HAAS_面板操作-界面-参数
利德华福高压变频操作界面介绍
四、参数设定子界面
(一)调速参数
1、基本参数 (6)基准电压 电机运行在基准频率下输出的电压值。设定 范围100~10000伏,分辨率为1伏。对3KV 系列变频器,系统缺省设置为3000V;对
6KV系列变频器,系统缺省设置为6000V;
对10KV系列变频器,系统缺省设置为 10000V。
四、参数设定子界面
三、功能设定子界面
(六)系统旁路设置
变频器设置有系统旁路功能。在变频器出
现严重故障时,可以发出旁路控制信号,
将电机脱离变频器而直接挂电网运行,变 频器自身自行停机。旁路所用的高压开关
由用户配置,变频器提供控制信号。用户
可以选择允许,使系统旁路功能生效,也 可以选择禁止,使系统旁路功能失效。
三、功能设定子界面
以及现场实际工况减速直至停机。变频
器处于待机状态时,该按钮为灰色无效 状态。
二、主控制界面
向变频器发出停机命令。如果“远控/ 本控”选择开关选择为“远控”,则此 按钮不起作用。本控时,用户用停机按 钮发出停机命令后,变频器将按设定的 减速时间减速停机。在电机减速过程中,
用户随时可以用启动按钮使变频器从当
三、功能设定子界面
(三)运行方式设定
1、开环运行模式
如果选择开环运行运行模式,则变频器启 动后将按开环模式运行。变频器的运行频 率由主界面或外部模拟信号直接给定。 变频器停机后再次开机时,如果用户不对 运行方式重新设定,则变频器自动采用上 次停机前的运行方式。
三、功能设定子界面
(四)频率设定方式
二、主控制界面
当前的功能设定状态
变频器当前的控制方式、运行方式、给
定方式在主界面上直观显示。用户在功
能设定中改变了相应设置时,这里的显 示也同时改变。
霍尼韦尔PKS--操作面板(Faceplate)
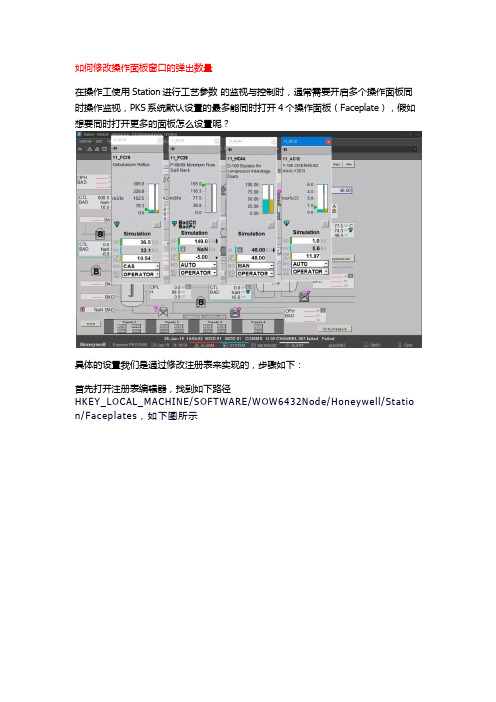
如何修改操作面板窗口的弹出数量在操作工使用Station进行工艺参数的监视与控制时,通常需要开启多个操作面板同时操作监视,PKS系统默认设置的最多能同时打开4个操作面板(Faceplate),假如想要同时打开更多的面板怎么设置呢?具体的设置我们是通过修改注册表来实现的,步骤如下:首先打开注册表编辑器,找到如下路径HKEY_LOCAL_MACHINE/SOFTWARE/WOW6432Node/Honeywell/Statio n/Faceplates,如下图所示在输入框中修改面板的最大弹出数量,默认是4,最大为8,所以可以在输入框中填入4-8之间的数字,修改完成后点击OK,然后重新电脑,就可以打开跟更多的操作面板了。
重置操作面板(Reset Faceplate Position)之前群里有朋友咨询过这样一个问题,中控室的操作工在操作过程中不小心将点开的操作面板Faceplate拖到了显示页面的范围之外,造成该设备的操作面板看不到也操作不了,重新去点击也无法将面板打开,给操作工的正常操作带来了极大的不便,那么如何将显示在页面范围之外的面板重新恢复到页面范围之内呢?本文就来说一下大致步骤,供大家参考。
第1步,打开Station连接属性设置,Connection Properties,如下图所示第2步,在打开的属性页面中,选择工具栏(Toolbars)标签,点击自定义(Customize),如下图:第3步,在打开的菜单栏和工具栏编辑界面,添加一个新的命令按钮,ResetFaceplate Position(重置面板位置),如下图第4步,当面板位置超出画面范围之后,通过点击新增加的复位按钮就可重置面板的位置。
其实这个问题依然可以通过修改注册表的方法来实现,但是不如这个方法简单,在此不再过多赘述,如果有其他关于DCS系统的问题,欢迎留言咨询!。
变频器基础实训电子课件——面板操作及参数设置模式的操作

(5)按PU/EXT进入外部运行模式, EXT指 示灯亮;
(6)拨动STF或STR使电机正转或反转; (7)按MODE键进入监视模式,MON灯亮,
监视器显示为0.00; (8)按SET键改变监视内容,频率则Hz灯亮,
电流则A灯亮,电压则V灯亮;
3
2、练习
(1)进入PU运行,分别进行频率监视、电 流监视、电压监视,并读出其F、I、V值填 入表2-1中;
1 PU 运行模式固定
PU 亮
运
运
行
行
模
模
79
0
式
式
选
选
择
择
2 外部运行模式固定(可以切换外部和网络运行模式) EXT、NET 亮
3
外部/PU 组合运行模式 1(运行频率用 PU 设定或外部 PU、EXT 亮 信号输入;启动信号由外部信号输入[端子 STF、STR])
