钕铁硼标准
无锡电机钕铁硼磁铁执行标准

无锡电机钕铁硼磁铁执行标准
无锡电机钕铁硼磁铁是一种高性能永磁材料,具有较高的磁能积、矫顽力、磁导率、抗腐蚀性等性能。
以下是无锡电机钕铁硼磁铁执行标准的中文介绍:
1、材料:无锡电机钕铁硼磁铁应符合相关的国家标准和行业标准,并且应满足客户的要求。
2、表述方式:无锡电机钕铁硼磁铁通常采用BHmax数值表示,即钕铁硼磁铁的最大磁能积(单位:kJ/m3)。
4、外观:无锡电机钕铁硼磁铁的外观应满足相关标准,并且不应具有明显的表面裂纹、划痕、气孔等瑕疵。
6、绝缘性能:无锡电机钕铁硼磁铁应具备良好的绝缘性能,在使用过程中不应出现短路、漏电等现象。
7、耐腐蚀性:无锡电机钕铁硼磁铁通常要求具备较好的耐腐蚀性能,可在酸碱环境下正常使用。
8、磁铁边角保护:为了保护无锡电机钕铁硼磁铁的边角不受损伤,通常采用一些保护措施,比如在边角上附加一些塑料或橡胶材料。
总之,无锡电机钕铁硼磁铁执行标准的中文介绍主要包括上述内容,这些标准有利于保证磁铁的质量和使用效果,也能够满足客户的不同需求。
GB

第 3部 分:产品标 准编写规定》为原则,率着保 持标准 的连续性 ,对原标准 的技术 内容进行必要 的补充和修改 ,同时注重积极采纳 国际标准而编 制的。
规范市场 、统一检测方法 、提高和控制 产品质量 等方 面将 发 挥 显 著 的作用 。原 G f 36 —9 2 B F 15019 《 烧结钕铁硼永磁材料 》国家标准是 19 92年制订 的 近年来 ,由于电子计算机 、寻呼机 、移动电 话 、汽车 电话等通讯设备的普及 和节能汽车的高 速发展 ,以及钕铁硼永磁材料具有 比其它永磁材 料更优异的磁性能和更丰富 的原材料资源 、较低 的价格等优点 .全球对 高性能钕铁硼永磁材料的 需求迅速增长 ,稀 土永磁材料 的产量每年约 以 3 % 0 的幅度增长 。据有关资料报导 ,2 0 年我国烧结 00 钕铁硼生产厂家共计 10 5 多家, 产量已达 60 00吨。 产品 的性 能 及 外 观质 量 也 有 了很 大 的 提高 ,形 成 , 用多种用途的各种磁性能系列产品。为了适 适 宜国内外烧结钕铁硼永磁材料市场发展 的需要 . 包头稀土研究院负责承担 了该标 准的修订任 务 , 上海跃龙有色金属有 限公司 、中科 院三环公 司 、 北京京磁技术公司协助修订。 在这次修订 G / 3 6.9 2标准时 ,我们 BT 150 19 广泛搜集 了国 内外 的有关标准资料 、生产厂家和 瞒 的意见 ,对原标 准进行了重 大修改和补充 , 增加 厂中、高档磁能积和高矫顽力 的产品 。经修 m 舌的标 l : .更 符 合 当前 的 生 产 与使 用 情况 ,更 县有科学性 、先进性和可操作性 。为使有关方面 进 一步了解 国内外标准 状况 ,方便企业生产和贸 易交往 ,本 文结合 当前 烧结钕铁 硼永磁材料 的工 、现状 ,对新标准进行综合评述 。
(企业标准)钕铁硼性能表

企业标准本标准等效于:GB/T 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查) GB/T 3217 永磁(硬磁)材料磁性试验方法GB/T 9637 磁学基本术语和定义GB/T 13560 烧结钕铁硼磁体XB/T 903 烧结钕铁硼磁体表面镀覆层烧结钕铁硼磁体2009-2-10 发布2009-3-1实施目次前言 (Ⅱ)1 范围 (1)2 规范性引用文件 (1)3 定义和术语 (1)4材料分类与牌号 (1)5技术要求 (1)6 试验方法 (1)7 检验规则 (2)8.标志、包装、运输 (2)前言本标准起草单位:本标准主要起草人:烧结钕铁硼磁体1.范围本标准规定了烧结钕铁硼磁体的分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于粉末冶金工艺生产的烧结钕铁硼磁体。