一汽大众焊装夹具设计+制造规范1.5版本
焊装夹具定位设计技术标准
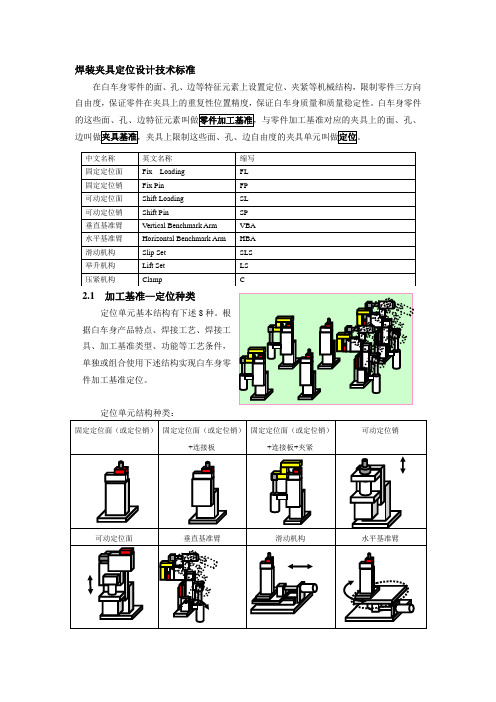
焊装夹具定位设计技术标准在白车身零件的面、孔、边等特征元素上设置定位、夹紧等机械结构,限制零件三方向自由度,保证零件在夹具上的重复性位置精度,保证白车身质量和质量稳定性。
白车身零件2.1 加工基准—定位种类定位单元基本结构有下述8种。
根据白车身产品特点、焊接工艺、焊接工具、加工基准类型、功能等工艺条件,单独或组合使用下述结构实现白车身零件加工基准定位。
定位单元结构种类:2.2定位单元构成定位单元通常由定位块(定位销)、连接板、支座、夹紧块、夹紧臂、铰链、气缸、导向8种基本功能件组成,复杂定位单元需要增加限位块、导轨、二层支座等功能件(如下图所示)。
2.3(白车身零件)加工基准加工基准需要同时满足四大工艺(冲压、焊装、涂装、总装)使用,具有一致性。
加工基准在产品设计时通过工艺评审,最终确定,是完整产品组成的一部分。
按零件面、孔、边的几何特征,加工基准可以划分为:面基准—S(s)、孔基准—H(h)、边基准—E(e);按零件上几何元素功能,加工基准可以划分为:正基准、辅助基准、变换基准等;结合上述两种划分方法,加工基准划分为以下13种,便于使用和管理。
2.4加工基准—定位单元位置精度不同加工基准的定位精度要求不同。
分为三类:孔基准—定位销、面(边)基准—定位块、特殊辅助面基准—定位块。
(1)孔基准—定位销◆孔基准类型:◆定位销、连接板孔配合公差:h7/H7◆ 定位销位置公差:±0.1mm◆ 定位销连接处直径公差:h7◆ 连接板孔直径公差:H7(2) 面基准—定位块◆ 面基准类型:◆ 定位块位置公差:±0.1mm(3) 特殊辅助面基准—定位块◆ 特殊辅助面基准类型:◆定位块位置精度:+0/-0.5㎜e2.5 加工基准—定位单元刚性为保证制造质量的稳定性,要求定位单元的定位件(块、销)装配后其工作方向位置变化<0.1mm 。
既要保证夹具骨架(平台)的结构刚性,还需要保证定位单元的结构刚性。
LZKL焊装夹具技术规范..

