成品检验流程图_成品手机包装检验流程图
OQC检验作业流程图与说明
1.产品组装完成后,在出货前OQC人员须对此产品进行验货抽检,以确保此出货的品质符合制规与客户的要求。
2.检验作业时应具备有;①生产订单和相关资料、②生产标准样品、③检验作业指导书、④成品检验报告单。
OQC检验作业流程图与说明1.每款产品检验前应先取生产标样与订单内容核对。
核对的内容;①产品成型所用容器的规格与材质。
②产品成型的颜色与位置。
③产品配件的规格。
④产品的结构性能。
⑤产品包装及标贴的方式。
⑥标签和底稿的内容。
2.核对的用意:一、产前先了解生产标样内容是否与制规要求有无差异。
二、了解产品内容拟定出对此产品的检验要项及主要重点。
3.特别注意有无其他更正的内容(更正通知书)。
检验前的准备工作订单标准内容核对1.数量经核对无误后,随即进行抽样检验作业,抽样AQL是依据《检验抽样标准MIL-STD-105E或GB/T 2828.1-2003/ISO 2859-1:1999一般正常检验Ⅱ级水平(单次抽样)标准》作业。
具体作业参数见《附件》;2.检验判定标准则依据《产品检验判定标准》执行鉴定。
1. 核对外箱正侧唛头。
2. 取大货产品与样品核对。
3. 大货整箱过磅重量。
4. 落地测试(跌落高度见附件表)。
5. 取出部分产品分解开,逐一各别称量克重与标签克重核对。
6. 产品外观/功能检查:(目视)特别注意条码标的测试。
* 注意开箱时,不可使用非受控的刀片拆箱,必须采用公司利器管理相关规定,可使用受控的剪刀作业。
* 具体验货详细内容参阅《产品检验判定标准》执行鉴定。
数量核对抽样作业验货项目1.抽样检验完毕,应将不良品分类,请生产主管共同进行确认。
2.确认判定的标准则依据《产品检验判定标准》执行鉴定。
3.如发生品质判定争议时,应反馈到上级(厂长、经理)确认。
必要时由副总做最终的品质裁定。
合格入库批退返工不良品复核确认验货终结填写报表1.经生产主管或上级最终品质裁定的结果出来后,将最终的不良品数据记录在《OQC检验报告》单上,允收条件则依据MIL-STD-105E一般正常检验Ⅱ级水平标准决定。
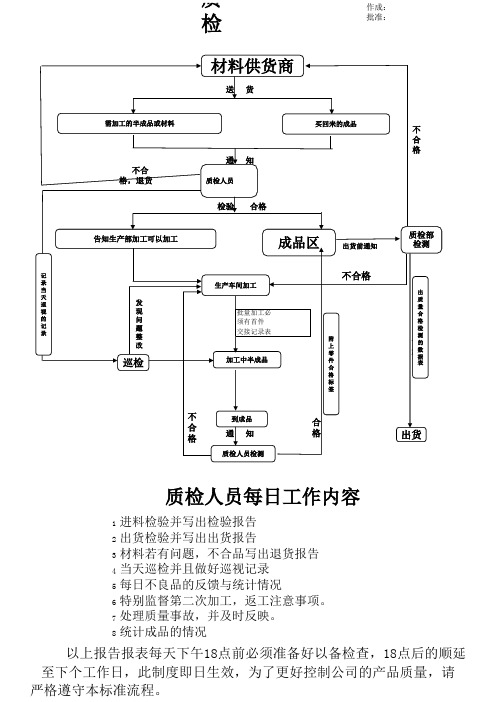
质检工作流程图
巡检
加工中半成品
合 格
不 合 格
到成品
通
知
合 格
出货
质检人员检测
质检人员每日工作内容
进料检验并写出检验报告 2 出货检验并写出出货报告 3 材料若有问题,不合品写出退货报告 4 当天巡检并且做好巡视记录 5 每日不良品的反馈与统计情况 6 特别监督第二次加工,返工注意事项。 7 处理质量事故,并及时反映。 8 统计成品的情况
1
以上报告报表每天下午18点前必须准备好以备检查,18点后的顺延 至下个工作日,此制度即日生效,为了更好控制公司的产品质量,请 严格遵守本标准流程。
质检流程图
材料供货商
送 货
作成: 批准:
需加工的半成品或材料
买回来的成品
不 合 格通 不合格,退货质检 Nhomakorabea员知
检验
合格
告知生产部加工可以加工
成品区
生产车间加工
出货前通知
质检部
记 录 当 天 巡 视 的 记 录
不合格
发 现 问 题 整 改
出 质 量 合 格 检 测 的 数 据 表
批量加工必须有首件 交接记录表
质检部工作流程图
元 件 规
置应 合理 整齐
格
美观
型
压接
号
牢固
一次 母线 之间 搭接 应自 然吻 合无 应力
返工或返修
填写质量检验返修通知单
不合格
生产部下发 成品报检单
四、成品检验流程图
外观检查
二次线美观性 牢固性检查
各种标 识检查
通电性 能检查
机械或联锁操 作性能检查
电气间隙和爬 电距离检查
防护等 级检查
保护电路 连续性检查
质检部日常工作流程
一.产品检验的分类 ❖1.进货检验. ❖2.过程检验. ❖3.成品检验.
