计算机控制系统 在钢厂的部分应用
太钢电炉清洁生产水处理系统计算机控制系统
用于设备调试、 故障处理。当所有阀门及搅拌装置均处于自
动状态 , 且所有过滤器均处于过滤状态 时 , 程序 自动开始进 行过滤 一反洗控制 。 自动反洗受程 序时间参数 及仪表 盘上
外部强 制反洗信号 的控制 。控制程序如下 :
过滤 : 反洗 阀都关 闭状态下 , 首先打 开过滤 出水 阀, 着 接 打开过 滤进水 阀 , 进行正常过滤。
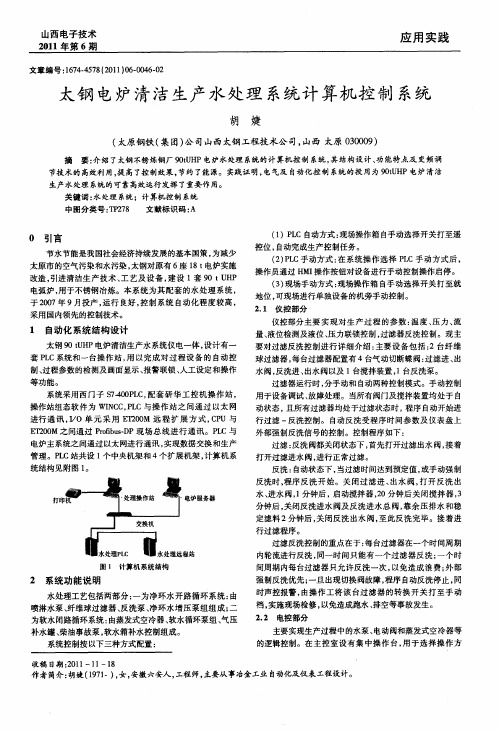
管理 。P C站共设 1 中央机架和 4个 扩展机架 , L 个 计算机系 统结构见附图 1 。
反洗 : 自动状态下 , 当过滤时间达到预定值 , 或手动强制 反洗 时 , 程序反洗 开 始。关 闭过滤 进 、 出水 阀 , 打开 反洗 出 水、 进水阀 , 分钟后 , 1 启动搅拌器 ,O分钟后关 闭搅 拌器 , 2 3 分钟后 , 关闭反洗进 水 阀及 反洗 进水总 阀 , 靠余 压排水 和稳 定滤料 2分钟后 , 关闭反洗 出水 阀, 至此反 洗完毕 。接 着进
摘 要 : 绍了太钢不锈 炼钢厂 9 tH 介 0U P电炉水处理 系统的计算机控 制 系统 , 结构设计 、 其 功能特 点及 变频调
节技 术的高效利用 , 提高 了控 制效果 , 节约 了能源。 实践证明 , 电气及 自动化控制 系统的投 用为 9 tH 0U P电炉 清洁 生产水处理 系统的可靠高效运行发挥 了重要作 用。 关键词 : 处理 系统 ;计算机控制 系统 水
的逻辑控制。在 主控室设 有集 中操 作 台 , 于选 择操 作方 用
作者 简介 : (9 1 )女 , 胡婕 17. , 安徽六安人 , 师, 工程 主要从 事冶金 工业 自 动化及仪 表工程设 计。
第6 期
基于PLC的自动轧钢机控制_毕业设计
本科生毕业设计说明书(毕业论文)题目:基于PLC的自动轧钢机控制基于PLC的自动轧钢机控制摘要随着社会的不断进步,钢材成为为社会建设的重要材料,其生产技术也发生了很大的变化。
从原来的很多工人操作单轧机生产转变成了现在的钢材连轧生产线。
本文简单阐述了轧钢自动化的发展和现状及轧钢机的组成和分类,讲诉了轧钢原理和生产工艺流程,介绍了PLC的基本组成、特点以及工作原理,以及对基于西门子S7-200系列PLC控制的自动轧钢机系统进行了较为细致的设计,通过主回路,控制回路以及I/O分配的设计对PLC控制轧钢机的过程有了进一步认识,并对所用的设备进行了详细的选型,而且对该控制系统进行了软件编程。
关键词:可编程控制器;自动轧钢机;控制系统PLC-Based Control of Automatic Rolling MachineAbstractAs society progresses, the steel became important materials of the social construction,production technology has undergone great changes.Many workers operate from the original single-mill production transformed into steel rolling production line now.This paper briefly describes the development and current status rolling automation,complaint about the principles and rolling production process. Describes the basic components of PLC, characteristics and working principle. Through the main circuit, control circuit and I / O assignment design of the PLC control rolling mill process has been further understanding, the equipment used and a detailed selection, and the control system software programming.Keywords: PLC; automatic rolling mill; control system目录摘要 (I)Abstract (II)第一章轧钢机 (1)1.1 