异质材料金丝键合断裂故障分析
金属--断裂与失效分析报告刘尚慈

金属--断裂与失效分析报告刘尚慈金属断裂与失效分析(尚慈编)第一章概述失效:机械装备或机械零件丧失其规定功能的现象。
失效类型:表面损伤、断裂、变形、材质变化失效等。
第二章金属断裂失效分析的基本思路§2—1 断裂失效分析的基本程序一、现场调查二、残骸分析三、实验研究(一)零件结构、制作工艺及受力状况的分析(二)无损检测(三)材质分析,包括成分、性能和微观组织结构分析(四)断口分析(五)断裂力学分析以线弹性理学为基础,分析裂纹前沿附近的受力状态,以应力强度因子K作为应力场的主要参量。
K I=Yσ(πα)1/2脆性断裂时,裂纹不发生失稳扩展的条件:K I<K IC对一定尺寸裂纹,其失稳的“临界应力”为:σc=K IC / Y(πα)1/2应力不变,裂纹失稳的“临界裂纹尺寸”为:αc=(K IC / Yσ)2/π中低强度材料,当断裂前发生大围屈服时,按弹塑性断裂力学提出的裂纹顶端开位移[COD(δ)]作为材料的断裂韧性参量,当工作应力小于屈服极限时:δ=(8σsα/πE)ln sec(πσ/2σs)不发生断裂的条件为:δ<δC(临界开位移)J积分判据:对一定材料在大围屈服的情况下,裂纹尖端应力应变场强度由形变功差率J来描述。
开型裂纹不断裂的判据为:J<J ICK IC——断裂韧性;K ISCC——应力腐蚀门槛值(六)模拟试验四、综合分析分析报告的涵:①失效零部件的描述;②失效零部件的服役条件;③失效前的使用记录;④零部件的制造及处理工艺;⑤零件的力学分析;⑥材料质量的评价;⑦失效的主要原因及其影响因素;⑧预防措施及改进建议等。
五、回访与促进建议的贯彻§2—2 实效分析的基本思路一、强度分析思路二、断裂失效的统计分析三、断裂失效分析的故障树技术第三章金属的裂纹§3—1 裂纹的形态与分类裂纹:两侧凹凸不平,偶合自然。
裂纹经变形后,局部磨钝是偶合特征不明显;在氧化或腐蚀环境下,裂缝的两侧耦合特征也可能降低。
软基板金丝键合可靠性提升方法研究
软基板金丝键合可靠性提升方法研究
杜雪靖
【期刊名称】《电子质量》
【年(卷),期】2023()1
【摘要】金丝键合[1]是利用热、压力、超声波能量使金丝与焊盘紧密结合,从而实现芯片与基板间的电气互联和芯片间的信息互通的一种技术。
金丝键合是微组装的主流技术,也是一项关键技术。
理想状态下,金丝和基板之间会发生原子间的相互扩散,从而使金与金之间实现原子量级上的键合。
基板的金表层和金丝的可靠键合是非常关键的质量控制点。
微波组件组装过程中,常常因为金丝键合出现缺陷而导致整个产品的失效。
对软基板的金丝键合改进方案进行了研究,对比分析了改进前后的实验数据,得出了最优方案,优化了软基板金丝键合工艺的可靠性。
试验结果表明,采取了有效的措施之后,消除了失效隐患,对提高软基板键合点的可靠性具有指导意义。
【总页数】5页(P68-72)
【作者】杜雪靖
【作者单位】南京电子设备研究所
【正文语种】中文
【中图分类】TB114.35
【相关文献】
1.热超声金丝键合工艺及其可靠性研究
2.提高基板键合可靠性的等离子清洗工艺研究
3.镀金黄铜基板上金丝键合拱高测量及控制技术
4.基于Rogers 5880复合介质基板的金丝楔焊键合工艺参数研究
5.化学镀镍钯金电路板金丝键合可靠性分析
因版权原因,仅展示原文概要,查看原文内容请购买。
金丝引线键合失效的主要因素分析

收稿日期:2021-02-22金丝引线键合失效的主要因素分析常亮,孙彬,徐品烈,赵玉民,张彩山(中国电子科技集团公司第四十五研究所,北京100176)摘要:通过对金丝引线键合工艺失效模式的研究,分析影响金丝引线键合失效的各种因素,并提出相应的解决措施。
为金丝引线键合的实际操作和理论学习提供技术指导,从而更好的降低键合器件的失效率、提高键合产品的成品率和键合效率。