4
外部/PU 组合运行模式 2[运行频率用外部信号输入; PU、EXT 亮 启动信号由 PU 输入(FWD、REV)]
项目二 面板操作及参数设置模式的操作
实训目标: 1、能熟练进行监视模式的切换操作; 2、能熟练进行参数读出和设定的操作; 3、初步理解参数Pr.79的功能; 4、初步理解参数Pr.77的功能; 实训形式:教师讲解、演示,学生进行操作和体验。 实训课时:3~4课时 实训器材: 1、三菱变频器FR-A700实训单元1台; 2、三相异步电动机1台;
切换模式(可以一边继续运行状态,一边实施 PU 运 相应指示灯
6 行,外部运行,网络运行的切换)
亮
外部运行模式(PU 运行互锁)[X12 信号 ON 时可切换 PU 运行 PU
7 到 PU 运行模式(正在外部运行时输出停止);X12 信 亮;外部运
Hades哈迪斯处理器用户手册20121201

Hades哈迪斯处理器用户手册20121201目录第一章哈迪斯处理器简介 (6)1.1 机箱外观 (6)1.2 设备简介 (7)1.3 功能特点 (8)(1)硬件架构特点 (8)(2)画面显示特点 (10)(3)功能性能 (11)(4)控制管理 (12)1.4 新一代处理器的优势 (13)(5)无缝切换 (14)(6)多组大屏统一控制 (14)(7)超大分辨率底图 (14)(8)任意信号裁切功能 (14)1.5 应用示意图 (15)第二章哈迪斯处理器技术参数 (15)2.1 输入接口-VGA (15)2.2 输入接口-YPbPr (16)2.3 输入接口-DVI(普通) (16)2.4 输入接口-模拟视频 (16)2.5 输入接口-SDI (17)2.6 输入接口-HDMI (17)2.7 输入接口-DVI(双链路) (17)2.8 输入接口-双绞线 (17)2.9 输出接口-DVI/VGA (18)2.10 双绞线输出接口 (18)2.11 设备控制 (18)2.12 功率和尺寸 (18)2.13 安装与其他 (19)第三章哈迪斯处理器软件使用方法 (19) 3.1 运行和配置 (19)(1)运行和连接 (19)(2)用户管理 (21)3.2 输入输出及功能 (22)(3)输出设置 (22)(4)组合屏显示以及设置 (24)(5)输入信号配置 (25)(6)EDID信息更改 (28)(7)信号源名称修改 (32)(8)图像裁剪 (32)(9)控制多个矩阵设置 (33)3.3 窗口控制 (35)(10)新建窗口 (35)(11)窗口调整 (36)(12)最大化窗口与关闭窗口 (37)(13)窗口之间的层次关系 (37)(14)测试信号 (38)3.4 场景 (38)(15)场景的保存与调用 (38)3.5 特殊功能 (40)(16)静态底图 (40)(17)屏幕开关机设置 (41)第四章哈迪斯处理器控制指令集 (45) 4.1 设置组合方式(窗口模式)指令 (45) 4.2 设置输出屏显示分辨率指令 (45) 4.3 输出显示屏开窗口指令 (46)4.4 移动窗口指令 (47)4.5 更改窗口的输入源选择指令 (47)4.6 保存场景指令 (47)4.7 调用保存的场景指令 (48)4.8 将窗口置顶或置底指令 (48)4.9 关闭所有窗口指令 (48)4.10 关闭单个窗口指令 (49)4.11 读取输入通道的参数指令 (49)4.12 更改VGA输入通道参数指令 (49)4.13 恢复VGA卡为默认参数指令 (50)4.14 输出测试指令 (50)4.15 使能和关闭拼接屏指令 (50)4.16 查询拼接屏信息指令 (51)4.17 查询当前输入状态指令 (51)4.18 查询窗口信息指令 (52)4.19 设置同步模式指令 (52)4.20 设置显示屏的输出映射指令 (52)4.21 查询IP地址信息指令 (53)4.22 修改IP信息指令 (53)4.23 将字符缓冲区的内容写入到相应的输入通道指令 (54) 4.24 设置时间指令 (54)4.25 读取时间指令 (55)4.26 设置底图使能指令 (55)4.27 设置输入源类型 (55)第五章安装说明 (56)5.1 打开包装 (56)5.2 安装机器 (56)5.3 机器调试 (56)第六章常见故障分析及解决 (56)6.1 安装完软件无法运行原因 (56)6.2 输出的画面无显示 (56)6.3 画面出现偏色现象 (57)6.4 画面出现抖动或者花点 (57)6.5 画面在显示设备中显示出现黑边 (57)安全使用说明第一章哈迪斯处理器简介1.1机箱外观图1-14U机箱后面板图图1-28U机箱后面板图图1-313U机箱后面板图1.2设备简介Hades?哈迪斯系列多屏幕拼接处理器是一台纯硬件架构、无操作系统的高性能视频图像处理工作站,能够将多个动态画面显示在多个屏幕上面,实现多窗口拼接的功能。
