从富氢干气中回收氢气技术
从富氢干气中回收氢气技术

组分
φ( H2) , % φ( C1) , % φ( C2) , % φ( C3) , % φ(i2C4) , % φ(n2C4) , % φ( C4neg) , % φ(i2C5) , % φ(n2C5) , % φ( H2O) , % φ( H2S) , % φ( HCl) , %
流量/ ( m3·h - 1)
FA2104 低分气 66. 08 15. 91 3. 76 3. 57 3. 06 1. 12 0. 06 1. 30 0. 13
5. 00
10143
DA2101 塔顶气 21. 62 21. 64 16. 09 16. 52 11. 55 3. 40
1. 07 0. 09
3. 2 特点 该工艺最大的特点是工艺的自动化控制水平较
高 。当某个吸收塔出现故障时 , 变压吸附专用软件 可自动切换到五塔 、四塔 、三塔进行操作 , 并且不影 响装置的处理能力 、氢气品质 , 仅氢气收率有所下 降 。在切换到三塔操作时 , 可分成两个系列单独检 修 。在真空泵发生故障时可自动切换至 VPSA 程序 继续生产 ,氢气收率虽有所下降 ,但提高了装置的可 靠性 。本装置的先进控制软件包可自动实现吸附时 间的优化和吸附压力自适应调节 , 保证产品的收率 和合格率达到最高 。
2002 年 ,扬子石化股份公司芳烃厂在清洁生产 审核工作中 ,针对节约原材料 、降低能耗 、减少废物 产生量 、提高产品收率的问题 ,对全厂生产装置进行 了物流分析 ,提出了从脱硫后的富氢干气中回收氢 气的高费方案 ,并加以实施 。该方案的实施 ,既达到 了减污目的 ,又提高了生产装置的科学管理水平 ,同 时也为企业创造了可观的经济效益和环境效益 。
353
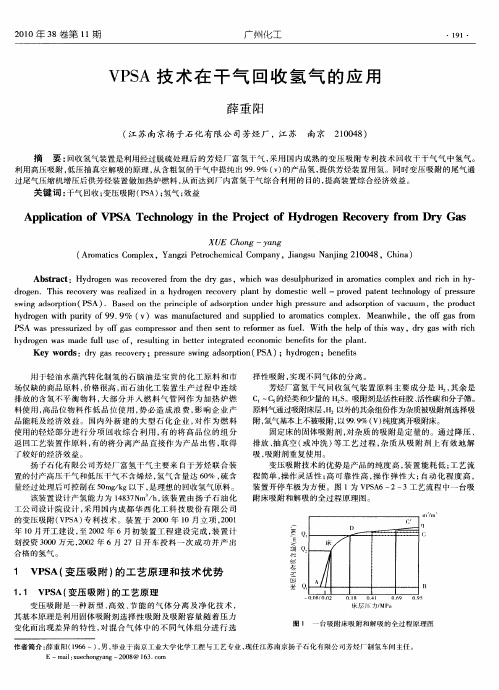
VPSA技术在干气回收氢气的应用
h dr g n wa a e f l u e o ,r s li g i et ri t ga e c n mi e e i o he p a t y o e sm d u l s f e u tn n b te n e r td e o o c b n ft frt l n . s
品能耗及经济效 益。国 内外 新建 的大 型石 化企 业 , 对作 为燃 料 使用的轻烃部分进 行分 项 回收综合 利用 , 的将 高品位 的组 分 有 返 回工 艺 装 置 作 原 料 , 的 将 分 离 产 品 直 接 作 为 产 品 出 售 , 得 有 取 『 _较 好 的 经 济 效 益 。 扬 子 石 化 有 限 公 司芳 烃 厂 富 氢 干 气 主 要 来 自于 芳 烃 联 合 装 置 的 付 产 高 压 干 气 和 低 压 干 气 不 含 烯 烃 , 气 含 量 达 6 % , 含 氢 0 硫 量 经 过 处 理 后 可 控 制 在 5 r / g以 下 , 理 想 的 回 收 氢 气 原 料 。 0 gk a 是
气体膜分离技术回收炼厂富氢干气中氢气的应用研究
气体膜分离技术回收炼厂富氢干气中氢气的应用研究炼油厂在进行工作过程中会使用到大量的氢气,为了能够降低用氢成本,需要采用气体膜分离技术回收炼厂富氢干气中氢气,气体膜分离技术的应用能够有效减少氢气的使用量,并且该技术设计合理、操作弹性大、运行可靠、回收氢气的效率高等特点,为炼油厂获得廉价氢气提供了新的途径,但是由于富氢干气中的成分比较复杂,对气体膜的长周期运行造成影响,因此需要对气体膜分离技术的相关性问题进行研究,并提出合理地解决方法,提高膜的使用寿命,进而增长炼油厂的经济效益。
