牌都经过国家质量认证,并且在生产过程中严格按照国家标准进行控制和检测。
本文将从灯具的外观、光电性能、电气性能、热管理和环境适应性等五个大点对国家标准LED灯具进行详细的质量检测报告。
正文:一、外观1.外观检测:通过目视检查和测量灯具的尺寸、表面处理、颜色等,确保灯具外观符合国家标准规定。
2.材质检测:对灯具内外部的材质进行检测,确认是否符合国家标准的材质要求,是否存在材料缺陷。
3.做工检测:检测灯具的组装工艺和结构稳定性,确认是否牢固可靠,能够满足灯具使用期望寿命。
二、光电性能1.光通量测量:通过光通量测量仪器,准确测量灯具的整体光通量,确保其满足国家标准的光通量要求。
2.光色参数测量:通过光色参数测量仪器,测量灯具的色温、色彩均匀性、色彩还原性等,确保其符合国家标准规定。
3.色容差检测:对灯具的颜色进行比较和评价,确定其色坐标是否符合国家标准规定。
三、电气性能1.功率因数测量:测量灯具的功率因数,确认其是否符合国家标准的要求,以确保电能的有效利用。
2.驱动电流测量:测量灯具的驱动电流,确保其在安全范围内,不产生过电流现象。
3.驱动电压测量:测量灯具的驱动电压,确保其在安全范围内,不产生过电压现象。
四、热管理1.散热性能测量:通过热像仪等工具,对灯具的散热性能进行检测,确保灯具能够有效散热,避免过热引发安全隐患。
2.噪音测试:对灯具的工作噪音进行测试,确认噪音水平是否符合国家标准。
LED灯具制程巡检规范(含表格)

LED灯具制程巡检规范(含表格)|保诚培训网络发光二极管灯工艺检验规范(iso 9001:2015)1,目的:规范半成品和成品工艺检验的检验项目、方法、频率和标准,确保生产过程符合工艺要求和操作规范,从而确保产品质量满足客户要求;同时,通过过程检验收集生产过程的数据,从而有效地监控过程的变化,促进过程的持续改进。
2.经营范围:所有发光二极管应用产品半成品和成品加工3.定义:IPQC(输入过程质量控制):过程控制是指从产品投入生产到最终包装的质量控制。
4.权责:4.1QE:负责制定过程检验的操作规范4.2检验员:根据过程检验作业指导书负责检验5.内容:5.1检验项目: 过程检验项目频率(小时/次)2抽样数(件)5使用仪器记录表焊膏检验目视检验记录表学习社区更多免费资料下载请:德信培训网络部分自动手动补片测试焊点测试回流焊温度回流焊速度高温焊料表温度补片测试操作环境2 2 2 2 2 2 2 2 2 2 2 2 2 2 5 1 1 5 1 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 55 5 5 5 5 5 5 5 5 5 5 5 5 5 目视检查记录表检查记录表计算机监控检查记录表计算机监控检查记录表计算机监控检查记录表变压器目视温度计目视目视目视目视目视目视目视目视目视检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表检查记录表表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格检验记录表格学习社区组装节烙铁温度电源绝缘保护基板连接输出线焊膏检测粘贴遮光胶带基板固定输入线保护组装节铆钉固定螺纹端加工灯罩固化透镜安装插头安装螺钉固定漏光检测包装灯座更多免费信息下载请进来:德普信培训网络部分功能测试标签测试附件测试标记测试222 225 55 51 1目视目视目视目视检查记录表检查记录表检查记录表检查记录表机械老化部分燃烧器测试振动测试5.2测试方法:5.2.1焊膏测试:基板焊盘上的焊膏必须无锡连接、短路、钉扎、少锡、漏印和多锡5.2.2自动/手动补片测试:每2小时检查5PCS部件是否有任何缺陷,如物料清单材料、标准补片、歪斜、偏移、假焊、漏焊、部件极性颠倒等。