HAAS哈斯维修初级培训教程之EC400操作讲解

如果外设参数 #51 (强制闭门) DOOR HOLD OVERRIDE = ON (关) 当机门打开时,机器将不允许你进行工作台转换. 必须把门关闭方可运作.
主轴转速1400/分钟,顺时针
G01 Z-0.25 F25.;
作Z轴0.25英寸深度线性切削,进刀量25英寸/分钟
Y2.875;
作Y轴2.875英寸纵向线性切削
G00 Z1. M09;
Z轴快速上移(刀具)1.0英寸, 停浇冷却液
G53 G49 Z0. M05; M30;
主轴归零(Z 1.0), 主轴停转 程序终止并重置
< >键 - 下放工作台转换器 H 型转臂架
注意 工作台必须完全座落入H 型转臂架 , Z=0, 或完全分离于H 型转臂架. 如果工作台只是局部座入H 型转臂架, 当转臂架上升时会把工作台顶歪脱节.
注意
放松(被夹紧的)工作台, 方可上升转动工作台H 型转臂架.
< > 键 - 上升工作台 H 型转臂架
PROGRAM NUMBER
按 <编辑> 返回高级编辑模
PROGRAM (EENU ON/OFF
PROGRAM EDIT SEARCH MODIFY I/O F1:HELP
O00000 ;
O00000
PROGRAM (EDIT) O12345
MOVE:JOG OR ARROW KEYS SELECT:WRITE
PROGRAM EDIT SEARCH MODIFY I/O HELP
O12345;
哈斯VF参数一览表

HAAS PARAMETER LIST (VF系列参数一览表) PARAMETER 57 COMMON SWITCH 参数57 公共开关
PARAMETER 209 COMMON SWITCH 参数209 公共开关
注:LOPHAONIY 设“1”用LOPHA检测电源矢相
设“0”用三个离散输入检测矢相
M36 AUTO MOT 设“1”按“PART READY”后M36指令命A轴旋转
SPNDL NOWAIT 主轴转速不影响刚性攻丝或TSC功能
“T”客户试用功能
PARAMETER 278 COMMON SWITCH 参数278 公共开关
PARAMETER 315 COMMON SWITCH 参数315 公共开关
注:“T”客户试用功能
红色 : SOFTWARE 软件桔黄:MACRO G CALL G指令宏程序粉红 : SPINDLE 主轴鲜绿:GB/DOOR/CLNT
蓝色:TOOL CHANGER 换刀装置天蓝:APC 交换工作台绿色:MISC 杂项淡紫:ROT/AUX AXIS 辅助轴
桔黄:MACRO M CALL M指令宏程序黑色:COMMON SPARE
学习文档仅供参考
学习文档仅供参考
学习文档仅供参考
学习文档仅供参考。
HAAS铣加工中心编程
目录一数控机床的坐标系。
二编制程序时的工艺处理。
三计算机数字控制器(HAAS)中所用到的地址代码清单。
四准备功能G代码。
五辅助功能M代码。
一数控机床的坐标系。
1 坐标轴的命名在标准中统一规定采用右手直角笛卡尔坐标系对机床的坐标系进行命名,如下图一所示,这个坐标系的各个坐标轴与机床的主要导轨相平行,它与安装在机床上,并且按机床主要直线导轨找正的工件相关。
A、B、C表示以X、Y、Z的坐标轴线或与X、Y、Z的轴线相平行的直线为轴的转动,其转动的正方向用右手螺旋定则确定。
通常在命名和编程时,不论机床在加工中是刀具在移动,还是被加工工件在移动,都一律假定被加工工件相对静止不动而刀具在移动,并同时规定刀具远离工件的方向作为坐标的正方向。
在坐标轴命名时,如果把刀具看作相对静止不动,被加工工件在移动,那么坐标轴的符号应加上标记“′”,如X′、Y′ ,Z′等。
2机床坐标轴的确定方法图一确定机床坐标时一般先确定Z轴,在确定X轴和Y轴。
(1)Z轴。
一般选取产生切削力的轴线方向作为Z轴方向(以HAAS立式加工中心为例),对于HAAS 卧式加工中心而言HS-1RP和EC1600都遵循此原则。
DMU80P和DMU125P都以立式加工为主,所以命名时还在立式状态下命名主轴。
MANDELLI以卧式加工为主,所以MANDELLI要在卧式时命名Z轴。