标签:膜分离;回收氢气;应用研究随着世界经济的快速发展和科学技术的不断进步,能源需求也以惊人的速度增长,传统能源的数量和质量已不能满足当代经济发展的需求,传统能源的提炼和新能源的发展正在不断探索中,氢能源在传统能源的深度加工中起着关键作用,炼油业是最大的氢消耗市场,其氢消耗约占全球氢消耗的90%,由于高质量原油的短缺,劣质原油的持续增长以及日益严格的环境保护法规,对油质的要求不断提高,加氢工艺已广泛用于精炼行业,并且炼油厂对氢气的需求正在增加。
气体膜分离技术的优化和提高氢气利用率对节约能源,降低能耗,降低炼油生产成本具有重要的理论价值和实用价值。
1气体膜分离技术概述膜技术是一种比较古老的技术,但是随着科学技术的发展,膜技术的应用逐渐扩大了应用范围,膜技术在自然界中尤其是生物体内广泛存在着,在现代经济和人们日常生活中扮演着非常重要的角色,膜技术是现代仿生技术研究中的一项重要内容。
各种膜在使用过程中具有不同的特点:第一,工艺操作相对简单,所需要的设备较少,操作灵活。
第二,分离系数大,动力及传动设备使用较少,能耗降低,占地面积较小,维修方便。
第三,在使用过程中不会形成二次污染,因此不会对环境造成任何危害。
气体膜分离技术是膜分离科学与技术的重要组成部分,是一种高效的分离技术,气体膜分离技术与其他的分离技术相比有着非常明显的优势,在分离过程中能耗降低,容易实现分离过程,如果气源本身就具有一定的压力,那么在分离过程中的经济性就会更加明显。
上海交通大学科技成果——化工厂含氢尾气中氢气的回收利用技术
上海交通大学科技成果——化工厂含氢尾气中氢气
的回收利用技术
技术背景
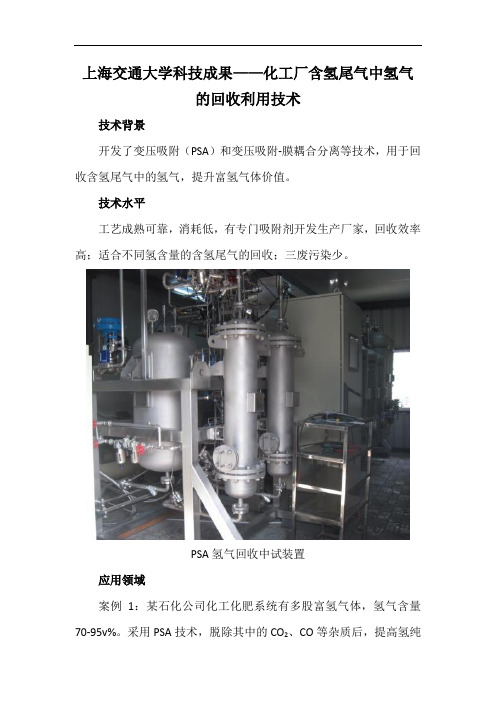
开发了变压吸附(PSA)和变压吸附-膜耦合分离等技术,用于回收含氢尾气中的氢气,提升富氢气体价值。
技术水平
工艺成熟可靠,消耗低,有专门吸附剂开发生产厂家,回收效率高;适合不同氢含量的含氢尾气的回收;三废污染少。
PSA氢气回收中试装置
应用领域
案例1:某石化公司化工化肥系统有多股富氢气体,氢气含量70-95v%。
采用PSA技术,脱除其中的CO2、CO等杂质后,提高氢纯
度,作为炼油加氢装置用氢;降低了电解水生产负荷。
案例2:回收某石化公司系统有多股含氢的驰放气。
降低高成本的天然气制氢装置负荷,增加公司效益。
解决炼油厂氢气不足,减少炼油制氢的成本;项目建成后,经济和社会效益明显。
案例3:某焦化厂副产含氢和甲烷的尾气,开发的专利技术工艺回收甲烷,同时浓缩氢气与CO2反应生成更多甲烷。
炼油厂氢气回收方案优化探讨
124伴随社会经济的持续、高速发展,能源消耗量日渐增加,环境污染问题也也发严重,在此大环境下,政府及人们的环境保护意识日渐增强,这为石油产品的质量升级带来了强劲驱动力;清洁油品的出现及大量使用,强有力催生了炼油厂对氢气的需求,特别是纯度更高的氢气。
此外,伴随炼油厂加氢处理单元规模的不断扩大,以及加氢催化剂使用寿命的延长,所产生的装置富氢尾气量大量增加,这些均使氢气短缺情况加剧。
本文结合当前实况,就炼油厂氢气回收的最优方案作一探讨。
一、回收氢气方案分析(1)膜与PSA耦合工艺方案(方案1)。
当低压高轻烃类与高压高轻烃类富氢气体混合之后,首先进行脱硫处理。
然后再实施膜分离,当渗透气升压之后,混合于低压低轻烃类富氢尾气,然后进入PSA,完成氢气回收;针对膜的渗余气来讲,可将其作为制氢装置的基本原料,此外,还可将其与PSA尾气相混合,进入轻烃回收部分,最后完成轻烃回收。
(2)PSA工艺方案(方案2)。