关键词:引线键合;键合失效;球键合;楔形键合中图分类号:TN305.96文献标志码:B文章编号:1004-4507(2021)02-0023-06Analysis on Main Factors of Gold Wire Bonding FailureCHANG Liang ,SUN Bin ,XU Pinlie ,ZHAO Yumin ,ZHANG Caishan(The 45th Research Institute of CETC ,Beijing 100176,China )Abstract:By studying the failure mode of gold wire bonding process ,this paper analyzes various factors affecting the failure of gold wire bonding ,and puts forward corresponding solutions.To provide technical guidance for the practical operation and theoretical study of gold wire bonding ,so as to better reduce the failure rate of bonding devices and improve the yield of bonding products.Key words:Wire bonding ;Bonding failure ;Ball bonding ;Wedge bonding引线键合(Wire Bonding )是半导体封装中重要的工艺技术之一,目的是将金属引线的两端分别与芯片和管脚焊接从而形成电气连接。
金丝焊接(引线键合)机器的故障判断与排除
金丝焊接(引线键合)机器的故障判断与排除一、机器的维护保养:1.紧固劈刀时,不可用力太大,否则,易使换能器或劈刀螺丝滑牙;2.经常清洗劈刀,以保证可焊性(一次/周);3.经常清洗过丝通道,以保证过丝顺畅和金丝的洁净(一次/2K);4.经常清洗打火针尖端,以保证成球可靠一致(一次/2K);5.经常清洗焊头触点,以保证焊头动作正常(一次/周);6.定期对活动的导轨、滑轮、蜗轮、滚珠和轴承等进行注油保养(一次/1~2周,切忌过量造成污染);7.定期清理工作台面上的残余金丝,以免其进入主机内部造成电路短路或造成丝杆堵塞(一次/班);8.定期检查线夹的间隙和张力是否变化(一次/周)。
二、机器的焊接调整:1.超声波调节:调节旋钮见左面板。
根据所需焊点的大小调节时间、功率。
同样大小的焊点的情况下,时间长、功率小的焊点效果比时间短、功率大时焊点的效果好,功率过大会损伤芯片。
2.压力调节:调节旋钮见右面板。
一般在0.8~1.6N(第3格~第7格),压力大,则需要的超声波功率小,反之则大。
压力太大,易焊烂,压力太小,则不易焊上。
3.温度调节:调节旋钮见右面板。
将状态开关拔至“预置”位置,调节温度调节旋钮,显示器上显示的值即是设定的温度值,然后,将状态开关拔至“工作”位置,当温度升到设定的温度时,自动恒定下来。
“暂停”状态只显示工作台实际温度值,不加热(注:在“预置”状态也不加热)。
4.尾丝调节:将“尾丝/过片/锁定”开关拔至“尾丝”位置,待到完成二焊,焊头上升到尾丝位置时,焊头自动停止,此时调节限位螺钉即可调至所需尾丝长度值“L”。
调好后,将开关拔回“过片”位置,则焊头自动回到初始位置,并烧球。
若20秒内未调好,焊头也会自动复位。
注意:尾丝长度不能调至零。
即限位螺钉不能紧逼换能器座,否则劈刀不能上下活动,焊头检测不到焊点位置,使机器动作异常。
5.打火调节:调节旋钮见右面板。
根据所需金球的大小调节时间、电流。
金球同样大小的情况下,时间长、电流小的金球比时间短、电流大的金球球度好,且表面细腻。
金铝键合可靠性研究

金铝键合可靠性研究摘要:现阶段,在技发展水平不断提高的过程中,电的应用普及在广泛领域,而金铝键合的发展则是在原有基础电路上的延续,金铝键合它是一种单片集成电路,同时也是一种异质键合工艺,作为新时代发展的产物,在为科技创新的同时也在面临极大的挑战。
关键词:金铝键和、可靠性一、引言:金铝键合键合领域中有着重要地位,因为他成本低、方便等优势。
键合系统常常会形成金铝键合,而且随着温度和时间的改变,本身的速度便会增加。
随着金属化合物的不断产生,接触的电阻也会越来越大,从而减少电学性能,导致器件参数漂移。
接下来,本篇将从金铝键合的本质及其应用方面为大家分析金属键合的可靠性。