LZKL焊装夹具技术规范有限公司企业标准焊装夹具技术规范2015年1月发布内部使用2015 年1月实施签字目录目录 (1)前言 (3)标准演变 (4)适用范围 (5)1 焊装夹具工艺分析 (6)1.1 焊装夹具工艺条件注入 (6)1.2 产品数模图纸分析 (7)1.3 制定焊装流程图 (7)1.4 焊装线布置 (8)1.5 工位时序图 (9)1.6 工位焊点分析,焊钳选型 (10)1.7 工位工装结构分析 (11)2 焊装夹具结构 (15)2.1 考虑因素 (15)2.2 设计方法与步骤 (16)2.3 结构组成 (17)2.4 命名规则 (17)2.5 底板(BASE) (18)2.6 夹紧器 (21)2.7 定位部件 (29)2.8焊枪导向及通过性 (36)2.9磁铁的使用 (38)2.10防呆装置 (38)2.11 防护装置 (40)2.12 起吊装置 (41)2.13 测量机构 (43)2.14 典型机构 (45)2.15辅助机构 (48)3 气路控制系统 (51)4 焊装夹具的制造、检测规范 (53)5 焊装夹具资料交付 (54)附录A(纯气控夹具气动原理图样图) (55)附录B(夹具常用命名规定) (57)前言夹具的作用及设计总体要求⑴焊装夹具在车身生产中的作用是:通过夹具上的定位销(基准销)、S面型块(基准面)、夹紧臂等组件的协调作用,将工件(冲压件或总成件)安装到工艺设定的位置上并夹紧,不让工件活动位移,保证车身焊接精度的一致性和稳定性.⑵操作者及维护者的安全必须首要考虑,工装设计及制造要求必须满足或超过国家规定的标准。
⑶工装设计必须考虑可靠性和可维护性。
⑷材料强度符合工装功能要求。
标准演变适用范围本标准规格了汽车焊装夹具的设计、制造、安装、调式与验收的技术要求。
本标准适用于柳州科雷工贸有限公司的汽车焊装夹具。
1 焊装夹具工艺分析1.1 焊装夹具工艺条件注入㈠产品数据包含有产品的数模、产品图纸(GD&T图或形位公差要求图)、产品焊接图(3D数模或图片表示,要能清楚表示出焊接的类型、数量、位置)。
汽车焊装夹具设计制造规范
汽车焊装生产线焊装夹具,包边机工艺汽车焊装夹具设计制造规范2010年6月13日, 21:08:21 | 汽车焊装生产线焊装夹具设计制造汽车焊装夹具包边机工艺设计制造规范(1)诺克汽车装备制造有限公司有关汽车焊装夹具,工位器具滚边,包边机械标准设定仅供长城汽车股份有限公司相关领导进行参考。
诺克焊装夹具设计工艺设计规范设计依据1、焊装夹具、压边滚边零件的计算机数据;2、焊点位置图;3、零件图、分总成图、总成图;4、焊装工艺文件、压边工艺文件业主提供汽车焊装夹具,汽车焊装生产线产品信息,汽车焊装夹具供应商设计要求1、总图焊装夹具设计:总图上标注:夹具轮廓尺寸、操作高度、坐标线(与车身坐标线统一)、坐标基准、坐标基准孔、各部件的安装位置、气缸位置,在图中按汽车产品件在汽车中的实际位置建立汽车坐标;同时按夹具的基础建立坐标系。
在夹具上标有产品件的摆放位置,并用细双点划线绘出。
焊点位置用表示,设计时注意焊点的坐标位置,并留有充分的焊钳工作空间位置,便于施焊。
用双点划线表示焊钳的外形。
2、夹具规制块设计:加工后表面发黑或喷漆处理,规制块的定位面尺寸相对于基准标注,规制块的支承方向设有调整垫片。
间隙调整片长度规格尽可能定为50、65mm,常规范围里长度一般不超过80mm,特殊情况除外。
所有的间隙调整片为5mm厚度,定位销为:2mm×1片,1mm×2片,0.5mm×2片,只有在测量精度范围内可略作调整。
3、夹具定位销设计:如在同一个件上有两个或两个以上的定位销时,主定位采用圆销,其余辅定位采用菱形销。
