谈机床夹具设计中定位误差的分析与计算
谈机床夹具设计中定位误差的分析与计算(精)
科技信息2010年第27期SCIENCE &TECHNOLOGY INFORMATION 《机械制造技术》这门课是机械类专业中的一门实践性很强的专业课程,在学习本课程之前既要掌握基本的专业理论知识,又要掌握基本的加工技能,具有较为丰富的感性认识。
在本书(由陈根琴、宋志良主编的21世纪高等院校应用型规划教材)中,本章节内容过于简单抽象,对于培养目标是高级技工的学生来说,课后习题学生总感到无从下手,故本人根据学生知识现状结合有关教学资料,从典型定位方式及定位元件入手,分别讲解定位误差的分析和计算,把最常见的误差分析讲透彻,由易及难,加上适当的例题讲解,使学生触类旁通,增强学生学习信心,从而达到教学目的。
1复习之前的两个重要概念:定位基准及工序基准定位基准:是指零件在加工过程中,用于确定零件在机床上或夹具上的位置的基准,可以是点/线/面;工序基准:是指用来确定本工序所加工表面加工后的尺寸、形状、位置的基准。
和本道工序尺寸有关。
2讲清常用的三类典型定位方式的定位元件2.1工件以平面定位:常用支承钉或支承板作为定位元件;2.2工件以外圆柱表面定位:最常用的是V 型块;2.3工件以内孔定位:常用的是心轴或销轴。
3一般认为如果工件定位误差不超过工件加工尺寸公差值的1/3,则该定位方案能满足本工序加工精度的要求3.1定位误差(ΔD )及其产生的原因:定位误差是由于工件在夹具上或在机床上的定位不准确而引起的加工误差,换句话说,在对一批工件进行加工时,所引起工序尺寸的极限变动量(即工序基准在加工尺寸方向上的最大变动量)就是定位误差。
用符号ΔD 表示。
如图1所示,在轴上铣键槽,要保证尺寸H 。
若采用的定位元件为V 型块,键槽铣刀按尺寸H 调整好位置,由于工件外圆直径有公差,使工件中心位置发生变化,造成加工尺寸H 发生变化(若不考虑加工过程中产生的其他加工误差)。
此变化量(加工误差)是由于工件的定位而引起的,故称为定位误差。
机床夹具设计方案中工件定位误差的分析及其数值计算
机床夹具设计中工件定位误差的分析及其数值计算工件在夹具中的定位, 对保证本道工序尺寸的加工精度起着至关重要的作用, 正确的工件定位是保证得到我们所需要的加工表面的前提, 这也是工件在定位过程中要解决的第一个问题———位规律问题。
但是再精密的加工方法和手段都不可避免地使被加工对象产生加工误差。
对于夹具中的被定位工件和定位元件同样如此, 它们也存在着或大或小的加工误差, 加上元件在夹具中的定位基准的选取不同, 这些因素的客观存在都会使同一基本尺寸的各个工件在夹具中的几何位置有所变化, 从而造成本道工序的加工误差,这就是工件在定位时要解决的第二个问题———定位误差问题。
由此可以看出, 工件在夹具中的定位问题。
是夹具设计过程中要解决的首要问题, 下面就定位误差的产生及定位误差的计算方法, 需要强调的是: 分析定位误差的前提是用夹具安装法安装工件, 保证被加工表面之间的位置精度, 用调整法保证被加工面的尺寸精度。
1相关文献对定位误差的阐述111定位误差的定义相关文献对定位误差定义有下面几种叙述: 其一: 一批工件由于在夹具中定位而使得工序基准在沿工序尺寸方向上产生的最大位移。
其二: 用夹具装夹加工一批工件时, 由于定位不准确引起该批工件某加工参数的误差。
其三: 因定位引起的工序尺寸误差。
