工业炉温自动控制系统
工业炉温自动控制系统的工作原理

工业炉温自动控制系统的工作原理Industrial furnace temperature automatic control system is a crucial component in many manufacturing processes, ensuring precise and consistent control of temperature. This system works based on a combination of sensors, controllers, and actuators, which work together to maintain the desired temperature within the furnace.工业炉温自动控制系统是许多制造过程中的关键组件,可以确保对温度的精确和一致控制。
该系统基于传感器、控制器和执行器的组合,共同工作以保持炉内所需的温度。
The working principle of the system involves the use of temperature sensors to constantly monitor the temperature inside the furnace. These sensors provide real-time feedback to the controller, which then makes adjustments to the heat input or output using actuators to maintain the desired temperature.系统的工作原理涉及使用温度传感器不断监测炉内的温度。
这些传感器实时向控制器提供反馈,控制器再利用执行器对热能输入或输出进行调整,以保持所需的温度。
The controller in the system plays a crucial role in processing the feedback from the sensors and making decisions on the adjustments needed to maintain the set temperature. It utilizes algorithms and logic to calculate the appropriate response and sends signals to the actuators to regulate the heat flow accordingly.系统中的控制器在处理来自传感器的反馈并决定所需的调整以保持设定温度方面起着至关重要的作用。
温度控制系统

器
电信号Βιβλιοθήκη 非电信号二次仪表可处理信号
显示调节仪表
电信号
显 示 滤波、放大、 调 非线性校正 节 仪 表
温度
电压
流量
位移
在自动化控制系统中,二次仪表经常处于核心地位,因此对其进行认 真比较和精心选择,在安全上是必须的,在经济上是划算的。
执行器部分
为了能够对工业对象的参数进行自动控制(或报警),就必须由中间继电器、 可控硅、电磁阀等执行器执行对负载的调控。 执行器一般都工作于高电压、大电流、多动作的恶劣工作条件下,因此, 正确选择产品和降额使用是理所当然和十分经济的。
值时作出报警动作,而无论是上限、上上限、下限、下下限报警。 默认
的报警动作是报警输出继电器的常开触点闭合。
4.安装与接线
5.仪表面板布置和功能
6.使用指南
① 使用软件锁 ② 设置“控制”值 ③ 设置“误差修正”值 ④ 设置“报警”值 ⑤ 自整定功能 ⑥ 比例偏置功能 ⑦ 仪表若显示“ HH”,请检查传感器是否断线或输入超过了量程上
8.3 温度控制器的调节原理
8.3.1 二位式调节原理
二位式调节又称通断式控制,其工作原理是将测量值与设定值相比较,差值经 放大处理后,对执行器进行开(通)或关(断)的控制,主要由温度传感器、 温度控制器、执行器和电阻丝组成。
滞后时间:由于电炉炉体为保 温隔热材料制成的密闭箱体, 刚开始加热时,有一段时间炉 体温度基本保持不变,这一段 时间称之为滞后时间,其大小 通常取决于炉体结构,尤其是 炉体体积。
2.型号编制说明 例8-3 试说明型号为WG-5412温度控制器的主要性能。
解:(1)该仪表是智能型双三位显示调节仪; (2)调节方式为二位PID调节; (3)报警为上限报警; (4)输入信号采用热电阻温度传感器; (5)输出信号为继电器触点输出。
步进式加热炉自动控制系统的设计

步进炉自动控制系统的设计摘要:目前,工业控制自动化技术正朝着智能化、网络化和集成化的方向发展。