当前,我国已经出现许多借助变压吸附进行氢气提纯的工艺,而且相关技术已经比较成熟,已有专门的吸附剂,比如CO2、N2等,依据尾气的基本组成以及回收氢气的相关纯度要求,用多种吸附剂装填量进行氢气回收,以此为获取更高纯度的氢气,提供切实保障。
无论是高压高轻烃类富氢气体,还是升压后低压高轻烃类富氢气体,首先进行升压脱轻烃处理,然后再实施脱硫操作,最后混合于低压低轻烃类富氢尾气(升压后),进入到PSA部分,完成氢气的回收操作;还需要指出的是,当贫氢尾气升压之后,将其当作燃料气,而氢气并入到低压氢网中,整个流程比较简单。
二、回收方案的总体比较1.项目投资的比较针对上述两种方案而言,其最大的不同点就是所用膜后气体的压缩方向、次数存在差异,压缩机、PSA组件、膜为最关键的投资内容,针对方案1来讲,其膜撬装为900万元,PSA 撬块为1304万元,低压高轻烃类压缩机314万元,低压低轻烃类压缩机269万元,膜渗透气压缩机为284万元,PSA尾气压缩机365万元,总共为3436万元;而方案2的PSA 撬块为2069万元,低压高轻烃类压缩机314万元,低压低轻烃类压缩机269万元,PSA尾气压缩机299万元,总共为2951万元,方案1比方案2多485万元。
富氢气体的回收工艺技术选择
富氢气体的回收工艺技术选择王昭(大庆石化工程有限公司,黑龙江大庆16371句摘要:为解决大庆石化公司炼油厂氢气平衡问题,对富氢气体回收技术的工艺流程 和投资进行了对比,选择P S A+膜分离技术,即充分利用现有高压气体压力能,也利用了 P S A氢气纯度高、工艺简单、脱除杂质能力强以及投资低等特点。
关键词:富氢气体P S A膜回收大庆石化公司化工化肥系统有多股氢气含量在70 ~95%(v)的富氢气体,目前只作为化工厂区化肥原 料、酸性气或者燃料气,氢气资源没有得到充分利用。
而炼油厂由于汽柴油质量升级,出现氢气短缺的问题 需要解决。
为解决炼油厂区氢气平衡问题,需对化工 厂区富氢气体进行回收利用。
目前大庆石化公司共有7股适宜回收的富氢气体,包括化肥厂P R I S M(普里森)装置回收的高压和低 压富氢气体、裂解汽油加氢三套反应系统排放气、丁醇 加氢反应系统排放气、辛醇加氢反应系统排放气、6万 吨/年苯乙烯尾气和10万吨/年乙苯脱氢尾气,总量 19170N m3/h,氢气含量86. 75v%。
富氢气体中氢气纯 度和C02、C0、02、C2等杂质含量不能满足炼油厂区用 氢装置需求,需要提纯除杂处理。
1国内工艺技术介绍当前富氢气体提纯主要有两种工艺路线,一是 P S A变压吸附氢气提纯技术;二是膜分离氢气提纯技 术。
1.1P S A变压吸附氢气提纯技术[1](1)变压吸附的概念吸附按其性质的不同可分为四大类,S卩:化学吸 附、活性吸附、毛细管凝缩和物理吸附。
变压吸附(P S A)气体分离装置中的吸附主要为物理吸附。
物理吸附是指依靠吸附剂与吸附质分子间的分子 力(包括范德华力和电磁力)进行的吸附。
其特点是: 吸附过程中没有化学反应,吸附过程进行的极快,参与 吸附的各相物质间的动态平衡在瞬间即可完成,并且 这种吸附是完全可逆的。
变压吸附气体分离工艺过程之所以得以实现是由 于吸附剂在这种物理吸附中所具有的两个基本性质: 一是对不同组分的吸附能力不同,二是吸附质在吸附 剂上的吸附容量随吸附质的分压上升而增加,随吸附 温度的上升而下降。
氢气回收氢碎
氢气回收是一种重要的工业过程,用于从氢气生产和使用过程中产生的废气中回收氢气。
这个过程对于提高氢气的利用率、降低生产成本和减少环境污染具有重要意义。
本文将对氢气回收的原理、方法和技术进行详细介绍。