自动轧钢机的目的及实际意义 (1)1.2 轧钢自动化发展的历史和现状 (1)1.3 轧钢机的定义及组成 (3)1.3.1 定义 (3)1.3.2 轧机的组成 (3)1.4 轧钢机的分类 (3)1.5 轧钢原理及工艺流程 (4)1.5.1 轧钢原理 (4)1.5.2 轧钢系统工艺流程 (4)1.6 轧钢工艺的发展前景 (5)第二章可编程控制器 (8)2.1 PLC的由来和定义 (8)2.1.1 PLC的由来 (8)2.1.2 PLC的定义 (8)2.2 可编程序控制器的发展历程及问题和解决对策 (8)2.2.1 可编程序控制器的发展历程 (8)2.2.2 我国可编程序控制器发展中的问题及对策 (10)2.3 可编程控制器的基本构成 (11)2.3.1 可编程控制器的硬件组成 (11)2.3.2 可编程控制器的软件组成 (13)2.4 可编程控制器的工作原理 (14)2.4.1 PLC的扫描工作方式 (14)2.4.2 PLC的工作过程 (14)2.4.3 PLC对输入、输出的处理规则 (16)2.5 可编程控制器系统与继电接触器系统工作原理的差别 (16)2.6 西门子S7-200系列可编程控制器 (18)2.6.1 S7—200系列的PLC的硬件资源 (18)2.6.2 S7—200的扩展模块 (18)第三章编程软件 (24)3.1 STEP基本介绍 (24)3.2 STEP7基本功能及组成 (25)3.2.1 基本功能 (25)3.2.2 界面组成 (25)3.3 编辑器简介 (25)第四章设计选型 (26)4.1 电动机的选型 (26)4.1.1 轧钢机主传动电机的选择 (26)4.1.2 辊道电机的选择 (26)4.1.3 压下电机的选择 (27)4.1.4 冷却泵的选择 (27)4.2 低压控制电器的选型 (27)4.2.1 控制按钮的选择 (27)4.2.2 刀开关的选择 (28)4.2.3 接触器的选择 (29)4.2.4 熔断器的选择 (30)4.2.5 热继电器的选择 (31)4.2.6 中间继电器的选择 (31)4.3 变频器选型 (32)4.3.1 MM440变频器 (33)4.3.2 MM440变频器的特点 (33)4.3.3 MM440变频器方框图和功能表 (34)4.3.4 MM440参数设定 (37)4.4 电抗器的选择 (37)第五章总体设计 (39)5.1 主回路设计 (39)5.2 控制回路设计 (40)5.3 CPU226原理图及I/O分配表 (41)5.3.1 I/O地址分配表 (41)5.3.2 CPU226接线原理图 (41)5.4 程序 (43)小结 (49)参考文献 (50)附录A (50)致谢 (51)第一章轧钢机1.1 自动轧钢机的目的及实际意义随着生产技术的不断发展,钢铁产品的应用也日益扩大,世界钢材料消耗量约占全部金属的95%以上,钢铁作为一种结构—功能材料具有不可替代的主导作用。
炼钢厂转炉PLC系统自动控制

炼钢厂转炉PLC系统自动控制摘要:随着PLC技术的发展,PLC系统在工业企业中的应用越来越广泛。
钢铁企业已普遍采用PLC 来实现电气和自动化控制。
基于此,本文首先阐述炼钢厂转炉的工艺和系统功能,然后分析了转炉PLC自动控制系统的构架,并探讨了转炉PLC系统设计。
关键词:炼钢厂;转炉;PLC系统;自动控制引言:利用计算机控制系统对炼钢厂作业进行自动化调控,不仅降低了生产人员的作业难度,也大大优化了生产工艺流程,降低了企业运行的生产成本,有助于炼钢工艺的优化调整。
1、炼钢厂转炉的工艺和系统功能1.1转炉炼钢的工艺目前,在不同的程度上对容积比较大的转炉炼钢所采用的均为自动控制。
本文将对自动化控制系统作简单介绍,包括转炉本体、散装料、一次除尘(OG 法)、吹氩站、循环的水泵房、炉后铁合金、二次除尘、混铁炉的除尘、三万气柜、VD炉水的处理等。
冶炼散装料主要是通过四条胶带机由低位料仓将转炉炼钢需要加入的配料送到转炉炉顶料仓;转炉本体作为整个系统核心的部分,进行转炉吹氧炼钢,到1700℃时从炉后钢包流出钢水,然后向转炉吹氮,经过溅渣护炉,向炉前出渣;把钢水倒入钢包之后,加入合金调节钢水成分;转炉烟气通过两个除尘的系统排出:一次除尘系统是通过高压的风机从转炉烟罩抽风,二次除尘系统是通过高压的风机,抽出天车从转炉倒入钢水的烟气。
1.2转炉系统功能系统对于生产全过程的情况进行监视,控制和管理的过程,这一点相较于过去的传统生产而言,更加精确的将生产过程中的数据进行了定位,检测,能够让操作人员对于生产过程中的实时参数更加的了解,这样转炉的运用就能够更加的高效和安全。
