无铅高频焊台与普通恒温焊台的性能比较
无铅焊台介绍

無鉛焊絲與普通焊絲比較
普通焊絲 • 組成
– 60%Sn+40%Pb
無鉛焊絲 • 組成
– 96.5%Sn+3.0%Ag+0.5%Cu
(40%鉛) • 金屬熔點 凝固點: 183度 熔點: 190度
(無鉛) • 金屬熔點 凝固點: 217度 熔點: 220度
無鉛焊接時,對焊台的要求
•WSP80的套筒
•使用壽命(最少800小時) •WSP80的烙鐵頭大约在(60小時到120小時)
•烙鐵頭使用壽命根據不同焊料使用壽命不一樣
每小時使用成本
WSD81/ WS81
採購價格 耗材使用成本 採購價格 耗材使用成本 節约百分比 (Weller VS 競爭品牌)
Weller
项目 WSP80套筒 WSP80發熱體
WSD81 與某競争品牌的比較 蘇州某用户測試報告
試驗項目
1.升温速率 2.恒温時温度變化 3.連續焊接時温度波動 4.連續焊接回温速率 5.錫間產生 6.搭錫產生
試驗焊台的選擇
選擇依據 烙鐵頭結構及一些廠家的反饋信息
目前,烙鐵頭的結構有兩種: a.烙鐵頭和發熱体是一個整体.市場評價較好為: 某競爭品牌942. b.烙鐵頭和發熱体是分開.市場評價較好的為:
WSD81部分大客户清單
• • • • • • • • • • Sony Flextronics Celestica Solectron Epson Funai Olympus Dell IBM TEAC • • • • • • • • • • Altek Siemens Motorola Fuji Xerox Foxconn Omron Artesyn Nokia Brother Pioneer
无铅锡膏炉温

无铅锡膏炉温
无铅锡膏炉温度通常需要根据具体的工艺要求和锡膏的配方来确定。
一般来说,无铅锡膏的炉温会略高于传统的含铅锡膏的炉温,因为无铅锡膏的熔点通常较高。
一般情况下,无铅锡膏的炉温会在摄氏220到260度之间,具体的温度取决于锡膏的成分、PCB板的特性以及焊接设备的类型。
一些常见的无铅锡膏炉温设定如下:
1.预热区(Preheat Zone):温度一般设置在摄氏100到150度之间,以使PCB板和元件均匀升温,预热时间通常较长,以避免热应力对组件的影响。
2.焊接区(Reflow Zone):温度设置在摄氏220到260度之间,以保证无铅锡膏能够充分熔化并形成均匀的焊点。
在焊接区域,温度曲线通常会经历一个快速升温、保温和冷却的过程。
3.冷却区(Cooling Zone):在焊接完成后,PCB板需要逐渐冷却至室温。
冷却区的温度通常设置在摄氏30到50度之间,以防止焊点在快速冷却过程中产生裂纹或其它不良影响。
需要注意的是,具体的无铅锡膏炉温度设置需要根据具体的焊接工艺和设备特性来确定,最佳的炉温设置通常需要进行实验和调整。
另外,随着焊接工艺的不断发展和新材料的出现,炉温的设置也可能会有所变化。
片式钽电容器的有铅和无铅产品的焊接区别
片式钽电容器的无铅和有铅焊接区别祁怀荣1.无铅产品和含铅产品的区别片式钽电容器的无铅化是为了控制工业制成品在生产和使用及废品回收阶段中,生产电容器使用的材料中含有的对人体和环境会造成长远危害影响的有毒成分不能超过规定。
此规定的诞生是环境学家和医学家经过长达半个世纪的跟踪和实验,被大量实际证明的,一个过去被人类忽视的有害元素的最高容许含量的极限标准。
特别是铅对人类和所有生物的毒害性过去人类一直没有基本的正确认识,只是到现代医学发达到可以精确对细胞内部生物机理进行分析后才发现的秘密。