其四: 工件加工尺寸方向上设计基准的最大变动量。
其五: 由于定位不准而造成某一工序在工序尺寸或定位要求方面的加工误差。
其六: 工件在夹具中定位不准确引起的加工误差为定位误差等等。
各文献所述定义的一致点是定位误差的方向都是在工序方向上, 区别是产生最大位移量的主体是工序基准还是定位基准。
112定位误差的计算由于对定位误差的定义各文献的叙述有所区别,导致在对定位误差进行计算时其结果也不相同。
在工图1心轴水平放置件采用内孔定位, 定位元件采用心轴, 工件和定位元件的配合关系采用间隙配合时所产生的定位误差区别最大。
对于其中的基准不重合误差观点一致, 不同之处是基准位移误差。
机床夹具设计中的定位误差计算探讨
机床夹具设计中的定位误差计算探讨
机床夹具设计中的定位误差是指夹具在工作过程中,由于各种因素造成的夹紧件对工件定位的偏差。
定位误差的大小直接影响着工件的精度和加工质量,因此在夹具设计中,准确计算和控制定位误差是非常重要的。
定位误差的计算方法主要有两种,一种是几何尺寸法,另一种是数学模型法。
几何尺寸法是通过夹具的设计和制造过程中的几何尺寸和公差来计算定位误差。
在夹具的设计中,根据工件的定位要求和夹具的结构特点,确定夹紧件与工件之间的相对位置关系。
然后依据工艺要求,确定夹紧件和工件的公差,并将其转换为相对位置的公差。
通过计算几何尺寸和公差的偏差,得到定位误差的大小。
这种方法简单直观,对于一些结构简单的夹具是比较适用的。
无论是几何尺寸法还是数学模型法,都需要考虑夹具和工件的几何特征、工艺要求以及公差等因素。
在计算定位误差时,还要考虑夹紧件的刚性、刚性附件的变形以及外部力的作用等因素。
需要根据具体情况选择合适的计算方法和工具,如使用CAD、CAM等软件进行模型建立和计算。
在夹具设计中,除了计算定位误差外,也需要进行误差分析和控制。
通过分析定位误差的来源和大小,可以确定改进夹具设计和制造工艺的方向。
如优化夹紧件结构、改进夹持方式、提高夹紧力等。
在夹具制造过程中,也需要控制夹具部件的误差和装配误差,以保证夹具效果的稳定和可靠。
机床夹具设计中的定位误差计算是一个复杂而重要的问题。
只有准确计算和控制定位误差,才能确保夹具的准确定位和工件的加工质量。
夹具设计人员需要具备一定的理论知识和实践经验,以及使用合适的计算方法和工具来解决这一问题。
谈机床夹具设计中定位误差的分析与计算
2 讲 清 常 用 的 三 类 典 型 定 位 方 式 的定 位 元 件
21 工 件 以平 面定 位 : 用 支 承 钉 或 支 承 板 作 为 定 位 元 件 ; . 常 22 一 . 件 以外 圆柱 表 面 定 位 : 常 用 的是 V 型块 : 最 23 1件 以 内孔 定 位 : 用 的是 心 轴 或 销 轴 。 . 常
1 复 习之 前 的两 个 重 要 概 念 : 位 基 准 及 工 序 基 准 定
A x范 围 内 发 生 变 化 , 此 即 为 基 准 位 移 误 差 。 由 图 计 算 得 到 : ma
1 、
定 位 基 准 : 指 零 件 在 加 工 过 程 中 , 于 确 定 零 件 在 机 床 上 或 夹 A 』 一 是 用 Y= 4 =寻 + ) ~ 具 上 的位 置 的基 准 , 以是 点 / , ; 可 线 面 由 上 式 可 知 基 准 位 移 误 差 △Y 是 由 定 位 副 ( 轴 和 孔 配 合 ) 制 心 的 工 序 基 准 : 指 用 来 确 定 本 工 序 所加 工 表 面 加 工 后 的尺 寸 、 状 、 是 形 造误差造成 的。 位 置 的基 准 。和 本 道 【 尺 寸 有 关 。 = 序 注 意 两 点 : 按 调 整 法 加 工 一 批 工 件 时 , 生 定 位 误 差 , 试 切 法 ① 产 用