通过步进梁式加热炉系统的设计,体现了当今自动化技术的发展方向。
同时介绍了软件设计思想、脉冲燃烧控制技术的特点及其在该系统中的应用。
1导言加热炉是轧钢行业必备的热处理设备。
随着工业自动化技术的不断发展,现代轧机应配备大型化、高度自动化的步进梁式加热炉,其生产应满足高产、优质、低耗、节能、无污染和生产操作自动化的工艺要求,以提高产品质量,增强市场竞争力。
中国轧钢行业的加热炉有两种:推钢炉和步进梁式炉。
然而,推钢炉长度短,产量低,烧损高。
操作不当会导致生产出现问题,难以实现管理自动化。
由于推钢炉有不可克服的缺点,步进梁炉依靠一种特殊的步进机构,使钢管在炉内做直角运动,钢管之间留有间隙,钢管与步进梁之间没有摩擦。
出炉的钢管通过提升装置卸出,完全消除了滑痕。
钢管加热段温差小,加热均匀,炉长不受限制,产量高,生产操作灵活。
其生产符合高产、优质、低耗、节能的特点。
全连续全自动步进梁式加热炉。
这种生产线具有以下特点: ①生产能耗大大降低。
②产量大幅增加。
③生产自动化水平很高。
原加热炉的控制系统多为单回路仪表和继电器逻辑控制系统,传动系统多为模拟量控制的电源装置。
现在加热炉的控制系统都是PLC或者DCS系统,大部分还有二级过程控制系统和三级生产管理系统。
传输系统都是数字DC或交流电源设备。
本项目是某钢铁集团新建的φ180小直径无缝连续钢管生产线热处理线上的一台步进梁式加热炉。
2流程描述该系统的工艺流程图如图1所示。
图1步进梁式加热炉工艺流程图淬火炉和回火炉都是步进梁式加热炉。
装载方式:侧进侧出;炉布:单排。
活动梁和固定梁由耐热铸钢制成,顶面有齿形面,钢管直径小于141.3毫米,每个齿槽内放置一根钢管。
每隔一颗牙放一根直径153.7mm的钢管。
活动横梁升降180mm,上下90mm,节距190mm,间隔145mm。
因此,每走一步,钢管都可以旋转一个角度,使钢管受热均匀,防止炉内弯曲变形。
电加热炉温度控制系统1
摘要在现实生活当中,很多场合需要对温度进行智能控制,日常生活中最常见的要算空调和冰箱了,他们都能根据环境实时情况,结合人为的设定,对温度进行智能控制。
工业生产中的电加热炉温度监控系统和培养基的温度监控系统都是计算机控制系统的典型应用。
通过这次课程设计,我们将自己动手设计一个小型的计算机控制系统,目的在于将理论结合实践以加深我们对课本知识的理解。
本次设计采用单片机89C51及数字式温度传感器、数码管显示温度。
数字式温度传感器将采集到的温度数据送入单片机,单片机将采集到的温度数据与设定值进行比较,若大于设定值,则电热炉关断,若小于设定值,则电热炉继续加热。
对于设定的温度值的改变采用中断方式,当改变温度设定时,检测输入的信号,改变设定值,并在数码管上显示出设定值,此次设计初始设定值为100摄氏度。
关键字:温度自动控制、单片机、数码管目录1设计内容及步骤 (1)1.1设计要求 (1)1.2方案设计 (1)1.3设计思路 (1)2硬件设计 (2)2.1主要硬件介绍 (2)2.1.1单片机 (2)2.1.2温度传感器 (2)2.1.3开关器件 (2)2.2电路设计方法 (3)2.2.1显示部分电路 (3)2.2.2温度检测电路 (4)2.2.3键盘电路 (4)2.2.4电气开关及工作电路 (5)2.2.5整体硬件设计及工作说明 (5)3软件设计 (6)3.1数码管模块 (6)3.2按键中断输入模块 (7)3.3温度检测模块 (8)3.4主程序流程图 (9)4调试和分析 (10)5课程设计心得体会 (12)参考文献 (13)附录1整体电路图......................... 错误!未定义书签。
附录2源程序 (1)1设计内容及步骤1.1设计要求设计一个温度控制系统,并用软件仿真。
功能要求如下:(1)能够利用温度传感器检测环境中的实时温度;(2)能对所要求的温度进行设定;(3)将传感器检测到得实时温度与设定值相比较,当环境中的温度高于或低于所设定的温度时,系统会自动做出相应的动作来改变这一状况,使系统温度始终保持在设定的温度值。
电炉温度控制系统的设计
电炉温度控制系统的设计电炉温度控制系统的设计摘要:自动控制系统在各个领域尤其是工业领域中有着及其广泛的应用,温度控制是控制系统中最为常见的控制类型之一。
随着单片机技术的飞速发展,通过单片机对被控对象进行控制日益成为今后自动控制领域的一个重要发展方向。
一、前言自动控制系统在各个领域尤其是工业领域中有着及其广泛的应用,温度控制是控制系统中最为常见的控制类型之一。
随着单片机技术的飞速发展,通过单片机对被控对象进行控制日益成为今后自动控制领域的一个重要发展方向。
本设计要求用单片机设计一个电炉温度控制系统。