铅对人类的毒害是缓慢而持久的,非常容易被判断为普通的器质性病变。
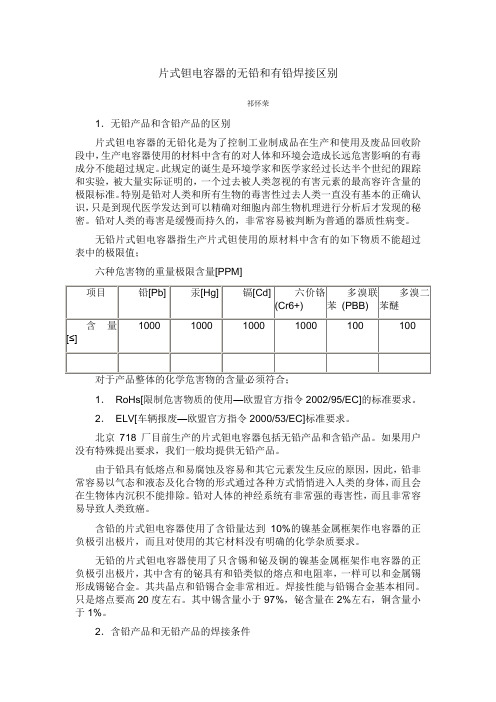
无铅片式钽电容器指生产片式钽使用的原材料中含有的如下物质不能超过表中的极限值;六种危害物的重量极限含量[PPM]1.RoHs[限制危害物质的使用—欧盟官方指令2002/95/EC]的标准要求。
2.ELV[车辆报废—欧盟官方指令2000/53/EC]标准要求。
北京718厂目前生产的片式钽电容器包括无铅产品和含铅产品。
如果用户没有特殊提出要求,我们一般均提供无铅产品。
由于铅具有低熔点和易腐蚀及容易和其它元素发生反应的原因,因此,铅非常容易以气态和液态及化合物的形式通过各种方式悄悄进入人类的身体,而且会在生物体内沉积不能排除。
铅对人体的神经系统有非常强的毒害性,而且非常容易导致人类致癌。
含铅的片式钽电容器使用了含铅量达到10%的镍基金属框架作电容器的正负极引出极片,而且对使用的其它材料没有明确的化学杂质要求。
无铅的片式钽电容器使用了只含锡和铋及铜的镍基金属框架作电容器的正负极引出极片,其中含有的铋具有和铅类似的熔点和电阻率,一样可以和金属锡形成锡铋合金。
其共晶点和铅锡合金非常相近。
焊接性能与铅锡合金基本相同。
只是熔点要高20度左右。
其中锡含量小于97%,铋含量在2%左右,铜含量小于1%。
2.含铅产品和无铅产品的焊接条件由于铅锡合金的熔点要比锡铋合金的熔点低20度左右,因此,无铅元件的峰值焊接温度要比含铅元件峰值焊接温度高20度左右。
高频无铅焊台的实用功能
高频无铅焊台的实用功能
导读:A.高频无铅焊台烙铁头与发热体(感应线圈)采用分体设计方案,完全避免了其中之一损坏就必须一并更换的资源浪费,相对于其他品牌大大节省使用成本,使工厂的生产成本更具竞争力。
B.高频无铅焊台使用密码管理温度合适的温度是焊接品质得到保证的关键,产线管理者可以根据工艺要求用三位数密码控制烙铁温度,使一般操作者
A. 高频无铅焊台烙铁头与发热体(感应线圈)采用分体设计方案,完全避免了其中之一损坏就必须一并更换的资源浪费,相对于其他品牌大大节省使用成本,使工厂的生产成本更具竞争力。
B.高频无铅焊台使用密码管理温度合适的温度是焊接品质得到保证的关键,产线管理者可以根据工艺要求用三位数密码控制烙铁温度,使一般操作者不能随意滥调温度而对产品品质造成影响。
C. 高频无铅焊台自动休眠及断电功能烙铁头的优劣某种程度上也反映了烙铁的好坏,如果一台烙铁在高温下长时间不使用,其烙铁头在没有焊锡保护的情况下极易氧化,从而使可焊性下降,并且会大大缩短它的使用寿命。
无铅烙铁会在超过20分钟左右不使用本焊台的情况下自动降温到200℃,当再次使用时自动快速回温至所设定的温度;如果超过60分钟左右不使用烙铁则自动切断电源,这样在保护烙铁咀的同时也减小了能源的浪费和安全事故的可能性。
D. 高频无铅焊台结构牢固,外形美观外壳采用一次性铸铝,不会因为保护不周而象其他塑料外壳一样容易造成烫坏或划痕,同时也具有良好的散热性能,相对提高了焊台的线路性能的稳定。
无铅焊台怎么调温度

无铅焊台怎么调温度
自动焊锡机的无铅焊台烙铁头温度过高会减弱烙铁头的功能,因此在焊接过程中应选择在功率范围之内较低的温度,长期保持这样做法会使烙铁头的温度恢复能力优良,适当较低的温度也可以充分的焊接,对于对温度敏感的的电子原件也会起到很好的保护作用。
高温会使烙铁头加速氧化,降低烙铁头寿命。
如果烙铁头温度超过470℃,它的氧化速度是380℃的两倍。
维修使用过程的温度控制是这样的:
如何合理设置自动焊锡机的无铅焊台温度,下面厂家来一一的为大家讲述下:
1、维修无铅SMD元件:
①修理IC,电烙鉄头温度的范围:350℃±50℃。
②修理含有金属材料的元件或元件接触面积较大散热较快的物料,电烙鉄头温度范围:380℃±50℃。
③修理普通元件如0603,0805,3216的元件,电烙鉄头温度的范围:
350℃±50℃。
2、维修无铅THD元件:
①修理含有金属材料的元件如散热器,内压高容量大的电解电容,高压二极管,火牛等较大的物料,电烙鉄头温度的范围:380℃±50℃。
②修理含有塑胶皮的连接线,烙鉄头温度的范围:350℃±50℃。
③修理普通元件如1/4W.1/2W的电阻,小三极管,小容量内压低的电容,IC,二极管等小元件电烙鉄头温度的范围:340℃±50℃。
焊接过程中温度的控制原则:如果是经常焊接无铅产品,建议温度调到370度。
如果是焊接有铅产品,可以调到340度就可以。
bakon BK3300 3300L 涡流加热智能无铅焊台 使用指南

高频焊台温度校准方法
ULUO205H无铅焊台数字式温度校准方法:
1、设定电焊台某一温度数值。
2、待温度稳定时,用烙铁温度测试仪测量烙铁头温度,并记下读数值。
3、同时按下“▲”及“▼”键,焊台进入温度校准模式状态(即百位数后面出现一个小数
点)。
4、通过调节焊台面板上的“▲”或“▼”键,“*”键用来移位,输入温度测试仪的读数值,
输入完毕按下“*”键确定,焊台温度校准完毕。
5、若温度仍有误差,则重复校准。
* 我厂建议使用191/192温度测试仪测量烙铁头温度。
* 如若密码锁定,则不能校准温度。
ULUO800无铅焊台数字式温度校准方法:
1、设定电焊台某一温度数值。
2、待温度稳定时,用烙铁温度测试仪测量烙铁头温度,并记下读数值,计算实际温度与显
示温度差值。
3、同时按下“▲”及“▼”键,焊台进入温度校准模式状态,出现两位数字。
4、通过调节焊台面板上的“▲”或“▼”键,在原来两位数的基础上+/-(实际温度比显示
温度高减去相应差值,反之加上相应差值)温度测试仪的读数值于显示值的差,输入完毕按下“*”键确定,焊台温度校准完毕。
5、若温度仍有误差,则重复校准。
* 我厂建议使用191/192温度测试仪测量烙铁头温度。
* 如若密码锁定,则不能校准温度。
QUICK无铅高频焊台介绍
引领世界无铅手焊工具潮流QUICK无铅烙铁介绍2006年7月1日起全世界范围内实行电子产品无铅化,中国政府也规定在信息产业部重点监管项目内的电子、通讯产品同步实行无铅化。
无铅焊丝与共晶(锡/铅)焊丝的对比无铅焊丝共晶焊丝成分含量Sn/Ag/Cu Sn/Pb熔点217℃183℃氧化速度快,高温更快慢焊接要求高相对低用普通恒温烙铁进行无铅焊接时突现的问题(假设两种情形)不提高温度焊接锡点拉尖、毛刺热量供给不足焊接效率低温度不够、热补偿不够虚焊、假焊热量补偿不充分〈第一种情形〉提高温度焊接热冲击损伤娇嫩元件氧化加快、虚焊锡爆、助焊剂飞溅烙铁温度设定过高温度过高、氧化极快温度过高温度高烙铁头寿命缩短〈第二种情形〉用普通恒温烙铁进行无铅焊接时突现的问题(假设两种情形)无铅焊接对烙铁的要求由上述两种情形不难看出:无铅焊接时要求烙铁的温度一定程度的提高,同时又要尽量避免焊接温度的上升,为了解决这种温度矛盾,无铅焊接要求烙铁能在不提高焊接温度的前提下实现良好的焊接,即——烙铁的热量补偿速度要非常快。
QUICK凭借着独特的原理、先进的技术和稳定的性能引领着世界无铅烙铁行业的潮流。