典型的转炉自动化控制系统的主要组成部分分为过程控制计算机,微型计算机和各种自动检测仪和电子称量装置等各个部分,这些部分共同组成了转炉的自动化系统,而且辅助系统还分为了供氧系统,原料系统和煤气回收系统等,这些都由计算机测控系统来检测。
计算机测控在本次研究中,采用的是PLC系列的产品,选择CPU是系列中较为高性能的53414CPU型号,现场总线采用的是CRP系列产品,编程软件使用施奈德的产品Concept2.6。
炼钢厂50吨转炉动态炼钢控制系统的开发与应用

其中: L 升: 提升过程实际枪位 ; L降: 下降过程实际枪位 ; w: 计数模 板当前计数值 ; N升: 提升过程补偿量; N降 : 下降过程补偿量; M: 校准 点 初始计数读数; s : 编码器每周脉冲数; D : 提升装置卷扬辊直径 5 . 2炉气分析系统 炼 钢厂 四号转 炉动态炼钢 炉气分析 系统分为 三个部 分 , 即E MG模 块、 S P S 模块和图表站。第一个要素是应用到 D O S 下, 关键是开展信息 的探索 活动 。第二 个要素是 建立在 U N I X下 , 关键是用语 获取控制 阀的 相关 焦 息。最后一个 是用来获取 气体量 的多少 的 。 转炉动态炼钢系统炉气分析采用俄罗斯 E MG - - 2 0 - 1 型飞行时间质 谱仪 , 它属于时间质朴仪, 专为记录炼钢转炉或其它冶炼过程所排放气 体的质谱图并同时分析其中多个成分含量而设计。 它是在 零 四年 初的 时候 , 引入 本厂 的。其 位于超净 化 区域 中 , 采 用真空 泵将炉 气吸 人尉 义 进行分 析。
科 技 创 新
2 0 1 3 年 第6 期 I 科技创 新与 应用
炼钢厂 5 0 吨转炉动态炼钢控制系统的开发与应用
赵 志 宇
( 唐 山国丰钢铁有 限公 司设备部 , 河北 唐山 0 6 6 3 0 0 ) 摘 要: 文章重点的分析 了莱钢炼钢厂转炉动态炼钢控制 系统, 认真的讲述 了转炉动态炼钢所具有的独特性要素 , 而且对重要 的
型。
枪位校准按钮 , 如果失误比较大的话 , 可将其下降至校准区域 , 按下校 枪按 钮进行软 手动校枪 , 这时候 定位体系就 能够 自 行 具有精确性 。 枪 位计 算公 式如下 :
L于 卜 = ( w+ M _ N升 ) × ( 3 . 1 4 1 6 x D ) + S L降= ( W+ M+ N降 ) × ( 3 . 1 4 1 6 x D ) ÷ S
炼钢厂计算机安全管理制度
炼钢厂计算机安全管理制度炼钢厂生产节奏快,自动应用范围广,为加强现场用计算机使用的统一管理,位确保自动化设备在生产中的安全顺序和炼钢厂的稳产,高产,特制定本管理制度:一,权限1,炼钢厂各现场用计算机操作岗位的操作人员,必须严格按本岗位的计算机操作规程执行,不得进行与生产无关的操作,如修改机器系统时间,从外接存储设备上拷贝信息等。
发现一次罚责任人100元。
2,除生产过程中的正常参数修改外,计算机操作人员严禁擅自改动正在运行的控制程序和画面程序,根据工艺需求确实需要修改时要由自动化部会同专业技术人员莱操作。
如私自修改计算机程序,发现一次罚责任人500--1000元。
给公司造成损失的示情严重程度给予处罚。
3,计算机软件,硬件出现故障时,一定要通知自动化部专业技术人员进行维修,操作人员或其他人员不得自行处理,发现一次罚责任人100--500元。
4,在各类停产检修期间,操作人员有权阻止非本岗位人员接近或操作计算机。
5,自动化部负责炼钢厂所有现场用计算机的维护,除本岗位操作人员外,不经准许,任何人都无权操作现场用计算机。
二,正确使用和维护1,交接班要交清计算机运行情况,发现问题及时处理。
2,清扫卫生时,严禁碰触机后高压电,严禁用湿布擦线和显示器。
3,严禁在计算机上放置各类纸张等杂物,以免影响机器散热。
4,精心操作,防止误操作造成的软,硬件故障。
5,对计算机的输入设备,键盘,鼠标要爱惜,正确使用,定期清灰。
三,考核1,计算机的管理考核由自动化部进行不定期的检查,发现一次违规者罚款200元。
2,岗位操作人员,若进行与生产无关的操作等,一次罚款100元。
3,非岗位操作人员操作计算机,一次罚款500元,并同时对岗位操作工罚款100元。
4,计算机上乱放杂物。
机器表面卫生布合格,用湿布擦拭等,违反一条罚款50元。
本制度由下发之日起执行。
自动化部2007年5月28日。
炼钢智能化控制系统的优化研究
炼钢智能化控制系统的优化研究炼钢智能化控制系统是当前钢铁行业不可或缺的关键技术之一,它不仅可以提升生产效率,降低人工成本,还可以优化生产流程,提高钢材质量。
在实际应用中,钢厂经常需要对控制系统进行优化研究,以提供更加精确、稳定、高效的生产控制。