氢气回收的原理:氢气回收主要是通过吸附法、吸收法和膜分离法等方法,将氢气生产过程中产生的废气中的氢气分离出来,实现氢气的再利用。
这些方法的基本原理都是利用气体在不同压力、温度和组分下的不同特性,通过改变这些条件,使废气中的氢气与其他气体分离,从而实现氢气的回收。
氢气回收的方法:1. 吸附法:吸附法是利用固体吸附剂对气体分子的吸附能力,将废气中的氢气吸附在吸附剂上,然后通过加热或减压等方法使吸附剂脱附,从而实现氢气的回收。
常用的吸附剂有活性炭、沸石分子筛和金属有机骨架材料等。
2. 吸收法:吸收法是利用液体吸收剂对气体分子的溶解能力,将废气中的氢气溶解在吸收剂中,然后通过蒸馏或解吸等方法使吸收剂再生,从而实现氢气的回收。
常用的吸收剂有氢氧化钠溶液、乙醇胺溶液和聚乙二醇溶液等。
3. 膜分离法:膜分离法是利用气体在膜中的扩散速率差异,实现气体的分离。
常用的膜分离技术有透气膜、渗透汽化膜和膜接触器等。
透气膜是通过控制膜的孔径大小,实现气体的选择性透过;渗透汽化膜是通过控制膜两侧的压力差和温度差,实现气体的选择性渗透;膜接触器是通过设置多层膜,实现气体的高效分离。
氢气回收的技术:1. PSA(Pressure Swing Adsorption)技术:PSA技术是一种基于吸附法的氢气回收技术,通过周期性地改变吸附塔的压力,实现氢气的吸附和解吸。
PSA技术具有设备简单、操作方便、能耗低等优点,是目前应用最广泛的氢气回收技术之一。
2. LT-PSA(Low Temperature Pressure Swing Adsorption)技术:LT-PSA技术是在PSA技术的基础上发展起来的一种低温氢气回收技术。
通过降低操作温度,可以提高氢气的吸附能力和回收率,同时减少设备的能耗和运行成本。
用膜分离从炼厂气中回收氢气_董子丰
回收方法
度 /% 率 /% 投资费 运输费 成本
深冷法 97. 5
96. 0
1. 44 1. 22 1. 06
膜 法 96. 9
89. 4
1. 00 1. 17 1. 09
PS A法 99. 9
86. 0
1. 40 1. 00 1. 00
从表 4可见 , 膜法分离回收氢气投资最 少 , 产品成本最高。 但随着膜性能的改善和 价格下降 , 膜法回收氢气成本也将下降。
工艺。 3. 1 从催化重整尾气中回收氢气
美国 Ai r Pro ducts公司曾对催化重整尾 气用 P SA法、深冷法和膜法回收氢气进行过 经济评估。 催化重整尾气中 H2 含量为 75% ~ 85% ( V% ) , 压力 1. 72M Pa , 评估结果见 表 4[3 ]。
Hale Waihona Puke 产品纯 产品回收相 对 值
低温与特气 1997 № 3
37
图 1 与薄膜气体分离装置相连 ( 虚线 ) 的加氢精制过程的串联流程
图 1是加氢精制串联的流程 [5]。 从催化 的过剩情况。 然而 , 将这种氢气直接用于其
重整得到的氢气连续地用于石脑油、 中馏分 油、焦化瓦斯油和催化裂化产品的加氢精制。
它生产装置时 , 其纯度还不够。 为此 , 不得 不将它送入燃料管网烧掉。 图 2表明 , 在流
运用膜分离回收富氢干气
运用膜分离回收富氢干气发布时间:2022-05-16T02:44:45.974Z 来源:《科学与技术》2022年3期作者:许思思[导读] 针对回收含氢尾气中氢气,降低制氢成本及燃料气氢含量的问题许思思中韩(武汉)石油化工有限公司湖北省武汉市 430082摘要:针对回收含氢尾气中氢气,降低制氢成本及燃料气氢含量的问题。
某厂投用膜分离装置联合现有PSA对富氢干气回收提纯。