❖ 二.进货检验流程图 ❖ 结构件检验流程
入库
采
供
部
下 发
结构件
报
检
单
更换或退货
在报检单上签字
合格Leabharlann 外观检查核对规格型号及尺寸
填写质量检验返修通知单
不合格
❖ 电器件检验流程
入库
核
对
采
供
部
下
电器件
外观检查
发
报
检
单
规 格 型 号 合 格 证 说 明
书
在报检单上签字
合格
机
通
绝
耐
械
电
缘
压
操
试
试
试
作
验
验
验
更换或退货
填写质量检验返修通知单
注、针对不允许耐压试验的元器件,将省去耐压试验步骤。
不合格
三.过程检验流程图
进入下一道工序
在周转卡上签字
合格
核
二次
对
线布
生产部上报开关柜 过程装配周转卡
包装车间工作流程图
包装车间工作流程图一、引言包装车间是一个关键的生产环节,它负责将生产出来的产品进行包装,以确保产品的安全运输和销售。
本文将详细介绍包装车间的工作流程图,包括原材料准备、包装设备操作、质量控制和成品包装等环节。
二、工作流程图1. 原材料准备a) 收到生产部门提供的产品,检查产品数量和质量。
b) 准备包装所需的原材料,如纸箱、泡沫、胶带等。
c) 将原材料送至包装工作区。
2. 包装设备操作a) 将产品放置在包装台上。
b) 根据产品的尺寸和形状选择合适的包装设备。
c) 操作包装设备,将产品包装好,如使用自动封箱机封箱,使用气泡膜包裹等。
d) 检查包装是否坚固,确保产品不会在运输过程中受损。
3. 质量控制a) 随机抽取包装好的产品进行质量检验。
b) 检查产品的外观是否完好,无划痕、变形等问题。
c) 检查产品的分量是否符合要求。
d) 记录检验结果并及时反馈给生产部门。
4. 成品包装a) 将通过质量控制的产品进行分类,如按型号、颜色等。
b) 使用标签或者贴纸标明产品的相关信息,如型号、数量等。
c) 将产品放置在成品仓库或者待发货区域。
5. 清洁和维护a) 定期清洁包装设备,确保设备的正常运行。
b) 检查包装材料的库存情况,及时补充原材料。
c) 维护包装设备,如更换刀片、清理阻塞等。
6. 废弃物处理a) 将包装过程中产生的废弃物进行分类,如纸箱、泡沫等。
b) 将可回收的废弃物送至回收站,如纸张回收箱。
c) 将不可回收的废弃物送至垃圾处理区。
三、总结包装车间的工作流程图涵盖了原材料准备、包装设备操作、质量控制和成品包装等关键环节。
通过严格的工作流程,可以确保产品在包装过程中不受损,保证产品的质量和安全性。
同时,对包装设备的定期清洁和维护,以及废弃物的正确处理,也是保证工作流程顺利进行的重要环节。
通过严格遵循该工作流程图,包装车间可以高效地完成包装任务,为产品的销售和运输提供有力保障。
成品检验不合格流程图

成品检验不合格处理流程图
根据技术部下达的实验处理方案
准确控制所添加助剂的量,送检。
1 根据技术部下达的处理方案,准确加入
所需的颜填料或树脂。
2 添加完成后,按照生产工艺流程图进入
下一流程,直到送检结束。
根据技术部下达指令,加入适量树脂
搅拌充分,送检。
根据色差,添加适量的色浆,直到色差<5% 再送检。
1 通过调浆,无法符合色差要求的才能扩浆。
2 扩浆范围不得超过所生产油漆量的20%,否则 重新配料。
根据技术部下达的指令,准确加入树脂或消光粉。