4、通用支撑座的设计:夹具所采用的支承座将满足系列化要求,一般高度为150、200、250、300、350、400mm,且能满足互换性要求;5、滚边胎模采用模具钢,6、装焊夹具BASE板的设计:BASE板为一整体,其上平面为安装基准面,安装基准面上刻有坐标网格线,线距为100~200mm,坐标网格线的平行度误差:相邻单一间隔距0.10/100mm,累积间隔距0.30/全长,并在刻线的两端刻上坐标号,坐标号与汽车产品图上的坐标号相一致,底板的焊接焊缝采用非连续焊缝,要求牢固,光滑平整,无缺陷,底板焊接后退火处理。
焊装夹具设计技术规范
8
北京汽车制造厂有限公司
6.4.2 补高台:BQ-QB-005
A
A
A-A
技术要求: 1.螺栓孔距公差为±0.2; 2.2.尖边倒角; 3.标记事例:H=200 的角支座标准代号为 BQ-QB-005-200; 4.材料 Q235。 9
北京汽车制造厂有限公司
6.4.3 压头及气缸极限位置和工作间隙的规定 : 1.部件图中必须画出压头打开极限位置和气缸转动的极限位置; 2.压头打开时,其极限位置与工作间隙在 25mm 以上,且打开角度 30°以上; 3.在满足以上两个条件的基础上, 还要考虑压头最高点与工作最低点之间距离 L 不 能太大,以免影响取件,其尺寸视具体情况而定; 4.气缸转动的极限位置不能与支座或其他物体干涉。
表面粗糙度符号、代号及其注法; 金属热处理工艺分类及代号的表示方法; 图纸幅面及规格;
北京汽车制造厂有限公司
4.为检具制作方便,允许将制件按坐标系旋转 90 度、180 度摆放。 6. 夹具设计结构 夹具是在车身焊接制造过程中,用于定位冲压件及分总成的专用工装,主要由以下几部 分组成,如下图:
夹紧单元
13
北京汽车制造厂有限公司
6.4.7 夹紧力的设计基准 : 夹紧力是指压臂上距转轴最远点的力,如图 A 点所指: 1.一般来说,除车体部分 MBR 及保险杠之外的部分,压臂端头压力要保持在 30Kgf 以 上; 2.车体 MBR 部分,压臂端头压力要保持在 50Kgf 以上 但车体 MBR+PANEL 部分,压臂端头压力要保持在 30Kgf 以上; 3.保险杠高强度材料部分,压臂端头压力要保持在 80Kgf 以上; 4.普通夹紧气缸的出力效率按 100%计算,其余按 63%计算。
611基板小于1000mm采用mp04bb带刹车612基板大于1000mm采用sp06bb带刹车62旋转机构当需两侧或多侧打点时为方便打点夹具基板上增加了旋转台一般有以下两种进行选621chb016622chb02563基板基板也称base板是夹具种夹紧单元的安装底板夹具的装配测量等基准都设计在基基板夹紧单元旋转机构脚轮pdf文件使用试用版本创建www
一汽大众焊装夹具设计+制造规范1.5版本
2)
规格:特殊设计,按照零件形面设计接
触面。除零件接触面表面粗糙度为Rz100
其他工装接触面为Rz25
2×螺栓:M8 DIN912 2×销:φ6
3)
DIN7979
3)支撑座: 材料:Q235A 规格:特殊设计,按照零件形面设计接 触面。工装接触面为Rz25 其他为Rz100 6×螺栓:M8 DIN912 2×销:φ6 DIN7979 4×螺栓:M10 DIN912 4×销:φ8 垫片:39D 20635
8
2.工装规范
2.1 设计规范
2.1.1设计规范概述
T-PL-PP-2 Wu zhengyang
1)
1)尼龙块
2) 2)导向止块 (单侧夹紧时,必须采用) 38D 492559/2
3)
3)L型块(宽)
39D 20660/1
4)支撑座:
4)
材料:Q235A
规格:特殊设计,按照零件形面设计接触面。工装接触面为
1tplpp2wuzhengyang焊装规划标准化工作项目佛山二期夹具设计制造安装规范焊装规划标准化工作项目佛山二期夹具设计制造安装规范部门divisiontplpp2版本号version09更新日期date20161116?概述?工装规范目录?工装检查2tplpp2wuzhengyang?概述?工装规范?工作计划?检查点?重要提示?设计规范?制造规范?安装规范?工装检查?检查流程?检查清单?问题处理特别提示