4 常用 定 位 方 式 定 位 误 差 的 分 析 计 算
L
基上, 面时肚m△ y
3 一 般 认 为 如 果 工 件 定 位 误 差 不 超 过 工 件 加 工 尺 寸 公 差 值 的 13. 该 定 位 方 案 能 满 足 本 工 序 加 工 精 度 的 要 求 / 则
31 定 位 误 差 ( D) 其产 生 的 原 因 : . A 及
机械制造基础7.3 定位误差的分析与计算
O1A1 O1O2 O2 A2
d 2
Td
2sin
d
Td 2
2
Td 2
1
sin
1
2
例7-2 如图所示,工件以外圆柱面在V形块上定位加工
键槽,α=900,保证键槽深度 34.800.17 mm,试计算其
定位误差。
解:
1) Δjb≠ 0
2) Δjy≠ 0
d
Td 2
1
sin
2
1
=0.15+0 = 0.15(mm )
图7-35 平面上加工孔
2.工件以圆孔定位时的定位误差
(1)心轴(或定位销)水平放置 例:
a)工序图
b)误差分析
图7-36 心轴(定位销)水平放置的定位误差
(1)心轴(或定位销)水平放置
解:1) Δjb= 0
2)
jy
h
h
O
O1
1 2
(Dmax
d
m in)
1 2
第7章 机床夹具设计
重庆大学
7.3 定位误差的分析与计算
重庆大学
7.3.1 定位误差的概念及产生的原因 1.定位误差的概念
什么是定位误差? 为什么会产生定位误差?
7.3.1 定位误差的概念及产生的原因 2.定位误差产生的原因
一是由于基准不重合而产生的误差,称为基准不重 合误差Δjb;
7.3.1 定位误差的概念及产生的原因
(3)转角误差
4.工件以组合表面定位时的定位误差
(3)转角误差
4.工件以组合表面
定位时的定位误
(
2
)
tan
X1max X 2L
2max
A
机床夹具设计中的定位误差计算探讨

机床夹具设计中的定位误差计算探讨机床夹具设计中的定位误差计算是很重要的一部分,它直接关系到机床夹具的定位精度,而定位精度是机床加工精度的重要保证。
本文主要探讨机床夹具设计中的定位误差计算方法以及需要注意的问题。
一、定位误差的概念机床夹具设计中的定位误差是指工件在夹具上的位置与加工中心的目标位置之间的偏差。
定位误差可通过设定夹具与工件之间的定位元件来控制,如销、支撑、膜和方块等。
定位元件的瑕疵或者设计不当均可能导致定位误差,而粗糙的表面质量和工件偏心也可能影响定位误差。
二、定位误差的影响因素1.夹具本身精度2.定位元件精度、数量、布局及间距3.工件的材质、形状、大小、质量、表面质量及偏心4.加工工艺及机床本身精度5.温度、湿度、振动等环境因素以上因素均可能影响到定位精度的准确性。
三、定位误差的计算方法定位误差计算的具体方法多种多样,如点法、线法、平面法、三维法等。
在夹具设计中,通常采用平面法和三维法。
1.平面法平面法一般适用于平面工件的定位。
将被加工工件放置于夹具滑台上,用形位公差的约束条件来描述工件尺寸和形状,然后再进行夹具的设计。
平面法通过平移运动来实现定位,因此可用简单的平移矢量描述定位误差。