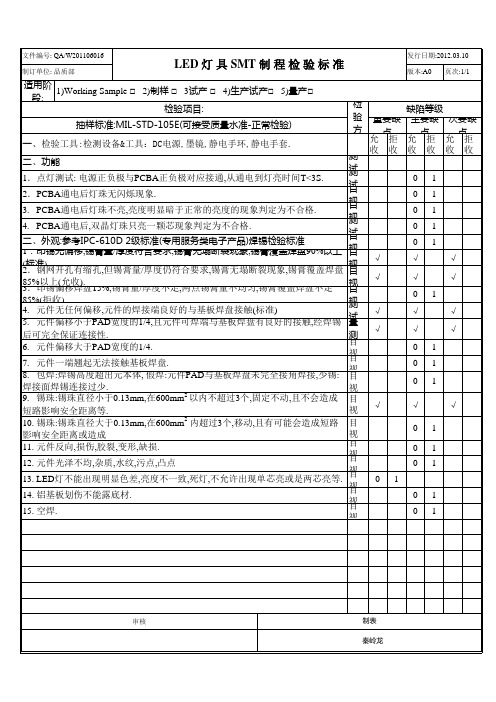
LED灯具SMT制程检验标准
检 验 方 测 试 测 试 目 视 目 视 测 试 目
缺陷等级 重要缺 主要缺 次要缺 允点 拒 允点 拒 允点 拒 收 收 收 收 收 收 0 0 0 0 0 √ √ √ √ 0 √ √ √ √ 0 0 0 √ √ 0 0 0 0 1 0 0 1 1 1 1 1 1 1 1 √ 1 √ √ 1 1 1 1 1 √ √
视 13. LED灯不能出现明显色差,亮度不一致,死灯,不允许出现单芯亮或是两芯亮等. 目 视 目 14. 铝基板划伤不能露底材. 视 目 15. 空焊. 视
审核
制表 秦岭龙
Байду номын сангаас
文件编号: QA/W201106016 制订单位: 品质部
LED 灯 具 SMT 制 程 检 验 标 准
发行日期:2012.03.10 版本:A0 页次:1/1
适用阶 1)Working Sample □ 2)制样 □ 3试产 □ 4)生产试产□ 5)量产□ 段: 检验项目: 抽样标准:MIL-STD-105E(可接受质量水准-正常检验) 一、检验工具:检测设备&工具:DC电源,墨镜,静电手环,静电手套. 二、功能 1.点灯测试: 电源正负极与PCBA正负极对应接通,从通电到灯亮时间T<3S. 2.PCBA通电后灯珠无闪烁现象. 3. PCBA通电后灯珠不亮,亮度明显暗于正常的亮度的现象判定为不合格. 4. PCBA通电后,双晶灯珠只亮一颗芯现象判定为不合格. 二、外观:参考IPC-610D 2级标准(专用服务类电子产品)焊锡检验标准
视 1.印锡无偏移,锡膏量/厚度符合要求,锡膏无塌断裂现象,锡膏覆盖焊盘90%以上 目 ( ). 2标准 .钢网开孔有缩孔 ,但锡膏量/厚度仍符合要求,锡膏无塌断裂现象,锡膏覆盖焊盘 视 目 85%以上(允收). 视 3.印锡偏移焊盘15%,锡膏量/厚度不足,两点锡膏量不均匀,锡膏覆盖焊盘不足 目 85%(拒收). 视 测 4. 元件无任何偏移,元件的焊接端良好的与基板焊盘接触(标准) 5. 元件偏移小于PAD宽度的1/4,且元件可焊端与基板焊盘有良好的接触,经焊锡 试 量 后可完全保证连接性. 测 目 6. 元件偏移大于PAD宽度的1/4. 视 目 7. 元件一端翘起无法接触基板焊盘. 8. 包焊:焊锡高度超出元本体, 假焊:元件PAD与基板焊盘未完全接角焊接,少锡: 视 目 焊接面焊锡连接过少. 9. 锡珠:锡珠直径小于0.13mm,在600mm2 以内不超过3个,固定不动,且不会造成 短路影响安全距离等. 10. 锡珠:锡珠直径大于0.13mm,在600mm2 内超过3个,移动,且有可能会造成短路 影响安全距离或造成 11. 元件反向,损伤,胶裂,变形,缺损. 12. 元件光泽不均,杂质,水纹,污点,凸点 视 目 视 目 视 目 视 目
灯具检验标准

灯具检验标准
①抽样检查:抽取一定数量的灯具,首先查看标签,确认灯具的型号、规格、功率电压、色温、角度、防护等级等细节是否符合我司下单要求;