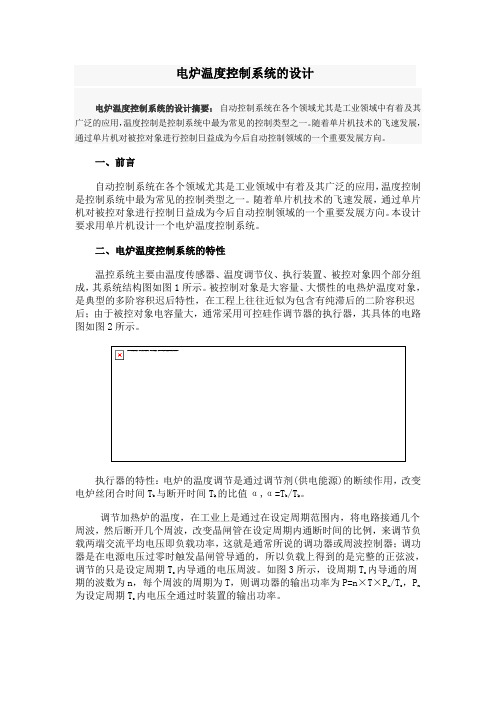
二、电炉温度控制系统的特性温控系统主要由温度传感器、温度调节仪、执行装置、被控对象四个部分组成,其系统结构图如图1所示。
被控制对象是大容量、大惯性的电热炉温度对象,是典型的多阶容积迟后特性,在工程上往往近似为包含有纯滞后的二阶容积迟后;由于被控对象电容量大,通常采用可控硅作调节器的执行器,其具体的电路图如图2所示。
执行器的特性:电炉的温度调节是通过调节剂(供电能源)的断续作用,改变电炉丝闭合时间Tb 与断开时间Tk的比值α,α=Tb/Tk。
调节加热炉的温度,在工业上是通过在设定周期范围内,将电路接通几个周波,然后断开几个周波,改变晶闸管在设定周期内通断时间的比例,来调节负载两端交流平均电压即负载功率,这就是通常所说的调功器或周波控制器;调功器是在电源电压过零时触发晶闸管导通的,所以负载上得到的是完整的正弦波,调节的只是设定周期Tc 内导通的电压周波。
如图3所示,设周期Tc内导通的周期的波数为n,每个周波的周期为T,则调功器的输出功率为P=n×T×Pn /Tc,Pn为设定周期Tc内电压全通过时装置的输出功率。
三、电炉的电加热原理当电流在导体中流过时,因为任何导体均存在电阻,电能即在导体中形成损耗,转换为热能,按焦耳楞次定律:Q=0.2412 Rt Q—热能,卡;I一电流,安9R一电阻,欧姆,t一时间,秒。
炉温控制系统PLC
炉温控制系统PLC概述炉温控制系统是指通过PLC(Programmable Logic Controller,可编程逻辑控制器)来实现对工业炉温度的自动控制的系统。
PLC是一种专门用于工业自动化控制的计算机设备,具有可编程、可集成、可靠性高等特点,被广泛应用于各种工业控制系统中。
系统组成炉温控制系统PLC主要由以下几个组成部分组成:1. PLC控制器PLC控制器是炉温控制系统的核心部件,它负责接收各种传感器信号,经过逻辑运算后输出控制信号,实现对炉温的控制。
PLC控制器一般具有多个输入和多个输出,可以与各种传感器和执行器进行连接。
2. 炉温传感器炉温传感器用于测量炉膛中的温度,并将测量结果发送给PLC控制器。
常见的炉温传感器包括热电偶传感器、热电阻传感器等。
根据不同的应用场景和要求,可以选择不同类型的炉温传感器。
3. 控制执行器控制执行器是根据PLC控制器的输出信号,对炉温进行调节的设备。
常见的控制执行器包括电磁阀、变频器、电机等。
通过控制执行器的开启和关闭,调节燃烧器的火力大小,从而达到炉温的控制。
4. 输入输出模块输入输出模块用于将外部信号与PLC控制器进行连接,主要负责将传感器测量的温度信号输入到PLC控制器中,并将PLC控制器的输出信号转化为对控制执行器的控制。
输入输出模块通常具有多个通道,可以实现多种传感器和执行器的连接。
5. 人机界面人机界面用于与PLC控制器进行交互,通常通过触摸屏、按钮等实现。
人机界面可以显示炉温的实时数据、报警信息等,并可以进行参数设定、控制状态的切换等操作。
系统工作原理炉温控制系统PLC的工作原理如下:1.PLC控制器不断接收炉温传感器的信号,获取炉膛的实时温度。
2.PLC控制器与输入输出模块进行通信,将炉温数据输入到PLC控制器中。
3.PLC控制器通过预设的控制算法,对炉温进行处理,并输出控制信号。
4.控制信号通过输出模块传输到相应的控制执行器上,控制执行器调节燃烧器火力大小,改变炉温。
炉温闭环控制系统的PLC控制(打印)
炉温闭环控制系统的PLC控制(打印)摘要可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。
早期的可编程控制器称作可编程逻(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑控制。
随着技术的发展,这种装置的功能已经大大超过了逻辑控制的范围,因此,今天这种装置称作可编程控制器,简称PC。
但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程控制器简称PLC。
传统的加热炉电气控制系统普遍采用继电器控制技术,由于采用固定接线的硬件实现逻辑控制,使控制系统的体积增大,耗电多,效率不高且易出故障,不能保证正常的工业生产。
随着计算机控制技术的发展,传统继电器控制技术必然被基于计算机技术而产生的PLC控制技术所取代。
而PLC本身优异的性能使基于PLC控制的温度控制系统变的经济高效稳定且维护方便。
这种温度控制系统对改造传统的继电器控制系统有相当的意义。
在以PLC控制为核心,加热炉为基础的温度自动控制系统中,PLC 将加热炉温度设定值与温度传感器的测量值之间的偏差经PID运算后得到的信号控制输出电压的大小,从而调节加热器加热,实现温度自动控制的目的。