,二、金属键合在高温情况下与其他键合的差别常常,金铝键合在高温条件下有较好的抗热性能,而且键合拉力在一定范围内,键合电阻随着温度增加会使金铝键合界面形成电阻率较高的化合物,从而让键合的电性能退化,金铝l键合的电阻在一定温度内会随着时间的增加逐渐增大,在温度更高的情况下部分键合的电阻出现了急剧增大的现象,而金铝键合在相应的高温情况下电阻基本不变。
键合点的键合强-度会随着高温时间的增加而减小,如果金铝外键合点的键合强度基本保持不变的情况下,那么金铝化合物的形成则会导致使电阻逐渐增加,那么键合沟的存在就会让空洞首先在键合点的外围形成。
根据键合工艺技术的不断完善,通过这些年来对金铝键合系统的进一步研究发现,金铝键合系统在经过高温贮存后,可以产生多种金属之间的化合物”,如氯化金等。
而这几种金属之间的化合物晶格常数和热膨胀系数都不一样”,所以可以在键合点之中产生极大的内应力,因为金属间的互相扩散,通过高温处理的金铝接口将形成Kirkendall空洞。
能够导致金铝键合的电阻增加。
这些金属间化合物并不是同时产生的,而是逐渐产生的。
最开始在金属接口处出现的是氯化金,它在80摄氏度的高温下就可以出现,同时并会产生其他金属物质,在这一过程直到铝金属或者金消耗殆尽。
微波组件内键合线常见故障分析与预防
微波组件内键合线常见故障分析与预防摘要:微波组件组装中,经常出现内引线键合系统的缺陷。
一些缺陷在某种条件下可导致产品失效。
研究了内引线键合的缺陷和失效问题,分辩其失效模式和失效机理,确定其最终的失效原因,提出了改进设计和制造工艺的建议。
采取有效质量管理措施后,消除了故障隐患,提高了产品可靠性。
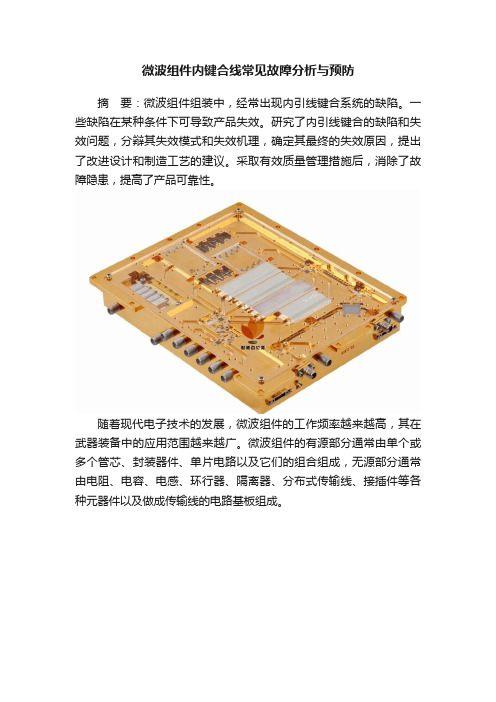
随着现代电子技术的发展,微波组件的工作频率越来越高,其在武器装备中的应用范围越来越广。
微波组件的有源部分通常由单个或多个管芯、封装器件、单片电路以及它们的组合组成,无源部分通常由电阻、电容、电感、环行器、隔离器、分布式传输线、接插件等各种元器件以及做成传输线的电路基板组成。
金丝键合系统广泛应用于微波组件的制造工艺中。
芯片与芯片、芯片与微带线、微带线与微带线、接插件与微带线之间经常采用键合金丝的方式进行电气连接。
因组件的体积较小,生产数量少、品种多、结构复杂,金丝键合多采用人工操作方式进行。
金丝键合的质量直接决定微波多芯片组件的可靠性、稳定性及电性能。
键合质量受引线材料、键合区镀层质量、键合工艺参数等多方面的影响[1]。
以上照片射频百花潭单独供图,仅供学习由于芯片、接插件、电路基板品种繁多,导致键合区域差异较大,经手工装联后的裸芯片及键合系统,在后续的测试调试、环境适应性试验中,经常出现因热应力或机械应力损伤而导致键合系统出现缺陷,甚至失效。
键合系统缺陷在某种条件下可导致组件失效。
一种失效模式可能是由一种缺陷,也可能是由几种缺陷在某种条件下导致。
了解失效发生的机理,才能有效地预防失效的发生。
通过分析研制过程中的缺陷和失效问题,分辩其失效模式和失效机理,确定其最终的失效原因,提出改进设计和制造工艺的建议,采取有效质量管理措施,消除故障隐患,使产品质量稳定可靠[2]。
1 失效模式1.1 金带开路失效组件中元器件的种类繁多,金带常需键合在性能差异较大的板材上。
根据不同的材料应选取相应的键合参数,键合参数选用不当,键合部位将存在缺陷,在机械应力作用下可产生失效。
单轴摆式加速度计输出异常的故障分析
单轴摆式加速度计输出异常的故障分析党静1,余臻2,刘宇2(1.空装驻北京地区第四军事代表室,北京 100095;2.航空工业北京长城计量测试技术研究所,北京 100095)摘要:针对某型单轴摆式加速度计在使用过程中出现的电压输出异常典型故障问题进行理论分析,利用故障树综合性分析方法,层层追踪分析,表达出输出电压出现异常故障内在联系,直观指出单元故障与整体故障之间的逻辑关系,切实归纳总结了工程运用中实际遇到的单轴摆式加速度计输出电压异常故障问题。
而后对故障原因进行精确细致定位,提出振荡器电路中的D4二极管正极金丝断裂为此型号加速度计故障根本原因,融入电路金丝断裂机理分析法,并通过试验测试与改进措施方式验证了此故障分析的准确性,一定程度上提升了加速度计可靠性。
研究成果可以为加速度计可靠性使用提供一定参考。