(2)X轴。
X轴一般位于与工件安装面相平行的水平面内。
若主轴是竖直的,如立式铣床(HAAS -VF3),DMU80P和DMU125P以立式为主,站在规定的操作位置,由主要刀具主轴向立柱看,选定主轴右侧方向为X轴正方向。
若主轴是水平的,站在规定的操作位置,由主要刀具主轴向工件看,选定主轴右侧方向为X轴正方向。
HAAS EC1600和1RP,还有MANDELLI。
(3)Y轴。
Y轴方向可根据已选定的Z,X轴按右手直角笛卡尔坐标系来确定。
(4)A、B、C的转向。
当选定机床的X、Y、Z坐标轴后,根据右手螺旋定则来确定A、B、C三个转动的正方向。
霍尼韦尔自控面板操作说明举例
苏州绿点自控操作说明•面板对照表第一种类型UI1 MAU-201出风温度UI2 MAU-202出风温度UI5 MAU-201风车压差AO1 MAU-201冰水阀开度AO2 MAU-202冰水阀开度DI3 MAU-202风车压差Wsp_t1 MAU-201出风温度设定Wsp_t2 MAU-202出风温度设定Qh 冬夏切换第二种类型UI2 AHU-201回风温度UI3 2F末端水管压力AO1 AHU-201冰水阀开度AO2 AHU-201新风风门DI3 AHU-201风车压差DI4 AHU-201滤网压差Wsp_t1 AHU-201回风温度设定Qh 冬夏切换TR71面板操作说明面板显示点与接线表相对应例如:UI1:出风温度DI3:风车压差AO1:冰水阀开度AO1_DIS:冰水阀开度显示AO1_AM:与上述对应的手自动切换,“0”为自动,“1”为手动AO1_IN:与上述对应手动强制输入点Wsp_t1:出风温度设定值,可任意修改所需值以下为面板操作步骤:上述为主界面,按右边第一位,就可以进入显示屏上分3段,刚好底下有3个按键与此对应,从左到右依次为DONE,CANCEL,NEXT(确定,取消,下一步)按住NEXT,就可以看到这台控制器里面所有的点上述为UI1,继续点击NEXT,就能看到所有UI点对应的数据。
上述为DI1,显示风车的状态,故障和压差等,显示数值为“0”和“1”,“0”代表运行和正常,“1”代表停止与故障。
上述为阀体的开度显示点,AO1_DIS为蒸汽阀的开度显示上述为AO1冰水阀的手自动切换点,“0”代表蒸汽阀受程序自动控制,按照设计好的程序进行;“1”代表蒸汽阀不受程序控制,根据手动输入的值进行。
即“1”代表手动,“0”代表自动。
按面板上的上下键,就能修改数值。
上述为当AO1为手动强制输入之后的,AO1的强制输出值,通过上下键修改数值,之后按左上角的DONE键确认。
(0~100对应0~10V)上述为水泵和阀体的启停点,“0”代表停止,“1”代表启动。
FANUC面板操作
『FANUC』控制器操作面板說明:號碼名稱說明(1) 重設(Reset)鍵解除警報、重新設定CNC時、(2) 求助(Help)鍵對"MDI鍵"得操作不明瞭時、(3) 切換(Shift)鍵1按鍵上有2個文字得位址鍵、利用"切換鍵"切換右下得文字可於輸入時顯示、(4) 位址/數值鍵用於輸入字母、數字、(5) 換頁鍵用於CRT畫面之換頁、(6) 游標移動鍵游標作"上"、"下"、"左"、"右"移動、(7) 功能鍵用於切換顯示各功能得畫面、(8) 編輯鍵編輯程式時使用、(9) 輸入(Input)鍵將文字或數字鍵資料輸入到記憶體、(如:各類參數、資料)此按鍵功能與"輸入"(軟鍵)相同、(10)取消(Can)鍵按此鍵可消除最後鍵入緩衝區內得文字或符號、當按取消(Can)鍵時,在" _ "前得文字立刻取消、(1) 按"ALARM"鍵,顯示:例: 輸入"10"(ALARM NO、) →選擇→顯示以下訊息畫面、(2) 按"OPERAT"鍵,顯示"操作方法"之選項說明、例: 輸入"2" →選擇→顯示選擇需要得畫面配置、(3) 按"PARAM"鍵,顯示參數號碼之分類、游標移動鍵:↑、↓(從某一單節移動至下一單節、)←、→(選擇單節內得個別文字、)編輯(Edit)鍵: ALTER(修改)INSERT(插入)DELETE(刪除)(1)ALTER(修改):將錯誤得"數值/指令"覆蓋、(例:將"X20"修改為"X20、0"、)鍵入"X20、0" →按"ALTER" →顯示以下畫面、(2)INSERT(插入):將鍵輸入緩衝區資料存入控制器記憶體內、(為表示係鍵輸入資料,前頭有">"記號。鍵入資料得最後有"_",表示一個文字得輸入位置。