文章介绍了基于温度控制系统的PID调节器的实现。
关键词:可编程控制器 PLC 温度控制温度传感器目录1.闭环控制系统的介绍 (1)1.1闭环控制原理 (1)1.2闭环控制系统方框图 (1)1.3闭环控制系统的优点 (2)2.PLC的基础知识 (3)2.1PLC的发展历程 (3)2.1.1 PLC的构成 (3)2.1.2 PLC的特点 (5)2.2PLC的硬件结构 (6)2.2.1PLC的物理结构 (6)2.2.2 CPU模块与储存器 (8)2.2.3输入模块 (8)2.2.4输出模块 (9)2.3PLC的分类 (10)2.3.1三菱PLC的产品系列 (11)2.3.2 FX-2N系列优点 (12)2.4PLC的常用指令 (12)2.5PLC的工作原理 (12)2.6PLC的工作过程及PLC的运行方式 (13)2.7PLC执行程序的过程及特点 (14)2.8梯形图语言(LD) (16)3.PLC控制的加热炉温度控制系统 (16)3.1被控参数的选择 (16)3.2控制参数的选择 (16)3.3锅炉温度过程控制的介绍 (17)3.3.1锅炉控制系统的硬件选择 (18)3.4加热炉温度控制系统基本构成 (18)3.6PLC程序的调试 (20)3.7炉温控制外部接线图: (21)3.8炉温控制顺序功能图: (22)3.9炉温控制梯形图及指令 (23)总结 (27)致谢 (28)参考文献 (29)1.闭环控制系统的介绍闭环控制系统是由信号正向通路和反馈通路构成闭合回路的自动控制系统又称反馈控制系统。
最新炉窑温度控制系统
炉窑温度控制系统辽宁工业大学PLC技术及应用课程设计(论文)题目:炉窑温度控制系统的设计院(系):电气工程学院专业班级:自动化072学号: 070302039学生姓名:李洪任指导教师:(签字)起止时间: 2010.12.22-2010.12.31课程设计(论文)任务及评语院(系):电气工程学院教研室:注:成绩:平时20% 论文质量60% 答辩20% 以百分制计算摘要在石灰产品生产的流程中,窑炉烧制是一个非常重要的环节。
石灰窑烧制工业生产过程当中,需要调控的量有很多,最重要的就是高炉煤气流量的控制,燃烧空气流量的控制,冷去流量的控制及上料皮带秤的启停控制,PID调节作为经典控制理论中最典型的闭环控制方法。
本设计对石灰窑炉加热温度调整范围为800℃—1000℃,各种气体流量范围为2-5m3/h-2200N。
软件设计须能进行人工启动,考虑到本系统控制对象为石灰窑炉,是一个大延迟环节,且温度调节范围较宽,所以本系统对过渡过程时间不予要求。
被控对象为炉内温度,温度传感器检测炉内的温度信号,经温度变送器将温度值转换成电压信号送入PLC模块。
PLC把这个测量信号与设定值比较得到偏差,经PID运算后,发出控制信号,相应的控制可控调节阀,从而实现炉温的连续控制。
关键词:炉窑温度控制;PID算法;PLC编程;目录第1章绪论 0第2章课程设计的方案 (1)2.1概述 (1)2.2系统组成总体结构 (1)第3章硬件设计 (3)3.1PLC的选型和硬件配置 (3)3.2传感器选择 (5)3.3可控阀门及电动机选择 (6)第4章基于PLC的炉温控制系统的软件设计 (7)4.1STEP7MICRO/WIN32软件介绍 (7)4.2系统PID算法及流程图 (7)4.2.1 PID算法简介 (7)4.2.2PID算法的数字化处理 (8)4.3I/O口分配 (13)4.3主程序清单 (14)第5章课程设计总结 (22)参考文献 (23)第1章绪论随着现代工业的逐步发展,在工业生产中,温度、压力、流量和液位是四种最常见的过程变量。
自动控制原理基础教程第三版胡寿松第一章课后答案
1-2 仓库大门自动控制系统原理示意图。
试说明系统自动控制大门开闭的工作原理,并画出系统方框图。
题1-2图仓库大门自动开闭控制系统解当合上开门开关时,电桥会测量出开门位置与大门实际位置间对应的偏差电压,偏差电压经放大器放大后,驱动伺服电动机带动绞盘转动,将大门向上提起。
与此同时,和大门连在一起的电刷也向上移动,直到桥式测量电路达到平衡,电动机停止转动,大门达到开启位置。
反之,当合上关门开关时,电动机反转带动绞盘使大门关闭,从而可以实现大门远距离开闭自动控制。
系统方框图如下图所示。
1-4 题1-4图为水温控制系统示意图。
冷水在热交换器中由通入的蒸汽加热,从而得到一定温度的热水。
冷水流量变化用流量计测量。
试绘制系统方块图,并说明为了保持热水温度为期望值,系统是如何工作的?系统的被控对象和控制装置各是什么?题1-4图水温控制系统原理图解工作原理:温度传感器不断测量交换器出口处的实际水温,并在温度控制器中与给定温度相比较,若低于给定温度,其偏差值使蒸汽阀门开大,进入热交换器的蒸汽量加大,热水温度升高,直至偏差为零。
