关键特性CC与特殊特性SC的管控
特殊特性的识别方法

特殊特性的识别方法在APQP中,特殊特性(Special Characteristics)指由顾客指定的产品和过程特性,包▪产品特殊特性-Product Special Characteristics▪▪过程特殊特性-Process Special Characteristics▪▪关键产品特性-Key Product Characteristics▪▪关键控制特性-Key Control Characteristics▪▪产品特殊特性=关键产品特性过程特殊特性=关键控制特性KPC是产品特殊特性,如关键、重要尺寸,使产品本身所有的特性KCC是过程控制特性,如设备的过程参数或关键、重要工序过程参数过程特殊特性可以理解为在产品特性的实现过程中特殊过程参数,如为实现装配尺寸满足用户要求的车加工过程,通常车床转速和进给量就为过程特殊特性,如满足焊接强度要求的焊接电流等,其过程特性所对应的过程参数是指只在制造过程中可以监控到,而伴随着制造过程的结束而消失的过程特性。
过程特殊特性一定是与产品特殊特性相对应的,没有产品特殊特性就不会有过程特殊特性。
在汽车行业,大家都对SC/CC非常的敏感,因为有这种标识的零件特性我们称之为特殊特性和关键特性。
CC:critical character,与政府法规符合性或车辆/产品功能安全性,不夸张的说,如果产品的CC特性出现问题,可能会导致车毁人亡,所以当你的供应商生产的产品图纸上标有CC,那么这个时候你要高度重视了。
SC:significient character顾客满意程度重要的产品、过程和试验。
不夸张的说,如果产品的SC出了问题,车也许会打不着火,车窗摇不上来,车空调在40摄氏度的时候还吹热风等等让用户不爽,这时候用户会抱怨车质量不好,也就会引起这个牌子的车口碑不好,这时候OEM会非常生气的找到你们,重重的收拾你们,因为你毁坏了他的名声,接下来生意就没得做了。
简单介绍了上面2个概念,也许大家就清楚了,为什么会在很多图纸上出现某个尺寸后面跟着个椭圆圈,圈里面标个CC或者SC,也有的公司会定义特殊的标识符号来定义这2个特性,总之这两个特性的出现会很受重视。
关键特性及特殊特性分类原则及控制办法

关键特性及特殊特性分类原则及控制办法 1.目的: 通过对产品关键特性及特殊特性的设定和控制,确保顾客的质量要求能够充分地被理解并满足。 2.适用范围: 本规范适用于本公司生产的电感元件及电子接插件。 3.术语 : 关键特性:与政府法律、法规及安全有关的;特别影响产品配合、功能、外观或后续制造质量的产品和过程的特性。 特殊特性:指难以准确评定其质量的关键特性 4.规范与要求: 4.1关键/特殊特性分类原则 4.1.2顾客指定 产品工程部对顾客的图纸进行转换,对代表关键/特殊产品和过程的特性的符号需完全理解。除非顾客允许,否则对顾客图纸上的关键/特殊特性不允许更改(包括其代表关键/特殊特性的符号)。 4.1.2公司自定 除顾客指定的关键/特殊产品和过程特性外, 在基于对顾客需求和期望分析以及对产品可靠性研究的基础上,并根据公司同类产品的以往生产经验以及公司实际生产质量情况等,在产品引进策划、过程设计及开发过程中决定是否增设定关键/特殊产品和过程特性.;对顾客没有关键/特殊特性要求的,必须增设关键/特殊特性;特殊特性可以从任一产品特性类别上加以确定,如尺寸、材料、外观、性能等. A. 对于关键/特殊工序, 在过程设计及开发过程中针对关键特殊工序优先制定PFMEA。 B. 在制定作业规范、操作指导书、过程流程图、检验规范、控制计划中时必须标注关键、特殊符号及控制方法。 C. 对涉及关键特性的工序设定SPC等统计控制方法;对涉及特殊特性的工序设定连续生产过程参数监视记录等控制方法。 D. 对关键和特殊工具的设备需进行认可,检验设备需优先进行MSA分析。 E. 对从事关键和特殊工序的人员必须进行相应的工艺规程,安全操作规程,产品质量要求和其他知识的培训,并对资格和经历进行验证,经考核合格后,方可持证上岗操作。 F. 适当增加检验频次检验频次 G. 设定环境 H. 1. 生产工程部负责 2. 质量部负责
