工艺计算
第二章.全厂水电气物料衡算
2.1 物料衡算
物料衡算的意义:在发酵生产或者其他化工生产中,物料衡算是指:根据质量守恒定律,凡引入某一系统或者设备的物料质量m,必等于所得到的产物质量m p和物料损失m t之和,即: m = m p + m t
2.1.1 定额指标
1.物料情况
○1麦芽含水量:6%,大米含水量12%
○2原料利用率:98%
○3无水浸出率:麦芽75%,大米95%
○4原料配比:麦芽:大米=75%:25%;苦瓜汁添加量为总原料量的4%。
2.热麦汁损失
○1冷却损失:4.0%
○2过滤损失:2.0%
○3发酵损失:1.5%
○4包装损失:2.0%
○5总损失: 12.5%
每年第二、三季度为生产旺季,产量占年总产量的50%,工作日以90天计,年产10°P淡色啤酒6万吨。
2.1.2 糖化车间物料衡算
糖化车间的物料平衡计算主要项目为原料(麦芽、大米)、酒花用量,冷、热麦汁量,废渣量等。
(一)糖化车间物料流程示意图如下:
水蒸气
麦芽,玉米
粉碎 糊化 糖化 过滤
酒花 麦糟
麦汁煮沸锅 酒花渣分离器 回旋沉淀糟 薄板冷却器
酒花糟 热凝固物
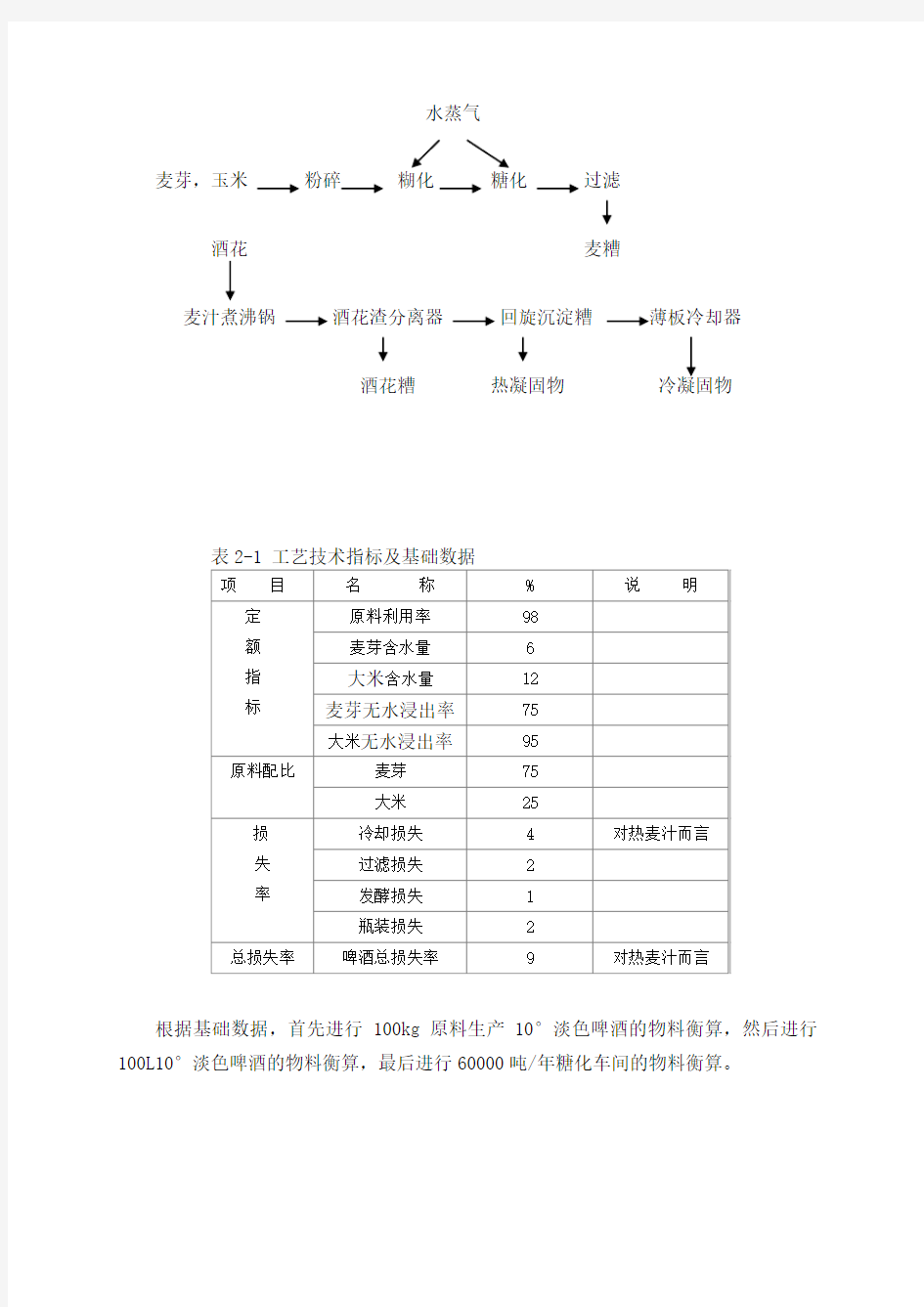
表2-1 工艺技术指标及基础数据
根据基础数据,首先进行100kg 原料生产10°淡色啤酒的物料衡算,然后进行100L10°淡色啤酒的物料衡算,最后进行60000吨/年糖化车间的物料衡算。
(二)100kg原料(75%麦芽、25%大米)生产10°P淡色啤酒的物料衡算。
(1)热麦汁量
根据定额指标可得到原料收率分别为:
麦芽收率为:0.75×(100-6)÷100=70.5%
大米收率为:0.95×(100-12)÷100=83.6%
混合原料收得率为:(0.75×70.5%+0.25×83.6%)=77.15%
由上述算得100kg混合原料可制得的10°P热麦汁量为:
(77.15÷10)×100=771.5(kg)
又知10°麦汁在20℃时的相对密度为1.04kg/L,而100℃热麦汁比20℃时的体积增加1.04倍。
故热麦汁体积为:
(771.5÷1.04)×1.04=771.5(L)
(2)冷麦汁量为:
771.5×(1-0.04)=740.64(L)
(3)发酵液量为:
740.64×(1-0.01)=733.23(L)
(4)过滤酒量为:
733.23×(1-0.02)=718.57(L)
(5)成品啤酒量为:
718.57×(1-0.02)=704.20(L)
(三)生产100L 10°P淡色啤酒的物料衡算
根据上述衡算结果知,100kg混合原料可生产10°P成品啤酒704.20(L),故可得出下列结果:
(1)生产100L10°P淡色啤酒需混合原料量为:
(100÷704.20)×100=14.20 (kg)
(2)麦芽耗用量为:
14.20×75%=10.65(kg)
(3)大米耗用量为:
14.20-10.65=3.55(kg)
(4)酒花耗用量:(对淡色苦瓜啤酒,设热麦汁中加入的酒花量为0.1%)
(771.5÷704.20)×100×0.1%=0.120(kg)
同理,100g原料耗酒花:
771.5÷100×0.120=0.925(kg)
(5)热麦汁量为:
(771.5÷704.20)×100=106.23 (L)
(6)冷麦汁量为:(740.64÷704.20)×100=109.56 (L)
(7)发酵液量:(733.23÷704.20)×100=104.12(L)
(8)滤过酒量:(718.57÷704.20)×100=102.04(L)
(9)成品酒量:(704.20÷704.20)×100=100 (L)
(10)湿糖化糟量:(为麦糟和米糟)
设排出湿麦糟含水80%,则湿麦糟量为:
[(1-6%)×(1-75%)÷(1-80%)]×10.65=12.51(kg)而湿大米糟量为:
[(1-12%)×(1-95%)÷(1-80%)]×3.55=0.781(kg)故湿糖化糟量为:
12.51+0.781=13.291(kg)
同理,100kg原料产生湿糖化糟:
704.20/100×13.291=93.60(kg)
(8)酒花糟量
设酒花浸出率为40%。且酒花糟含水80%则酒花糟量为:
〔(1-40%)÷(1-80%)×0.120=0.24(kg)
同理,100kg原料产生湿酒花糟:
704.20/100×0.24=1.69(kg)
(9)酵母量(以商品干酵母计)
生产100L啤酒可得2kg湿酵母泥,其中一半生产接种用,一半作商品酵母用,即为1kg(湿酵母泥含水85%)
酵母含固形物量=1×(100-85)÷100=0.15
则需要含水分7%的商品干酵母量为:
0.15×100÷(100-7)=0.16(kg)