如果由于某种原因,冷水流量加大,则流量值由流量计测得,通过温度控制器,开大阀门,使蒸汽量增加,提前进行控制,实现按冷水流量进行顺馈补偿,保证热交换器出口的水温不发生大的波动。
其中,热交换器是被控对象,实际热水温度为被控量,给定量(希望温度)在控制器中设定;冷水流量是干扰量。
系统方块图如下图所示。
这是一个按干扰补偿的复合控制系统。
1-5 题1-5图为工业炉温自动控制系统的工作原理图。
分析系统的工作原理,指出被控对象、被控量及各部件的作用,画出系统方框图。
题1-5图 炉温自动控制系统原理图解 加热炉采用电加热方式运行,加热器所产生的热量与调压器电压c u 的平方成正比,c u 增高,炉温就上升,c u 的高低由调压器滑动触点的位置所控制,该触点由可逆转的直流电动机驱动。
炉子的实际温度用热电偶测量,输出电压f u 。
工业烘干炉温度自动控制系统
摘要本文设计一个工业烘干炉温度自动控制系统,根据该控制系统的基本设计要求,设计出系统总体结构框图以及软件流程图,并对该控制系统的性能和特点做了详细的论述。
该控制系统主要内包括单片机最小系统、温度检测电路、温度控制电路、键盘显示电路,以及电源电路、报警电路等。
系统中采用PID控制算法,根据对炉温要求来控制固态继电器导通可控硅从而控制电加热管的加热时间来进行温度控制。
可控硅控制电加热管以便达到控制温度的目的。
系统中设计了人机对话接口电路,来完成温度显示及参数修改功能,在任何时候可监测到系统运行状态及运行结果。
本系统具有自动控温、自动显示、声光报警、参数可控可调等优点,采用微机控制保证了系统工作的可靠性和稳定性,该系统具有广阔的发展前景。
关键词:温度自动控制单片机系统 A/D转换AbstractThis paper designs an industrial drying furnace temperature automatic control system, according to the control system of basic design requirements, design the system overall structure diagram and software flow chart of the control system, and the performance and characteristics do the detailed discussion.This control system mainly in single chip minimize system, including temperature detection circuit, temperature control circuit, keyboard display circuit, and power circuit, alarm circuit, etc. Using PID control algorithm in the system, according to requirements to control temperature of conduction SCR soild-state relay to control electric heating pipes heating time to temperature control. Silicon-controlled rectifier control electric heating pipes in order to achieve the purpose of temperature control. System design human-machine conversation, interface circuit to complete temperature display and parameter modification function, at any time to monitor system can be running state and operation results.This system possesses automatic temperature control, automatic display, sound-light alarm, parameter controllable adjustable wait for an advantage, using microcomputer control guarantees the system reliability