2.三维法三维法适用于复杂形状的工件定位。
在三维法中,工件与夹具的定位用拓扑和几何关系来描述,包括互相咬合、嵌合和支撑等。
这种方法可以准确地描述定位误差的大小和方向以及工件在夹具上的位置和姿态。
四、注意事项1.定位误差的计算需要考虑夹具和工件的尺寸和形状等具体参数,因此在进行计算前需要对夹具和工件进行精确的测量。
2.对于复杂工件的定位误差计算,应考虑工件在夹具上的不同姿态,而不仅局限于单一的平面。
3.定位误差计算结果要进行可靠性分析,以确保夹具定位误差在一定范围内。
如果定位误差过大,则需要重新设计夹具。
4.实际加工中定位误差还受到环境因素的影响,因此在实际操作时应注意环境的温度、湿度和振动等因素。
总之,在机床夹具设计中,定位误差的计算和控制是重要一环,它直接影响到机床加工精度和产品质量。
第四章机床夹具设计基础4
同图b:ε偏=0<δK=0.08mm
三、定位误差的综合分析与计算实例
综合分析以上三种方案的定位误差计算结果可知:图b 方案能够满足全部加工要求,而图c和d方案只能满足 部分加工要求,因此只有图b方案是可行的。
满足全部加 工要求
满足部分加工要求
四、组合表面定位
四、组合表面定位 以上所述的常见定位方式,多为以单一表面 作为定位基准的,但在实际生产中,通常都 是以工件上的两个或两个以上的几何表面作 为定位基准,即采取组合定位方式。
四、组合表面定位
实际定位时出现上述两种极限情况的机会是很少的。因此在两 孔同时定位时,就不再虑定位孔2和定位销2间的预留间隙量 X隙2,minX,1m即in令也X能2起min补=偿0;中此心外距,偏定差位的孔作1用与,定于位是销上1式的便最改小为配合间
式故也中 就D是Dd222mmmaiinnx—-—d——2m定定ax位位=孔销X222m的的in 最最小大直直径径;。
例4-5 图4-69表示工件 以2- 1200.027mm孔定位的 方案。
已知两定位孔的中心距为 80±0.06mm,试设计两 定位销尺寸并计算定位误 差。
解 按上述设计步骤 (1)确定定位销中心距及尺寸公差
取
故两定位销中心距为80±0.02mm
(2)确定圆柱销尺寸及公差
12 取 Φ12g6=
由基准产生基准位移误差。故
故此定位方案可以保证加工要求。
三、定位误差的综合分析与计算实例
例4-3 下图所示,采用钻模夹具钻削工件上Φ5mm和 Φ8mm两孔,除保证图纸尺寸要求外,还要求保证两孔联 心线通过工件的轴线,其偏移量公差为0.08mm。现夹具 上钻模板相对于V形架的安装方式有图b、c、d三种方案, 若定位误差不得大于加工允差的1/2。试问这三种安装方 案是否都可行(α=90°)
5.3 定位误差的分析与计算《机械制造技术基础(第3版)》教学课件
0.025 1
2
sin
900 2
1
0.0052mm
例4如图所示,工件以d1外圆定位,钻φ10H8孔。已知φd1为
30
0 0.1
mm,φd2 为Ф55±0.023mm,H=(40±0.15) mm, t=0.03mm 。求工
序尺寸(40±0.15)mm的定位误差。
解: 1)Δjb≠0
Δjb=Td2/2+t =0.046/2+0.03 =0.053mm
△Z≠ 0 △Y≠ 0
H7 g6( f 7)
Z
Y
圆柱心轴
X
y
xyz yz
5.3.1 定位误差的概念及产生的原因
1.定位误差的概念
什么是定位误差?
△Z≠ 0 △Y≠ 0
调整法
为什么会产生定位误差?