(最多可輸入"32"字、)(3)DELETE(刪除):將控制器記憶體內得文字資料刪除、(例:將"X20、0"刪除、)以游標移動至要刪除得位置→按"DELETE"、Can (取消):可消除最後鍵入緩衝區內得文字或符號、當按"Can"時,在" _ "前得文字立刻取消、功能鍵有:" POS"、"PROG"、"OFFSET/SETTING"、"SYSTEM"、"MESSAGE"、"GRAPHIC"、"CUSTOM",而各功能鍵代表顯示不同得功能畫面。(一) 按"POS"(功能)鍵,顯示如下:壹、1、按"絕對"(軟鍵),顯示:"絕對座標"畫面。2、(1)按"相對"(軟鍵),顯示:"相對座標"畫面。(2)按"相對"→(操作) (軟鍵),顯示:3、按"總合"(軟鍵),同時顯示:"相對座標"、"絕對座標"、"機械座標"畫面。4、按"HNDL"(軟鍵),顯示:"手動插入"功能畫面、5、按"(操作)"(軟鍵),顯示:貳、"操作監視"畫面:操作方式:按"POS"(功能鍵) →(軟鍵) →出現" MONI"→按"MONI"(軟鍵) →顯示以上畫面、(二)按"PROG"(功能)鍵,顯示如下:1、按"程式"(軟鍵),顯示:A、"加工程式"、(於MEM [即"AUTO"]模式)B、"編輯新加工程式"、(於EDIT模式)2、於"EDIT"模式,按"DIR"(軟鍵):顯示"程式記憶得使用量"及"程式一覽表"畫面、『包含:"登記程式數(USE)"、"剩餘程式數(空)"、"程式號碼(O NO、)"、"程式名稱(COMMENT)"、"登記得程式記憶容量(CHAR、)"、"剩餘可使用得程式記憶容量"。』3、操作方式: EDIT模式、按"PROG" (功能鍵) →程式(軟鍵) →(操作) (軟鍵)→(軟鍵)→顯示以上畫面、READ /PUNCH:可用於程式得傳輸、(PC→CNC控制器控制器→PC)EX-EDT:程式擴充編輯功能、(選購)4、A.BG-EDT (背景編輯) :在程式執行中可進行其她程式得編輯、(編輯方式与前景編輯相同)。操作方式: MEMORY / EDIT模式、按"PROG"(功能鍵) →(操作) (軟鍵)→BG-EDT →顯示以下畫面、→編輯新程式、(例: O0003)→程式內容編輯完成、→(操作) →BG-END →跳回至編輯畫面。B、O檢索:"程式號碼"檢索、(記憶體中有許多程式時,可尋找一程式)操作方式: MEMORY / EDIT模式、O + ×××× (程式號碼) →按"O檢索" (軟鍵)、例: 呼叫記憶體內之加工程式- "O1111"、C、檢索↑、檢索↓:位址文字(X、Y、Z、S、∙∙∙∙)檢索、操作方式: EDIT模式、位址+數值→按"檢索↑"或"檢索↓"、例: 搜尋"X20、0"、(輸入" X20、0 ",再按"檢索↓"、)(三)按"OFFSET/SETTING"(功能)鍵,顯示如下:壹、1、按"補正"(軟鍵):顯示"工具補正"畫面、(可設定"刀具長度補正量"、"刀具半徑補正值"等資料、)A、NO檢索:"番號"檢索、(如上圖,例:"番號011",則輸入"11",再按"NO檢索"、)B、C、輸入:"刀具長度補正量"自動輸入、操作方式: " OFFFSET/SETTING "(功能鍵)→補正(軟鍵)→輸入欲設定得"番號?" →" Z "鍵(字母鍵) →C、輸入( ※使用此功能,必須先"Z軸"回"HOME",再將"相對座標-歸零[ Z 0、000]";否則,會造成長度補正量得誤差、)C、+輸入: 可執行補正量得"加算"与"減算"、D、輸入: 功能与FANUC操作面板上之"INPUT"鍵相同、2、按"SETING"(軟鍵),顯示以下畫面:按"PAGE ↓"(功能鍵),顯示:再按"PAGE ↓",顯示:3、按"座標系"顯示:一、加工原點(程式原點)設定:加工原點位置得選擇:(1)素材基邊、(2)素材中心、(3)素材基邊偏移"××量"。(1)"素材基邊"尋邊求法: (用"3D-Taster")操作方式: 手輪(Handle)模式、A、步驟: 按"POS(功能鍵)"→ "相對(軟鍵)" [切換至"相對座標"畫面]→移動軸向(例: X軸)→至接觸工件邊→按"X" (字母鍵) [此時畫面中得字元"X"~顯示"閃爍"]→→"起源(軟鍵)" →[此時畫面顯示X0、000]→Z軸提高至淨空高度→移動軸向" Y "→重覆上述步驟→完成尋邊(加工原點)動作、(※加工原點設定,以素材基邊為準、測頭半徑"r",必須列入計算、)B、"工件座標系設定":按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?:例:"G54"(可用游標鍵↑,↓或" NO檢索") →輸入: "X0"→"測量(軟鍵)"→輸入: "Y0"→"測量(軟鍵)"→即完成"工件座標系設定"、(2)素材中心:操作方式: 手輪(Handle)模式、A、步驟: 按"POS(功能鍵)"→ "相對(軟鍵)" [切換至"相對座標"畫面]→移動軸向(例:X軸)→至接觸工件邊→按"X" (字母鍵) →"起源(軟鍵)" →按"Z" (字母鍵) →"起源(軟鍵)" →Z軸提高至淨空高度→移動軸向至工件得另一側→至接觸工件邊→產生一數據、[例如: 畫面顯示: X120、000]→移動X軸向,至"素材中心"、[X120、0 / 2]→→按"X" (字母鍵) →"起源(軟鍵)" →Z軸提高至淨空高度→移動軸向" Y "→重覆上述步驟→完成尋邊(加工原點)動作、B、"工件座標系設定": (設定与"素材基邊"方式相同、)按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?: "G54" →輸入: "X0"→"測量(軟鍵)" →輸入: "Y0"→"測量(軟鍵)" →即完成"工件座標系設定"、(3)素材基邊偏移"××量": (基點以素材左下角為依據、)操作方式: 手輪(Handle)模式、A、步驟: 與(1),(2)方式相同、B、"工件座標系設定": (設定与"素材基邊"方式相同、)按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?: "G54"→輸入: "X0"→"測量(軟鍵)" →輸入: "Y0"→"測量(軟鍵)" →即完成"工件座標系設定"、(※目前之G54座標值為加工素材得基點座標) →移動游標至"X"欄位,輸入偏移量:"100、"→→"+ 輸入(軟鍵)"→→"Y"欄位,輸入偏移量: "80、"→→"+ 輸入(軟鍵)" →即完成"工件座標系設定"、二、刀具長度補正量設定:操作方式: 手輪(Handle)模式、A.步驟: 移動"Z"軸→至刀尖接觸工件表面→按"POS(功能鍵)"→ "總合(軟鍵)" →記錄"Z軸機械座標值"→→按"OFFSET/SETING(功能鍵)" →"補正(軟鍵)" →選擇欲設定得補正號碼?:例:" 001" →輸入" Z軸機械座標值":" -640、7 "→→"輸入(軟鍵)"[或按"INPUT"(於操作面板)]→完成"刀具長度補正量"設定、貳、操作方式:按"OFFSET/SETTING"(功能鍵) →→顯示以上畫面、1、按"MACRO"鍵,顯示:2、按"操作PN"鍵,顯示以下畫面:※功能設定可用"↑";"↓"游標移動鍵,移動至所要得功能位置;"←";"→"游標移動鍵,可設定【ON/OFF】。
大豪伺服参数调整简易说明V1.2
大豪伺服参数调整简易说明参数调整前请参考阅读《大豪伺服高速机调试操作手册》,以便于熟悉操作。
大豪伺服框架主要针对各个针长进行控制,因此驱动器中对应有相关参数,详见注:红色部分主控界面参数的命名和设定待定,并且老的伺服驱动器中也无此参数,如果允许则升级成最新的主控程序和驱动器程序一、确认XY通讯地址(需重新上电才能生效)大豪伺服框架采用通信方式进行指令控制,因此务必把XY轴对应的驱动器地址设对(X向驱动器参数PA01设为0001,Y向驱动器参数PA01设为0002)。
如果设置错误将会造成通信报错或者绣作花样变形走位。
二、设定电子齿轮比PA02、PA03(需重新上电才能生效)电子齿轮比设置规律为:A、框架轴套采用0.45°对应移框0.1mm的机器,则电子齿轮比的设置为半径二级传动减速装置小轮半径二级传动减速装置大轮电子齿轮比分母电子齿轮比分子⨯=5.12)03()02(PA PAB 、框架轴套采用0.36°对应移框0.1mm 的机器,则电子齿轮比的设置为半径二级传动减速装置小轮半径二级传动减速装置大轮电子齿轮比分母电子齿轮比分子⨯=10)03()02(PA PA注: 如果是采用三洋伺服参数设置的机器,则可以根据上述的AB 两条折算。
或者用大豪伺服电子齿轮比=1.25×三洋伺服电子齿轮比来计算。
另设置好伺服驱动器电子齿轮比后,可以通过手动移框一段距离来反馈是否正确。
手动移框一小段距离(比如5mm)后,将XY 位移清零,在台板上做标记,接着移框100mm ,停止移框后在台板上做标记,用尺子测量这两个标记之间的距离是否也是100mm 。
如果测量结果是100mm ,那说明驱动器的电子齿轮比设置是对的。
