速冻产品作业指导书

切割下料加工作业指导书
切割下料加工作业指导书 (ISO9001-2015/ISO45001-2018) 1、目的 此作业指导书规范下料切割工艺,让操作人员在钢板原材料加工方法方面有章可依。同时提升下料件的切割实物割口成型质量,降低切割缺陷的形成几率,提高焊接、装配及整机外观质量。所涵盖的切割设备主要包括数控火焰切割机、数控等离子切割机、直条切割机、半自动切割机等。 2、范围 本指导书适用于原材料切割下料的过程。适用于以火焰切割、等离子切割、手动切割为切割方式的切割下料过程。 3、施工要求 3.1材料要求: 3.1.1用于切割下料的钢板应经质检科的检查验收合格,其各项指标满足国家规范的相应规定; 3.1.2钢板在下料前应检查确认钢板的牌号、厚度和表面质量,如钢材的表面出现蚀点深度超过国标钢板负偏差的部位不准用于产品。小面积的点蚀在不减薄设计厚度的情况下,可以采用焊补打磨直至合格。 3.2施工前准备工作: 3.2.1施工前操作人员预先熟悉零件图纸、按照工艺文件图纸设计要求,按照下料清单核对钢板的材质、厚度规格是否与工艺文件相符合,目测板材的表面质量是否合要求。
3.2.2施工前设备开机运行,查看设备工作是否正常;检查氧气,混合气体的阀门,压力表和燃气胶管是否完好,连接是否紧密可靠;在整个气割系统的设备全部运转正常,并确保安全的条件下才能运行切割工作,而且在气割过程中应注意保持。 3.2.3检验及标识工具:钢尺、卷尺、石笔、记号笔等。 3.3、数控火焰切割 3.3.1数控火焰切割操作工艺过程: 3.3.1.1在进行火焰切割时,吊钢板至气割平台上,调整钢板单边两端头与导轨的平行距离差在5mm范围内。 3.3.1.2将拷贝好的程序插入USB接口中,打开程序,检查程序图号是否与下料清单中的图号相符合;调整各把割枪的距离,确定后拖量,选择合理的切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,同时检查割嘴气体的通畅性。 3.3.1.3气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心尖端以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。3.3.1.4开始切割,时刻注意切割状态并对首件切割零件进行自检,合格后方能进行批量切割。在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴转入正常气割,气割将要到达零件终点时应略放慢速度,使切口下部完全割断。 3.3.1.5根据板厚调整切割参数,切割参数选用标准参见《数控火焰切割工艺参数及割嘴选用规范》。
肉食品加工企业全套安全生产操作规程
肉制品加工安全生产体系安全生产操作规程 编号:Q/WTS-001-2020 2020-2021版 编制: 审核: 批准: 受控状态: 发布日期:2020-02-15 实施日期:2020-05-15 XX肉食品加工企业
目录 第1章肉制品厂安全生产操作规程 (5) 1.1 车间设备操作规程 (5) 1.1.1 打毛机操作规程 (5) 1.1.2 麻电器操作规程 (5) 1.1.3 平板输送机操作规程 (5) 1.1.4 劈拌电锯操作规程 (6) 1.1.5 烫猪机操作规程 (6) 1.1.6 提升机操作规程 (6) 1.1.7 预剥线操作规程 (7) 1.1.8 剥皮机操作规程 (7) 1.1.9 猪头打毛机操作规程 (8) 1.1.10 猪爪去毛机操作规程 (8) 1.1.11 往复锯操作规程 (9) 1.1.12 悬挂输送机操作规程 (9) 1.1.13 下水输送机操作规程 (9) 1.1.14 带锯操作规程 (10) 1.1.15 去皮机操作规程 (10) 1.1.16 输送机操作规程 (10) 1.1.17 下降机(卸猪机)操作规程 (11) 