5.3.1 定位误差的概念及产生的原因
调整法
5.3.1 定位误差的概念及产生的原因 2.定位误差产生的原因
1.工件以平面定位时的定位误差
例:
基准重合,即Δjb=0
(1)毛坯平面
Δjy=ΔH
(2)已加工过的表面
Δjy=0
1.工件以平面定位时的定位误差
例2 如图所示,工件以A面定位加工
φ20H8孔,求工序尺寸 (20±0.1)mm的定
位误差。
解: Δjb=ΣT= (0.1十0.05)
=0.15(mm ) Δjy= 0 (定位基面为平面)
V型块 定位套 支承板 支承钉
3.工件以外圆定位时的定位误差
a)以外圆轴线为工序基准 b)以外圆下母线为工序基准 c)以外圆上母线为工序基准 图5-40 外圆在V形块上定位时的定位误差
3.工件以外圆定位时的定位误差
机床夹具设计中的定位误差计算探讨
机床夹具设计中的定位误差计算探讨
在机床夹具设计中,定位误差是一个重要的考虑因素。
定位误差是指在夹具夹持工件时,工件在夹具上的位置与要求的位置之间的差异。
定位误差会直接影响工件的加工精度和质量。
定位误差的计算可以分为静态定位误差和动态定位误差两部分。
静态定位误差是指夹具上工件的位置与要求位置之间的差异,在没有外力或运动的情况下测量得到。
静态定位误差可以通过夹具夹持工件后,在不施加任何力的情况下,使用测量仪器测量工件在夹具上的位置与要求位置之间的差异。
动态定位误差是指夹具在夹持工件时,由于夹持力、材料弹性或切削力的作用而产生的工件位置变化。
动态定位误差通常无法直接测量,需要通过相关的数学模型、有限元分析等手段进行估算。
定位误差的计算需要考虑多个因素,包括夹具结构、夹持力、工件材料和切削力等。
通常,夹具结构越刚性,定位误差越小,夹持力越大,定位误差越小,工件材料越刚性,定位误差越小,切削力越小,定位误差越小。
定位误差的计算可以通过手动计算或使用计算机辅助工程软件进行。
手动计算需要根据夹具的具体结构和工件的具体要求,使用力学和材料力学的原理进行计算。
计算机辅助工程软件可以通过输入夹具和工件的几何参数和材料参数,自动计算定位误差。
定位误差的计算结果应该与工件的要求进行比较,以判断是否满足工件的加工精度和质量要求。
如果定位误差过大,可以通过改进夹具结构、增加夹持力、选择更合适的工件材料等方式来减小定位误差。
在机床夹具设计中,定位误差的计算是一项关键的任务。
通过仔细考虑各种因素,并使用适当的计算方法,可以有效地减小定位误差,提高工件的加工精度和质量。
项目5:夹具设计中的定位误差分析
要减小角度定位误差,①提高孔销精度,减小配合间隙;
②增大孔(销)中心距
【例9 】
如图是加工四个定位销
孔的工序图。已知双销
中心距59±0.02;圆柱
销直径
Φ12 -0.006 -0.017
;菱形
销直径
Φ12 -0.008 -0.091
然后按下面方法求和: 如果工序基准不在定位基面上 D= B+Y 如果工序基准在定位基面上 D=│B± Y│
“ + ” , “-” 的判别方法为: 在工序尺寸方向上,工件的工序基准与工件和定位元件的定位接触点位于工 件定位基准同侧时,合成‘-’,异侧时,合成‘+’。——即同‘-’ 异‘+’
dmax
2 cos
D
Amax
Am in
TBtg
Td
2 cos
课堂练习:上题中的工序尺寸A改为A1,求△D=?