调整光泽在技术指标之内后,送检。
质量检验流程图
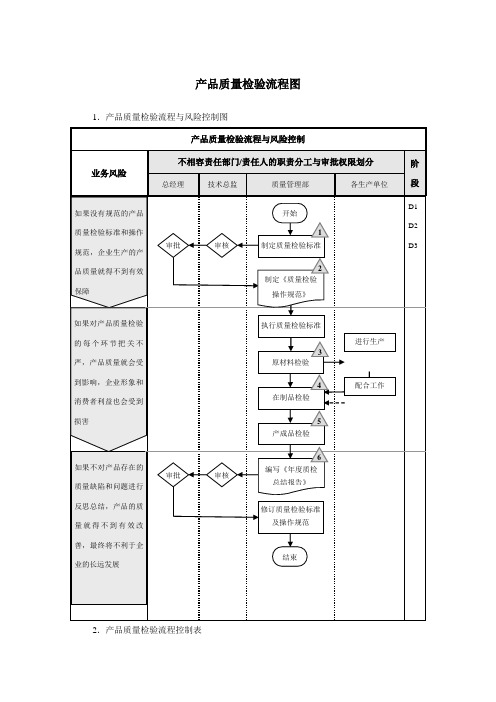
1.产品质量检验流程与风险控制图 产品质量检验流程与风险控制
业务风险
不相容责任部门/责任人的职责分工与审批权限划分
阶
总经理
技术总监
质量管理部
各生产单位
段
如果没有规范的产品
D1 开始
质量检验标准和操作
D2 1
审批
审核
制定质量检验标准
D3
规范,企业生产的产
品质量就得不到有效 保障
2 制定《质量检验
总结报告》 》
修订质量检验标准 及操作规范
结束
进行生产 配合工作
2.产品质量检验流程控制表
控制事项
产品质量检验流程控制
详细描述及说明
1.质量管理部会同相关部门及专业人ቤተ መጻሕፍቲ ባይዱ参考国家标准、行业标准、国外标准、客户需求
及本身制造能力等,严格制定产品质量检验标准,并报技术总监审核、总经理审批 D1
2.质量管理部应制定《质量检验操作规范》,对原材料、在制品、产成品的检查项目、质
相 应建 《产品质量管理制度》 关 规范 《产品质量检验操作规范》
规 参照 《企业内部控制应用指引》 范 规范 《中华人民共和国产品质量法》
文件资料
《产品质量操作规范》 《年度质检总结报告》
责任部门 及责任人
质量管理部、相关部门 总经理、技术总监、质量管理部经理
量标准、检验频率、检验方法及使用仪器设备等进行详细说明
3.原材料购入时,仓库管理部门应依据相关规定办理收料,并通知质量管理部人员进行 阶
检验,质量管理部检验人员应依照原材料质量标准及检验规范的规定完成检验,对不 段
符合质检要求的原材料进行相应的退换货处理 控
D2 4.质量管理部检验人员对制造过程的在制品均应依照在制品质量标准及检验规范实施质 制
质量检验控制流程图

10
提料
过程检验
N
技术分析
1.IPQC(制程检验员)对半成品工艺材质和作业手法进 行。2.有品质异常时技术部进行技术分析出矫正方案
1.装配组按照配置清单领料。2.对物料进行自检合格才
11
成品装配
可装配。3.现场加工部位要通知检验员确认。4.严格按
照作业指导书的工艺作业。
N产品损坏或其他异常
4.检验不合格请生产部重工后再送检。
15
装柜发货
1.样品确认后根据订单可进行外购件的批量采购普和半 成品加工; 2.自检物料合格才可生产,严格按规范操作; 3.过程不良时要按技术部的方案进行重工处理,并通知 质检员确认。 1.对供应商物料核对数量及规格查看包装完整性必须标 识有送货单,2.报检给IQC(进料检验)。3.实物不符 或检验不合格时请通知采购与供应商联络办理退货手续 。 1.核对确认样品以及技术图纸。2.按检验规范和技术参 数的要求进行检验。3.合格后在实物包装上贴上“合格 ”标签并通知仓库入库。4.有不合格品超出允收水准, 通知仓库要求退货。5.将不合格事件知会采购,通知供 应商改善。
1.根据技术参数要求外购件样品购买; 2.购买的样品要有说明书,出厂检验报告,安全器件要 有注册检验报告或者认证证书,特殊要求材料要有第三 方检验材料成份报告; 3.进行制样或者小批量生产。
1.技术员对样品进行全面的试验; 2.符合技术要求的要贴合格标签并签名; 3.样品不符合返回图纸设计到制样重新跟踪解决。