本文将深入探讨炼钢智能化控制系统的优化研究。
一、智能化生产控制的概述随着生产技术的不断进步和自动化程度的提高,传统的人工生产方式已经无法满足钢厂生产的需求。
智能化生产控制正是针对这一情况而产生的新型技术。
它将传感器、计算机技术和先进的控制算法有机地结合起来,实现对钢铁生产过程的智能化监控和控制,使钢铁生产变得更加高效、稳定和智能化。
智能化生产控制系统主要有以下几个方面的应用:1.自动化控制:智能化控制系统可以自动控制生产过程中的温度、压力、流量等参数,确保产品的质量和稳定性。
2.数据采集和分析:智能化控制系统可以实时采集和分析生产过程中的数据,为钢厂的管理决策提供准确的数据依据。
3.优化生产环节:智能化控制系统可以优化钢铁生产过程中的多个环节,从而提高整个生产过程的效率和质量。
二、炼钢智能化控制系统的优化方式1.控制算法优化:钢铁生产过程中,控制算法是非常重要的一个环节。
优化控制算法可以提高生产的效率和质量,降低生产成本。
常用的优化方法有逆模型控制算法、基于模型的最优控制算法等。
2.传感器优化:传感器是控制系统的重要组成部分,其准确度和稳定性直接影响到整个生产过程的效率和质量。
传感器的优化可以通过改进传感器的规格、精度和安装位置等方面实现。
3.数据预处理:生产过程中,数据采集的准确度和稳定性也是非常重要的。
数据预处理可以通过对数据进行滤波、平滑等操作,提高数据的准确性和可靠性。
4.故障检测与诊断:钢铁生产过程中,故障是难免的。
智能化控制系统可以实时监控生产过程中的数据,发现异常情况,并及时进行故障检测和诊断,从而减少故障对生产过程的影响。
三、结论通过对炼钢智能化控制系统进行优化研究,可以实现生产过程的高效、稳定和智能化。
计算机在冶金中的应用
计算机技术在冶金中的应用摘要:介绍了冷风中直接加入工业氧、采用浓相流化输送,双罐开联加分配器的喷吹方式和利用计算机控制,全部风口喷吹方式三种富氧鼓风技术以及它们之间的效果比较。
关键词:富氧鼓风技术,操作特点,效果分析The Present Situation Of OF Oxygen-enriched blast TechnologyAbstract:The present paper introduces the wind directly to the industrial oxygen and the use of strong flow, training, each pair can open the way the wind and sprayed with and use of computer controlled all the way, a wind and the comparison to all kinds of Oxygen-enriched blast technology.Key words:Oxygen-enriched blast technology;operating characteristics;effect analyse前言在炼铁高炉生产中,为降低焦炭耗量和生铁成本、提高生产效率,我国开创了高风温、低富氧、大喷煤技术路线。
目前国内大部分高炉均已广泛采用富氧鼓风技术。
富氧鼓风是强化高炉冶炼过程的重要技术措施之一,特别是随着高炉喷吹燃料技术的进步,富氧喷吹技术得到快速发展,已成为提高产量和提高喷煤量、降低焦比以提高综合经济效益的重要措施,经验数据农明,富氧率增加1%,增产2.5-3.5%,增加煤比12-20Kg/t。
因此,国内外高炉普遍应用了富氧鼓风技术。
2 富氧鼓风原理2.1 富氧鼓风操作富氧鼓风是往高炉鼓风中加入工业氧,使鼓风含量超过大气含氧量的措施。
浅析自控系统在钢铁冶炼中的应用
科技 论坛 I {l
浅析 自控系统在钢铁冶炼 中的应用
李 洪 双
ห้องสมุดไป่ตู้
( 黑龙江建龙钢铁 有限公 司设备 处, 黑龙江 双鸭山 15 2 ) 5 16
摘 要: 高炉 自动化炼钢技 术 已经深入到很 多钢铁企业公司, 并投入生产 实践 中, 良好的效果。主要就 高炉炼钢的基本知识进行 简单的介 取得 绍, 通过对高炉炼钢 自动化 系统构建的认识和 了解, 而突出高炉炼钢的几个显著的特点。最后就 高炉 自动化炼钢的动态和静 态模型作 了详 细的阐 从
述。
关键词: 高炉 : 化 : 化 炼 铁 自动 自动