②检验整体外观:查看灯具造型款式是否与我司下单要求相符,检查灯具支架是否横平、竖直、同平面(半圆圆圈居中)角度标准,是否有变形;
③检验灯具表面:查看灯具表面是否处理完好、涂层均匀,不能出现斑痕、气泡、沙眼、凹缩破裂、灯具表面有锈蚀、划痕等枪械损伤问题,另需注意灯具所用玻璃是否完好,玻璃边有无漏胶现象,玻璃融合不能出现分层情况,密封保护性要好,以防出现进水现象;
④接电检验方式:首先检查灯具电源线连接是否牢固,不能有破损或漏露线芯的现象;通电点亮灯具检查,LED灯芯不能出现死光现象,用仪器测试光源色温是否控制在规定数值;
⑤包装检验要求:包装箱外观必须完好无破损,箱体里面必须用保护膜做好防护工作,包装箱外贴的标签与实际灯具标签、箱内所装灯具数量是否相符;最后需清点好总数量是否与我司下单数量相符合。
LED灯具检验指导书文件doc
LED灯具检验指导书文件docLED灯具检验指导书文件一、概述本文旨在为LED灯具的检验提供详细的指导和说明。
LED灯具在人们的日常生活和工业生产中具有广泛的应用,而正确的检验方法对于保证其性能和质量至关重要。
本指导书将详细介绍LED灯具的检验方法、标准以及处理方法,以确保产品的可靠性。
二、关键词LED灯具、检验、指导书、灯具质量、性能检测三、文章主体1、检验准备在进行LED灯具检验前,需要准备好所需的工具和设备,包括万用表、电流表、电压表、电源适配器、检验平台等。
同时,确保检验环境干净、干燥、无尘,以满足LED灯具的检验要求。
2、检验步骤(1)外观检查:检查LED灯具的外壳、散热器、电路板等部件是否有明显的划痕、变形、污渍等不良现象。
(2)点亮测试:将LED灯具连接到电源适配器上,观察灯具是否正常点亮。
注意观察灯光颜色、亮度、均匀度等指标,以及是否有明显的闪烁现象。
(3)光通量测试:使用光通量测试仪对LED灯具进行测试,测量其光通量是否符合要求。
(4)色温测试:使用色温测试仪对LED灯具进行测试,测量其色温是否符合要求。
(5)寿命测试:将LED灯具连接到电源适配器上,进行点亮寿命测试,观察其寿命是否符合要求。
(6)耐压测试:对LED灯具进行耐压测试,检验其绝缘性能是否符合要求。
3、检验标准LED灯具的检验标准应符合相关行业标准和法规要求。
具体标准包括:光通量符合产品规格书要求;色温在规定范围内;寿命大于等于产品规格书要求;耐压测试通过;外观无明显缺陷。
4、检验处理方法若LED灯具在检验过程中出现质量问题,应采取以下处理方法:(1)对不合格品进行记录,分析原因并采取相应的纠正措施。
(2)对返修产品进行重新检验,确保其质量符合要求。
四、结论本文详细介绍了LED灯具的检验方法、标准以及处理方法。
正确的检验方法对于保证LED灯具的性能和质量至关重要。
通过对LED灯具的检验,可以有效地保证其可靠性,提高使用效率,降低不良率,为工业生产和人们的日常生活提供保障。
LED制程检验指导书
LED制程检验指导书本文档涉及附件:1. LED制程检验指导书附件A:样品检验记录表2. LED制程检验指导书附件B:检验流程图本文所涉及的法律名词及注释:1. LED(Light Emitting Diode):发光二极管,是一种能够将电能直接转换为可见光的半导体器件。
2. 制程检验:指在LED生产过程中对各个环节进行检测,以确保产品质量达标的过程。
3. 指导书:用于指导操作和判定产品或过程是否符合特定要求的文件。
一、概述本制程检验指导书旨在提供对LED制程检验的指导和要求,确保LED产品质量达标。