(10)CO
2
量:10°P冷麦汁中浸出物 (麦汁的密度为1.04kg/L) 则109.56kg冷麦汁质量为:
109.56×1.04=113.94(kg)
所以10°P冷麦汁109.56kg中
10%×109.56=10.96(kg)
设麦汁的真正发酵物80%,则可发酵的浸出量
10.96×80%=8.768(kg)
麦芽糖发酵的化学反应式:
C 12H
22
O
11
+ H
2
O→2 C
6
H
12
O
6
2 C
6H
12
O
6
→ 4 C
2
H
5
OH + 4 CO
2
+ 56 kcal
设麦芽汁中浸出物均为麦芽糖构成,则CO
2
生成量:
10.96×(4×44)/342 =5.64 kg
其中,44为CO
2分子量,342麦芽糖C
12
H
22
O
11
分子量。设10°P啤酒含CO
2
为0.4%,
酒中含CO
2
:
109.56×0.4%=0.438 kg
释出CO
2
量
5.64-0.438=5.20 kg
20℃常压下密度为1.832㎏∕m3
所以得
Vco
2
=5.20∕1.832=2.84m3
(四)年产6万吨10°P淡色啤酒糖化车间物料衡算表
生产旺季以90天计,占总产量的50%,则旺季日产量为:
60000×50%÷90=333.3(吨/天)
设生产旺季每天糖化4次,旺季总糖化次数为360次(淡季根据需要酌情调整糖化次数),可算得每次糖化可产成品啤酒量(灌装后)为:
333.3÷4=83.325(吨/次)
由此可算出每次投料量和其它项目的物料平衡。
(1)成品啤酒量(罐装前)
83.325×1000÷(1—1.5%)÷1.04=81340(L)
(2)麦芽用量
81340÷704.20×75=8663.02(kg)(3)大米用量
81340÷704.20×25=2887.67(kg)(4)混合原料用量
8663.02+2887.67=11550.69(kg)(5)热麦汁量
81340÷704.20×771.5=89113.62(L)(6)冷麦汁量
81340÷704.20×740.64=81390.8(L)(7)湿糖化糟量
81340÷100×13.291=10810.90(kg)(8)湿酒花糟
81340÷100×0.109=88.66(kg)(9)发酵液量
81340÷704.20×733.23=84693.2(L)(10)过滤酒量
81340÷704.20×718.57=82999.8(L)由于旺季产量占到全年产量50%,由此可算得全年产量
81340×4(次/每天)×90(天)/50%=58.6×106(L)
以单次糖化生产做基准,可算得各个项目全年状况如下:
(1)全年混合原料需要量:
11550.69×4×90/50%=8.3×106(kg)(2)全年麦芽耗量:
8663.02×4×90/50%=6.24×106(kg)(3)全年大米耗量:
2887.67×4×90/50%=2.08×106(kg)(4)全年酒花耗量:
36.6×4×90/50%=2.635×104 (kg)(5)全年热麦汁量:
89113.62×4×90/50%=64.2×106(L)(6)全年冷麦汁量:
81390.8×4×90/50%=58.6×106(L)(7)全年湿糖化糟量:
10810.90×4×90/50%=7.78×106(kg)(8)全年湿酒花糟量:
88.66×4×90/50%=0.64×105(kg)(9)全年发酵液量:
84693.2×4×90/50%=16.0×106(L)(10)全年过滤酒量:
82999.8×4×90/50%=14.9×106(L)(11)全年成品啤酒量:
81340×4×90/50%=14.6×106(L)
表2-2年产6万吨啤酒糖化车间物料衡算表
物料名称单位对100kg混合
原料100L10°淡色啤
酒
糖化一次定额 6 万吨/年啤酒生产
混合原料kg 100 14.20 11550.69 8.3×106 麦芽kg 75 10.65 8663.02 6.24×106大米kg 25 3.55 2887.67 2.08×106酒花kg 0.925 0.120 88.66 2.635×104热麦汁L 771.5 106.23 89113.62 64.2×106冷麦汁L 740.64 109.56 81390.8 58.6×106湿糖化糟kg 93.60 13.29 10810.90 7.78×106湿酒花糟kg 1.69 0.24 88.66 0.64×105发酵液L 733.23 104.12 84693.2 16.0×106
过滤酒L 718.57 102.04 82999.8 14.9×106成品啤酒L 704.20 100 81340 14.6×106
污水处理技术之常见的污水处理工艺计算公式(精选.)