3. 材料部负责 对关键和特殊特性有影响原材料及外协件需 4. 维护部 I. A.针对关键和特殊过程的设备重点维护和保养,保持设备精度。可使用设备能力指数PPK等统计方法对关键及特殊过程所使用的设备能力进行认可。 J. 最初,顾客可以确定确定特殊特性,并标识它们。特殊特性可以从任一产品特性类别上加以确定,如尺寸、材料、外观、性能等
特殊特性控制程序(含表格)

特殊特性控制程序(ISO9001-2015/IATF16949-2016)1.0目的采用适当的方法确定和控制产品和过程的特殊特性,以保证产品关键、特性的质量。
2.0范围适用于本公司的所有产品和过程特殊特性的控制。
3.0职责3.1 技术部负责组织特殊特性的选定并在相关的文件中进行标明。
3.2销售部负责协助技术部查明、确认顾客所有的特殊特性及标识方法。
3.3质量部参与特殊特性的选定,负责对所有特殊特性(产品和过程)进行测量和监控并保存记录。
3.4生产部参与特殊特性的选定并对自己所管辖范围内出现的特殊特性进行管理。
4.0术语和定义4.1特殊特性: 特殊特性包括产品特性或过程参数,其影响到安全性或法律法规的符合性,影响到产品的配合和功能以及后续生产过程,或者是由顾客要求的,在验证活动中要求特别关注的特性。
4.2产品特性: 指在图纸或其他的工程技术资料中所描述的零部件或总成的特点与性能。
如,尺寸、材质、外观、性能等特性。
4.3过程特性: 指与被识别产品特性具有因果关系的过程变量,亦称过程参数。
5.0管理办法5.1 特殊特性分类5.1.1本公司特殊特性分类及标识及对照见附件1《特殊特性分类和标识对照表》5.2 特殊特性的识别5.2.1在项目开发或合同评审时销售部/技术部负责查明、确认顾客所有的特殊特性及标识方法,并反馈给技术部。
5.2.2 技术部/项目组组织项目成员进行特殊特性的识别,识别时应:5.2.2.1 识别顾客设计资料中有关产品特殊特性及其标识,并作为公司的产品的特殊特性。
5.2.2.2 除顾客指定的特殊特性外,根据特殊特性定义进行识别:1)与车辆运行安全性相关的;与国际、国家、行业、地方法律法规相关的;与操作安全性相关的应识别为产品的关键特性。
2)与顾客的配合尺寸、产品的外形尺寸、产品内部零部件配合尺寸、功能、性能等应识别为产品的重要特性。
3)在过程控制中的关键/重要加工参数应识别为过程的关键/重要特殊特性。
APQP初始特殊特性清单
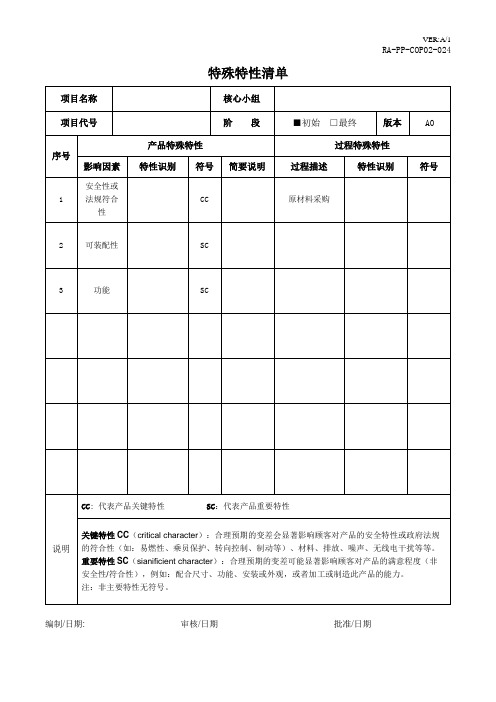
项目名称
核心小组
项目代号
阶段
■初始□最终
版本
A0
序号
产品特殊特性
过程特殊特性
影响因素
特性识别
符号
简要说明
过程描述
特性识别
符号
1
安全性或法规符合性
CC
原材料采购
2
可装配性
SC
3
功能
SC
说明
CC: 代表产品关键特性SC:代表产品重要特性
关键特性CC(critical character):合理预期的变差会显著影响顾客对产品的安全特性或政府法规的符合性(如:易燃性、乘员保护、转向控制、制动等)、材料、排放、噪声、无线电干扰等等。
重要特性SC(sianificient character):合理预期的变差可能显著影响顾客对产品的满意程度(非安全性/符合性),例如:配合尺寸、功能、安装或外观,或者加工或பைடு நூலகம்造此产品的能力。
注:非主要特性无符号。
编制/日期:审核/日期批准/日期
特殊特性关键工序重要特性区别要点

特殊工序质量控制的主要内容
工艺规程和技术文件 1 特殊工序的工艺规程除明确工艺参数外,还应对工