本指导书适用于所有与LED制程检验相关的工作人员。
二、检验流程2.1 材料检验2.1.1 LED芯片检验 2.1.2 焊料检验2.1.3 封装材料检验 2.2 工艺过程检验2.2.1 芯片分选检验 2.2.2 焊接检验2.2.3 成品封装检验 2.3 电性能检验2.3.1 电气参数检验 2.3.2 光学参数检验 2.4 外观检验2.4.1 外观缺陷检验 2.4.2 尺寸检验2.5 其他检验2.5.1 耐热性检验2.5.2 耐湿性检验三、检验标准3.1 国家标准3.1.1 LED产品检验通用要求(国标GB/T XXXX-XXXX) 3.1.2 LED电气性能检验方法(国标GB/T XXXX-XXXX) 3.2 企业内部标准3.2.1 公司LED制程检验标准(内部标准XXXX)四、检验设备要求4.1 LED测试仪器4.1.1 电性能测试仪器4.1.2 光学参数测试仪器4.2 外观检验设备4.2.1 高清显微镜4.2.2 尺寸测量仪五、检验记录与报告5.1 检验记录5.1.1 LED芯片检验记录5.1.2 焊料检验记录5.1.3 封装材料检验记录5.2 检验报告5.2.1 芯片分选检验报告5.2.2 焊接检验报告5.2.3 成品封装检验报告本文档涉及附件请参见附件部分。
本文所涉及的法律名词及注释:1. LED(Light Emitting Diode):发光二极管,是一种能够将电能直接转换为可见光的半导体器件。
照明设备检验规范
照明设备检验规范一、引言照明设备的质量和安全性对于社会生活和工作环境至关重要。
为确保照明设备的有效运作和使用安全,制定照明设备检验规范是必要的。
本文将介绍照明设备检验的标准和要求,以确保设备的质量和安全。
二、检验范围1. 照明设备的分类:灯具、灯源、控制设备等;2. 照明设备的性能指标:亮度、色温、色彩呈现、能效等;3. 照明设备的安全性:绝缘、耐压、防水等;4. 照明设备的稳定性:工作寿命、光衰等;三、检验标准1. 国家标准:根据国家现行的相关标准执行检验,例如GB 7000、GB 17743等;2. 行业标准:参考行业协会或组织发布的标准,例如电子工业标准,照明工业标准等;3. 企业标准:根据企业自身的研发和质量控制要求,制定内部标准,以满足产品的特定需求。
四、检验要求1. 检验前准备工作:检查测试仪器的准确性和有效性,确保能够准确测量和评估照明设备的性能;2. 检验环境要求:在适当的光线环境下进行检验,以确保检验结果的准确性;3. 检验方法:根据要求的标准选择合适的检验方法,例如,测量亮度时可采用光度计或球面测量仪;4. 检验指标:依据标准确定检验指标,例如,测试灯源的色温时,应检验是否符合预设范围;5. 检验记录:记录检验过程中的数据和结果,以备查验和日后参考;6. 不合格品处理:对于不符合标准要求的产品,必须进行相应的处理,如报废、返修等;7. 检验报告:在检验完成后,根据结果编写检验报告,包括检验项目、方法、结果等信息。
五、检验机构和人员要求1. 检验机构:照明设备检验应由经过认可的检验机构进行,确保检验结果的权威性和可信度;2. 检验人员:检验人员应具备相关专业知识和经验,熟悉检验方法和标准,能够独立完成照明设备检验工作。
六、检验结果和使用建议1. 检验结果评价:根据检验结果判断照明设备是否符合相关标准,评估其性能和安全性;2. 使用建议:根据检验结果给出对照明设备使用和维护的建议,提供优化设备性能的方法和措施。
LED灯具产品检验标准.