and stability, work this system has broad prospects for development.Keywords:Automatic Temperature Contro l Single-chip Microcomputer system A/D conversion目录第1章绪论 (1)1.1课题研究的目的及意义 (1)1.2课题研究背景及国内外研究现状 (1)1.2.1 课题的研究现状 (2)1.2.2 发展趋势 (5)1.3课题研究的主要内容 (6)第2章控制系统总体方案的确定 (7)2.1控制系统方案的确定 (7)2.1.1 控制要求 (7)2.1.2 系统组成 (7)2.2测温元件的选择 (8)2.2.1 温度传感器的选择 (8)2.2.2 A/D转换器的选择 (9)2.3执行机构的选择 (9)2.4外围设备的选择 (10)2.4.1 显示器的选择 (10)2.4.2 键盘的选择 (12)2.5单片机的选择 (13)第3章控制系统硬件设计 (15)3.1微处理器ATMEL89C51 (15)3.1.1 89C51 性能及特点 (15)3.1.2 程序存储器的选择 (15)3.1.3 AT89C51 硬件结构及引脚 (16)3.2前向通道的设计 (20)3.2.1 集成温度传感器AD590 (20)3.3A/D转换接口电路的设计 (23)3.3.1 转换器ADC0809及其接口电路 (23)3.4后向通道的设计 (28)3.4.1 固态继电器的选择 (28)3.4.2 固态继电器与单片机的接口电路 (30)3.5系统电源的设计 (31)3.6人机对话接口电路的设计 (32)3.6.1 可编程并行接口芯片8255A及其接口电路 (32)3.6.2 报警电路的设计 (35)3.6.3 带看门狗和电源监控功能的复位芯片MAX813L (36)4.1数学模型的建立 (39)4.2控制算法 (39)4.3PID参数的整定 (40)第5章控制系统软件流程图设计 (44)5.1系统的工作过程 (44)5.2系统程序设计 (44)5.2.1 主程序设计 (44)5.2.2 中断程序的设计 (45)5.2.3 PID计算程序 (47)5.2.4 键盘输入子程序流程图 (49)5.2.5 显示子程序流程图 (50)总结................................................. 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、设计题目要求:1.查阅相关资料,分析系统的工作原理,指出被控对象、被控量和给定量,画出系统方框图。
2.分析系统每个环节的输入输出关系,代入相关参数求取系统传递函数。
3.分析系统时域性能和频域性能。
4.运用根轨迹法或频率法校正系统,使之满足给定性能指标要求。
(已知条件和性能要求待定)二、设计报告正文摘要:炉温控制系统---是指根据炉温对给定温度的偏差,自动接通或断开供给炉子的热源能量,或连续改变热源能量的大小,使炉温稳定有给定温度范围,以满足热处理工艺的需要。
炉温自动控制用热电偶测量温度,与给定温度进行比较,将偏差信号放大后作为驱动信号,通过电机、减速器调节加热器上的电压来实现准确的温度控制。
本文经过正确分析系统工作过程,建立系统数学模型,画出系统结构图后,设计与校正前系统性能分析和可采取的解决方案、方法及分析。
运用matlab软件进行复杂的系统时域验证和计算机仿真,通过具体设计校正步骤、思路、计算分析过程和结果,对于炉温控制系统的研究与改进具有现实意义。
关键字炉温控制系统系统校正 matlab软件(一)工业炉温自动控制系统的工作原理加热炉采用电加热方式运行,加热器所产生的热量与调压器电压c u 的平方成正比,c u 增高,炉温就上升,c u 的高低由调压器滑动触点的位置所控制,该触点由可逆转的直流电动机驱动。
炉子的实际温度用热电偶测量,输出电压f u 。
f u 作为系统的反馈电压与给定电压r u 进行比较,得出偏差电压e u ,经电压放大器、功率放大器放大成a u 后,作为控制电动机的电枢电压。
在正常情况下,炉温等于某个期望值T °C ,热电偶的输出电压f u 正好等于给定电压r u 。
此时,0e r f u u u =-=,故1a u u =,可逆电动机不转动,调压器的滑动触点停留在某个合适的位置上,使c u 保持一定的数值。
这时,炉子散失的热量正好等于从加热器吸取的热量,形成稳定的热平衡状态,温度保持恒定。
当炉膛温度T °C 由于某种原因突然下降(例如炉门打开造成的热量流失),则出现以下的控制过程:控制的结果是使炉膛温度回升,直至T °C 的实际值等于期望值为止。