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T 3217 永磁(硬磁)材料磁性试验方法GB/T 9637 磁学基本术语和定义GB/T 13560 烧结钕铁硼磁体XB/T 903 烧结钕铁硼磁体表面镀覆层3.术语与定义本标准采用下列定义:3.1 主要磁性能:包括永磁材料的剩磁(Br)、磁极化强度矫顽力(内禀矫顽力)(HcJ)、磁感应强度矫顽力(矫顽力)(HcB)、最大磁能积((BH)max)3.2 辅助磁性能:包括永磁材料的相对回复磁导率(μrec)、剩磁温度系数(α(Br)),磁极化强度矫顽力温度系数(β(HcJ))。
4.材料分类与牌号4.1 材料分类:烧结钕铁硼磁体按磁极化强度矫顽力大小分为低矫顽力N、中等矫顽力M、高矫顽力H、特高矫顽力SH、超高矫顽力UH、极高矫顽力EH、甚高矫顽力TH七大类产品。
钕铁硼-MSDS--16项标准NEW

六、Accidental release measures泄漏处理方法
when the material exists in very small powder以微细粉末存在时.
Hazardclassification物品危害分类:
四、First-aid measure急救措施
First aid measure for different exposure不同暴露途径之急救方法:
when the material exists in very small powder以微细粉末存在时.
Project control工程控制:Entirety ventilation equipment整体换气装置
when the material exists in very small powder以微细粉末存在时.
Personal protection个人防备设施:
•Breath protect呼吸防备:Ware mask against dust while welting and melting.焊接或熔炼时,配戴防尘口罩正压式自卷式呼吸防护具。
MaterialSafety DataSheet
物质安全资料表
一、Product & CompanyInformation物品与厂商资料
Product Name物品名称:Magnet磁铁
Item No物品编号.:NdFeBmagnet钕铁硼
Address:
CompanyName:
制造商或供应商名称、地址及电话:
钕铁硼 牌号性能表 磁学换算参量 流程 表面处理
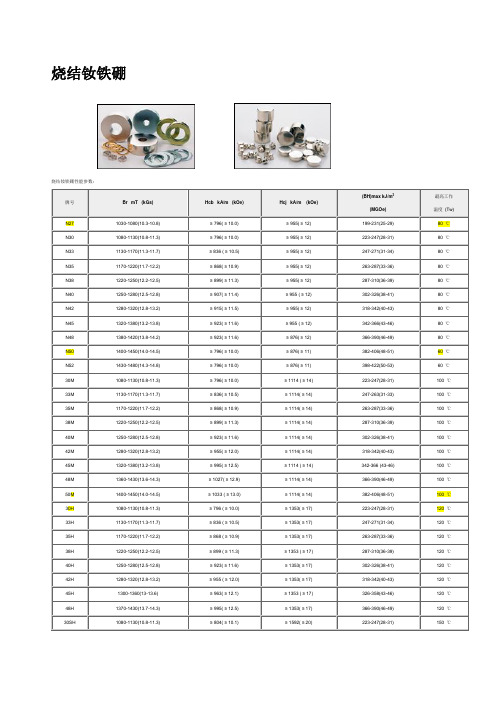
烧结钕铁硼烧结钕铁硼性能参数:牌号Br mT (kGs) Hcb kA/m (kOe) Hcj kA/m (kOe)(BH)max kJ/m3(MGOe)最高工作温度(Tw)N27 1030-1080(10.3-10.8) ≥ 796( ≥ 10.0) ≥ 955( ≥ 12) 199-231(25-29) 80 ℃N30 1080-1130(10.8-11.3) ≥ 796( ≥ 10.0) ≥ 955( ≥ 12) 223-247(28-31) 80 ℃N33 1130-1170(11.3-11.7) ≥ 836 ( ≥ 10.5) ≥ 955( ≥ 12) 247-271(31-34) 80 ℃N35 1170-1220(11.7-12.2) ≥ 868( ≥ 10.9) ≥ 955( ≥ 12) 263-287(33-36) 80 ℃N38 1220-1250(12.2-12.5) ≥ 899( ≥ 11.3) ≥ 955( ≥ 12) 287-310(36-39) 80 ℃N40 1250-1280(12.5-12.8) ≥ 907( ≥ 