LED灯具检验标准1范围本标准规定了LED灯具的技术要求、试验方法、检验规则、标志方式、包装、运输和储存条件。
本标准适用于对公司所生产的灯具制定统一检验项目和检验的说明。
LE灯具是指以LED作为发光器件的道路照明灯具,与高压钠灯、金卤灯为光源的传统灯具相比,具有节能、环保、长寿命等优点。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB7000.1-2001灯具一般安全要求与试验IEC61347-2-13:2006灯的控制装置第2-13部分:LED模组用交流或直流供电的电子控制装置的特殊要求。
IEC62031普通照明用LED模组的安全要求IEC62384:2006LED模组用交流或直流供电的电子控制装置的性能要求GB7247.1-2001激光产品的安全第1部分:设备分类、要求和用户指南GB/T2423.1-2001电工电子产品环境试验第2部分:试验方法试验A:低温GB/T2423.2-2001电工电子产品环境试验第2部分:试验方法试验B:高温GB/T2423.3-1993电工电子产品基本环境试验规程试验Ca:恒定湿热试验方法GB/T2423.8-1995电工电子产品环境试验第2部分:试验方法试验Ed:自由跌落GB/T2423.10-1995电工电子产品环境试验第2部分:试验方法试验Fc和导则:振动(正弦GB/T2829-2002周期检验计数抽样程序及表(适用于对过程稳定性的检验GB4208-1993外壳防护等级(IP代码GB5080.7-86设备可靠性试验恒定失效率假设下的失效率与平均无故障时间的验证试验方案GB17743-1999电气照明和类似设备的无线电骚扰特性的限值和测量方法GB17625.1-2003电磁兼容限值谐波电流发射限值(设备每相输入电流≤16A 3术语和定义本标准采用下列术语和定义:3.1LED在注入电流时能发光的包含P-N结的固态器件3.2LED模组由一个或多个包含诸如光学的、电气的、机械的和(或电子的更多元器件的LED组合起来的能提供光源的设备4产品型号、系列及结构尺寸4.1产品型号4.2产品系列4.2.1根据产品整体结构分为:整体式和电源分离式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
节能灯制程检验规范
一、制程检验分类:首件检查;巡回检查;最终抽检;测试全检;扩大检验;
1、首件检查:插件、装配、包装工序开始生产半成品或成品需进行首件检查;
(各车间批生产前完成产品首件的制作,由技术部检查)
2、巡回检查:在每个组生产的半成品或成品或加工半成品需每二个小时进行巡回
检查一次;
(各车间的IPQC每人每工位每工序从前往后或从后往前全部巡检检查)
3、测试全检:指电子镇流器补锡测试,装配,包装已生产好的成品或半成品进行全
部点亮测试.(由在线的生产员工或在线的生产QC完成)
4、确认检验:指品质部对半成品或成品批量生产完成的产品的抽检。
(指已经经过在线生产QC全检点亮测试的产品)。
5、扩大抽检:在巡回检查和最终抽检时发现有不良品:≥1个时一律需要扩大抽检
以验证此问题.
二、检验工位设置:
1、首件检查:每一批订单的某一种型号的产品在插件和装配生产的开始都需要
做首件检查,首件确认OK后后续产品才可以开始批量进行量产.
(如果不合格,需要重新做首件检查后才可以批量生产.)
2、巡回检查:每种型号的产品首件检查OK后,方可进行批量生产,在过程中要进
行不停的每二个小时一次的巡回检查,IPQC要从生产线最前的第一个工位开始,
每个工位陆续的往后进行检查;对照产品规格书/作业指导书或首件品等相关资料
标准,对每个工序每个工位的产品的品质情况进行检查.每工位至少抽检5-10个;
重要的工位必须抽检10个以上;
3、测试全检: 电子镇流器补锡 装配 包装,所有生产的成品或半成品在完
成后必须由在线的生产QC进行全检点亮测试;
4、确认检验:品质部对成品或者半成品生产完成后要进行抽检(检查的是生产QC
已经全检点亮测试过的产品);
5、扩大抽检:巡回抽检和最终抽检;照巡回抽检和最终抽检数量再检验一次.