具体步骤如下:① 设置成低速移框;按电脑操作面板上的键,屏幕上显示为“”: 手动高速移框;: 手动低速移框②向X 方向移框一段距离(比如5mm)后,按电脑操作面板上的键,将位移清零,屏幕上显示,在台板上做标记③接着按这个方向继续移动100mm ,屏幕上,显示或者④停止移框,在台板上做标记 ⑤测量两标记之间的距离⑥如果测量结果符合100mm,那么证明电子齿轮比设置是对的三、机械回差补偿PA18根据机械情况一般设为10~20之间,即0.1mm~0.2mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应用培训操作面板操作面板PROGRAM (MEM) O91002 N00000
O91002 ;(Mill Engraving HAAS Logo) ;T1 M06 (TOOL#1 –ENGRAVING TOOL) ;G90 G54 G00 X-0.7355 Y0.429 ;S5000 M03 ;G00 G43 H01 Z1. M08 ;G01 Z0.03 F100. ;G91 ;G01 Z-0.0337 F7. ;G01 X-0.5687 Y-0.9857 ;G01 X-0.2275 ;G01 X0.1314 Y0.2275 ;G01 X-0.7835 ;G01 X0.1314 Y0.2275 ;G01 X0.7835 ;G01 X0.3058 Y0.5308 ;G01 X0.2275 ;G00 Z0.03375 ;F4 FOR PROG REVIEWPOSITION(MEM)O91002 N00000
(MACHINE)X0.0000 inY0.0000 inZ3.5179 in(WORK G54)X9.0000 inY7.0000 inZ3.5179 in(DIST TO GO)X0.0000 inY0.0000 inZ0.0000 in
(OPERATOR)X0.0000 inY0.0000 inZ3.5179 inPOSITION(JOG)O91002 N00000
X Y Z(OPERATOR) (WORK G54) 0.0000 0.0000 0.0000X 0.0000 in X 9.0000 in _______________________________Y 0.0000 in Y 7.0000 in TRAVEL LIMITSZ 3.5179 in z 3.5179 in MIN -20.0000 -16.2500 -16.2500
MAX 20.0000 16.2500 16.2500________________________________(MACHINE) (DIST TO GO) JOG INDEX DISTANCEX 0.0000 in X 0.0000 in -4.0000 -0.2500 1.0000Y 0.0000 in Y 0.0000 in ________________________________ Z 3.5179 in z 0.5179 in SHIFT JOG LOCK toggles INDEX MODEEnter [X,Y,Z] Origin to set JOG OFFSETALTER sets Limits to current positionDELETE sets LIMITS to max travelWRITE adds to, F1 sets coordinates
JOGGING AXIS @ FEED 1.POS-TO GO (MEM)O91002 N00000X0.0000inY0.0000inZ0.0000inPOS-MACH (MEM)O91002 N00000X0.0000inY0.0000inZ3.5179inPOS-WORK (MEM)O91002 N00000X9.0000inY7.0000inZ3.5179inPOS-OPER (MEM)O91002 N00000X0.0000inY0.0000inZ3.5179inOFFSET(MEM)O91002 N00000
COOLANTLENGTHRADIUSTOOL POSITION GEOMETRY WEAR GEOMETRY WEAR FLUTES