11.4) ≥ 955 ( ≥ 12) 302-326(38-41) 80 ℃N42 1280-1320(12.8-13.2) ≥ 915( ≥ 11.5) ≥ 955( ≥ 12) 318-342(40-43) 80 ℃N45 1320-1380(13.2-13.8) ≥ 923( ≥ 11.6) ≥ 955 ( ≥ 12) 342-366(43-46) 80 ℃N48 1380-1420(13.8-14.2) ≥ 923( ≥ 11.6) ≥ 876( ≥ 12) 366-390(46-49) 80 ℃N50 1400-1450(14.0-14.5) ≥ 796( ≥ 10.0) ≥ 876( ≥ 11) 382-406(48-51) 60 ℃N52 1430-1480(14.3-14.8) ≥ 796( ≥ 10.0) ≥ 876( ≥ 11) 398-422(50-53) 60 ℃30M 1080-1130(10.8-11.3) ≥ 796( ≥ 10.0) ≥ 1114 ( ≥ 14) 223-247(28-31) 100 ℃33M 1130-1170(11.3-11.7) ≥ 836( ≥ 10.5) ≥ 1114( ≥ 14) 247-263(31-33) 100 ℃35M 1170-1220(11.7-12.2) ≥ 868( ≥ 10.9) ≥ 1114( ≥ 14) 263-287(33-36) 100 ℃38M 1220-1250(12.2-12.5) ≥ 899( ≥ 11.3) ≥ 1114( ≥ 14) 287-310(36-39) 100 ℃40M 1250-1280(12.5-12.8) ≥ 923( ≥ 11.6) ≥ 1114( ≥ 14) 302-326(38-41) 100 ℃42M 1280-1320(12.8-13.2) ≥ 955( ≥ 12.0) ≥ 1114( ≥ 14) 318-342(40-43) 100 ℃45M 1320-1380(13.2-13.8) ≥ 995( ≥ 12.5) ≥ 1114 ( ≥ 14) 342-366 (43-46) 100 ℃48M 1360-1430(13.6-14.3) ≥ 1027( ≥ 12.9) ≥ 1114( ≥ 14) 366-390(46-49) 100 ℃50M 1400-1450(14.0-14.5) ≥ 1033 ( ≥ 13.0) ≥ 1114( ≥ 14) 382-406(48-51) 100 ℃30H 1080-1130(10.8-11.3) ≥ 796 ( ≥ 10.0) ≥ 1353(≥ 17) 223-247(28-31) 120 ℃33H 1130-1170(11.3-11.7) ≥ 836 ( ≥ 10.5) ≥ 1353( ≥ 17) 247-271(31-34) 120 ℃35H 1170-1220(11.7-12.2) ≥ 868 ( ≥ 10.9) ≥ 1353( ≥ 17) 263-287(33-36) 120 ℃38H 1220-1250(12.2-12.5) ≥ 899 ( ≥ 11.3) ≥ 1353 ( ≥ 17)287-310(36-39) 120 ℃40H 1250-1280(12.5-12.8) ≥ 923( ≥ 11.6) ≥ 1353( ≥ 17) 302-326(38-41) 120 ℃42H 1280-1320(12.8-13.2) ≥ 955 ( ≥ 12.0) ≥ 1353( ≥ 17) 318-342(40-43) 120 ℃45H 1300-1360(13-13.6) ≥ 963( ≥ 12.1) ≥ 1353 ( ≥ 17) 326-358(43-46) 120 ℃48H 1370-1430(13.7-14.3) ≥ 995( ≥ 12.5) ≥ 1353( ≥ 17) 366-390(46-49) 120 ℃30SH 1080-1130(10.8-11.3) ≥ 804( ≥ 10.1) ≥ 1592( ≥ 20) 223-247(28-31) 150 ℃性能曲线粘结钕铁硼磁体粘结钕铁硼磁体是由快淬NdFeB磁粉和粘结剂混合通过“压制成型”或“注射成型”制成的磁体。