QUICK203H ESD QUICK204H ESD高周波发热原理,发热急速、热量充沛。
传感器前置,感温灵敏,热量补偿更瞬时。
烙铁头与发热体分体设计使用成本低,产品竞争力大。
超20分钟不使用自动休眠至200℃,提高烙铁头寿命。
金属外壳,防静电级别高。
密码锁定温度,更利于焊接工艺的管控。
超60分钟不使用自动切断电源。
节省能源,消除安全隐患。
备有温度校正孔,可定时检测并随时校验温度。
上述实用的功能在焊台上可直接操控实现,无需像其他品牌焊台要通过增加外接编程器完成,操作简便,没有额外的成本增加。
提醒:一台焊台的竞争优势不仅仅体现在技术性能上,其配件、耗材的支出成本也应在考虑范围内。
多种型号尺寸的无铅烙铁头适合不同焊接场合需要•特殊形状的烙铁头可以按要求定做•同一型号的烙铁头有不同的档次满足不同的需要不同的焊接环境和被焊器件选择不同的烙铁头IB 1C•焊接QFP 、SOP 芯片2C3C K •焊接PLCC 、SOJ 芯片K •焊接DIP (通孔直插)元件1.6D B 2C •焊接接地片、屏蔽罩等•焊接小型CHIP (片状)元件4C 4.2D•以上推荐仅供参考,烙铁头的选择也因线路板的层次、元器件的间距和工厂的使用习惯等等个体因素的不同而不同与其他品牌无铅烙铁的性能对比目前在市场上有QUICK、美国某品牌和日本某品牌的三款无铅烙铁比较常用,以下是这三款无铅烙铁的主要性能指标的对比。
快克锡焊术业专攻2无铅焊锡与传统有铅焊锡有何
1.为什么要推行无铅制程? A.铅的特性及对人体的危害:铅(lead Pb),灰白色金属,熔点为327.5℃,加热至400--500℃时即有大量铅蒸气逸出,并在空气中迅速氧化成氧化亚铅而凝集为烟尘并四处逸散。
在工业中与铅接触的行业主要有铅矿开采,铅烧绳索和精练、蓄电池制造、电子产品的焊接和电子元件的喷铅作业等等。
在以上接触中铅及其化合物主要通过呼吸产和消化道入侵人体造成铅中毒,对人体健康构成危害。
美国环保署研究发现,铅及其化合物是17种严重危害人类寿命和自然环境的化学物质之一。
通常的职业性铅中毒都是慢性中毒,其对人体的神经系统、消化系统和血液系统都将造成干扰和伤害,其临订症状表现为头昏头痛、乏力、记忆力下降、恶心、烦躁、食欲不振、腹部胀痛、贫血、精神障碍等。
B.电子产品无铅化的趋势:随着人类对自身健康意识的提高和全球范围内环保意识的增强,为了尽可能减少铅等重金属对环境的污染和对人类的的侵害,欧美国家在2006年7月1日起全面实行电子产品无铅化,中国也同样在2006年7月1日起要求投放市场的国家重点监管目录内的电子住处产品不能含有铅的成分。
因此电子焊接中所使用的焊料(焊锡丝、焊膏等)将逐步摒弃传统的锡铅合金而采用几乎纯净的锡。
当然不含任何杂质的锡是不存在的,目前国际上对无铅的标准尚无明确统一的定义,国际标准组织(ISO)提案:电子装联用焊料中铅的含量应低于0.1WT%,不过在无铅焊料中通常会根据不同的产品要求,在锡料中参和一些铜和银等其他金属物质来增强锡丝的活性焊点的电气连接性能。
2.无铅焊锡与传统有铅焊锡有何差别?无铅焊锡内不含铅,且溶点比传统(63%锡+37%铅)焊锡高。
常用的无铅焊锡:" Sn-Ag (锡+银, 96-98%锡)" Sn-Cu (锡+铜, 96%锡)" Sn-Ag-Cu (锡+银+铜, 93-96%锡)" Sn-Ag-Bi (锡+银+铋, 90.5-94%锡)" Sn-Ag-Bi-Cu (锡+银+铋+铜, 90-94%锡)63/37有铅焊锡溶点为183℃,凝固点同样为183℃。
维修主板,选择什么样的万用表,电烙铁?