如有不满足设计要求,单独向甲方提出
(3)特殊SZVD系列气缸只能用在伸缩销有定位功能的情况,此气缸默认行程=40mm,有左右之分,使用时不加止块限位 例如SZVD_50_1_A13_T12,完全对称为SZVD_50_1_A23_T12
01 焊装夹具通用技术标准

解放卡车焊接夹具通用技术要求中国第一汽车集团公司发布Q/CAXX—XXXX—2012前言本部分由一汽解放汽车有限公司卡车厂工艺技术室提出。
本部分由一汽解放汽车有限公司规划部归口。
本部分由一汽解放汽车有限公司卡车厂工艺技术室负责起草。
本部分主要起草人:崔颖、李丽芹、冯唯。
本部分首次发布。
IQ/CAXX—XXXX—2012解放卡车焊接夹具通用技术要求1 范围本部分规定了主要用于解放卡车焊接夹具的通用要求。
本部分适合于解放卡车焊接夹具的设计与制造。
2 规范性引用文件GSB05-1426-2001 国标色卡3 解放卡车焊接夹具通用技术标准要求所有焊接夹具必须满足将零合件按产品要求定位组合,在夹紧状态下完成焊接工艺过程,每个工序合件和总成都要达到产品要求,控制在产品规定的公差范围内,最终按照生产节拍要求生产出合格产品;要求焊钳接近性好;重要表面焊点要加铜垫板,要求铜垫板厚度不小于8mm;所有装配夹具满足工艺要求。
3.1 坐标系的建立夹具设计的坐标系原则上与车身设计坐标系一致。
以汽车前轴中点为坐标原点,向上为Z坐标正向,向后为X坐标正向,面向前方右侧为Y坐标正向;反向为负。
当需要在某些特殊部位布置夹紧点时,为了方便尺寸标注,需要把局部坐标旋转变换,原则上所采用的旋转基点(轴),应取在车身设计坐标50线倍数的交点上。
3.2 基准要求1)为了保证在产品加工过程中基准的统一,需按照RPS基准系统来确定夹具主定位基准(改造焊接夹具需延用原有基准,并保证统一),定位孔及销的圆菱性必须与RPS一致,定位面可在RPS同一基准面上进行适当调整(50mm以内),且必须保证前后工序定位基准统一。
2)对于夹具的BASE板,其上表面为基准面,并且与车身坐标一个方向上的百线重合。
沿基板表面是车身坐标的另外两个方向,应加工出两道互相垂直的基准槽,并用钢印予以标记。
3)对于定位支座,高度方向的基准是支座底面,其余两个方向的基准分别是支座对称中心和底面安装基准销孔中心线。
焊装夹具类生产技术要求-2023标准
焊装夹具类生产技术要求1范围本标准规定了汽车焊装夹具的设计、样品测试、试生产、大批量生产、性能要求及其他技术要求、标志与包装等技术要求。
本标准适用于汽车焊装夹具的生产制造。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB15760金属切削机床安全防护通用技术条件GB/T120.2内螺纹圆柱销淬硬钢和马氏体不锈钢GB/T191包装储运图示标志GB/T3766液压传动系统及其元件的通用规则和安全要求GB/T5226.1机械电气安全机械电气设备第1部分:通用技术条件GB/T5900.1机床主轴端部与卡盘连接尺寸第1部分:圆锥连接GB/T5900.2机床主轴端部与花盘互换性尺寸第2部分:凸轮锁紧型GB/T5900.3机床主轴端部与花盘互换性尺寸第3部分:卡口型GB/T7932气动对系统及其元件的一般规则和安全要求GB/T9969工业产品使用说明书总则GB/T13306标牌3术语和定义下列术语和定义适用于本文件。
夹具clamp机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置。
焊装夹具welding fixture为保证焊件尺寸,提高装配精度和效率,防止焊接变形所采用的夹具。
4夹具设计夹具组成及操作、控制方式4.1.1夹具组成4.1.1.1焊装夹具包含若干个夹紧单元和基板,并在需要的地方增加举升机构、旋转机构以及翻转机构的辅助机构。
4.1.1.2焊装夹具主要零部件有:基板、L-板、H腿、规制块、夹紧臂、型块、垫片、定位销、定位销托架。