粘结钕铁硼磁体

粘结钕铁硼磁体粘结钕铁硼磁体是由快淬NdFeB磁粉和粘结剂混合通过“压制成型”或“注射成型”制成的磁体。
粘结磁体的尺寸精度极高,可以做成形状相对复杂的磁元器件,且具有一次成型、多极取向等特点。
注射磁体机械强度高、还可在成型时和其它配套件注射成一体。
压制成型NdFeB 注塑成型NdFeB粘结钕铁硼性能参数性能和牌号BNP-6 BNP-8L BNP-8 BNP-8SR BNP-8H BNP-9 BNP-10 BNP-11 BNP-11L BNP-12L剩磁B r T(Gs) 0.55-0.620.60-0.64 0.62-0.69 0.62-0.66 0.61-0.65 0.65-0.70 0.68-0.72 0.70-0.74 0.70-0.74 0.74-0.80矫顽力H CB kA/m(k Oe) 285-370(3.6-4.6)360-400(4.5-5.0)385-445(4.8-5.6)410-465(5.2-5.8)410-455(5.2-5.7)400-440(5.0-5.5)420-470(5.3-5.9)445-480(5.6-6.0)400-440(5.0-5.5)420-455(5.3-5.7)内禀矫顽力H CJ kA/m(k Oe) 600-755(7.5-9.5)715-800(9-10)640-800(8-10)880-1120(11-14)1190-1440 (15-18)640-800(8-10)640-800(8-10)680-800(8.5-10)520-640(6.5-8)520-600(6.5-7.5)最大磁能积(BH) max44-56( 5.5-7 )56-64(7.0-8.0 )64-72(8.0-9.0 )64-72(8.0-9.0 )64-72(8.0-9.0 )70-76(8.8-9.5 )76-84(9.5-10.5 )80-88(10.0-11.0 )78-84(9.8-10.5 )84-92(10.5-11.5 )注塑成型NdFeB磁性能和物理特性铝镍钴永磁烧结铝镍钴铸造铝镍钴铝镍钴永磁是由金属铝、镍、钴、铁和其他微量金属元素构成的合金磁体,可通过烧结和铸造两种不同的工艺进行生产。
磁铁的材质及性能
磁铁的材质及性能一、磁铁的种类磁铁的种类很多,一般分为永磁和软磁两大类,我们所说的磁铁,一般都是指永磁磁铁,永磁磁铁又分二大分类:第一大类是:金属合金磁铁包括钕铁硼磁铁(Nd2Fe14B)、钐钴磁铁(SmCo)、铝镍钴磁铁(ALNiCO)第二大类是:铁氧体永磁材料(Ferrite)1、钕铁硼磁铁:它是目前发现商品化性能最高的磁铁,被人们称为磁王,拥有极高的磁性能,其最大磁能积(BHmax)高过铁氧体(Ferrite)10倍以上。
其本身的机械加工性能亦相当之好,工作温度最高可达200摄氏度。
而且其质地坚硬,性能稳定,有很好的性价比,故其应用极其广泛。
但因为其化学活性很强,所以必须对其表面凃层处理。
(如镀Zn,Ni,电泳、钝化等)。
2. 铁氧体磁铁:它主要原料包括BaFe12O19和SrFe12O19。
通过陶瓷工艺法制造而成,质地比较硬,属脆性材料,由于铁氧体磁铁有很好的耐温性、价格低廉、性能适中,已成为应用最为广泛的永磁体。
3. 铝镍钴磁铁:是由铝、镍、钴、铁和其它微量金属元素构成的一种合金。
铸造工艺可以加工生产成不同的尺寸和形状,可加工性很好。