【例11 】如下图所示,a)为零件图,其外圆和端面均已加工,现在欲钻孔
保证尺寸
30
0 -0.11
,试分析计算图中b)、c)、d)三种定位方案的定
位误差。V形块α=90°。
/
2)
Y
T d-Td d
2 s in(
/ 2)
M1
A1 A3 A2
工序尺寸A1的定位误差
O d-Td
max d /2 min d /2
A3 max d /2 min d /2
A2
工序尺寸A2的定位误差
M1 M2 O
合成:
O C1 C2
d d-Td
O O2 O1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[责任编辑:王静]
683
其二 竞争就是嫉妒。 因为别人比自己强而怨恨心生嫉妒。 这一劣 根性不铲除,无益于竞争氛围的形成。 自古及今,因其产生的“八分钱, 恶心你半年”的行径,令多少人啼笑皆非,令多少人倒霉。 它一方面破 坏着你美好的心境,一方面错过了你多少机会、机遇。 有些人整日无所 事事,专门关注张家长李家短,男人薄女人厚,习惯于对别人评头论 足,忙碌于走东街串西巷,搜集“情报”,传播闲话,快意于捕风捉影制 造流言蜚语。 用他们阴沉、低调的心理揣摩一切人和事,至于事实如 何,他全然不管,随意挥舞着这把无情的无形之剑,挫伤了人的斗志和 尊严,甚至生命。 当然,这种千年劣根一时难除,我们不妨学会告诫自 己 ,“当 你 遇 到 嫉 妒 , 说 明 你 很 卓 越 ; 当 你 嫉 妒 别 人 , 说 明 你 很 无 能 ”, “君 子 坦 荡 荡 ,小 人 长 戚 戚 ”,④“品 德 详 明 性 坚 定 , 事 理 通 达 心 气 和 平 ”, 弘扬正气,文明行为,高贵生命。 依据中华人民共和国《竞争法》,展开 道德规范下的竞争。 事实证明,有竞争意识、竞争能力的人,必将在人 生舞台上大显身手,而那些惟命是从,没有创造精神的人,是不会取得
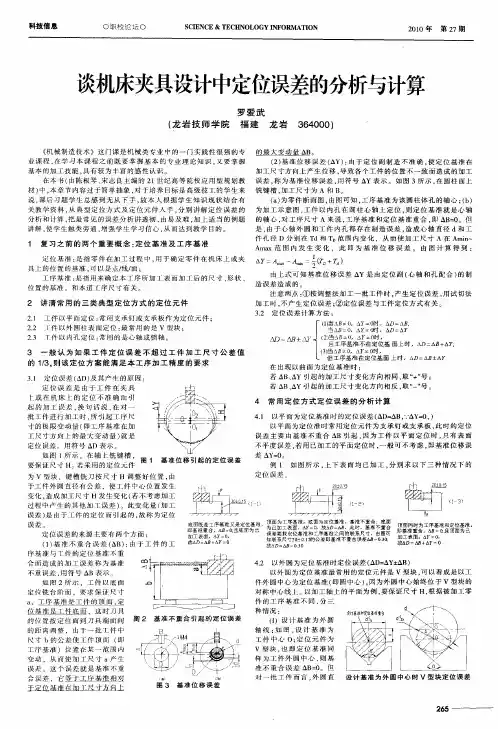
设计基准为上母线时 V 型块定位误差
(3)设 计 基 准 为 外 圆 下 母 线 :如 图 ,设 计 基 准 为 工 件 外 圆 下 母 线 , 定 位基准为工件外圆轴心,故存在基准不重合误差 ΔB;同时也存在定位 副制造不准确误差 ΔY。
(2)双边接触:工件 在 水 平 方 向 和 垂 直 方 向 上 双 边 移 动 ,此 时 一 批 工件的径向定位误差,是单边接触时定位误差的两倍。
设计基准为下母线时 V 型块定位误差
由以上三种情况比较得知,当设计基准为下母线时,定位误差 ΔD
的值最小。
以下举例加深理解。
例 2 如图中所示工件中,
分别
求 出 按(a)、(b)两 种 定 位 方 法 铣 平 面 时 的 定 位 误 差 。
ห้องสมุดไป่ตู้
以上分析的三类典型定位方式的定位误差计算,是在定位基准的 变动方向与工序尺寸的方向一致时的情况分析。 在搞清楚工序基准 (或设计基准)和定位基准的前提下,始终围绕基准不重合误差和基准 位移误差这两个方面入手来确定定位误差,这样分析计算起来就有了 明确的思路,不再无从下手。
4 常用定位方式定位误差的分析计算 4.1 以平面为定位基准时的定位误差(ΔD=ΔB,∵ΔY=0,)
以平面为定位准时常用定位元件为支承钉或支承板,此时的定位 误 差 主 要 由 基 准 不 重 合 ΔB 引 起 ,因 为 工 件 以 平 面 定 位 时 ,只 有 表 面 不平度误差,若用已加工的平面定位时,一般可不考虑,即基准位移误 差 ΔY=0。