4.1.2操作、控制方式夹具操作方式为气动;控制方式为气控。
数据建模4.2.1夹具在设计前应开展实地测绘,获取实车数据,并建立数据模型。
4.2.2夹具应根据白车身建模实际结果,结合开孔位置及用户需求,精准定位以确定白车身开孔位置,从而得出定位点的支撑点及限位点等数据。
乘用车焊装夹具工艺技术要求

Q/CAW-XX-2015
乘用车焊装夹具工艺技术要求
1 范围 本标准规定了焊接夹具在模块化设计方面的标准化要求。 本标准适用于所有焊装手工线、自动线用定位夹具、补焊夹具、上件台及中转台等非标工装设计。
2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。
前言 ............................................................................... III
乘用车焊装夹具工艺技术要求 ........................................................... 1
C级
Q/CA
中国第一汽车股份有限公司企业标准
Q/CAW—XX—2015
乘用车焊装夹具工艺技术要求
2015-XX-XX 发布
2015-XX-XX 实施
中国第一汽车股份有限公司 发布
Q/CAW-XX-2015
目次
目次 ................................................................................. I
II
Q/CAW-XX-2015
前言
本标准通过总结轿车公司近年来手工线、自动线夹具设计、会签及应用的经验,将夹具结构进行模 块化拆解,并通过对每个模块进行标准化实现非标夹具设计过程中最大程度的标准化,提升设计、会签 的效率,并提升夹具元器件的标准化与互换性。
本标准由中国第一汽车股份有限公司轿车公司提出。 本标准由中国第一汽车股份有限公司规划部归口。 本标准起草单位:中国第一汽车股份有限公司轿车公司。 本标准主要起草人:赵蕴鹏,皮文皓,张鸿儒,毕兰峰,刘俊伟,丁才奇。 本标准为首次发布。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对部件进行Audit(根据检查清
单),合格之后,作为标准样件。 非标件取样:对所有非标零件材料 进行取样,并送一汽大众实验室做 检验,确保材料合格
照检查清单进行检查,不
合格项全部整改
供应商 项目进度
外购标准件:必须在官方 第一次抽检:全部非标部件加工完成 第二次抽检(一汽-大众现场
代理商处购买标准件,标
安装组件固定销 ISO 8375。
7、检测孔最少4个,<1700*1700 4个 1700*1700<Base<3200*1700 6个 >3200*1700 8个 检测孔之 间的间距需要保证≤1200。 8、 压臂夹紧点最多3个。 9、车身下部勾销按照14D 300168 MQBA1夹紧方案实施(青岛、佛山项目,其他项目参考其他标 准),勾销锁紧方向按照 14D 300168实施。 10、镜像复制夹具时,有左右区分的外购件不可镜像,右侧定位器要重新调入右侧外购件进行设计。 11、标准件用于安装固定面不允许再加工。 12、 气缸操作手柄只允许使用在手动夹具。 13、安装夹紧臂,按照夹紧臂距离转轴中心线 45mm考虑。 14、抓手与夹紧共用一个位置定位销定位时,使用伸缩缸
T-PL-PP-2 Wu zhengyang
4)L型块
(宽) 5)伸缩缸安 装块 39D 20628/1 39D 20660/1
6)标准伸缩气缸 行程40mm
伸缩销套:使用标准套,且每个伸缩销必须使用销套,特殊
39D 20629/2
7
2.工装规范
2.1 设计规范
1)
2.1.1设计规范概述
2)