污水处理技术之常见的污水处理工艺计算公式 北极星环保网讯:本文收集了最常见的AO脱氮工艺的计算书,工艺流程为格栅—调节池—AO—二沉池,每一个流程都有相应的计算书汇总,仅供大家参考! 格栅 1、功能描述 格栅由一组平行的金属栅条或筛网制成,安装在污水渠道、泵房集水井的进口处或污水处理厂的端部,用以截留较大的悬浮物或漂浮物,如纤维、碎石、毛发、木屑、果皮、蔬菜、塑制品等,以便减轻后续处理构筑物的处理负荷,并使之正常运行。按照栅栅条的净间隙,可分为粗格栅(50~100mm)、中格栅(10~40mm)、细格栅(3~10mm)。 2、设计要点 设置格栅的目的是拦截废水中粗大的悬浮物,首先废水的水质选择栅条净间隙,然后废水的水量和栅条净间隙来计算格栅的一些参数(B、L),得到的这些参数就可以选择格栅的型号。工业废水一般采用e=5mm,如造纸废水、制糖废水、制药废水等。采用格栅的型号一般有固定格栅、回转式机械格栅。 3、格栅的设计 (1)栅槽宽度
(2)过栅的水头损失:
式中: h1——过栅水头损失,m ; h0——计算水头损失,m ; g ——重力加速度,9.81m/s2 k ——系数,格栅受污染堵塞后,水头损失增大的倍数,一般k=3; ξ ——阻力系数,与栅条断面形状有关,,当为矩形断面时,β= 2.42。(其他形状断面的系数可参照废水设计手册) (3)栅槽总高度: 为避免造成栅前涌水,故将栅后槽底下降h1作为补偿。 式中: H ——栅槽总高度,m ; h0 ——栅前水深,m ; g ——栅前渠道超高,m,一般用0.3m。 (4)栅槽总长度:
调节池 1、功能描述 调节池主要起到收集污水,调节水量,均匀水质的作用。 2、设计要点 调节池的水力停留时间(HRT)一般取4-6h;其有效高度一般取4-5m,设计时,按水力停留时间计算池容并确定其规格。 3、调节池设计计算:
精馏塔的工艺标准计算
2 精馏塔的工艺计算 2.1精馏塔的物料衡算 2.1.1基础数据 (一)生产能力: 10万吨/年,工作日330天,每天按24小时计时。 (二)进料组成: 乙苯212.6868Kmol/h ;苯3.5448 Kmol/h ;甲苯10.6343Kmol/h 。 (三)分离要求: 馏出液中乙苯量不大于0.01,釜液中甲苯量不大于0.005。 2.1.2物料衡算(清晰分割) 以甲苯为轻关键组分,乙苯为重关键组分,苯为非轻关键组分。 01.0=D HK x ,005.0=W LK x , 表2.1 进料和各组分条件 由《分离工程》P65式3-23得: ,1 ,,1LK i LK W i HK D LK W z x D F x x =-=--∑ (式2. 1) 2434.13005 .001.01005 .0046875.0015625.08659.226=---+? =D Kmol/h W=F-D=226.8659-13.2434=213.6225Kmol/h 0681.1005.06225.21322=?==W X W ,ωKmol/h 编号 组分 i f /kmol/h i f /% 1 苯 3.5448 1.5625 2 甲苯 10.6343 4.6875 3 乙苯 212.6868 93.7500 总计 226.8659 100
5662.90681.16343.10222=-=-=ωf d Kmol/h 132434.001.02434.1333=?==D X D d ,Kmol/h 5544.212132434.06868.212333=-=-=d f ωKmol/h 表2-2 物料衡算表 2.2精馏塔工艺计算 2.2.1操作条件的确定 一、塔顶温度 纯物质饱和蒸气压关联式(化工热力学 P199): C C S T T x Dx Cx Bx Ax x P P /1)()1()/ln(635.11-=+++-=- 表2-3 物性参数 注:压力单位0.1Mpa ,温度单位K 编号 组分 i f /kmol/h 馏出液i d 釜液i ω 1 苯 3.5448 3.5448 0 2 甲苯 10.6343 9.5662 1.0681 3 乙苯 212.6868 0.1324 212.5544 总计 226.8659 13.2434 213.6225 组份 相对分子质量 临界温度C T 临界压力C P 苯 78 562.2 48.9 甲苯 92 591.8 41.0 乙苯 106 617.2 36.0 名称 A B C D
一级水处理设计计算
第一章 污水的一级处理构筑物设计计算 1.1格栅 格栅是由一组平行的金属栅条或筛网制成,安装在污水渠道、泵房集水井的进口处或污水处理厂的端部,用以截留较大的悬浮物或漂浮物,如纤维、碎皮、毛发、果皮、蔬菜、塑料制品等,以便减轻后续处理构筑物的处理负荷,并使之正常进行。被截留的物质称为栅渣。 设计中格栅的选择主要是决定栅条断面、栅条间隙、栅渣清除方式等。 格栅断面有圆形、矩形、正方形、半圆形等。圆形水力条件好,但刚度差,故一般多采用矩形断面。格栅按照栅条形式分为直棒式格栅、弧形格栅、辐流式格栅、转筒式格栅、活动格栅等;按照格栅栅条间距分为粗格栅和细格栅(1.5~10mm );按照格栅除渣方式分为人工除渣格栅和机械除渣格栅,目前,污水处理厂大多都采用机械格栅;按照安装方式分为单独设置的格栅和与水泵池合建一处 的格栅。 1.1.1格栅的设计 城市的排水系统采用分流制排水系统,城市污水主干管由西北方向流入污水处理厂厂区,主干管进水水量为s L Q 63.1504 ,污水进入污水处理厂处的管径为1250mm ,管道水面标高为80.0m 。 本设计中采用矩形断面并设置两道格栅(中格栅一道和细格栅一道),采用机械清渣。其中,中格栅设在污水泵站前,细格栅设在污水泵站后。中细两道格栅都设置三组即N=3组,每组的设计流量为0.502s m 3。 1.1.2设计参数 1、格栅栅条间隙宽度,应符合下列要求: 1) 粗格栅:机械清除时宜为16~25mm ;人工清除时宜为25~40mm 。特殊情况下,最大间隙可为100mm 。 2) 细格栅:宜为1.5~10mm 。 3) 水泵前,应根据水泵要求确定。 2、 污水过栅流速宜采用0.6~1.Om /s 。除转鼓式格栅除污机外,机械清除格栅的安装角度宜为60~90°。人工清除格栅的安装角度宜为30°~60°。 3、当格栅间隙为16~25mm 时,栅渣量取0.10~0.0533310m m 污水;当格栅间隙为30~50mm 时,栅渣量取0.03~0.0133310m m 污水。 4、格栅除污机,底部前端距井壁尺寸,钢丝绳牵引除污机或移动悬吊葫芦
精馏塔工艺工艺设计方案计算