5 例题解析
例 1、如 图 (a)所 示 套 类 工 件 铣 键 槽 ,要 求 保 证 尺 寸 94-0.20,分 别 采 用 图 (b)定 位 销 定 位 方 案 和 图 (c)V 形 槽 定 位 方 案 ,分 别 计 算 定 位 误 差。
例1 图 682
科技信息
○职校论坛○
SCIENCE & TECHNOLOGY INFORMATION
的最大变动量 ΔB。 (2)基 准 位 移 误 差 (ΔY):由 于 定 位 副 制 造 不 准 确 ,使 定 位 基 准 在
加工尺寸方向上产生位移,导致各个工件的位置不一致而造成的加工 误差,称为基准位移误差,用符号 ΔY 表示。 如图 3 所示,在圆柱面上 铣键槽,加工尺寸为 A 和 B。
(a)为 零 件 断 面 图 ,由 图 可 知 , 工 序 基 准 为 该 圆 柱 体 孔 的 轴 心 ; (b) 为加工示意图,工件以内孔在圆柱心轴上定位,则定位基准就是心轴 的轴心,对工序尺寸 A 来说,工序基准和定位基 准 重 合 ,即 ΔB=0。 但 是,由于心轴外圆和工件内孔都存在制造误差,造成心轴直径 d 和工 件孔径 D 分别在 Td 和 TD 范 围 内 变 化 , 从 而 使 加 工 尺 寸 A 在 Amin~ Amax 范 围 内 发 生 变 化 , 此 即 为 基 准 位 移 误 差 。 由 图 计 算 得 到 :
尺寸 b 的公差使工件顶面 (即 工序基准) 位置在某一范围内 变动, 从而使加工尺寸 a 产生 误差。 这个误差就是基准不重
合误差, 它等于工序基准相对 于定位基准在加工尺寸方向上
图 3 基准位移误差
在出现以曲面为定位基准时: 若 ΔB、ΔY 引起的加工尺寸变化方向相同,取“+”号; 若 ΔB、ΔY 引起的加工尺寸变化方向相反,取“-”号。
4.3 以内孔为定位基准时的定位误差(ΔD=ΔY±ΔB) 以内孔为定位基准时常用定位元件是以轴或定位销,常用间隙配
合。 定位基准为轴心,基准重合 ΔB=0 ,但存在定位副制造误差,分两 种情况:
(1)单边接触:即工 件 因 自 重 而 始 终 使 圆 孔 与 心 轴 的 上 母 线 接 触 , 定位误差在垂直方向上。
任何成就的,迟早会被淘汰出局。 江泽民也殷切期望:“要坚持严谨治学,实事求是,民主求实的作
风;要甘于寂寞,淡破名利,力戒浮躁,潜心研究;要认真读书,多思慎 思,关注世界,注重学术积累;要厚积薄发。 出精品,出正品;要加强团 结、和谐合作,在学术研究中相互切磋,共同进步”。
综上所述,只有上下齐努力,教师的劳动才会闪现出创造的光辉 和人性的魅力,学校的事业才会蒸蒸日上。 但须记住:平衡的心理是我 们事业的基石。 科
科技信息
○职校论坛○
SCIENCE & TECHNOLOGY INFORMATION
2010 年 第 27 期
谈机床夹具设计中定位误差的分析与计算
罗爱武 (龙岩技师学院 福建 龙岩 364000)
《机械制造技术》 这门课是机械类专业中的一门实践性很强的专 业课程,在学习本课程之前既要掌握基本的专业理论知识,又要掌握 基本的加工技能,具有较为丰富的感性认识。
(1) 设 计 基 准 为 外 圆 轴线:如图,设计基准为 工件中心 O;定位元件为 V 型块,也即定位基准同 样为工件外圆中心,则基 准 不 重 合 误 差 ΔB=0。 但 对一批工件而言,外圆直 设计基准为外圆中心时 V 型块定位误差
681