1)、2)夹紧、支撑块: 材料:42CrMo4 淬火HRC60+/-2 表面 硬化 58+4 接触面要求深度>1.2mm 规格:特殊设计,按照零件形面设计接
•
重要提示
•
安装规范
•
问题处理
特别提示:此设计准则是将工装大众标准进行概括性总结,供应商可以作为项目报价依据, 详细设计阶段需要参照文件中涉及的各项标准文件内容。
T-PL-PP-2 Wu zhengyang 2
概述
工作计划:
供应商进度 *1、按照供应商反馈实际状态,开始相应阶段工作。 2、随时对各阶段检查结果问题项,进行复检/抽检。
车身件孔尺寸 定位钣金件料厚,
根据料厚选择Z值
有效工作表面Z超过零件上表面3-5mm
固定销台面不做支撑时,销 台面与钣金件的缝隙留2mm
ห้องสมุดไป่ตู้
夹具、AB台、点 定抓手、工艺抓手
T-PL-PP-2 Wu zhengyang
搬运抓手
*设计时定位销直径大小与定位孔相同,不需要在3D中-0.1
14
2.工装规范
伸缩销气缸使用原则
T-PL-PP-2 Wu zhengyang 8
2.工装规范
2.1 设计规范
2.1.1设计规范概述
1) 1)尼龙块
2)
2)导向止块
(单侧夹紧时,必须采用) 38D 492559/2
3)
3)L型块(宽) 39D 20660/1 4)支撑座:
4)
材料:Q235A 规格:特殊设计,按照零件形面设计接触面。工装接触面为 Rz25 其他为Rz100 6×螺栓:M8 DIN912 2×销:φ6 DIN7979 4×螺栓:M10 DIN912 4×销:φ8
焊装规划标准化工作项目 ——佛山二期夹具设计、制造、安装规范
部门 Division 版本号 Version
T-PL-PP-2 Wu zhengyang
T-PL-PP-2 09 2016-11-16
1
更新日期 Date
目录
概述
• • 工作计划 检查点
工装规范
• • 设计规范 制造规范
工装检查
• • 检查流程 检查清单
T-PL-PP-2 Wu zhengyang 11
2.工装规范
2.1 设计规范
2.1.2定位规范
2.1.1.1 一般要求: 1、需要按照产品零件定义的RPS执行 Vw 01055 2、供应商需要检查工艺是否满足 相应的产品零件
3、夹紧方案中额外增加的定位单元,需要与规划部确认、并记录。
2.1.1.2 定位销使用原则: 1、至少限定两个方向自由度
伸缩销使用范围: 1)易变形件 2)定位孔不平行 3)点定工位角度单件需要定位
伸缩销保护套采用 39D 20629
(1)线上线下点定、补焊线气缸选用单导杆和双导杆形式 单导杆选用 SZK_40_T12 行程=40mm 双导杆选用 SZKD_63 A13&A23系列此气缸有左右之分,设计时分别调入,不可做镜像。行程=40mm 如有不满足设计要求,单独向甲方提出 (2)点定抓手单导杆和双导杆两种形式: 单导杆选用 SZK_40_T12 行程=40mm 双导杆选用 SZKD_63 A13&A23系列此气缸有左右之分,设计时分别调入,不可做镜像。行程=40mm 如有不满足设计要求,单独向甲方提出 (3)特殊SZVD系列气缸只能用在伸缩销有定位功能的情况,此气缸默认行程=40mm,有左右之分,使用时不加止块限位 例如SZVD_50_1_A13_T12,完全对称为SZVD_50_1_A23_T12 注意:设计双导杆伸缩销时,尽量避免悬臂较长的结构,特别是承受力组件,合理进行角块组合,使受力点尽量靠近安装面, 尽量使悬臂缩短。
夹具(发运前)检查 现场安装检查
T-PL-PP-2 Wu zhengyang 3
准备发运 及现场阶段 第一次批次 工装制造完成 设计验收
夹具第一次设计验收 夹具第二次设计验收 材料检查
PL、VSC、PR-2
夹具标准件检查
夹具非标件检查
PL、VSC、PR-2 Experte
10
2.工装规范