铸造铝镍钴永磁有着最低可逆温度系数,工作温度可高达600摄氏度以上。
铝镍钴永磁产品广泛应用于各种仪器仪表和其他应用领域。
4、钐钴磁铁(SmCo):依据成份的不同分为SmCo5和Sm2Co17。
由于其材料价格昂贵而使其发展受到限制。
钐钴(SmCo)作为稀土永磁铁,不但有着较高的磁能积(14-28MGOe)、可靠的矫顽力和良好的温度特性。
与钕铁硼磁铁相比,钐钴磁铁更适合工作在高温环境中。
二、磁铁使用注意事项下面是关于磁铁的使用注意事项,在使用磁铁产品之前请您务必先行阅读。
1.磁铁在使用过程中应确保工作场所洁净,以免铁屑等细小杂质吸附在磁铁表面影响产品的正常使用。
2.钕铁硼磁铁适宜存放在通风干燥的室内,酸性、碱性、有机溶剂、水中、高温潮湿的环境容易使磁体产生锈蚀,镀层脱落磁体粉化退磁。
钕铁硼磁铁
Rare Earth Magnetic Materials Research Team
研发人员 13名(专业从事NdFeB稀土永磁体的研究) 研究领域 提高开发和制造技术
5
BAOTOU MAGNET
>> 磁体.价值最大化.马达工艺流程
磁体生产工艺流程
合金设计 合金制备
制粉 合金设计
烧结 时效 加工和表 面处理 充磁
Electro Plating Bath
Manu加fa工cturing
P电lat镀ing
Ins检pe测ction
4
{ 我们的优势
客户价值最大化 : 浦项包头磁性材料有限公司价值最大化以客户为中心,通过为客户提供专业的服务和解决方案, 最大限度地增强客户的竞争力。
浦项磁材
工业科学技术研究所
RIST
(POSCO Family)
150
N38UH 12.5 12.2 1.25 1.22 11.5 10.8 891 836 25 1989 38 35 302 279
180
N35UH 12.2 11.7 1.22 1.17 11.2 10.5 891 836 25 1989 35 33 279 263
180
N33UH 11.7 11.4 1.17 1.14 11 10.2 875 812 25 1989 33 30 263 239
POSCO Baotou Magnet
剩磁
10 10
15
20
25
矫顽力/kOe
6
200 220 230
50
45EH
42EH
42
40EH
35EH
35
33EH
30EH
烧结钕铁硼永磁材料产品技术标准2022
烧结钕铁硼永磁材料1 范围本标准规定了烧结钕铁硼永磁材料分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于烧结钕铁硼永磁材料。
2 规范性引用文件下列文件中的条款通过标准的引用而构成本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(包括勘误的内容)或修订版均不适用于本标准,然而鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 3217 永磁(硬磁)材料磁性能试验方法GB/T 9637 电工术语磁性材料与元件GB/T 13560 烧结钕铁硼永磁材料XB/T 903 烧结钕铁硼永磁材料表面电镀层3 术语和定义本标准基本术语和定义应符合GB/T 9637的规定并采用下列定义。
6.1主要磁性能包括永磁材料的剩余感应强度(剩磁)(B r)、磁极化强度矫顽力(内禀矫顽力)(H cj)、磁感应强度矫顽力(磁感矫顽力)(H cb)、最大磁能积((BH)max)、方形度Hk/Kcj。
6.2辅助磁性能包括永磁材料的相对回复磁导率(μrec)、剩余磁感应温度系数(α(B r))、磁极化强度矫顽力温度系数(α(H cJ))、居里温度(T C)。
4 材料分类4.1材料分类和牌号表示方法烧结钕铁硼产品按磁极化强度矫顽力大小分为普通矫顽力(N)、中等矫顽力(M)、高矫顽力(H)、特高矫顽力(SH)、超高矫顽力(UH)、极高矫顽力(EH)六大类产品。