Z POSITION: 1. WRITE ADD/F1 SET/OFSET TOGGLE1011.1234.0.0.0.2200.0.0.0.0300.0.0.0. 0400.0.0.0.0500.0.0.0.0600.0.0.0.0700.0.0.0.0800.0.0.0.0900.0.0.0.01000.0.0.0.011 00.0.0.0.01200.0.0.0.0OFFSET (MEM)O91002 N00000WORK ZERO OFFSETG CODEXYZG 520.0.0.G 54-9.0000-7.00000.G 550.0.0.G 560.0.0.G 570.0.0.G 580.0.0.G 590.0.0.G154 P10.0.0. (G110)G154 P2 0.0.0. (G111)G154 P3 0.0.0. (G112)G154 P4 0.0.0. (G113)G154 P5 0.0.0. (G114)G154 P6 0.0.0. (G115)G154 P7 0.0.0. (G116)G154 P8 0.0.0. (G117)
X POSITION: 0.0000 WRITE ADD/F1 SET/OFSET TOGGLECOMMANDS (MEM) O91002 N00000 MACHINE coordinates –press /CURRENT PROGRAM
TOOL 1 IN SPINDLE LOW STOPG00 G49 G69 D00 PGM F0.G17 G80 H00 ACT F0.G90 G98 M00 PGM S0G94 G50 T0 CMD S0G20 G64 ACT S0G40 G64 CLNT POS
SPINDLE LOAD 0% 0.0 KW CX LOAD 0% LY LOAD 0% NZ LOAD 0% T
Surf Spd 0% Chip Load 0.0000FD 0.0
SP 0
O91002 ;(Mill Engraving HAAS Logo) ;T1 M06 (Tool #1 Engraving Tool) ;G90 G54 G00 X-0.7355 Y0.4929 ;S5000 M03 ;G00 G43 H01 Z1. M08 ;G01 Z0.03 F100. ;G91 ;G01 Z-0.0337 F7. ;G01 X-0.5687 Y-0.9857 ;G01 X-0.2275 ;G01 X0.1314 Y-0.9857 ;G01 X-0.7835 ;G01 X0.1314 Y0.2275 ;G01 X0.7835 ;
X 0.0000 in.Y 0.0000 in.Z 0.0000 in.COMMANDS (MEM) O91002 N00000
CURRENT DISPLAY COMMANDG00N0M00O00000G17X0.S0A0.G90Y0.T0B0.G94Z0.F0.C0.G20I0.D00U0.G40J0.H00V0.G49K0.L0W0.G89P0E0.G98Q0.G50R0.G54G64G69COMMANDS (MEM) O91002 N00000POWER ON TIME
CYCLE START TIMEFEED CUTTING TIMEM30 COUNT #1: 0THIS CYCLE0:00:00M30 COUNT #2: 0LAST CYCLE0:00:00
0:00:000:00:000:00:00COMMANDS (MEM) O91002 N00000MACRO VARABLESG65 LEVEL = 0
VAR. VALUE VAR. VALUE VAR. VALUE VAR. VALUE117 332183194205216227238249251026112712281329143015311632COMMANDS (MEM) O91002 N00000MAINTENANCE -to select, ORIGIN to change, <> to adjust Remaining Hours
COOLANT –needs replacement--ON-TIMEAIR FILTER in control enclosure -replace--ON-TIMEOIL FILTER -replaced--ON-TIMEGEARBOX OIL -replaced--ON-TIMECOOLANT TANK –check level, leakage, oil in coolant--ON-TIMEWAY LUBE SYSTEM –check level--CS-TIMEGEARBOX OIL –check level--ON-TIMESEALS/WHIPERS missing, torn, leaking -check--CS-TIMEAIR SUPPLY FILTER –check for water--ON-TIMEHYDRAULIC OIL –check level--ON-TIME