1、对于线下夹具,BASE形式要求如下: 同一区域内工位间BASE高度尽量一致; BASE板外形在1500范围时,板厚30mm,BASE板倒圆角R20; BASE板外形在1500-2500范围时,需要用80X60X4的矩形管焊接加强。 BASE板外形在2500-4000范围时,需要用120X80X6的矩形管焊接加强。 方管焊接加强时要注意方管外沿与BASE边的距离要在200mm以上。 BASE板上方应预留出120mm以上的空间,120mm以上焊钳模拟区域,也就是说焊 钳打开后的最低点要与BASE的距离保持在120mm以上。 BASE板上设置至少4个M16起吊螺栓孔,并在3D中安装吊环螺栓 2.对于线上夹具,BASE形式: BASE高度尽量一致; BASE倒圆角R20; 焊接加强方管可参照线下分拼,其余视情况而定。 BASE支腿 BASE板上设置6个M16起吊螺栓孔,并在3D中安装吊环螺栓
2、限定一个方向自由度
*特殊形式需要设计会签时确认,例如零件需要更多的定位。 2.1.13 定位销规格: 定位销要按照Vw39D 20610 执行 伸缩销按照Vw39D 20611至Vw39D 20612 固定销按照Vw39D 20615至Vw39D 20618 特殊销需要按照Vw39D 20610,在设计会上与规划确认。
2.1.1设计规范概述
1)
防踏花纹钢板 3-5mm厚
4)Base板 粗糙度 Rz25 平行度0.1/底面 平面度0.1 必须倒圆角(建议R20)
材料:Q275/S275JR
BASE板厚度 Geo 40mm Aus30mm 特殊25mm
T-PL-PP-2 Wu zhengyang
采用方管框架结构,厚度不低于25mm,需进行有限元分析
准件合同签订后需要把相 关信息告知一汽-大众(购 买数量,合同文本) 外购标准件范围:标准件 包括所有项目所需标准件
后,一汽-大众对所有非标部件进行
10%的抽查,如果有不合格项,需要 供应商进行全部检查和重新加工,然 后再进行10%的抽查,直到抽查全部 合格 第二次取样:对非标零件所有使用材 料进行第二次取样,并送一汽大众实 验室检验
•
整个检查过程的每一步都会形成检查报告(比如不合格项数量、不合格率等),检查报告会分发
给一汽大众采购等相关部门。
T-PL-PP-2 Wu zhengyang 5
2.工装规范
2.1 设计规范
通用项:
1、标准件采用认可清单品牌、规格
2、定位、夹紧单元标准件需要按照14D 300168、14D 300137、14D300138原则设计, 其中定位销 采用39D1759标准进行设计, 规格按照Vw 3 9D20610-22标准执行。标准伸缩销导向套 Vw39D20629。 3、采用标准垫片组39D 20631-38、L型块 39D20651-61、过渡块39D 20646-48。导向块止块 39D20671/72/73。伸缩销缸固定块39D 20628。
T-PL-PP-2 Wu zhengyang 6
2.工装规范
2.1 设计规范
1)压紧块: 材料:42CrMo4 淬火HRC60+/-2 表面 硬化 58+4 接触面要求深度>1.2mm 规格:特殊设计,按照零件形面设计接 5)
2.1.1设计规范概述
1) 4)
触面。除零件接触面表面粗糙度为
Rz100。其他工装接触面为Rz25 2×螺栓:M8 DIN912 2×销:φ6 DIN7979 2) 2)定位销: 39D 20612/3 材料:16MnCr5(1.7131)硬化 HRC60+/-2 深度0.8+0.4mm 3)伸缩销套 情况可以使用非标销套
2.1.1设计规范概述
4、定位、压紧单元与车身系平行且三向可调。如不平行,仅两方向可调,且调整方向必须与车身坐
标系平行。设计时考虑安装、维护及垫片可调整性。 5、压紧面与气缸转轴在同一平面。 6、 支撑座与Base板 紧固螺栓 ISO 4762 支撑座与气缸联接紧固螺栓ISO 4762 固定销 ISO 8735