每大类产品按最大磁能积大小划分具体牌号,其中基本牌号由英文字母和阿拉伯数字两部分组成,字母代表产品矫顽力分类,阿拉伯数字代表标称最大磁能积。
在基本牌号的基础上,加上T或者L-…T代表衍生牌号。
4.2基本牌号基本牌号有N25、N28、N30、N33、N35、N38、N40、N42、N45、N48、N50、N52、N54、N56、30M、33M、35M、38M、40M、42M、45M、48M、50M、52M、54M、56M、30H、33H、35H、38H、40H、42H、45H、48H、50H、52H、30SH、33SH、35SH、38SH、40SH、42SH、45SH、48SH、50SH、30UH、33UH、35UH、38UH、40UH、45UH、48UH、30EH、33EH、35EH、38EH、40EH、42EH。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钕铁硼标准本标准是以GB/T 1.3 一1997《标准化工作导则第l 单元:标准的起草与表述规则第3 部分:产品标准编写规定》为原则,对GB/T 13560 一1992《烧结钕铁硼永磁材料》的修订。
在修订本标准时,依据国内生产厂家的产品情况及用户对产品的要求,参考了IEC404-8-1(1986)及其补充2(1992)《磁性材料第8部分:特殊材料规范第一节硬磁材料标准规范》和国内外有关企业标准。
对原标准的技术内容进行了必要的补充和修改。
本标准参考了IEC 标准的永磁材料分类,钕铁硼合金的小类分类代号为R7。
本标准与GB/T 13560 一1992 的主要技术差异如下:1.在“引用标准”项中增加了标准GB/T 8170-1987《数值修约规则》、GB/T 9637-1988《磁学基本术语和定义》和GB/T 17803一1999《稀土产品牌号表示方法》。
2.对原标准中“术语、符号、单位”修改为“术语与定义”。
由于引用GB/T 9637—1988《磁学基本术语和定义》,取消了原来的磁学术语定义。
采用了IEC 404-8-l(1986)对永磁材料的磁性能划分为主要磁性能和辅助磁性能的方法,并对这两个术语分别进行了定义。
3.修改并增加了材料的牌号。
4.对附录A 的机械物理性能范围值修订为典型值。
5.新增加了附录C“钕铁硼永磁材料的主要成分、制造工艺及应用”内容。
本标准自实施之日起代替GB/T 13560一1992。
本标准的附录A、附录B、附录C 均为提示的附录。
本标准由国家发展计划委员会稀土办公室提出。
本标准由全国稀土标准化技术委员会归口。
本标准由包头稀土研究院负责起草。
本标准主要起草人:刘国征、马婕、王标、李泽军。
1 范围本标准规定了烧结钕铁硼永磁材料的主要磁性能、试验方法、检验规则和标志、包装、运输、贮存。
本标准同时给出了主要机械性能和辅助磁性能等其他物理性能的典型值。
本标准适用于粉末冶金工艺生产的烧结钕铁硼永磁材料。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 2828 一1987 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T 3217—1992 永磁(硬磁)材料磁性试验方法GB/T 8170 一1987 数值修约规则GB/T 9637 一1988 磁学基本术语和定义GB/T 17803—1999 稀土产品牌号表示方法3 术语与定义本标准采用下列定义,其它术语定义按G/T 9637 规定。
3.1 主要磁性能principal magnetic properties包括永磁材料的剩磁(Br、磁极化强度矫顽力(内禀矫顽力)(Hcj)、磁感应强度矫顽力(Hcb)、最大磁能积((BH)max)。