关键词:惯测;单轴摆式;加速度计;故障分析;金丝断裂中图分类号:TB9;TH824 文献标志码:A 文章编号:1674-5795(2023)05-0091-06Analysis of abnormal output fault of single axis pendulum accelerometersDANG Jing1, YU Zhen2, LIU Yu2(1.The Fourth Military Representative Office stationed in Beijing, Beijing 100095,China;2.Changcheng Institute of Metrology & Measurement, Beijing 100095,China)Abstract: The oretical analysis is conducted on the typical fault problem of abnormal voltage output during the use of a certain type of single axis pendulum accelerometer. The fault tree comprehensive analysis method is used to track and analyze layers by layers, expressing the internal relationship between abnormal output voltage faults and in⁃tuitively pointing out the logical relationship between unit faults and overall faults, We have effectively summarized and summarized the problem of abnormal output voltage faults of single axis pendulum accelerometers encountered in engineering applications. Then, the cause of the fault was accurately and meticulously located, and the D4 diode positive electrode gold wire fracture in the oscillator circuit was proposed as the root cause of the accelerometer fault. The circuit gold wire fracture mechanism analysis method was incorporated, and the accuracy of this fault analysis was verified through experimental testing and improvement measures, which to some extent improved the reliability of the accelerometer. The research results can provide a certain reference for the reliable use of accelerometers.Key words: inertial measurement; single axis pendulum; accelerometer; fault analysis; gold wire fractur0 引言悬丝支承结构的单轴摆式加速度计,具有体积小、功耗低、灵敏度高、过载能力大、工作温度范围宽和抗振动冲击能力强等优点[1],目前广泛应用在各类惯导系统和飞控系统中,主要用于测doi:10.11823/j.issn.1674-5795.2023.05.13收稿日期:2023-11-02;修回日期:2023-11-13引用格式:党静,余臻,刘宇.单轴摆式加速度计输出异常的故障分析[J].计测技术,2023,43(5):91-96.Citation:DANG J,YU Z,LIU Y.Analysis of abnormal output fault of single axis pendulum accelerometers[J].Metrology & Measurement Technology,2023,43(5):91-96.量运动载体坐标系上的线加速度[2],并通过惯导系统和飞控系统解算出运动载体的速度和位移等导航参数,实现精确制导和导航[3]。