第三章 精馏塔工艺设计计算 塔设备是化工、石油化工、生物化工、制药等生产过程中广泛采用的气液传质设备。根据塔内气液接触构件的结构形式,可分为板式塔和填料塔两大类。 板式塔内设置一定数量的塔板,气体以鼓泡或喷射形势穿过板上的液层,进行传质与传热,在正常操作下,气象为分散相,液相为连续相,气相组成呈阶梯变化,属逐级接触逆流操作过程。 本次设计的萃取剂回收塔为精馏塔,综合考虑生产能力、分离效率、塔压降、操作弹性、结构造价等因素将该精馏塔设计为筛板塔。 3.1 设计依据[6] 3.1.1 板式塔的塔体工艺尺寸计算公式 (1) 塔的有效高度 T T T H E N Z )1( -= (3-1) 式中 Z –––––板式塔的有效高度,m ; N T –––––塔内所需要的理论板层数; E T –––––总板效率; H T –––––塔板间距,m 。 (2) 塔径的计算 u V D S π4= (3-2) 式中 D –––––塔径,m ; V S –––––气体体积流量,m 3/s u –––––空塔气速,m/s u =(0.6~0.8)u max (3-3) V V L C u ρρρ-=max (3-4) 式中 L ρ–––––液相密度,kg/m 3
V ρ–––––气相密度,kg/m 3 C –––––负荷因子,m/s 2 .02020?? ? ??=L C C σ (3-5) 式中 C –––––操作物系的负荷因子,m/s L σ–––––操作物系的液体表面张力,mN/m 3.1.2 板式塔的塔板工艺尺寸计算公式 (1) 溢流装置设计 W OW L h h h += (3-6) 式中 L h –––––板上清液层高度,m ; OW h –––––堰上液层高度,m 。 3 2100084.2??? ? ??=W h OW l L E h (3-7) 式中 h L –––––塔内液体流量,m ; E –––––液流收缩系数,取E=1。 h T f L H A 3600= θ≥3~5 (3-8) 006.00-=W h h (3-9) ' 360000u l L h W h = (3-10) 式中 u 0ˊ–––––液体通过底隙时的流速,m/s 。 (2) 踏板设计 开孔区面积a A : ??? ? ??+-=-r x r x r x A a 1222sin 1802π (3-11)
电视机生产工艺流程设计
第1章工艺文件 一、工艺工作: 1、工艺工作的重要性 一个工业企业如果没有工艺工作,没有一个合理的工艺工作程序,就很难想像会搞出高质量、高水平的产品来,企业的管理必然混乱。工艺工作在电子工业中占有重要位置。 工艺文件在电子企业部门必备的一种技术资料。他是加工、装配检验的技术依据,是生产路线、计划、调度、原材料准备、劳动力组织、定额管理、工模具管理、、质量管理等的主要依据和前提。只有建立一套完整的、合理而行之有效的工艺工作程序和工艺文件体系,才能保证实现企业的优质、高效、低消耗的安全生产,才能使企业获得最佳的经济效益。 2、工艺工作的程序 在工业企业中,最基础的工作是产品的生产和生产技术管理工作。在一个企业中,把原材料制成零件,把零件组装成部件、整件,是一项很复杂的工作,必须通过一种计划的形式来组织和指导。为了使生产活动有秩序按计划进行,各企业应有一个符合本企业客观规律的工作程序。 典型的工艺工作程序框图如附录: 3、工艺工作程序的说明: a.工艺性调研和访问用户由主管工艺人员参加新产品的设计调研和老用户访问工作,了解国内外同类产品的性能指标一用户对该产品的意见和要求. b.参加新产品设计方案的讨论和老产品改进设计方案的讨论针对产品的结构、性能、精度的特点和企业的计算水平、设备条件等进行工艺分析,提出改进产品的意见. c.审查产品设计的工艺性由有关工艺人员对产品设计图样进行工艺性审查,提出工艺性审查意见书. d.编织工艺方案工艺方案是工艺计算准备工作的重要指导性文件,由主管工艺人员负责编写. 编制工艺方案的一句是:1产品图纸(技术条件)和产品标准及其他有关技术文件. 2 有关领导和科室的意见 3产品的生产批量和周期 4有关工艺资料,如企业的设备条件、工人计算等级和技术水平等. 5企业现有工艺技术水平和国内外同类产品的新工艺新技术成就. 工艺方案的一般内容是:1.根据产品的生产特性、生产类型,规定工艺文件的种类,并规定工装系数 2专用设备、工装的量刃刀的购置、改进和意见. 3提出关键工艺实验项目的新工艺、新材料在本产品上的实施意见,进行必要的技术经济分析. 4提出外购件和外协件项目 5根据产品的企业具体情况,提出生产组织和设备的调
水处理常用计算公式汇总
水处理常用计算公式汇总 水处理公式是我们在工作中经常要使用到的东西,在这里我总结了几个常常用到的计算公式,按顺序分别为格栅、污泥池、风机、MBR、AAO进出水系统以及芬顿的计算,大家可有目的性的观看。 格栅的设计计算 一、格栅设计一般规定 1、栅隙 (1)水泵前格栅栅条间隙应根据水泵要求确定。 (2)废水处理系统前格栅栅条间隙,应符合下列要求:最大间隙40mm,其中人工清除 25~40mm,机械清除16~25mm。废水处理厂亦可设置粗、细两道格栅,粗格栅栅条间隙 50~100mm。 (3)大型废水处理厂可设置粗、中、细三道格栅。 (4)如泵前格栅间隙不大于25mm,废水处理系统前可不再设置格栅。 2、栅渣 (1)栅渣量与多种因素有关,在无当地运行资料时,可以采用以下资料。 格栅间隙16~25mm;0.10~0.05m3/103m3(栅渣/废水)。 格栅间隙30~50mm;0.03~0.01m3/103m3(栅渣/废水)。 (2)栅渣的含水率一般为80%,容重约为960kg/m3。 (3)在大型废水处理厂或泵站前的大型格栅(每日栅渣量大于0.2m3),一般应采用机械清渣。3、其他参数 (1)过栅流速一般采用0.6~1.0m/s。 (2)格栅前渠道内水流速度一般采用0.4~0.9m/s。 (3)格栅倾角一般采用45°~75°,小角度较省力,但占地面积大。 (4)机械格栅的动力装置一般宜设在室内,或采取其他保护设备的措施。 (5)设置格栅装置的构筑物,必须考虑设有良好的通风设施。 (6)大中型格栅间内应安装吊运设备,以进行设备的检修和栅渣的日常清除。 二、格栅的设计计算 1、平面格栅设计计算 (1)栅槽宽度B 式中,S 为栅条宽度,m;n 为栅条间隙数,个; b 为栅条间隙,m;为最大设计流量, m3/s;a 为格栅倾角,(°);h为栅前水深,m,不能高于来水管(渠)水深;v 为过栅流速, m/s。 (2)过栅水头损失如
总工艺计算
1.1总工艺计算 1.1.1主要工艺指标的基本数据 工艺计算的依据是设计计划任务规定的生产规模,生产方法和产品品种,计算的基准是熔制车间的生产能力。下面是工艺计算的主要工艺指标:(1)玻璃制品比例: (2)年工作日:本厂设计三年一次大修,大修时间三个月。故年工作日为: (365*3—30)/3 = 355天 (3)生产能力:平板玻璃250万重箱/年 (4)原板宽度:3500mm (5)综合成品率:80% (6)玻璃成分(质量百分比): 成分SiO 2Al 2 O 3 Fe 2 O 3 CaO MgO R 2 O 其他 Wt%72.70 2.10 0.20 6.80 4.20 14.00 0.2 (7)厂储存定额(可用天数): 1.1.2工艺平衡计算 1.1. 2.1 玻璃产品产量计算 a. 产品任务(年产250万箱) b. 拉引速度:
3mm:355*10%=36天 1666666.7/(3.5*24*0.8*36)=688.9 m/h 取700 m/h 5mm:355*50%=178天 5000000/(3.5*24*0.8*178)=418 m/h 取450 m/h 6mm:355*20%=71天 1666666.7/(3.5*24*0.8*71)=344.5 m/h 取350 m/h 8mm:355*20%=71天 1250000/(3.5*24*0.8*71)=261.9 m/h 取300 m/h c. 完成各类产品所需的生产天数: 3mm:1666666.7/(3.5*24*0.8*700)=36天 5mm:5000000/(3.5*24*0.8*450)=166天 6mm:1666666.7/(3.5*24*0.8*350)=71天 8mm:1250000/(3.5*24*0.8*300)=62天 36+166+71+62=335 < 355 即符合设计要求,可以完成生产任务d. 各种玻璃的全年生产天数 3mm:355*(36/335)=38.2天 5mm:355*(166/335)=175.9天 6mm:355*(71/335)=75.2天 8mm:355*(62/335)=75.7天 e. 各种厚度玻璃的年产量 3mm:38.2*24*700*3.5*0.8=1796928.0平方米 折合269539.2重箱 5mm:175.9*24*450*3.5*0.8=5319316.0平方米 折合1339903.3重箱 6mm:75.2*24*350*3.5*0.8=1516032.0平方米 折合454809.6重箱 8mm:75.7*24*300*3.5*0.8=1526112.0平方米 折合610444.8重箱 合计:2674695重箱/年
苯氯苯板式精馏塔的工艺设计工艺计算书
苯-氯苯板式精馏塔的工艺设计工艺计算书(精馏段部分) 化学与环境工程学院 化工与材料系 2004年5月27日
课程设计题目一——苯-氯苯板式精馏塔的工艺设计 一、设计题目 设计一座苯-氯苯连续精馏塔,要求年产纯度为99.8%的氯苯50000t/a,塔顶馏出液中含氯苯不高于2%。原料液中含氯苯为35%(以上均为质量%)。 二、操作条件 1.塔顶压强4kPa(表压); 2.进料热状况,自选; 3.回流比,自选; 4.塔釜加热蒸汽压力506kPa; 5.单板压降不大于0.7kPa; 6.年工作日330天,每天24小时连续运行。 三、设计内容 1.设计方案的确定及工艺流程的说明; 2.塔的工艺计算; 3.塔和塔板主要工艺结构的设计计算; 4.塔内流体力学性能的设计计算; 5.塔板负荷性能图的绘制; 6.塔的工艺计算结果汇总一览表; 7.辅助设备的选型与计算; 8.生产工艺流程图及精馏塔工艺条件图的绘制; 9.对本设计的评述或对有关问题的分析与讨论。 四、基础数据 1.组分的饱和蒸汽压οi p(mmHg)
2.组分的液相密度ρ(kg/m 3) 纯组分在任何温度下的密度可由下式计算 苯 t A 187.1912-=ρ 推荐:t A 1886.113.912-=ρ 氯苯 t B 111.11127-=ρ 推荐:t B 0657.14.1124-=ρ 式中的t 为温度,℃。 3.组分的表面张力σ(mN/m ) 双组分混合液体的表面张力m σ可按下式计算: A B B A B A m x x σσσσσ+= (B A x x 、为A 、B 组分的摩尔分率) 4.氯苯的汽化潜热 常压沸点下的汽化潜热为35.3×103kJ/kmol 。纯组分的汽化潜热与温度的关系可用下式表示: 38 .01238.012??? ? ??--=t t t t r r c c (氯苯的临界温度:C ?=2.359c t ) 5.其他物性数据可查化工原理附录。 附参考答案:苯-氯苯板式精馏塔的工艺计算书(精馏段部分)
水处理计算公式
生物处理基本公式一 项目公式说明反应速度S—底物 S y?X z? P X —合成细胞 P――最终产物 dX dS y —y 又称产率系数,mg (生物量)/mg (降 dt dt解的底物) dX S— —底物浓度,冋P S y dS X ——合成细胞浓度或微生物浓度,冋p 反应级数dS n k— —-反应速度常数,随温度而异 v kS n dt n反应级数 Ig v n IgS Igk 零级反应dS v-反应速度 v k,k,S S0 kt dt t— —-反应时间 k——-反应速度常数,随温度而异 一级反应dS v kS kS, dt k IgS Ig S o一t 2.3 零级反应dS?—2 v kS2kS2, dt 11 kt S S o 米氏方程(表示酶dX 促反应速度与底物v v max S v酶反应速度,例如v X dt K S 浓度的关系)K m o V max-—最大酶反应速度 4K44P—底物浓度 1K m11K m —-一米氏常数 v V max S V max 莫诺特方程(表示Q 微生物比增长速度max□—微生物比增长速度,V X 与底物浓度的关K s S X 系)HY M max-—□的最大值,即底物浓度很大,不影y dX v X——响微生物增长速度时的卩值 dS V s q S— —-底物浓度 K s饱和常数
生物处理基本公式二 劳伦斯迈卡蒂公式(有机物比Y q max丫q max q底物比降解速度,q 上 降解速度与底X 物浓度的关系)S q q max 又有q VS dS K s S X X dt K i反应常数,K i q max ①P〉K s时, q q max K2 - -反应常数,K2q max K s dS X q max X K dt ②K s〉p时, S q q max K S dS S X q max X S K2 dt K S 劳伦斯迈卡蒂 dS S 第一方程由:q q max X dt K s S 「dS X S 得到:——q max dt K s S 劳伦斯迈卡蒂 dX dS dX 第二方程Y K d X——微生物净增长速度 dt g dt u dt g dX dS d , Y—- ――底物利用(或降解)速度 dt g dt u dt u K d X X Y ― ―-产率系数,同y K d- 内源呼吸(或衰减)系数 T q r\p x反应器中微生物浓度 dX/□反应器中微生物比净增长速度 V9c-污泥龄,d dt g1 X V c 1 故得到:一 c Y q K d 简化版dX dS Y obs-一实际工程中,产率系数Y常以实际—Y ob测得的观测产率系数Y obs替代 dt g s dt u
聚丙烯生产工艺计算
聚丙烯生产工艺计算 第一节主催化剂和助催化剂的配比计算 一、主催化剂配比的计算 主催化剂(FT4S或GF2A)的配制一般用加热至70℃的油脂混合物来配制(油脂比例为2:1),此时油脂混合物的比重为0.85,常温下油脂混合物的比重为0.89(10℃),假设主催化剂一桶为85kg,比重为1.8,在生产上一般要求配制成200g主催化剂/l催化剂膏,计算所要加入的油脂量为多少? 解:由题意得: ∵85kg主催化剂配制成浓度为200g主催化剂/l催化剂膏的总体积为: 85/0.2=425(l)(10℃) 其中85kg主催化剂所占体积为 85/1.8=47.22(l) ∴主催化剂膏中油脂体积为: 425-47.22=377.8(l)(10℃) ∴10℃时油脂总量为: 377.8×0.89=336.242(kg) ∵油:脂=2:1 ∴需要脂为:336.242×1/3=112.08(kg) 需要油为:336.242-112.08=224.16(kg) 另外,加入的油脂体积为: V70℃·d70℃= V10℃·d10℃ V70℃·0.85=377.8×0.89 V70℃=395.6(l) ∴要将85kg主催化剂配制成200g主催化剂/l催化剂膏所需加入70℃的油脂混合物为395.6(l),每kg主催化剂所需加入的油脂为:395.6/85=4.65(l)。 在实际配制过程中,可根据上述计算方法进行。例如:要将一桶主催化剂配