3. 1 2-Of g( c 脱硫 :- s ) t c 。 除了系统硬件之外 , 还 动给出—个警告信息。 . 自 动化炼钢 系统主要是负责完成转炉生产 证这些设备安全可靠运行 , 的过程控制, 操作指导' 工艺控制模型计算, 数据库 必须在软件编程上增加多种保护功能,以进一步 站将脱硫后实际铁水成份、温度和重量传输到转 二级系统重新对吹氧量、 钢水和炉渣终 管理’ 生产报表等功能。自 动化炼钢系统的控制范 提高系统的安全性和可靠性。 2实用性。 2 为适应 炉二级后, :t ¥ 围从作业计划开始到钢水进精炼区为止 , 整个过 中型规模钢铁 厂在生产管理的技术基本 面上要 点成份和温度以及吹炼液位进行计算。-Of * 逐步提高的多数情况, 对高炉生产的 和一次计算唯一的区 别是 : 二次计算得到的是铁 程控制由过程控制级计算机系统, 二级系统完成。 求循序渐进、 二级系 统的工艺控制模型产生工艺设定值 , 工艺 过程控制, 设有手动和自 动两种操作状态 , 两种操 水脱硫站脱硫后传到转炉的铁水温度 和阎含量 , 设定值从二级系统传送到一级基础 自 动化系统 , 作状态之间, 可实现无扰动切换。 由工业微型计算 并根据此成份进行计算从而得 出更精确的结果。 . 1 由基础 自 动化系统控制转炉设备完成整个冶炼过 机和 P C L 系统、 计算机网络、 控制软件组成在线计 3 3液位测量。副枪通过专用的测量液位探头对 下位机通过各检测仪表, 采集高炉 铁水液位进行澳 量 其原理当探头接触到铁水时, 。 程, 工艺控制模型作为自 动化炼钢系 的关键 , 统 根 算机应用系统 , 配料运行数据、 炉体温度 、 风温、 风压 , 除尘 探头内电流导通, 系统记录下该位置数值。. 3. 1 4氧 据工艺 流程分别由加料计算(一次加料计算和二 上料 、 分 次加料计算潞 池液面计算, 烟气模型, 校正计算反 系统等工艺参数。 在手动操作模式下 , 上述工艺 气量模型氧气用量模型的计算。先根据铁水化学 再计算矿石 馈计算, 出钢合金化等模型组成。 参数经过 t 位机计算机处理, 使之成为清晰而精 成份计算吹炼该炉钢所需的氧气量 ; l 高炉炼铁 自 动化系统的构建 确的“ 软件仪表”将过去人工来不及分析的 、 , 各种 带入的氧量;最后根据上炉氧气利用率对该炉氧 从而得出该炉最终氧气用量 。 炼铁生产过程是在高炉内进行的一系列复 缺乏相关性的信息都能充分地利用起来,揭示出 气用量进行修正 , 杂的还原反应的过程 , ( 炉料 矿石 、 燃料和熔剂 ) 从 它们之间的内在联系, 从而对判断高炉生产过程 3 5合金计算模型(L 。 . 1 A U 合金计算模型是根据终 脱氧、合金化用合金 炉顶装入 , 从鼓风机来的冷风经热风炉加热后 , 形 和指导操作起到了 更多的作用。在 自 动操作模式 点钢水成份计算需要使用的 在使用合金模型时, 工程师预先将合金各有效 成高温热风从高炉风 口鼓人 ,随着焦炭燃烧产生 下 , 我们在常规 PD调节的基础之上 , I 增加了非线 量 , 自适应调节和智能控制等环节。 经 元素含量、 价格输 入=级系统, 待终点钢水成份化 的热煤气流自下而往上运动,而炉料则由上而往 性变参数凋节, 模型根据 目 标钢水 下运动互相接触进行热交换, 逐步还原 , 最后在炉 过计算机综合分析和建立数学模型 , 作为人工操 验出来后启动合金计算模型, 优化。 2动态计 3 子的下部还原成生铁 , 同时形成炉渣。积聚在炉缸 作或自动调节的依据, 并充分利用计算机储存信 成份和合金价格进行合金计算的 的铁水和炉渣, 分别由出铁口和出渣 口放出。高炉 息量大的优点, 为高炉的操作提供更准确、 更合理 算模型0 C O 】 BC R 。动态计算模型是当转炉吹氧量 0 自动化过程主要包含高炉本体控制、给料和配料 的控制策略。 3先进性。 X 采用智能控制技术 , 以改 达到 8 %时,副枪对钢水温度和碳含量进行吹炼 具 中测量 ,同时将测出的碳含量和温度值发送到二 控制、 热风炉控制 , 以及除尘系统控制等。高炉 自 容错性、 鲁棒性、 组织功能 , 自 具 级 , 并根据测得的数值对终 点 进行计算。 动态漠型 动化的 目 , 的 主要是保证高炉操作的四个主要问 有更好的适应性、 a b 计算终点碳 题: 正确配料并以一定的顺序及时装入炉内; 控制 有 自 学习能力、 更强的实时性租 人 机协同功能。 不 计算包括:计算动态过程的吹氧量。. a 炉料均匀下降; 调节炉料分布及保持其与热煤气 仅依靠单纯的数学模型, 而是能够根据知识和经 含量和终点温度。 计算补加冷却剂或升温剂加入 3 学习模型0 C。 学习模型是根据该炉 r )自 B 流的 呼接触; 保持高炉整体有合适的热状态。 高 验的积累, 进行在线推理, 做出非线性和多因素的 量 。 3 自 役内 各炉次生产情况对工艺模型参数进行适时调 炉 自动化系统主要包括仪表检测及控制系统 、 电 判断,从而优选出 气控制系统和过程及管理用计算机。