金线键合线颈受损控制方法研究
金线键合线颈受损控制方法研究杨虎刚;徐世明【摘要】本文介绍了半导体封装工艺中金线键合的基本原理,对因第一键合点线颈受损导致的产品失效进行了说明,分析了造成金线线颈受损的原因,并提出了有效的解决措施以增强金线键合的工艺控制,对半导体封装产业提供了必要的帮助和参考价值.【期刊名称】《家电科技》【年(卷),期】2017(000)011【总页数】4页(P42-45)【关键词】半导体封装;金线键合;线颈受损;线弧;压着【作者】杨虎刚;徐世明【作者单位】珠海格力新元电子有限公司广东珠海519110;珠海格力新元电子有限公司广东珠海519110【正文语种】中文半导体元器件在电力电子、通信等领域的应用日益广泛,它的电性能和机械性能更是关注的重点,因此半导体元器件的封装工艺过程控制也越来越严格和精细。
作为连接内部芯片和外部管脚的金线键合工艺是非常关键的,而热超声键合法正是该工艺最常用的方法之一:即利用高频振动波(每秒几万~十几万次)传递到两个需要连接的金属表面,在加压加热的情况下,使两个金属表面相互摩擦,金属晶格相互扩散形成金属化合物。
键合过程中因第一键合点线颈受损导致的失效屡见不鲜,这种失效严重影响了元器件的可靠性和寿命、企业的生产效率和成本,更重要的是因其隐蔽性的特征,在封装过程中线颈受损不易用常规的检测方式发现,因此如何有效的从源头控制显得格外重要。
1000cycles)后,一些电性能测试项目不合格。
这种失效在金线键合工序的失效总数中占据了较高的比例,严重威胁着产品的品质,也给售后带来了很多困惑。
键合过程中出现的第一键合点线颈受损,如图1(a)所示(图1(b)是线颈完好),虽然在电性能测试中没有异常,但是在实际的多次使用中就会出现烧损、开路。
这样的结果我们也从可靠性实验中得到了证实,在高低温循环实验(实验条件:Ta=-40℃,30分~R.T,5分~150℃,30分3.1.1 线弧直立参数线弧的实际形状主要是由劈刀动作的路径来决定的,图2说明了键合时劈刀的运动轨迹。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2019年9月电子工艺技术Electronics Process Technology第40卷第5期253摘 要:金丝互联技术是微波组件射频互联的关键手段,金丝键合质量直接影响微波组件的可靠性和微波特性。
针对某产品金丝断裂现象进行分析,给出了异质材料金丝弧高对产品微波组件可靠性的影响,采用仿真优化及可靠性试验,提出了异质材料金丝弧高要求,提高了产品可靠性。
关键词:金丝互联;微波组件;异质材料中图分类号:TN605 文献标识码:A 文章编号:1001-3474(2019)05-0253-04Abstract: Gold wire bonding is a key means in the RF interconnection of microwave modules. The quality of gold wire bonding directly affects the reliability and microwave characteristics of microwave modules. The disconnection of the gold wire in a product is analyzed, and the impacts of the loop height of bonding wires is given on the reliability of the microwave modules. By the simulation optimization and reliability test, the requirement of the loop height of gold wire of different materials is given so as to improve the