制成200g主催化剂/l催化剂膏,只要将主催化剂净重乘以4.65l即是所加入的油脂量。再从仪表上设定即可。 二、低浓度给电子体(DONOR)的配制 不同的产品在生产中要求加入的给电子体量也不同,为了提高操作的灵活性,一般要准备100%和25%两种浓度的给电子体。低浓度DONOR用已烷配制。 已知:Donor的比重d420=0.947,已烷的比重d420=0.82,设需要配制500kg 浓度为25%(wt)的Donor溶液,计算所需加入的已烷量? 解:由题意得: ∵500kg浓度为25%(wt)的Donor净重:W=500×25%=125(kg) ∴所需要加入的已烷体积:V=(500-W)/0.82=(500-125)/0.82=457.3(l) ∴需配制500kg浓度为25%(wt)的Donor,要加入Donor为125kg,已烷为457.3(l)。 第二节工艺操作计算 一、物料衡算知识简介 1.质量守恒定律 在物理变化过程中,变化前后各物质的总量及各单元组分的量都保持不变。 在化学变化过程中,改变的是物质的性质,但变化前后,物质的总量不变,即参加反应的物质的总量等于反应后生成的物质总量。质量守恒定律又叫物质不灭定律,即参加反应的总量等于反应后生成的物质总量,是物料衡算的理论基础。 2.物料衡算 物料衡算是质量守恒定律的一种表现形式。依此定律:凡引入某一设备进行操作的物料质量,必须等于操作后所得产品的质量,但在实际操作中物料不可避免有损失,所以输出的量较输入的量少,其差值为物料损失量,即:输入量=输出量+损失量 上式适用于整个过程,也适用于任何一个步骤。在物料衡算中,可以做总的
水处理设备常用计算公式
水处理设备常用计算公式 基础数据: 直径(D)、填高(H)、流速(S)、比重(ρ)、体积(V)、重量(G)、出水量(Q)、原水硬度(C)、原水含盐量(Y)、再生周期(T)、 再生剂耗量[工业盐(F1)、盐酸(F2)、氢氧化钠(F3) ] 活性炭9元/公斤,石英砂0.7元/kg,树脂9元/kg 机械过滤器一般流速S=8m/h 活性炭过滤器一般流速S=8-10m/h 钠床、阳床、阴床一般流速S=15-20m/h 混床一般流速S=30-40m/h 石英砂比重ρ=1800Kg/m3 活性炭比重ρ=450Kg/m3 阳树脂比重ρ=820Kg/m3(漂莱特) 阴树脂比重ρ=700Kg/m3(漂莱特) 阳树脂交换容量800mmol/m3 阴树脂交换容量300mmol/m3 1、过滤器: 滤料体积V=0.785×D2×H 滤料重量G=V×ρ 出水量Q=0.785×D2×S 2、钠床:(阳树脂) 滤料体积V=0.785×D2×H 滤料重量G=V×ρ 出水量Q=0.785×D2×S 再生周期T=V×800×50÷C÷Q 再生剂耗量-工业盐F1=V×800×1.8×0.0585
3、阳床:(阳树脂) 滤料体积V=0.785×D2×H 滤料重量G=V×ρ 出水量Q=0.785×D2×S 再生周期T=V×800×58.5÷Y÷Q 再生剂耗量-盐酸F2=V×800×3×0.0365÷0.35 4、阴床:(阴树脂) 滤料体积V=0.785×D2×H 滤料重量G=V×ρ 出水量Q=0.785×D2×S 再生周期T=V×300×58.5÷Y÷Q 再生剂耗量-氢氧化钠F3=V×300×4×0.04 5、混床: (阳、阴树脂比例为1:2;筒体直径<500mm填料高度为1350;筒体直径>500 mm 填料高度为1800:) 阳树脂体积V1=0.785×D2×H÷3 阳树脂重量G1=V1×ρ 阴树脂体积V2=0.785×D2×H×2÷3 阴树脂重量G2=V2×ρ 出水量Q=0.785×D2×S 再生周期T=V2×300×58.5÷Y÷Q 再生剂耗量-盐酸F2=V1×800×3×0.0365÷0.35 再生剂耗量-氢氧化钠F3=V2×300×4×0.04
水处理计算方法
1. 工程上计算时,水管路,压力常见为0.1--0.6MPa,水在水管中流速在1--3米/秒,常取1.5米/秒。 流量=管截面积X流速=0.002827X管径^2X流速(立方米/小时)^2:平方。管径单位:mm 管径=sqrt(353.68X流量/流速) sqrt:开平方 饱和蒸汽的公式与水相同,只是流速一般取20--40米/秒。 如果需要精确计算就要先假定流速,再根据水的粘度、密度及管径先计算出雷诺准数,再由雷诺准数计算出沿程阻力系数,并将管路中的管件(如三通、弯头、阀门、变径等)都查表查出等效管长度,最后由沿程阻力系数与管路总长(包括等效管长度)计算出总管路压力损失,并根据伯努利计算出实际流速,再次用实际流速按以上过程计算,直至两者接近(叠代试算法)。因此实际中很少友人这么算,基本上都是根据压差的大小选不同的流速,按最前面的方法计算。 2. 管道的水力计算包括长管水力计算和短管水力计算。区别是后者在计算时忽略了局部水头损失,只考 虑沿程水头损失。(水头损失可以理解为固体相对运动的摩擦力) 以常用的长管自由出流为例,则计算公式为 H=(v^2*L)/(C^2*R), 其中H为水头,可以由压力换算, L是管的长度, v是管道出流的流速, R是水力半径R=管道断面面积/内壁周长=r/2, C是谢才系数C=R^(1/6)/n, n是糙率,其大小视管壁光洁程度,光滑管至污秽管在0.011至0.014之间取。 呵呵,计算这个比较麻烦,短管计算更麻烦,公式不好打。总之,只知道压力和管径,无法算得流速的,因为管道起始端压力一定,管道的流速和管长和糙率成反比。 3. 我公司的一个车间内自来水量不够,现需增加。 开车时用水量在60个立方以上,但现在肯定达不到 不知道是增加管径好,还是加个增压泵好? 我的流体力学书丢了,现在没法算出60个立方,压力0.1MPa(表压)时,选用多少管径比较节能? 主管道大概有55米,每根次管道是3米到30米不等。 请高手帮我算下,或者给出公式。 问题补充:5寸的话根据我大约的计算(算他管径全算是5寸,共90米) (100*0.03^(1/3)/(9.817*90*(1/0.03)*0.012^2))^0.5*3.14*0.06^2*3600=110.151459649598 会不会太大了? 上面这个算是1是忽略了小管径的管子对流量的束缚;2是忽略了局部水头损失. 麻烦帮我想想看。 4. 选4"管道比较合适。保守的话就选5"的。 按照流量计算公式:V(流量)=v(流速)*0.25πD(管子内径)^2 流量V=1/60m/s 流速v取2m/s 计算得D=0.103m 当然,如果你取的流速越大管径就越小,但你给的水压力也不高,管道又比较长,所有取的2/s