仪表控制系 略。 通过记录、 分析高炉的 史生产数据, 采用‘ 整。 3 模型的调整基于以下原因: 炉炉衬的 忱 3. 1 a 转 h c 氧枪的更换。 热 统和电气控制系统通常由 D S P C完成。 C 或 L 高炉 选 图法”指导操作人员, , 使之确定的每一步动作 侵蚀。 氧枪喷嘴的磨损。 . 工操作 损失的变化。 氧气利用率。 P s e £ 和 在钢渣间分配 生产必须要求计算机控制系统能够很好地保证生 更加精确和科学。在这种状况较之传统 人 产过程的连续性和实时监控性,而且要求数据量 模式下, 高炉各操作参数的离散程度将明显缩小 , 系数。 2 3 2模型参数调整。 3 根据生产情况, 需要对 从目前情况看 , 需要调 最多, 所有设备的 自 动化程度要高。 计算机系统要 向着最佳区间 , 甚至最佳点靠拢的趋势将非常明 模型参数不断地进行优化, a 终点渣碱度。 终 c 求数据采集周期短 , 刷新速率快 , 特别对通讯网络 显。在系统更进一步优化后, 可实现多种“ 趋势分 整的数据为 :氧气利用率系数。 而言, 数据传输速率、 网络稳定性和正确性尤为重 析”计算机能够做出趋势预报, , 及时为操作者提 点渣氧化镁含量。 温度损失。 . d e 原辅料、 合金料成 要。 对检测仪表而言 , 也即对温度 、 压力、 、 差压 流 供更多的手段 , 相当于真正做到了类似于传统操 份的变化 量、 、 料位 重量的检测 , 要求数据的采集精确度 ≤ 作模式下 , 工艺管理上经常会提出“ 早调、 勤调、 少 结束语 目 国内大多钢铁企业公司都运用到 自 前 动 0 0, 集速率 ≤n S ./ 采 2o 8。 调” 的要求。 高炉生产过程在应用本系统后将更加 2高炉 自动化炼铁的特点 趋向稳定。 化炼钢技术 , 通过不断的摸索改进和生产实践 , 自 高炉的 自动化控制方案, 首先应着 眼于系统 3自 动化炼铁的 模型 动化炼钢都取得 良好的成果。 参 考文献 的可靠性、 l 实用 生 和先逆J 并在此基础上提高系 } 陛, 通过特点的介绍 , 我们可以总结出在 自 动化 统的性价比。 . 21可靠性。 高炉在钢铁厂生产中处 炼铁过程中常见的几 种模型。 . 静态模型。 .1 『解继峰, 3 1 3. 1 1 1 李子林, 自 安钢高速线材生产线简 赵 义. 手十分重要的位置,它不仅要及时稳定的给炼钢  ̄ 2 0. ( :446 1 ) - ( C。一次计算是利用转炉物料平衡和 介 轧钢,0 2 914 - . F ) C 工序提供合格的 铁水 , 还同时为轧钢加热炉提供 热平衡的原理 , 根据铁水成份、 温度、 重量和 目 标 [】 贞等. 2王雅 氧气顶吹转炉炼钢工艺与设备I . M1 北 煤气。高炉生产的短时间中断都会给整个生产流 钢水成份 、 温度、 重量以及��
轧钢生产过程中自动化控制技术的应用研究
169管理及其他M anagement and other轧钢生产过程中自动化控制技术的应用研究樊利智,杨海西,曹喜军,齐进刚,王少博(敬业钢铁有限公司,河北 石家庄 050000)摘 要:自动化控制技术是科学技术高速发展的产物。
自动化控制技术应用到轧钢生产中可在保证产品质量的前提下显著提高生产效率。
本文主要分析自动化控制技术在轧钢生产中的应用情况,目的是全面发挥自动化控制技术的优势,提高轧钢生产水平。
关键词:轧钢生产;自动化控制技术;应用情况中图分类号:TG334.9 文献标识码:A 文章编号:11-5004(2021)21-0169-2收稿日期:2021-11作者简介:樊利智,男,生于1991年,工程师,研究方向:中卷板炼钢、轧钢工艺研究和质量管理、新品种开发。
热轧钢是轧钢生产最为常见的技术,同样该技术也是智能化轧钢生产管控的关键。
我国科学技术高速发展的背景下,智能化、自动化轧钢生产模式越来越普及,自动化控制技术的研发为轧钢自动化和智能化生产创造便利条件。
自动化控制技术纳入到整个轧钢生产中可实现远程智能化管控,对于优化轧钢生产流程,提高钢材产品质量具有重要意义。
1 轧制自动化智能控制技术分析AI 是自动化智能控制技术的基础。
轧钢自动化智能生产中也需要将AI 技术作为基础应用其中。
AI 技术可以定位逻辑并确定操作技术。
此外,AI 技术可控制较为复杂的协议,实现对整个网络的全面管控。
如今我国轧钢生产中已经纳入了人工智能管控技术,AI 控制系统可凭借先天性逻辑控制功能操控轧钢生产较为复杂的内容,极大提高了轧钢生产的可靠性和安全性[1,2]。
2 冷轧钢板形自动控制技术2.1 主要调节内容一是张力调节。
张力轧制是冷轧生产显著特点。