→系统中,加热炉是被控对象,炉温是被控量,给定量是由给定电位器设定的电压r u (表征炉温的希望值)。
系统方框图见下图:(二)各部分的原理及传递函数1.各个环节的传递关系 (1)热电偶----测温单元温度单元有热敏元件构成,热敏元件的输出端电压的大小正比于所测温度的大小。
且灵敏度系数和给定单元一样为e K 。
故所测电压为f U 为:lne Af B K N U es N =(2)比较单元比较单元将给定信号与实际信号相比较,得出差值信号,也就是负反馈。
该系统是将()r U s 和()f U s 串联反极性相连接来实现的,其中()()e r f U U s U s =-(3)放大器实际测得的张力与预设张力进行比较后,经过放大器放大作为电机的输入电压。
()()()c ae U s G s K U s ==aKF 2放大器F 1()c U s (Ⅰ电压放大器:放大单元将差值信号放大,以方便驱动电动机,放大倍数为1K ,没有量纲。
故()()c a e U s K U s =Ⅱ功率放大器: 实物图如下:功率放大器:功放(功率放大器)的原理就是利用三极管的电流控制作用或场效应管的电压控制作用将电源的功率转换为按照输入信号变化的电流。
()e U s ()c U s故传递函数为()()c a e U s K U s = (4)可逆电机放大器的输出电压作为电机的输入电压对电机进行调速控制。
电机实物图如下:a K电机的传递函数求解如下: 电枢回路电压平衡方程()()()a a aa a adi t u t L R i t E dt =++式中a E 是电枢旋转时铲射的反电势,其大小与激磁磁通成正比,方向一样电枢电压()a u t 相反,即()a e m E C t ω=,e C 是反电势系数。
电磁转矩方程()()m m a M t C i t =式中,m C 是电机转矩系数;()m M t 是电枢电流产生的电磁转矩。
电动机轴上的转矩平衡方程()()()()m mm m m c d t J f t M t M t dt ωω+=-式中,m f 是电动机和负载折合到电动机轴上的粘性摩擦系数;m J 是电动机和负载折合到电动机轴上的转动惯量。
由上式中校区中间变量()a i t ,a E 及()m M t ,便可得到以()m t ω为输出量,()a u t 为输入量的直流电动机微分方程:22()()()()()()()()m m a m a m a ma m m e m c m a a a c d t d t L J L f R J R f C C t dt dtdM t C u t L R M t dt ωωω++++=--在工程应用中,犹豫电枢电路电感aL 较小,通常忽略不计,因而上式可简化为()()()()m mm m a c c d t T t K u t K M t dt ωω+=-式中,()m a m a m m e T R J R f C C =+是电动机的时间常数;()m m a m m e K C R f C C =+, )c a a m m e K R R f C C =+是电动机传递系数。
上面我们已经求的电枢控制直流电动机简化后的微分方程为:()()()()2m mm b a c dw t T w t K u t K M t dt +=-式中()c M t 可视为负载扰动转矩。
根据线性系统的叠加原理,可分别求()a u t 到()m w t 和()c M t 到()m w t 的传递函数,以便研究在()a u t 和()c M t ,分别作用下的电动机转速()m w t 的性能,将他们叠加后,便是电动机转速的相应特性。
为求()()m a s U s Ω,令()0c M t =,则有()()()m mm b a dw t T w t K u t dt+= 在初始条件下,即()()'000m m w w ==时,对上式各项求拉氏变换,并令()()m m s w t ϑΩ=⎡⎤⎣⎦,()()a a U s u t ϑ=⎡⎤⎣⎦中的s 的传递方程()()()()1mmbaT s s K U s +Ω=由传递函数定义,于是有()()()()1m bm c m s K G s M s T s Ω==-+下图是它的方框图(5)减速器减速器是一个比例环节,将伺服电动机的转角变换成为阀门的开度ϕ。
设阀门关闭时的角度为零,全部打开的角度为m ϕ,传递关系为变比系数1i 。
故 :1()()i s s ϕθ*=(6)调压器调压器是一个比例环节,将齿轮转过角速度转化为调压器的电压,齿轮转过一定的角度对应一定的电压,因此传递函数为:()c c U K s θ=(7)电炉一般将电路看做一节惯性环节,其传递函数为:()1dK G s Ts =+其中:T 为电炉的时间常数,T=RC(C 为电炉热容,R 为热阻);dK 为比例系数;s 为负频域连续函数。