2010 年 第 27 期
SCIENCE & TECHNOLOGY INFORMATION
[责任编辑:王静]
例2 图
●
(上接第 680 页)竞争者不谦虚。 谦虚是中华民族的传统美德 ,是实力 的展现,竞争能力的提高正是谦虚的结果。 我们职院刚刚成立,百业待 举,需职工既要敢于“木秀于林、行超于众”关心自我,创造自我,也要 倡导“敏于事而慎语言”,“吾日三省吾身”的精神,发扬批评与自我批 评的优良作风。 切忌自高自满、我行我素、自以为是,甚至狂妄、大言不 惭。 无可置否,近年来,随着“毛遂自荐”、“自我推销”风气的盛行,言过 其实、夸夸其谈者队伍越来越庞大,言者口沫横溅,意气洋洋,“一行白 鹭上青天”,②闻者如坐针毡,抚额汗颜,“唯有樽前笑不成”。 ③
2010 年 第 27 期
例 3、铣削槽的定位方式如图所示。
已知
两外圆轴线的同轴度为
,V 型块夹角为 90°。 求键槽深度 A 的定位误差。
例3 图
例 2、如图所示为采用调整法加工键槽示意图。 工件套筒以内孔 在心轴上定位(配合尺寸标在图上),试计算工序尺寸 L 及 h 的定位误 差。
以上是本人根据本校学生特点,结合加工实际和习题解析,深入 浅出地引导学生理解和掌握有关定位误差知识的思路和方法。 通过本 文的分析讲解,达到了较好的教学效果。 科
1 复习之前的两个重要概念:定位基准及工序基准
定位基准:是指零件在加工过程中,用于确定零件在机床上或夹 具上的位置的基准,可以是点/线/面;
工序基准:是指用来确定本工序所加工表面加工后的尺寸、形状、 位置的基准。 和本道工序尺寸有关。
2 讲清常用的三类典型定位方式的定位元件
2.1 工件以平面定位:常用支承钉或支承板作为定位元件; 2.2 工件以外圆柱表面定位:最常用的是 V 型块; 2.3 工件以内孔定位:常用的是心轴或销轴。
定位误差。 用符号 ΔD 表示。 如图 1 所示, 在轴上铣键槽,
要保证尺寸 H。 若采用的定位元件 图 1 基准位移引起的定位误差
为 V 型块, 键槽铣刀按尺寸 H 调整好位置,由 于工件外圆直径有公差, 使工件中心位置发生 变化,造成加工尺寸 H 发生变化(若不考虑加工 过程中产生的其他加工误差)。 此变化量(加工 误差)是由于工件的定位而引起的,故称为定位 误差。
○职校论坛○
科技信息
径有偏差则必然引起工件中心在 V 型块的对称中心线上发生上下偏 移,也就是说存在定位副制造不准确所造成的基准位移误差 ΔY。
(2)计 基 准 为 外 圆 上 母 线 :如 图 ,设 计 基 准 为 工 件 外 圆 上 母 线 , 定 位 基准为工件外圆轴心,故存在基准不重合误差 ΔB;同时仍存在定副制 造不准确误差 ΔY。
●
注释: ①指鹿为马:出自《史记·秦 始 皇 本 纪 》:“赵 高 欲 为 乱 ,恐 群 臣 不 听 ,乃 先 设 验,持鹿献于二世,曰:‘马也。 ’二世笑曰:‘丞相误邪? 谓鹿为马。 ’问左右,左右 或默,或言马以阿顺赵高。 ” ②“一行白鹭上青天”:杜甫 《绝句》 两个黄鹂鸣翠柳, 一行白鹭上青天, 窗 含西岭千秋雪, 门泊东吴万里船。 “此处为离题万里,不知所云。 ③“唯有樽前笑不成”:即对其夸夸其谈无所适从。 ④“君子坦荡荡,小人长戚戚”:语出《论语.述而》
例 1 如图所示,上下表面均已加工,分别求以下三种情况下的 定位误差。
4.2 以外圆为定位基准时定位误差(ΔD=ΔY±ΔB) 以外圆为定位基准最常用的定位元件是 V 型块,可以看成是以工