总结了膜分离技术特点,分析了膜分离运行效果及收益。
关键词:膜分离氢气回收1.背景原油重质劣质化趋势日益严重,加氢技术不断投产应用。
氢气需求上升含氢尾气量随之增加,回收富氢尾气中氢气是降低制氢成本的手段之一。
某厂干气提浓装置可产约15000Nm3/h吸附废氢,只有3000~8000Nm3/h作制氢原料,其余放燃料管网。
氢气体积热值低降低了燃料热值,火嘴易回火熄灭火焰发飘,温度分布不均炉膛局部过热[1]。
且氢气价格高于燃料气,放燃料管网对氢气资源利用不足。
2.膜分离特点2.1 技术对比氢气回收提纯方法有变压吸附(PSA)、深冷分离和膜分离。
膜分离是利用选择性渗透原理实现气体分离,不同组分靠膜两侧压力差选择性通过高分子聚合物膜。
表1对三种氢气回收提纯技术进行对比[2][3]。
由上表知膜分离可靠性及操作弹性可观,扩建难度和功耗最小。
而原料所需氢含量低于PSA,可将膜分离作PSA前的提纯步骤。
2.2 控制重点膜分离器为单元核心设备,由高分子中空纤维束填充[4],相对渗透性快的氢气从管束壁通过得到渗透气,另一侧为非渗透气。
膜前后压差及面积越大,渗透量越大,产品氢纯度越低。
温度过低烃冷凝成液膜影响分离效果或使膜损坏。
温度过高材质发生蠕变性能下降。
过快升压和逆向流动,会使纤维束位移断裂及密封圈失效等[4]。
3.方案实施某厂焦化和催化干气共20000Nm3/h,作富含碳二的原料进干气提浓,经PSA脱除碳二的吸附废氢规模15000Nm3/h,含氢量20%~35%。
利用富氢干气回收氢气方案的技术经济分析
装置 运 行不 到 1年 即可 收 回全 部 投 资 。
6 结语
率 高 于原 P A装 置 的 4 , 济 效 益 相 当 可 观 。 因 S % 经 此 , 烃 联 合装 置 的 P A装 置 改 造是 利 用 新技 术促 芳 S
进 经 济 增 长 的成 功实 践 。
( 审稿 编委 : 夏翔鸣 高级 工程师 )
析 及 敏 感 性 分 析 , 讨 了 方 案 的经 济 可 行 性 。 探 关 键 词 :干 气 氢气 经 济 分 析
随着 扬 子 石 化 公 司 6 0 k / 5 ta乙 烯 装 置 改 造 项 目的 实 施 以及 8 0 0 k / 0 ta原 油 装 置 改 造 的 即 将 启 动 , 子 石 化公 司对 氢 气 的 需 求 量 将 不 断增 大 。 目 扬
改造后 的 P A 装 置 , S 自动 控 制 水 平 高 , 自动 控
P A装置 改 造 后公 用 工 程 燃 料气 消 耗 增 加 。改 s 造后 装置转 化炉 所需 的 P A废气 热值 由 92 1k/ S 3 J m3
变为 912k/ , 小时补 充燃 料 气026t燃料 气 5 Jm3每 .7 , 以 190元 /计 算 , 付 出燃料 费 : 0 t 年需
0. 7 2 6×19 0×8 0 0=4 1 52 0元 =4 0万 元 0 0 9 0 2
制 率 10 ; 过 现场 检 测 装 置 传 送 信 号 至 B S控 0% 通 C 制 台 , 自动识 别 程 序 控制 阀开关 故 障并 报 警 , 时 能 及 实现 故 障床 切 出 的无 扰 动 切 换 , 证 了 制 氢 装 置 连 保 续稳 定 供 氢 ; 加 9床运 行 模 式 , 利 于 1 增 有 0床 运 行 出现某 一 故 障 床 时 将 其 切 出 检 修 而 对 产 氢 量 影 响
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。