机械加工工艺、工时计算、生产成本、工艺拟定总则.doc
12 机械加工工艺路线的拟订 表面加工方法的选择: 表面加工方案的选择应根据零件各表面所要求的加工精度、表面粗糙度和零件 结构特点,选用相应的加工方法和加工方案。 1、根据加工表面的技术要求,尽可能采用经济加工精度方案。 2、根据工件材料的性质及热处理,选用相应的加工方法。 如:淬火钢的精加工要用磨削,有色金属的精加工为避免磨削时堵塞砂轮,则 用调整精细车或精细镗等调整切削的方法。 3、考虑工件的结构开关和尺寸。 4、结合生产类型考虑生产率和经济性。 5、考虑本厂(或本车间)的现有设备善和技术条件。 加工阶段的划分: 零件的加工质量要求较高时,应把整个加工过程划分为以下几个阶段: 主要任务是切除大部分加工余量, 应着重考虑如何获得高 的生产率。 完成次要表面的加工,并为主要表面的精加工做好准备。 尺寸精度和减小表面粗糙度值。 工序的集中与分散: 1、粗加工阶段。 2、半精加工阶段。 3、精加工阶段。 使各主要表面达到图样规定的质量要求。 4、光整加工阶段。 质量要求很高的表面,需进行光整加工,以进一步提高
工序集中和工序分散是拟订工艺路线时,确定工序数目的两种不同的原则。 四、加工顺序的安排: 复杂工件的机械加工工艺路线中要经过切削加工、热处理和辅助工序。因此, 在拟订工艺路线时,工艺人员要全面地把切削加工、热处理和辅助工序古老一直 加以考虑。 五、机床及工艺装备的选择: 1、机床设备的选择。 2、工艺设备的选择。 各种加工方法所能达到的经济精度、表面粗糙度值以及表面开关、位置精度 可查阅《金属加工工艺人员手册》。下面列出一些常用的以作参考: 表1-1 外圆表面加工方法 13
精馏塔的工艺计算
2 精馏塔的工艺计算 2、1精馏塔的物料衡算 2、1、1基础数据 (一)生产能力: 10万吨/年,工作日330天,每天按24小时计时。 (二)进料组成: 乙苯212、6868Kmol/h;苯3、5448 Kmol/h;甲苯10、6343Kmol/h 。 (三)分离要求: 馏出液中乙苯量不大于0、01,釜液中甲苯量不大于0、005。 2、1、2物料衡算(清晰分割) 以甲苯为轻关键组分,乙苯为重关键组分,苯为非轻关键组分。 01.0=D HK x ,005.0=W LK x , 表2、1 进料与各组分条件 由《分离工程》P65式3-23得: ,1 ,,1LK i LK W i HK D LK W z x D F x x =-=--∑ (式2、 1) 2434.13005 .001.01005 .0046875.0015625.08659.226=---+? =D Kmol/h W=F-D=226、8659-13、2434=213、6225Kmol/h 0681.1005.06225.21322=?==W X W ,ωKmol/h 编号 组分 i f /kmol/h i f /% 1 苯 3、5448 1、5625 2 甲苯 10、6343 4、6875 3 乙苯 212、6868 93、7500 总计 226、8659 100
5662.90681.16343.10222=-=-=ωf d Kmol/h 132434.001.02434.1333=?==D X D d ,Kmol/h 5544.212132434.06868.212333=-=-=d f ωKmol/h 表2-2 物料衡算表 2、2精馏塔工艺计算 2、2、1操作条件的确定 一、塔顶温度 纯物质饱与蒸气压关联式(化工热力学 P199): C C S T T x Dx Cx Bx Ax x P P /1)()1()/ln(635.11-=+++-=- 表2-3 物性参数 注:压力单位0、1Mpa,温度单位K 编号 组分 i f /kmol/h 馏出液i d 釜液i ω 1 苯 3、5448 3、5448 0 2 甲苯 10、6343 9、5662 1、0681 3 乙苯 212、6868 0、1324 212、5544 总计 226、8659 13、2434 213、6225 组份 相对分子质量 临界温度C T 临界压力C P 苯 78 562、2 48、9 甲苯 92 591、8 41、0 乙苯 106 617、2 36、0 名称 A B C D
生产工艺基本计算
目录 前言 (3) 主要工艺参数的选择 (6) 一、工艺计算 (6) (一)、发酵罐容积 (6) (二)、菌种及发酵车间设计 (7) 1、菌种扩大培养流程 (7) 2、流加培养流程 (7) (三)、物料计算 (8) 1、发酵罐耗糖 (8) 2、发酵罐耗玉米浆量 (8) 3、发酵罐耗氮(NH4)2SO4)量 (9) 4、发酵罐耗碱液量 (9) 5、发酵罐耗磷量(KH2PO4以P2O5计) (9) 6、二级种子罐耗糖量 (10) 7、种子培养消耗的计算 (10) (四)、热量衡算 (10) 1、糖液灭菌耗汽量 (11) 2、空罐灭菌 (11) 3、冷却用水 (11) (五)、种子罐计算 (11) (六)、二级种子罐的过滤器计算 (13)
1、求滤层厚度 (13) 2、求压力降 (13) 3、求分滤器的直径 (14) 4、总过滤器工艺设计 (15) (七)、酵母干燥 (16) 二、设备选型 (16) 三、设计心得 (16)
前言 我国的酵母工业化生产始于1922 年,由上海大华利卫生食料厂首家生产压榨面包酵母,至今已有80 多年的历史。 (一)高活性干酵母产业 我国活性干酵母的研究和开发始于20 世纪70 年代。1974 年上海酵母厂首先试制和生产了面包活性干酵母,改革开放的国策则大大加快了高活性酵母产业的发展速度。20 世纪80 年代中期,广东率先引进了国外先进的高活性干酵母的生产技术和设备,建成了两家大型的具有当代国际先进水平的高活性干酵母生产企业,即广东丹宝利酵母公司和广东梅山一马利酵母公司。 目前,我国生产高活性干酵母的国有企业主要有湖北安琪酵母公司、广东丹宝利酵母公司,中澳合资的梅山一马利酵母公司和哈尔滨一马利酵母公司等数家。 (二)食用酵母抽提物生产 从20 世纪70 年代起,我国多家研究机构就开始研究和开发利用活性酵母生产食用酵母抽提物,作为食用营养调味品。由于我国的饮食习惯和消费结构与欧美国家不同,鲜味剂以味精为主,味精在我国鲜味剂市场上占据绝对的主导地位。酵母抽提物产品作为食用调味品不仅具有鲜味,同时因含有20 余种氨基酸和肤类物质,因而具有营养价值高,味道醇厚、抗氧化性等优点。目前,酵母抽提物主要应用在加工食品行业。 (三)活性酵母产品 目前,我国市场上商品活性酵母的主要品种有以下几类。 1)面包酵母是指以糖蜜、淀粉质原料,经发酵法通风培养的酿酒酵母(Saccharomyces cere - visia ),制得的有发酵活性的用于发面的面包酵母。 根据其生产工艺、活性高低和含水分的不同又分为: ( l )鲜酵母 产品具有强的发酵活性,由新鲜酵母菌体所组成的块状产品,含水分70 %一73 % ,俗称压榨酵母(Compressed yeast )。 (2 )活性干酵母 该类产品是将具有强壮发酵活性的鲜酵母,经过低温脱水后制成的有发酵活性的干酵母菌体,产品呈颗粒状,含水分为7.0%一8. 5 %。 ( 3 )高活性干酵母 该产品是将鲜酵母经过低温脱水后制得的具有高活性的干酵母菌体,活性大大高于普通的活性干酵母,且发酵速度快,溶解性能好。产品呈细小颗粒状,含水分为5.0 %一6.0 % ,采用真空包装。 2)酿酒活性干酵母该产品是以糖蜜、淀粉质原料,发酵通风培养得到的酿酒酵母