2.系统的结构框图根据以上各环节的输入输出关系及系统的结构框图可求得传递函数如下:111()ln 1(1)(1)b dacm Aa b c d e Bm K K K K T s i Ts G s NK K K K K N i T s Ts es ++=+++(1)(1)ln1(1)(1)a b c d m A a b c d e Bm K K K K i T s Ts N K K K K K N ies T s Ts ++=+++(1)(1)lna b c d Am a b c d e BK K K K eN ies T s Ts K K K K K N =+++系统的开环传递:()0(1)(1)a b c d m K K K K e G s ies T s Ts =++闭环传递函数:()(1)(1)lna b c d c A m a b c d e BK K K K eG s N ies T s Ts K K K K K N =+++(三)系统的时域分析和频域分析根据实际情况取放大系数3a K =,传递系数5b K =,电机时间常数0.6m T =,比例系数1125i =, 2c K =,2d K =,3e =,3e K =,ln 0.3A B N N =,3T =,由传递函数()(1)(1)lna b c d Am a b c d e B K K K K eG s N ies T s Ts K K K K K N =+++得出:180()75(0.61)(31)162G s s s s =+++1.系统的性能分析 (1)系统降阶由于三阶系统分析较为麻烦,故先分析系统的闭环零极点看是否能够降阶。
用matlab 软件绘制出系统闭环传递函数的零极图如下:32180()135********c G s s s s =+++系统的零极点图由主导极点概念,可知该高阶系统具有一对共轭复数主导极点1,20.0095 0.77i s =-±,且非主导极点320s =实部的模比主导极点的模大五倍以上,闭环零点0z =不在主导极点附近,因此该三阶系统近似成如下的二阶系统:2180180()[(0.0095 -0.77i)][(0.0095 +0.77i)]0.0190.5929c G s s s s s =≈----++2.系统的时域分析 (1) 系统的时域性能分析系统的稳定性判据由上节分析可得,系统的闭环特征方程为:20.0190.59290s s ++=用劳斯判据分析系统的稳定性如下:2s 1 0.59291s 0.019 00s 0.5929 0显然,劳斯表第一列系数符号相同,故系统是稳定的。
(2)动态性能分析由自动控制原理教程相关知识可知,二价系统的动态性能指标为r t ,p M ,p t ,%σ,d t 及s t 。
由上节分析可知,系统的闭环传递函数:2222180()0.0190.59292n c s n n G s K s s s s ωξωω==++++系统的单位阶跃响应如下图所示(3)相关性能指标计算:2222180()0.0190.59292n c s n n G s K s s s s ωξωω==++++固有角频率:0.14n ω≈ 阻尼系数:0.0190.0190.068220.14n ξω===⨯ arccos arccos0.0680.24βζπ===阻尼振荡频率:0.14d ωω==≈ 上升时间:0.2417.050.14r d t πβππω--==≈ 峰值时间:22.430.14p d t ππω===超调量:%100%100%28.7%σ=⨯=⨯≈延迟时间:10.710.70.0687.480.14d nt ξω++⨯===调节时间: 3.53.5367.650.0680.14s nt ξω==≈⨯(4)稳态误差的计算: 由系统的开环传递函数为:2180()0.019o G s s s =+当输入单位阶跃函数时:180lim ()lim(0.019)p o s s K G s s s →→===∞+所以稳态误差为:11011ss p e K ===++∞当输入单位斜坡函数时:180lim ()lim 9473.68(0.019)v o s s K sG s ss s →→===+所以稳态误差为:110.000119473.68ss v e K ===+当输入单位加速度函数时:22180lim ()lim 0(0.019)a o s s K s G s s s s →→===+所以稳态误差为:1ss ae K ==∞(5)稳态性能分析稳态误差是描述系统稳定性能的一种性能指标,在阶跃信号、斜坡信号作用下进行测定和计算。