ATC 控制冷轧机组时会受到多种因素影响,导致张力值产生较大波动。
张力值产生波动的主要原因分别是原料板形存在误差、出口测厚仪测量出现偏差以及出口厚度不均等。
冷轧生产中张力要保持恒定,这样轧制状态才能更加稳定。
热连轧过程及计算机控制(L-2)
WUST
图1-1 铁碳合金相图
WUST
热加工变形除具有上述优点,使之在生产实践中得到广泛的应用外,同其 他加工方法相比较它也有如下的不足:
(1) 对薄或细的轧件由于散热较快,在生产中保持热加工的温度条件比较 困难;
wustwust级计算机控制系统level3生产控制级level2过程控制级pclbpops模型效果分析模型数据下载pdi数据传输轧辊数据传输设定数据显示实测数据显示轧机实测数据轧机设定数据操作工干预level1设备控制级agcafcfgcapc工业以太网tcm设定模型模型数据存储ops数据输出工程文件输出实测数据获得pc轧机预设定wust2过程自动化控制功能过程自动化面向整个生产线其中心任务是对生产线上各机组和各个设备进行设定计算为此其核心功能为对粗轧精轧机组负荷进行分配包括最优化计算及数学模型的预报估为了实现此核心功能为对粗轧精轧机组负荷进行分配包括最优化计算过程控制计算机必须设有板坯数据跟踪初始数据输入在线数据采集以及模型自学习等为设定模型服务及配套的功能
(2) ISP工艺(Inline Strip Production)(图2-6) 在线热带钢生产工艺由德国德马克公司研制,于1992年1月在意大利
的Arvedi钢厂建成投产,设计能力50万吨/年,实际产量84万吨/年。这也 是欧洲第一套薄板坯连铸连轧生产线。生产线全长约180米。产品厚度为 1.0~12.7mm。
1) 生产超薄带钢和宽薄带钢,拓宽产品大纲而不降低收得率; 2) 稳定轧制条件以利于提高产品质量和收得率; 3) 消除了与穿带和甩尾有关的麻烦,大大地降低了轧辊的消耗,提高了 生产率。
WUST
WUST
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
武钢冷轧厂五机架连轧机计算机控制系统
摘要武钢冷轧厂冷连轧计算机控制系统是70年代从原西德引进的,经过近20年的运行,设备日益老化,故障频繁,备品备件无法解决,加之原系统的一些重要功能不能实现,严重影响了冷轧产品的质量和生产能力的发挥,不能适应武钢发展的需要,必须进行改造。
本文介绍了钢铁冷轧厂五机架连轧机过程控制计算机系统的组成和功能,着重介绍了该系统的硬件、软件结构,以及应用软件的功能。
关键字冷轧五机架连轧机;计算机控制系统;软件应用
武钢于1993年4月与美国AEG公司签订冷轧五机架控制系统技术改造合同,改造范围包括主/辅传动、液压压下、张力控制、厚度控制、入/出口自动化,以及过程控制计算机等,覆盖了控制系统中晶闸管传动系统以上所有的硬件和软件。
中外双方技术人员利用设备大修的时间完成了武钢冷轧厂五机架连轧机计算机控制系统改造工程,于1995年11月28日一次负荷试车成功。
1冷轧五机架控制系统概况
改造后的控制系统由两级计算机组成一个分布式计算机控制系统:设备控制计算机(以下简称一级机)和过程控制计算机(以下简称二级机),它们通过WestnetⅡ网络相互通信。
如图1所示。
1.1一级机概况
一级机的主要任务是根据二级机设定的参数完成轧制过程的控制、数据采集等功能,主要由17台MAC柜、16台I/O柜、操作员站、工程师站组成。
根据控制对象的不同,MAC DS控制器分为3种:3台顺序控制器(SR21、SR30和SR31),7台过程控制器(PR01、PR02和PR11~PR15)和7台主传动控制器(MR40~MR46)。
工程师站和操作员站用于轧制过程的状态监视、人工干预和系统的开发维护。
1.2二级机概况
过程控制机采用2台DEC公司的VAX-4105A计算机,它们互为热备份,通过以太网将2
台VAX机和二级机的其它设备连接在一起,用WestnetⅡ高速数据通道实现和一级机之间的通信。
它主要完成以下功能:原始数据输入和管理;对待轧、正轧、已轧的钢卷进行跟踪;轧制过程数据的收集和处理;数学模型预设定计算;轧制过程的自学习;操作、维护画面的显示;各种工程报表、质量报表和生产报表的生成和打印。
2 二级机软件系统
2.1二级机软件结构
二级计算机软件系统结构如图2所示。
该图显示出各子系统、内存缓冲区、进程间信息(邮箱)、进程触发、数据流和外部设备之间的相互关系。
VXI负责一级机和二级机之间的联系,它将一级机的数据传送到二级机的VAXI/O 内存缓冲区,也将VAXI/O中的数据送到一级机。