制程检验分类:首件检查;巡回检查;最终抽检;测试全检。
首件检查:以下生产工序开始生产产品或半成品需进行首件检查; 插件,装配。(生产完成首件
的制作,IPQC检查)
巡回检查:在每个组生产的产品或半成品或加工半成品每二个小时需进行巡回检查一次;(IPQC
每人每工位每工序从前往后或从后往前全部巡检检查)
测试全检:指调试,装配,包装巳生产好的成品或半成品进行全检全部点亮测试。(由生产作业
员或生产QC完成)
最终抽检:指一个组对于一个产品或一个半成品批量生产完成的(并巳经生产QC全检点亮测试
的)产品的抽检,每二个小时抽检30--50PCS以上。
扩大抽检:在巡回检查和最终抽检时发现有不良品:≥1PCS的一律需要扩大抽检以验证此问题。
二,检验工位设置:
1, 首件检查:每一个制单的某一款产品在插件和装配生产的开始都需要做首件检查,首件确
认OK后后续产品才可以开始批量进行量产。(如果NG,需要重新做首件检查才可以。)
2, 巡回检查:每款产品首件检查OK后,进行批量生产过程中要进行不停的每二个小时一次
的巡回检查,IPQC要从生产线最前的第一个工位开始,每个工位一个一个的往后进行检查;对
照产品规格书/作业指导书等相关资料标准对每个工序每个工位的生产产品的品质情况进行检
查。每工位至少抽检5-10PCS;重要的工位必须抽检10PCS以上;
3, 测试全检:调试,装配,包装所有生产的产品或半成品在完成的最后必须由生产QC进行
全检点亮测试;
4, 最终抽检:每一个组每一种产品或每一种半成品生产完成的最后要进行抽检(检查的是生
产QC巳经全检点亮测试过的产品);
5, 扩大抽检:=巡回抽检和最终抽检;照巡回抽检和最终抽检数量再检验一次。
三,检验标准:检验标准资料和检验标准内容
A:检验标准资料: 1, 作业指导书;2,产品规格书;3,流程图;4,包装资料;5,钢板资
料;6,制程检验规范;7,承认书;8样品;9,制造单;10,合约评审及客户资料;11,工
程变更及相关联络函;(A:处内容最多只能合并为三项,否则就会乱,这么多的资料就是神仙
也理会不过来,看了这里忘了那里,还有一些需要联系起来的更是会理不清,斩不断,搞不清所
以原;因为在生产过程中有很多部门和人员都需要来查证这些资料,必定会因人的原因和资料多
的原因,弄出杂乱的问题来。只有坏处没有什么好处。最好只有产品规格书/包装资料/作业指导
书就可以了,但这三项一定要清楚明白包括所有需要显示的资料内容,否则就没有意义。)
B:检验标准内容:(在没有客户和地区标准要求时以国标要求为准) 1, 基本内容:低压/额
压/极压开关三次以上正常;可以正常起动;正常点亮;无闪烁;变暗; 2, 电性参数:照客
户的要求和所使用地区的要求; 3, 功率要求:A, D, B 档产品功率要求在±10%; C1 C2档
产品功率要求在+10%/-15%; G, 档产品功率要求在+10%/-30%(正常点亮15分钟以后
测); 4, 光效/光通量:满足客户规定的要求(点亮15分钟以后测); 5, 耐压:高压测试
1500V3秒10mA可以通过无击穿; 6, 漏电流:以正常使用电压的1.11倍,照耐压方法接
线测试,漏电流小于等于1.0mA. 7, 扭力:灯头扭力可以满足国外客户产品≥3N.M;国
内客户产品≥2.5N.M; 8, 爬电距离:交流与直流部分的走线布线路径和焊点间距,在
有绿油或绝缘漆掩盖时应为≥1.5mm;在没有绿油和绝缘漆掩盖时应为≥2.5mm;7,功
率因素:在客户要求的范围内;8,额定电压:在客户要求的范围内;9,额定电流:在客户要