reliability of products.Key Words: wire bonding; microwave module; different materials Document Code: A Article ID: 1001-3474 (2019) 05-0253-04异质材料金丝键合断裂故障分析Analysis on Gold Wire Bonding Fracture of Different Materials卢宏超1,王恩浩2,黄巍1LU Hongchao 1, WANG Enhao 2, HUANG Wei 1(1 陆军装备部驻重庆地区军事代表局驻成都地区第二军事代表室,四川 成都 610036;2 陆军装备部驻重庆地区军事代表局驻昆明地区第二军事代表室,四川 成都 610036)卢宏超(1983- ),硕士,毕业于中国科学技术大学,工程师,主要从事信号处理、电子及光电技术应用及方法研究。
( 1 The 2nd Military Representative Offi ce in Chengdu of the Military Representative Bureau in Chongqingof the Army Equipment Department 2, Chengdu 610036, China;2 The 2nd Military Representative Offi ce in Kunming of the Military Representative Bureau in Chongqingof the Army Equipment Department 2, Chengdu 610036, China )金丝键合工艺具有可靠性高、柔韧性好和互联密度高等特点[1]。
其原理为:使用热、压力、超声波能量将键合引线与金属焊盘紧密焊合(原子量级键合),用于实现芯片间、芯片与封装体间的信号传输。
常用的引线键合方法主要有热压焊、超声波焊和超声热压焊等[2]。
随着微波和毫米波子系统的快速发展,射频互联对于模块的电性能影响越来越大,并且这种影响随着频率的提高会越来越明显。
高频段的金丝互联要求也越来越高。
由于互联的金丝寄生电感,键合丝的弧高和跨距对模块的微波特性和一致性具有很大影响[3]。
本文主要讨论微波组件中异质材料金丝互联弧高对组件可靠性的影响。
主要通过异质材料的金丝键合热仿真及相关试验给出可伐盒体和覆铜基板异质材料跨接金丝弧高要求及检验方法。
doi: 10.14176/j.issn.1001-3474.2019.05.0022019年9月电子工艺技术Electronics Process Technology2541 故障现象将装配好管芯的覆铜基板微模块采用螺钉固定在可伐盒体上,覆铜基板模块传输线和可伐盒体上软基材间采用金丝级联,产品结构如图1所示。
产品在20次温冲后出现输出增益降低30 dB左右,在显微镜下观察(放大25倍),可见一处软基材和覆铜基板处级联处金丝断裂,如图2所示。
图1 产品结构示意图图2 级联金丝断裂图3 异质材料级联金丝焊点断裂故障树2 故障定位针对金丝焊接后焊点根部断裂的现象进行故障分析,级联金丝跨接在覆铜基板和可伐盒体的软基材上,属于异质材料金丝级联。
故障树如图3所示。
2.1 焊点弧高过低故障的金丝焊接在复合基板和可伐盒体间。
由于复合基板的热膨胀系数为16×10-6 ℃-1,可伐盒体热膨胀系数为5.5×10-6 ℃-1,在温度变化时会存在热应力,且温度差越大,热应力越大。
温度冲击过程中两种材料间的热应力不断作用在金丝上,低温下金丝被拉伸。
当金丝弧高较低,金丝可能会存在被拉直的风险,且热应力会导致金丝被拉断。
焊点根部为金丝焊点薄弱点,金丝在焊点根部断裂。
采用镊子恢复故障断裂金丝形貌,显微镜测试故障金丝弧高13~20 μm,其他正常焊接的金丝共测试20根,弧高在50~94 μm之间,故金丝弧高过低导致故障不能排除。
2.2 金丝问题组件使用的某公司的金丝,纯度为99.999%,金丝延展率符合标准,是微波组装常用耗材。
故障产品金丝焊接拉力测试值见表1,金丝焊接满足所标金丝拉力值要求。
采用200倍显微镜观察组件中其他焊接金丝,金丝光滑,表面无损伤。
同时金丝大量用于各种型号微波产品,未出现批次性金丝质量问题,故排除此类故障原因。