艺参数的控制方法、试样的制取、工作介质、设备和 环境条件等作出具体的规定。 2 工艺规程必须经验证认可并符合有关标准。主要工 艺参数的变更,必须经过充分试验验证或专家论证合 格后,方可更改文件。 3 对特殊工序,根据不同产品的技术要求和工艺特 点,可在工序流程的必要环节设置控制点,进行重点 控制。控制点可按零件的质量特性、工序或设备来设 置。
人员的培训和考核
特殊工序的操作、检验人员必须经过定期考核 和培训,并持有上岗操作证。对有特殊要求的 关键岗位,必须选派经专业考核合格、有现场 质量控制知识、经验丰富的人员担任。
明确规定特殊工序操作、检验人员应具备的专 业知识和操作技能,组成技术考核委员会进行 理论和实际操作的考核,各项成绩应填入考核 档案,合格者发给相应的上岗操作证。
本集团的重要工序11个,旭日饰件?旭颖?车灯? 旭明?
控制要求:
一般工序:按作业指导书操作,自主检验。
控制要求:
重要工序: 1、除一般工序要求外,应全数检验或增加检验频次
或画控制(P图、平均极差图)。 2、关键工序使用的设备应定期作能力认可。能力认
可:设备能力指数,即cmk值的认可;精度认可。 3、关键工序使用的量具应考虑作测量系统分析。 4、关键工序使用的模具应适当进行维护保养。 5、关键工序的人员应保持相对稳定,并定期培训,
关键工序、重要工序培训教材
特殊特性的定义
特殊特性(Special Characteristics) QS9000:1998中: 由顾客制定的产品特性和过程特性,包括政府法规和安全特
汽车《特殊特性识别与控制方法》PPT课件

CC
关键特 性
与严重度为9到10的潜在失效模式相 关的特性
在控制计划 中得到识别 并进彳弼殊 控制
L所有的CC都必须对 应到DFEMA中的YC
2•所有的YC必须和过 程中至少一个CC对应 并且该CC最好定义在 过程中能够对特性进 行最自叔卷制药_点
YS
潜在 重要 挣性
同时满足如下两个标准:1.与
■过程特性包括操作条件和过程参数,比如生产节拍和生产维护要 求
特殊特性:
■特殊特性是指那些影响整车或过程安全,政府法规的符合性,客 户满意度或过程操作的产品或过程特性(cc, SC, OS, HI)
■特殊特性需要包含在控制计划中进行相应控制
关键特性(CC):
■关键特性CC用倒置的三角形(V)表示。是指那些能够影响到是否 符合政府法规,整车安全或产品功能的产品要求(比如尺寸,性 能要求,材料规范)或者过程参数(比如比率,温度z压强) ■关键特性需要包含在控制计划中,并有相应的生产,装配,运输 和监控的具体措施 ■潜在的关键特性:在DFMEA中被划分为YC—类的产品特性。这 些特性与严重度为9或10的潜在失效模式有直接的因果关系(产品 特性或过程参数不符合规范或变差较大,并最终导致了某个失效 模式的发生,则可以说该特性与该失效模式有因果关系)
严重度5到8的潜在失效模式有设计工程师 直接因果关系的特性;或经团和制造工程 从一致同意,与严重度小于5的师f和/或 替在失效模式有直接因果关系供应商共同 为特性;2•该特性可能被生产制定最优的 过程影响并且可能需要特殊控 应对措施 制以保持其过程能力
SC
满足标准期示准2
1•与严重度5到8的 潜在失效模式有关
操作者与严重度9到10的
OS安全特潜在失效模式相关安全签发 性的特性
特殊特性管理

Special Characteristics Management 特殊特性管理XXXXX XXXXXPART 01 特殊特性定义目录CONTENTS PART 02 特殊特性识别PART 03 特殊特性控制PART 04 常见问题01特殊特性定义ArrayXXXX1.1、特殊特性定义:➢什么是特性:某事物所特有的性质、品质、品性。
如:长度、重量、强度;槽液浓度、设备压力、电流等等。