焊接工具】1.电烙铁,根据使用环境、用途的不同,大致可以有两种选择。
如果是在固定地点,并且被焊接器件对静电敏感,则建议购买936可调恒温ESD(ESD,防静电)焊台,这类焊台的烙铁部分较为小巧,运用灵活,一般功率50-60W,最高温度可调至480℃,可有效的防止CMOS元件静电击穿,这时无需考虑电烙铁的静电问题,只需考虑人体静电问题。
这种烙铁可以根据焊接的具体要求来选取不同的烙铁头(特殊型烙铁头价格较贵),现在价格还不到200元。
由于焊台主体内部有一变压器,较沉,体积较大,不便携带,所以不适合现场使用。
可调恒温ESD焊台的生产厂家很多,国外比较知名的品牌首推是日本白光(KAKKO),前面提到的936型,就是白光的型号。
其实白光的产品并不是最优秀的,但它进入中国比较早,当时的价格还是可以为中国人所接受的。
想当年手机维修业初显端倪时,白光的926型焊台备受业界推崇,真是风光,我刚开始用的就是它。
不过中国人推陈出新的能力了得,不但仿制出了926、936焊台,还自己开发出了数显调节的,从外观上到功能上都有所提高。
我想白光目前在我们国内的普通焊台市场已无还手之力,无铅焊焊台市场也不会有多大作为。
在国内生产焊台的公司比较知名的有:江苏快克、深圳安泰信、蓝特等,作为现场使用,购买普通可调恒温电烙铁是比较好的选择,如广州黄花电子工具有限公司生产的905、906型,最大功率60W,能较好地解决电路板铜箔层数多、散热面积大,散热过快的问题。
这类烙铁价格一般50元以下,但不要选907型,我作上门时使用的就是它,已发现诸多问题,其中握持不舒服、温度调节旋钮容易误动的问题最为突出。
另外提醒大家一下买电烙铁时,不宜选烙铁头很尖的。
大家一般会以为尖烙铁头适合于焊接引脚间距小的贴片元件,这是个误解。
从实际看烙铁头越尖,烙铁头温度也越低,这造成了焊锡的流动性变差,不利于进行拖焊焊接。
这里推荐刀头烙铁头,这是我在北京学习时学来的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无铅高频焊台与普通恒温焊台的性能比较
导读:A.无铅高频焊台摒弃了传统控温烙铁所采用的电阻式陶瓷发热体的概念,即采用高频涡流发热原理(感应加热原理)。
为取得一定的温度来进行焊接,必然要选择相应的加热方式,有传导、对流、辐射等,传统的控温烙铁采用传导的方式,即陶瓷发热体产生一定的热能通过接触传导给烙铁头并储能使其达到满足焊接的温度;无铅高频焊台
A.无铅高频焊台摒弃了传统控温烙铁所采用的电阻式陶瓷发热体的概念,即采用高频涡流发热原理(感应加热原理)。
为取得一定的温度来进行焊接,必然要选择相应的加热方式,有传导、对流、辐射等,传统的控温烙铁采用传导的方式,即陶瓷发热体产生一定的热能通过接触传导给烙铁头并储能使其达到满足焊接的温度;无铅高频焊台则是通过在特制的感应线圈上施加400KHz的高频交变电源,使其产生一个交变磁场,这个磁场使插入其中的磁性棒——烙铁头产生涡流,同时由于趋肤效应烙铁头急速发热,因此无铅高频焊台的真正发热体的烙铁头,与普通控温电焊台相比其省略了热传导过程,消除了看似必然的温度分布梯度,因此发热更显迅速。
B. 无铅高频焊台温度感应器前置,焊接过程中烙铁头直接作用于焊接部位,烙铁头温度如何直接影响焊接品质是否良好,因此反映并控制烙铁咀尖部的真正温度是至关重要的。
普通恒温焊台的传感器通常距离烙铁头头部有20mm左右的距离,其反映的温度非烙铁头嘴部实际温度;而无铅高频焊台的传感器能伸至于烙铁头的头部,敏感的反映头部温度,即焊接点的实际温度,从而使热能的补偿和关断更灵敏。
C. 基于以上A、B两点,无铅高频焊台不但适用于无铅焊接,同样也适用于大焊点焊接、快速连续焊接和规定低温焊接。
不需闲置很高的温度,当感应烙铁头温度有所下降的瞬间,90W功率的加热动力使热能即刻喷薄而出,完成良好的焊接,不会因冷焊而造成连接不牢等现象。
D. 一般恒温焊台如936型,多数情况下发热芯都不是自然损坏,而是在发热体固定不够理想的状态下由人为因素造成。
无铅高频焊台则采用特殊的卡口式固定方式使发热体(感应线圈)与手柄握把科学地固定成一体,从而避免了因为扭动烙铁头或发热体而造成引丝折断或电路短路现象。