表1 故障件金丝拉力测试值图4 故障区域焊点变形图5 A区焊点变形图6 B区焊点变形焊点拉力F/×10-2 N17.03628.14437.41847.62058.83368.02377.91588.15099.323107.287117.522127.94813 10.094148.995159.988169.3502.3 焊接参数不当组件金丝焊接采用超声热压焊工艺,若焊接参数不当,导致焊点变形过大,会影响金丝焊点可靠性。
该组件共5处异质材料金丝级联,故障件采用测量显微镜放大500倍,观察级联处故障焊点及其余A、B区域级联金丝焊点形貌,形貌如图4、图5和图6所示,各区域焊点形变量见表2。
按照微组装检验规范,金丝楔形焊变形要求,故障件金丝焊点变形符合检验规范要求,同时复查表2 各区域焊点变形量测试位置故障焊点-1故障焊点-2故障焊点-3焊点宽度b/μm35.1639.2736.53位置A-1A-2A-3焊点宽度b/μm38.2440.1437.91位置B-1B-2B-3焊点宽度b/μm38.2542.3441.65第40卷第5期255图7 低温-50 ℃不同弧高金丝变形对比操作人员和操作参数,满足工艺规范要求,因此焊接参数不当可排除。
2.4 劈刀使用时间过长键合劈刀在长时间使用后,顶部会出现磨损的现象,同时劈刀端部会堆积污染物[4]。
焊接时需要键合参数较大设置才可以将金丝切断,会对金丝造成一定损伤。
已磨损劈刀焊接的焊点较正常焊点变形量大,而故障焊点变形量为35.16 μm、39.27 μm、36.53 μm,满足金丝楔形焊变形要求,因此该故障可以排除。
通过以上分析,异质级联金丝断裂的具体原因是由于中频输出端覆铜基板与软基材之间的级联金丝弧度过低。
而输出端复合基板与软基材两种材料的热膨胀系数差别较大,在热应力影响下,金丝被拉断。
3 失效分析金丝焊接在复合基板和可伐盒体间,由于复合基板与可伐盒体的热膨胀系数不同,该差异会在热循环等环境试验中对金丝附加循环的热应力。
在热应力下,也可能引起金丝的塑性形变,甚至引起金丝的疲劳断开[5]。
产品盒体尺寸100 mm,覆铜基板长度84.2 mm,故障产品中盒体和复合基板采用螺钉装配,故障金丝如图7所示。
针对该故障,以软件模拟出覆铜基板和可伐盒体间级联金丝在-55 ℃热应力情况。
故障金丝跨距600 μm,分别模拟不同弧高(13 μm、20 μm、30 μm、50 μm)下金丝的形变。
从上述仿真结果来看,在温度-50 ℃下弧高13 μm、20 μm、30 μm的金丝,在腔体和基板间位移增大到40 μm情况下,已趋于拉直状态,而弧高50 μm 的金丝仍有一定弯曲量。
采用测量显微镜测得故障焊点间距600 μm,焊点间高度差为66 μm,故障金丝示意如图8所示。
图9为简化的金丝模型。
通过测量可知低温-50 ℃时,基板和盒体间距增大40 μm,即L AB +L AD =640 μm,列方程解得弧高X 最小值为32 μm。
即弧高为32 μm时,金丝在热应力下会存在完全被拉直的风险。
故障件金丝虽然在13~20 μm之间,小于32 μm,图8 故障金丝示意图图9 简化的金丝焊接模型考虑到测量误差、金丝跨距和仿真间距数值等因素影响,故障金丝存在一定的可靠性隐患。
在多次温冲中不断的受到热应力,导致金丝断裂,为了提高工艺可靠性,产品弧高要求50 μm以上。
4 验证及措施4.1 验证为了验证覆铜基板和可伐盒体间级联金丝弧高50 μm的可靠性,焊接不同弧高金丝共45根进行可靠性试验考核。
验证件所有金丝采用手工焊接,弧高测量见表3。
环境试验条件为:高温120 ℃,低温-55 ℃,高低温停留时间30 min,温度转换时间小于5 min,温冲次数分别为5次、10次、20次,100次后在100倍显微镜下观察金丝是否开裂。
通过环境试验考核,采用100倍显微镜观察各个弧高金丝状态。
表格中弧高20 μm以下的金丝在温冲5次后观察已发生断裂,29 μm金丝在10次后断裂。
弧高50 μm以上的金丝在温冲100次后未发生断裂故障。
仿真计算和试验结合,该类异质产品金丝级联弧高至少需满足50 μm。
4.2 措施集成电路上的互连随着电路功能增加而不断增长,键合焊盘变得越来越小,金丝键合密度越来越高。
考虑到产品可靠性,金丝级联均需保证一定的弧高。