精馏塔的工艺计算
2 精馏塔的工艺计算 精馏塔的物料衡算 基础数据 (一)生产能力: 10万吨/年,工作日330天,每天按24小时计时。 (二)进料组成: 乙苯h ;苯 Kmol/h ;甲苯h 。 (三)分离要求: 馏出液中乙苯量不大于,釜液中甲苯量不大于。 物料衡算(清晰分割) 以甲苯为轻关键组分,乙苯为重关键组分,苯为非轻关键组分。 01.0=D HK x ,005.0=W LK x , 表 进料和各组分条件 由《分离工程》P65式3-23得: ,1 ,,1LK i LK W i HK D LK W z x D F x x =-=--∑ (式2. 1) 2434.13005 .001.01005 .0046875.0015625.08659.226=---+?=D Kmol/h W=F-D= 0681 .1005.06225.21322=?==W X W ,ω编号 组分 i f /kmol/h i f /% 1 苯 2 甲苯 3 乙苯 总计 100
5662.90681.16343.10222=-=-=ωf d 132434 .001.02434.1333=?==D X D d ,5544.212132434.06868.212333=-=-=d f ω 表2-2 物料衡算表 精馏塔工艺计算 操作条件的确定 一、塔顶温度 纯物质饱和蒸气压关联式(化工热力学 P199): C C S T T x Dx Cx Bx Ax x P P /1)()1()/ln(635.11-=+++-=- 表2-3 物性参数 注:压力单位,温度单位K 编号 组分 i f /kmol/h 馏出液i d 釜液i ω 1 苯 0 2 甲苯 3 乙苯 总计 组份 相对分子质量 临界温度C T 临界压力C P 苯 78 甲苯 92 乙苯 106 名称 A B C D
污水处理厂工艺流程设计计算
1概述 1.1 设计依据 本设计采用的主要规范及标准: 《城市污水处理厂污染物排放标准(GB18918-2002)》二级排放标准 《室外排水设计规范》(1997年版)(GBJ 14-87) 《给水排水工程概预算与经济评价手册》 1.2 设计任务书(附后) 2原水水量与水质和处理要求 2.1 原水水量与水质 Q=60000m3/d BOD 5 =190mg/L COD=360mg/L SS=200mg/L NH 3 -N=45mg/L TP=5mg/L 2.2处理要求 污水排放的要求执行《城镇污水处理厂污染物排放标准(GB18918-2002)》二级排放标准: BOD 5 ≤30mg/L COD≤100mg/L SS≤30mg/L NH 3 -N≤25(30)mg/L TP≤3mg/L 3污水处理工艺的选择 本污水处理厂水质执行《城镇污水处理厂污染物排放标准(GB18918-2002)》二 级排放标准,其污染物的最高允许排放浓度为:BOD 5 ≤30mg/L;COD≤100mg/L;SS≤ 30mg/L;NH 3 -N≤25(30)mg/L;TP≤3mg/L。 城市污水中主要污染物质为易生物降解的有机污染物,因此常采用二级生物处理的方法来进行处理。 二级生物处理的方法很多,主要分两类:一类是活性污泥法,主要包括传统活性污泥法、吸附—再生活性污泥法、完全混合活性污泥法、延时活性污泥法(氧化沟)、AB 工艺、A/O工艺、A2/O工艺、SBR工艺等。另一类是生物膜法,主要包括生物滤池、生物转盘、生物接触氧化法等工艺。任何工艺都有其各自的特点和使用条件。 活性污泥法是当前使用比较普遍并且有比较实际的参考数据。在该工艺中微生物在处理单元内以悬浮状态存在,因此与污水充分混合接触,不会产生阻塞,对进水有机物 浓度的适应范围较大,一般认为BOD 5 在150—400 mg/L之间时,都具有良好的处理效果。但是传统活性污泥处理工艺在处理的多功能性、高效稳定性和经济合理性方面已经难以满足不断提高的要求,特别是进入90年代以来,随着水体富营养化的加剧,我国明确制定了严格的氨氮和硝酸盐氮的排放标准,从而各种具有除磷、脱氮功能的污水处理工艺:如 A/O工艺、A2/O工艺、SBR工艺、氧化沟等污水处理工艺得到了深入的研究、开发和广泛的应用,成为当今污水处理工艺的主流。 该地的污水中BOD 5 在190mg/L左右,要求出水BOD 5 低于30mg/L。在出水的水质中,
精馏塔的工艺计算
2 精馏塔得工艺计算 2、1精馏塔得物料衡算 2、1、1基础数据 (一)生产能力: 10万吨/年,工作日330天,每天按24小时计时。 (二)进料组成: 乙苯212、6868Km ol/h;苯3、5448 Kmol/h;甲苯10、6343Kmo l/h 。 (三)分离要求: 馏出液中乙苯量不大于0、01,釜液中甲苯量不大于0、005。 2、1、2物料衡算(清晰分割) 以甲苯为轻关键组分,乙苯为重关键组分,苯为非轻关键组分。 表2、1 进料与各组分条件 由《分离工程》P65式3-23得: ? Km ol /h W=F-D =226、8659-13、2434= 213、6225Kmol/h Km ol/h K mo l/h K mol/h Kmo l/h 表2-2 物料衡算表 2、2精馏塔工艺计算 2、2、1操作 编号 组分 /kmol/h /% 1 苯 3、5448 1、5625 2 甲苯 10、6343 4、6875 3 乙苯 212、6868 93、7500 总计 226、8659 100 编号 组分 /km ol/h 馏出液 釜液 1 苯 3、5448 3、5448 0 2 甲苯 10、6343 9、5662 1、0681 3 乙苯 212、6868 0、1324 212、5544 总计 226、8659 13、2434 213、6225
条件得确定 一、塔顶温度 纯物质饱与蒸气压关联式(化工热力学 P199): 表2-3 物性参数 注:压力单位0、1Mp a,温度单位K 表2-3饱与蒸汽压关联式数据 以苯为例, . 033213.1434.098273.6()434.01()(1?+?-? -=-C S P P In 同理,可得 露点方程:,试差法求塔顶温度 表2-4 试差法结果统计 二、塔顶压力 塔顶压力 三、塔底温度 泡点方程: 试差法求塔底温度 组份 相对分子质量 临界温度 临界压力 苯 78 562、2 48、9 甲苯 92 591、8 41、0 乙苯 106 617、2 36、0 名称 A B C D 苯 -6、98273 1、33213 -2、62863 -3、33399 甲苯 -7、28607 1、38091 -2、83433 -2、79168 乙苯 -7、48645 1、45488 -3、37538 -2、2304 8