3.2 辅助磁性能additional magnetic properties.包括永磁材料的相对回复磁导率(μrec)、剩磁温度系数(α(Br))、磁极化强度矫顽力温度系数(α(Hcj))、居里温度(Tc)。
4 材料分类与牌号4.1 材料分类烧结钕铁硼永磁材料按磁极化强度矫顽力大小分为低矫顽力N、中等矫顽力M、高矫顽力H、特高矫顽力SH、超高矫顽力UH、极高矫顽力EH六类产品。
4.2 牌号每类产品按最大磁能积大小划分为若干个牌号(详见表1)。
4.3 牌号表示方法4.3.1 数字牌号04 80 ××第三层次表示钕产品级别(规格)第二层次表示钕次类产品(应用产品)第一层次表示钕大类产品(钕)牌号示例:048021 表示(BH)max为366~398kJ/m3,Hcj为800kA/m的烧结钕铁硼永磁材料。
4.3.2 字符牌号烧结钕铁硼永磁材料的牌号由主称和两种磁特性三部分组成。
第一部分为主称,有钕元素的化学符号Nd、铁元素的化学符号Fe 和硼元素化学符号B 组成,即NdFeB。
第二部分为斜线前的数字,是材料最大磁能积(BH)max的标称值(单位为kJ/m3);第三部分为斜线后的数字,是磁极化强度矫顽力Hcj值(单位为kA/m)的十分之一,数值采用四舍五入取整。
牌号示例:NdFeB380/80 表示(BH)max为366~398kJ/m3,Hcj为800kA/m的烧结钕铁硼永磁材料。
5 要求5.1 材料在23℃±3℃下的主要磁性能应符合表l的规定。
如需方有特殊要求,供需双方可另行协商。
材料的辅助磁性能仅供用户设计使用参考,不作验收依据。
表1 烧结钕铁硼永磁材料23℃±3℃下的磁性能材料主要磁性能BrTHcjkA/mHcbkA/m(BH)max种类数字牌号字符牌号kJ/m3最小值最小值最小值范围值048021 NdFeB 380/80 1.38 800 677 366~398048022 NdFeB 350/96 1.33 960 756 335~366048023 NdFeB 320/96 1.27 960 876 302~335048024 NdFeB 300/96 1.23 960 860 287~320048025 NdFeB 280/96 1.18 960 860 263~295048026 NdFeB 260/96 1.14 960 836 247~279N048027 NdFeB 240/96 1.03 960 796 223~256048031 NdFeB 320/110 1.27 l100 910 302~335M 048032 NdFeB 300/110 1.23 1100 876 287~320 048033 NdFeB 280/110 1.18 1100 860 263~295H 048041 NdFeB 300/135 1.23 l350 890 287~318 048042 NdFeB 280/135 1.18 l350 876 263~295048043 NdFeB 260/135 l.14 1350 844 247~279048044 NdFeB 240/135 1.08 1350 812 223~255表1 (完)材料主要磁性能BrTHcjkA/mHcbkA/m(BH)max种类数字牌号字符牌号kJ/m3最小值最小值最小值范围值048051 NdFeB 280/160 1.18 1600 876 263~295048052 NdFeB 260/160 1.14 1600 836 247~279048053 NdFeB 240/160 1.08 1600 796 223~255SH048054 NdFeB 220/160 1.05 1600 756 207~239048061 NdFeB 240/220 1.08 2000 