➢什么是特殊特性:•IATF16949中的定义:可能影响安全性或产品法规符合性、可装配性、功能、性能、要求或产品后续处理的产品特性或制造过程参数。
•其来源包括顾客指定,政府法规和安全特性,和/或由供应链上供方通过产品和过程的了解选出等方式确认的特性,是贯穿产品实现整个过程的重要特性。
1.2、特殊特性分类:•按照属性分类划分:产品特殊特性和过程特殊特性•按照层级划分:整车/系统特殊特性、零部件特殊特性;•按照重要程度划分:关键特性(CC)和重要特性(SC)。
1.3、特殊特性标识:各主机厂的特殊特性标识特性Characteristic VW GM BMW PSA Daimler-ChriyslerFord Fiat Mazada Nissan Toyota本文安全Saftety法规Government Compliance (also relevant to emissions)安全/法规S/GSafety/Government Relevant for both关重特性K(Key characterisitic Main/important(quality)characteristics高影响HI (High Impact)操作安全OS(Operator Safety)N/ASCSafety/ComplianceN/ACCN/A N/ACC "D"or"TLD""L"CriticalCharacteristicCCN/A N/A N/A N/A N/A N/A N/A N/A N/A"D"or"TLD"F/FN/A N/A<D> <P>N/A N/ASC N/A N/A N/A N/A N/AHI(Ford FMEA)N/A HI N/A N/A N/A N/A N/A N/A N/A N/AOS(Ford FMEA)N/A OS N/A N/A N/ACriticalCharacteristicCriticalCharacteristicSignificantCharacteristicShield<S>Shield<E>Shield<N>Shield<T>Shield<H>(relevant withrespect toemissions)(relevant withrespect toemissions)SignificantCharacteristicSCSignificantCharacteristicSC02特殊特性识别ArrayXXXX2.1、流程特性识别贯穿整个设计开发流程,尤其是特殊特性的识别与传递至关重要;特殊特性需要被传递并标识在各级FMEAs、控制计划等文件中。
特殊特性关键工序重要特性区别
专用术语 符号
配合/功能-<F/F>
福特汽车公司
不采用
制那些对顾客满 意程度重要的产 品、过程和试验 要求,其质量策 划措施应包括在 控制计划之中。
重要特性-SC 无
克莱斯勒汽车公司 不采用
指确认受控过 是指限于那些
程的特定特性, 在(生产)零
并因此要求统 件图样、工具
计过程控制
和夹具及辅助
(SPC)测量 工装程序方面
特殊特性的定义
特殊特性(Special Characteristics) QS9000:1998中: 由顾客制定的产品特性和过程特性,包括政府法规和安全特
性,和/或由供方通过产品和过程的了解选出的特性。 ISO/TS16949:1999中: 根据以下情形而确定的产品或过程特性: --影响到安全性或法规的符合性、配合、功能、性能或后续产
专用术语 符号
定义:主要特 性(与安全或 法规无关)
指这种产品特性: 在可预料的合理范围内变动 不太可能显著影响产品的安 全性、政府法规的符合性、 配合/功能
标准 无
指这种产品特性:
在可预料的合理范围内变动 可能显著影响顾客对产品的 满意程度(非安全性或法规 方面),例如配合、功能、 安装或外观,或者制造或加 工此产品的能力
本集团的重要工序11个,旭日饰件?旭颖?车灯? 旭明?