由于一级机和二级机中所使用的数据格式不同,因此,每隔0.1s,I/O监视器将这些一级原始数据传送到二级机MillI/O内存缓冲区时,要进行工程单位转换,以备二级应用程序使用。
数据传送和转换完后,I/O监视器触发轧机事件监控,特殊数据收集和其它数据收集,以存取MillI/O 内存缓冲区中新刷新的数据,这种触发方式能够有效地防止数据滞后,使得应用程序同MillI/O 中的数据保持一致。
轧机事件监控子系统(MEM)监控从一级来的信号(例如机架校正完毕,钢卷甩尾完成等),MEM给事件监视动作分配器(EMAD)送出一个表示事件被检测到的进程内部信息。
对于它接收的每个事件,EMAD给一个或多个应用程序送出进程内部信息请求它们执行相应的动作,应用程序响应该事件将返回一个信息给EMAD表示动作完成,EMAD可能接着给其它
应用程序送出进一步的动作请求,如此建立基于一个初始事件的动作链。
应用程序使用的过程数据存储在几个数据库中,3个主要的数据库由数据库服务器子系统(见图2的右上角)来维护,所有要从数据库中请求数据的应用程序给相应的服务器送出一个进程内部信息,以请求所希望的数据。
服务器将给正在等待的应用程序送一个包含被请求的数据在内的进程内部信息,如果一个应用程序要从几个数据库中请求数据的话,将重复“发送-等待-接收”序列。
如果服务器不能给应用程序返回所请求的数据,就产生一个错误信息,应用程序给报警子系统(见图2右下角)送一个进程内部信息,表示产生一个错误。
当系统在线的时候,Failover故障切换子系统通过以太网周期地将所选择的数据库和内存缓冲区数据传送到后备计算机中,使得2台计算机的计算环境完全一样。
当在线计算机出现故障时,备份计算机立即投入运行,保证整个控制系统不受影响。
当二级机没有同一级机通信,并且没有控制轧钢时,软件训练子系统模拟大多数一级机的信号,使得二级应用程序能够运行,以用于测试和演示的目的。
由此可见,冷轧过程控制机的软件以事件监视动作分配器EMAD为核心,由EMAD启动各个模块,完成相应的动作。
2.2应用软件
本系统应用软件主要包括以下子系统:钢卷位置跟踪;换辊管理;轧机停机管理;生产计划管理;换班管理;报表;画面;板形仪接口管理;三级机的接口管理等。
2.2.1钢卷位置跟踪(CLM)
本子系统监视钢卷在轧机中的位置,即跟踪钢卷在整个轧机中的移动,负责进行钢卷排队。
2.2.2换辊管理(RCM)
换辊管理负责收集操作工输入的轧辊(包括工作辊和支撑辊)直径和斜楔的厚度数据,并将这些数据放入公用区,通过下装服务器将这些数据传到一级机,它也从一级机取得机架校正数据,并将它们放入公用区中以备二级机其它程序使用。
2.2.3轧机停机管理(MDM)
轧机停机管理始终监视轧机每次停机的开始和持续时间,同时给操作工一个输入原因代码和说明的机会。
2.2.4生产计划管理(PSM)
生产计划管理负责维护生产计划,最多可到12个计划,每个计划最多50个钢卷
2.2.5换班管理(SPM)
换班管理负责完成操作工上班、下班管理,以及每班开始、结束处理。
2.2.6报表
本系统提供了以下报表:故障报表;轧辊校正报表;工程报表;钢卷质量报表;每班钢卷报表;班报表;合同报表;轧机停机报表。
2.2.7画面
所有画面由一个树形结构来组织。
系统提供的主要画面包括:钢卷跟踪;原始数据输入;下卷预设定;本卷预设定;报警;工作辊数据;支撑辊数据;辅助辊数据;断带处理;轧机停机处理;报表控制。
2.2.8板形仪接口管理
板形仪接口管理负责二级计算机和ABB板形仪之间的数据通信,通信协议为标准的EXCOM。
2.2.9同三级机的接口管理(L3I)
三级机接口管理完成二级机和三级机之间的通信管理,它以串行通信协议(Digital Data Communications Message Protocol,DDCMP)的格式来接收从三级机下装的生产计划数据。
3结论
新系统投入运行以来,运行稳定,预报准确,提高了控制精度和轧制速度,降低了断带率,减少了手动干预,减轻了操作工人的劳动强度,提高了冷轧产品的产量和质量,产生了较大的经济效益。
冷轧五机架计算机控制系统具有以下特点:(1)系统安全可靠,具有完善的自诊断功能,维护方便;(2)数学模型设定精确,自学习功能很强,能够很快地适应武钢的轧制环境;(3)系统采用模块结构,易于扩充;(4)系统功能完善,能够很好地满足生产、管理的需要;(5)采用高速数据通信网络,实时地传送各种控制信息;(6)具有丰富的人机对话画面和多种报表。
参考文献:
[1]王锦标.《计算机控制系统》[M].第2版.北京:清华大学出版社.2008
[2]顾德英.《计算机控制技术与系统》[M].北京:北京邮电大学出版社.2009。