756 223~255UH 048062 NdFeB 220/200 1.05 2000 756 207~239 048063 NdFeB 210/200 1.02 2000 732 191~223048071 NdFeB 240/240 1.08 2400 756 223~255EH048072 NdFeB 240/220 1.05 2400 756 207~239辅助磁性能的典型值:α(Br)=-0.12%/K 测量温度范围为298~413Kα(Hcj)= -0.6%/K 测量温度范围为298~413Kμrec-1.05Tc=585 K注:1. 厂商可提供其它补充牌号的材料,如低温度系数等牌号的材料。
2. α(Br)和α(Hcj)的温度范围是298~413K,但并不排除这些材料可以在这温度范围以外的使用。
3. SI与CGS单位制下磁性能的换算关系:1T=10kGs,1kOe=79.6kA/m,lMGOe=7.96kJ/m3。
4. 产品磁性能检验结果的数值修约按GB/T 8170规定进行。
5.2 材料的主要机械物理性能参见附录A(提示的附录)。
5.3 材料的尺寸偏差、形状和位置偏差(简称形位偏差)参见附录B(提示的附录)。
具体要求有供需双方共同商定。
5.4 材料的主要成分、制造工艺及应用参见附录C(提示的附录)。
5.5 产品表面部允许有影响使用的裂纹、砂眼、夹杂、和边角脱落等缺陷,具体要求由供需双方共同商定。
6.1 材料磁性能试验方法按GB/T 3217规定执行。
6.2 产品尺寸、行为偏差采用满足精度要求且符合国家计量标准的量具检测,或由供需双方确认的专用量具检验。
6.3 产品外观质量检查用目测。
7 检验规则7.1 检查与验收7.1.1 产品由供方质量技术监督部门进行检验,保证产品符合本标准规定,并填写质量证明书。
7.1.2 需方应对收到的产品按本标准的规定进行检验。
如检验结果与本标准规定不符时,应在自收到产品之日起,一个月内向供方提出,由供需双方协商解决。
如需仲裁,可委托双方认可的单位进行,并在需方共同取样。
7.2 组批每批产品应由同一牌号、同一生产工艺制成的同一规格和尺寸的材料组成。
7.3 检验项目每批产品应进行磁性能、尺寸、形位偏差、外观质量和合同中规定项目的检验,7.4 取样检验用抽样数量按GB/T 2828 规定,其材料的主要磁性能合格水平为特殊检查水平S2 的1.5 级,其它项目检验合格水平为检查水平Ⅱ的1.5 级。
7.5 检验结果判定产品主要磁性能检验结果与本标准规定不符时,则从该批产品中取双倍试样对不合格项目进行复验,如仍不合格,则判定该批产品为不合格。
8 标志、包装、运输、贮存8.1 标志、包装8.1.1 产品一般以磁中性状态交货。
如需方要求充磁并在合同中注明,可充磁交货,对取向方向不易辨别的产品,应标明充磁方向。
8.1.2 产品用箱(盒)包装,并保证在运输和贮存过程中不损坏。
充磁产品的包装要求,应符合运输和贮存方式的相应规定。
每个包装箱(盒)应附标签,注明:供方名称、产品名称、牌号、规格尺寸、批号、件数、净质量、出厂日期。
8.2 运输、贮存产品的运输过程应小心轻放,存放于通风、干燥、无腐蚀气氛的场所。
8.3 质量证明书每批产品应附质量证明书,注明:a)供方名称;b)产品名称、牌号、规格尺寸;c)批号;d)净质量、件数;5.6 每一牌号的材料可分为毛坯状态和机加工状态。
6 试验方法关于钕铁硼永磁体常用的衡量指标有以下四种:剩磁(Br)单位为特斯拉(T)和高斯(Gs) 1T=10000Gs将一个磁体在外磁场的作用下充磁到技术饱和后撤消外磁场,此时磁体表现的磁感应强度我们称之为剩磁。
它表示磁体所能提供的最大的磁通值。
从退磁曲线上可见,它对应于气隙为零时的情况,故在实际磁路中没有多少实际的用处。
钕铁硼的剩磁一般是11500高斯以上。