求的范围内;
四,检验项目:巡回检查——分工位工序抽检(或者单个的作业人员)最终抽检——和最终产品
的抽检(生产QC巳全检测试OK的产品);
五,判定标准:1,每工位工序不设固定的判定标准,当发现不良品和不良情形立刻改善并对巳
生产好的产品进行隔离返工处理; 2, 最终抽检的不良的判定标准是(所有不良品除掉属于零
配件来料不良的内容) A:电性≤2%判OK;≥2%的判NG;(其中单个电子元件(来料不良
除外)引起的不良情形的比率:≤1%判OK;≥1%的判NG;) B:外观:严重的≤1%判OK;
≥1%的判NG; 轻微的≤3%判OK;≥3%的判NG; C:整体的判定:严重的≤3%判OK;
≥3%的判NG;(含外观和电性)轻微的≤5%判OK;≥5%的判NG;(含外观和电性)
六,检验流程;检验产品流程和不良品情形处理流程。
A:检验产品流程: 1, 生产开始生产某一种产品前在插件和装配必须照工程样品和产品规格
书等内容制作4-10PCS的产品,自行照作业要求检验OK后送品管部IPQC进行首件确认检查;
品管部确认首件检验OK后生产组别才可以开始批量生产后续产品; 2, 在每处组的IPQC必
须照工艺和工位按排一个作业员一个作业员的进行检查;确认符合规定的操作要求; 3, 每组
重点工位控制:a,准备:印字;灯管漏气;打胶粘灯管; b,电感:电感绕制;电感测试; c,
插件:每种零件的工艺要求;浸锡;切脚;过波锋;检焊; d,调试:测试;刷绝缘漆; e,
装配:绕灯丝;装面壳吻合;装(灯头)输入线;焊(灯头)输入线;锁压灯头;点亮测试;装输出
线; f,老化:上下灯; h,包装:点亮测试;清洁;外观检查;漏气控测;印字及标贴检查;
装盒及装箱检查; 4, 生产场所任何人从事的任何工作和动作,品管部IPQC都有责任和义务
自动的进行检查,以发现巳产生了的问题或者隐含的将要产生的问题,予以改善纠正和预防。
B:不良品情形处理的流程: 1, 当超过第五项允收水平被判定为批量不合格的产品;IPQC
首先开具《制程不良状况联络单》通知到生产部,工程部,品管部上司,副总经理 2, 是电性
不良严重且超出允收水平的一律通知生产部门先停止生产; 3, 由生产部把不良的产品分开隔
离开来,由品管部IPQC贴上拒收标签与良品进行区分; 4, 由工程和生产部门确认更改方案
措施出来,由副总经理签名批准以后才可以开始后续产品的生产。 5, 发现的单个和少量的不
良品挑选出来隔离;放置在红色的不良品筐中,由维修人员返修处理; 6, 不良品和未经整改
的不良品绝不可以流入下一个工序。
七,检验产品内容: 1, 外观:与订货单,产品的要求,样品等一致; 2, 规格型号尺寸:
与订货单和产品规格书中的要求一致,国标标准,承认书等一致; 3, 材质:与订货单和产品
要求,产品规格书,承认书,样品等一致; 4, 组装性能牢固度:实际组装无异常;与样品等
一致;松紧适中; 5, 电性参数:实测与订货单和产品要求,产品规格书,承认书,样品等一
致; 6, 电性协配:组装和与相关的其它配件组合进行功能测试无异常; 7, 包装印字及标
示:照包装资料内容,字体,图案,尺寸,颜色,排版等检验一致; 8,安全性的要求:此产
品物料不会伤及接触它的人和物(如锋利的边缘) 9,其它:依产品和客户的要求检验一致。
八,报表的记录方法内容照报表格式的相应内容进行检测和记录;
九,标示:照最后的处理结果和判定结果进行相应的标示。OK品由生产自行作产品标示;NG
不良品由品管部IPQC作拒收标签贴在生产部的产品标示上。