控制要求:
一般工序:按作业指导书操作,自主检验。
控制要求:
重要工序: 1、除一般工序要求外,应全数检验或增加检验频次
或画控制(P图、平均极差图)。 2、关键工序使用的设备应定期作能力认可。能力认
可:设备能力指数,即cmk值的认可;精度认可。 3、关键工序使用的量具应考虑作测量系统分析。 4、关键工序使用的模具应适当进行维护保养。 5、关键工序的人员应保持相对稳定,并定期培训,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键特性CC与特殊特性SC的管控
汽车上零件众多,大大小小的加起来,超过1万个那是绰绰有余。
这零件一多,要想都公平对待,已经成为一个不可能完成的任务。
虽然几乎所有的主机厂都会告诉你,“我们需要的零件质量要求是一样的,不存在重要些的零件质量要求就高,不重要的零件质量要求就低些,手心手背都是肉”。
但是在这里我要告诉大家:“不可能!手心手背你自己去捏一下,肯定手背更疼”。
于是乎,“歧视”便产生了!其结果就是产生了“特殊特性”!
在APQP手册中提到了产品特殊特性和过程特殊特性,但是在AIAG的其他手册中又出现有KPC和KCC,这些单词的相关英文如下:
关键产品特性-KeyProductCharacteristics
关键控制特性-KeyControlCharacteristics
KPC是产品特殊特性,如关键、重要尺寸,使产品本身所有的特性
KCC是过程控制特性,如设备的过程参数或关键、重要工序过程参数
在汽车行业,大家都对SC/CC非常的敏感,因为有这种标识的零件特性我们称之为特殊特性和关键特性。
CC:criticalcharacter,与政府法规符合性或车辆/产品功能安全性,不夸张的说,如果产品的CC特性出现问题,可能会导致车毁人亡,所以当你的供应商生产的产品图纸上标有CC,那么这个时候你要
高度重视了。
SC:significientcharacter顾客满意程度重要的产品、过程和试验。
不夸张的说,如果产品的SC出了问题,车也许会打不着火,车窗
摇不上来,车空调在40摄氏度的时候还吹热风等等让用户不爽,
这时候用户会抱怨车质量不好,也就会引起这个牌子的车口碑不好,这时候OEM会非常生气的找到你们,重重的收拾你们,因为你毁
坏了他的名声,接下来生意就没得做了。
特殊特性的管控与防错
1、供应商必须要有CC和SC清单,尤其是当这两个特性非常多的时候,供应商必须要有一张总结清单将所有的关键特性和特殊特性罗列在上面,并注明可行的质量控制方法。
SQE需要结合图纸对这份清单做检查,确保无误。
2、供应商在项目开发的时候,针对CC和SC特性一定要在FMEA 里面着重分析失效模式和遏制措施,SQE需要挑战供应商的FMEA 分析,并确定失效模式的合理性和遏制措施的有效性。
3、在供应商项目开发阶段,项目开发文件,从上至下都要将CC
和SC清晰的用特定符号标识清楚。
更甚者要求供应商用彩色打印,将相关的特性特定颜色整行标识,以示特殊和重
4、针对CC和SC特性,产线一定要设有防错工装治具(PoKa-Yoke)或者在线自动100%检测设备。
生产现场要有校验合格的边界样品(合格件/不合格件)用于定期校验防错工装治具或自动检测设备(包括开机点检校验,巡检校验),这些校验的结果要记录在相应的记录单据上,并存档保留。
5、针对CC/SC特性的检测要有专用的检测大纲,其中要准确定义检测工具,检测频次,样本量,装夹定位方法,装用夹具使用,测量结果读取等,如果特性检测需要用到三坐标或者其他高端自动化的检测设备,这些设备的检测程序要固化并冻结。
6、检测系统要定期校准并确定校准合格。
7、产线上涉及到CC/SC产生的工位要用特殊标识牌清晰标识。
8、在CC/SC产生的工位上,SQE要挑战操作者,确认CC/SC加严管理已经培训到位,SQE可以现场考验操作者或检测者对这两特性的理解,辨识,监控,检验,记录等,确保正确。
9、生产/检验现场一定要有针对CC/SC出现异常情况的反应计划,明确定义出现异常的时候的处理流程,并保证相关的人员全部知晓流程并执行。
10、SC/CC产生工位的设备要选取关键的2〜3个工艺参数做SPC 控制,保证设备的稳定运行收到监控。
11以上就是针对CC/SC的管控,我们需要重点关注的方法,当然这只是最重要的,SQE可以根据自己的经验添加但最好不要删减,只允许更加严格不允许更加宽松。