质量检验控制流程图
步 骤 采购
仓库
部门 质量
生产
技术
说明
1
图纸设计 1.根据订单要求设计产品
2
成品检验管理程序
附件一:成品出货检验管理流程图
作业流程
权责单位
参考文件
使用表单
组装单位
产品完工入库单
品管单位
成品包装管理规范
FQC及OQC检验记录表
仓库单位
仓储管理程序
产品完工入库单
生管单位
出货通知单
品管单位
成品包装管理规范
FQC及OQC检验记录表
自动化设备成品检验报告
尺寸量测报告
5.2.5 检验结果记录于「自动化设备成品检验报告」/「FQC及OQC检
验记录表」中。
5.2.6 当零件图纸上有注明“需附量测报ห้องสมุดไป่ตู้”字样时,需将量测数据
记录于「尺寸量测报告」内。
5.3 入库:
5.3.1组装单位将合格之成品拉至出货区,并通知仓库办理入库。
5.4OQC检验:
5.4.1 OQC依【抽样计划管理规范】进行检验。
5. 作业内容:
5.1 入库申请:
5.1.1组装单位检查人员自检合格,包装标示完成后,把产品移至成
品待验区。
5.1.2组装单位将成品标签、铭牌及二维码固定在治具和自动化设备
后,告知FQC检验。
5.2成品检验:
5.2.1 FQC依【抽样计划管理规范】进行取样。
5.2.2FQC依「自动化设备成品检验报告」/工程图面/包装规范/进
(1) 客户有特殊要求,依客户指定格式、项目提供。
(2) 未指定报告格式,自动化设备使用「自动化设备成品检验
报告」提供。
(3)治具使用「尺寸量测报告」提供。
5.5出货:仓库依【仓储管理程序】作业对检验合格物料打包出货。
6. 相关文件:
6.1 【抽样计划管理规范】Q-WI0808-01。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成品检验流程图_成品手机包装检验流程图手机成品检验规范
检查顺序
包装检验→外观/配合检验→基本功能检查→参数测试
检查工具
必备工具:a.手机卡(ipone4小卡);b.耳机;c.OTG鼠标;d.蓝牙设备;e.放大镜;f.测温仪防尘工具:a.无尘手套;b.无尘擦拭布;c.清洗液补充工具:a.螺丝刀
检查步骤(a.b.c.d.e.f)
1、包装检查
a.IMIE卡通箱箱标彩盒标是否一致,清晰可见无重号、漏号现象。
b.卡通箱,彩盒无印记完好无损。
c.卡通箱箱标贴放标准且清晰可见,扫描枪可读。
d.彩盒标贴防统一且标准,无无错放乱放重号模糊等现象。
2、外观/配合检查(检查手机外观前请佩戴防尘手套)
a.机身表面:是否崭新,无划痕,无指纹货其他污垢,
b.机身正面:保护膜贴放是否标准。
d.机身侧面:各按键是够灵活,耳机孔USB接口,音孔等是否正常。
e.充电器,说明书等查验。
2、基本功能检查
a.厂测软件检查:打开手机拨号功能,输入“某#某#37#某#某”进入手机测试界面,使用”自动测试(整机)”按照提示对整机进行各个功能进行测试测试。
b.实际使用检测:根据现场情况,对手机进行通话,充电,USB连接等各方面的实测。
3、参数检查
a.系统
b.b.CPU频率
c.内存RAM,ROM
d.屏幕大小,分辨率
e.手机屏幕的材质和性质(电容屏,电阻屏;IPS面板,LCD面板。
)
f.摄像头的像素。