1.1.18 园盘锯(割爪机)操作规程 (11) 1.1.19 臭氧空气消毒器操作规程 (12) 1.1.20 锯脊骨机操作规程 (12) 1.1.21 捆扎机操作规程 (12) 1.1.22 板式换热器 (13) 1.2 肉制品设备操作规程 (13) 1.2.1 滚揉机操作规程 (13) 1.2.2 切丁机操作规程 (14) 1.2.3 烟熏炉操作规程 (14) 1.2.4 磨刀机操作规程 (15) 1.2.5 臭氧空气消毒器操作规程 (15) 1.2.6 打卡机的操作规程 (16) 1.2.7 电梯的操作规程 (16) 1.2.8 电子秤的操作规程 (17) 1.2.9 冻肉切割机操作规程 (17) 1.2.10 翻转机操作规程 (17) 1.2.11 高温高压灭菌罐操作规程 (18) 1.2.12 火腿装膜机操作规程 (18) 1.2.13 夹层锅操作规程 (18) 1.2.14 绞肉机操作规程 (19) 1.2.15 搅拌机操作规程 (20) 1.2.16 立式滚揉系统操作规程 (20)
速冻水饺现状及其发展对策
速冻水饺现状及其发展 对策 公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
我国速冻水饺现状及其发展对策 孙兆远 (江苏食品职业技术学院,江苏淮安223003)摘要:为推动我国速冻食品工业的快速发展,叙述了我国速冻食品特别是速冻水饺的现状和存在的问题,并且针对存在的问题,分别从速冻水饺专用粉的开发、速冻水饺生产工艺和速冻水饺添加剂等3个方面提出了较为全面的解决方法及思路,同时展望了速冻水饺的发展方向。 关键词:速冻水饺;专用粉;添加剂;现状;问题;发展方向 中图分类号:TS205.7 文献标识码:B 0 前言 饺子,又名“扁食”,源于南北朝至唐朝的“偃月形馄饨”,是我国城乡常见的传统食品,在我国有着悠久的历史。速冻水饺是在-30℃以 下、在15~30min之内快速冻结并在-18℃的条件下贮藏和流通的一类水饺。由于饺子在-25~-30℃低温下快速冻结,水饺所含的大部分水分随着热量的散失而形成微小冰晶体,减少了生命活动和生化反应所需的液态水分,抑制了微生物的活动,延缓了食品的品质变化,最大限度地保持了水饺原有的营养和风味,并可长期保鲜。因此,速冻水饺的发展对推动我国速冻食品工业的发展有着非常重要而广泛的意义。
1 速冻食品现状 1.1 国外速冻食品现状 随着人们生活节奏的加快,速冻食品的发展也越来越快,其贸易量正以每年10%~30%的速度递增。目前,世界上速冻食品的总产量己超过 6000万t,品种达到4500种左右。发达国家的年人均消费量超过10kg,速冻食品工业已形成规模化生产。全球速冻食品平均年增长速度为15%~20%。发展较快的国家有美国、澳大利亚、日本和韩国等。1991~1994年间,美国速冻食品年产量约1300万t,产值超过500亿美元,人均年消费量大约60kg,位居世界首位,2000年已达63.6kg。英、法、德等欧盟国家每年人均消费冷冻食品在20~40kg之间。日本和韩国人均年消费量也在10kg以上。目前,速冻食品己成为发达家人民的生活必需品。在食物构成中所占比例越来越大,占全部食品的60%。如英国家庭消费的速冻食品已占到食品消费总量的70%以上,日本约占25.8%,在发展中国家也有巨大的市场潜力,速冻食品己逐步取代罐头食品的首要地位,而跃居加工食品的榜首[1] 1.2 国内速冻食品现状 我国速冻食品年产量1500万t左右,并以每年15%的速度递增。据不完全统计,2003年速冻食品的年销售额已接近460亿元。2000年我国 的出口量达50万t,约创汇3.9亿美元,出口量已超过意大利,跃居全球第一位[2]。其中最受欢迎的种类分别是:饺子、汤圆、包子、馄饨、馒头、花卷、烧卖和粽子。据有关专家预测,到2010年,我国的速冻食品将达到3000万t,年人均消耗量约20kg,品种约1500余种,将成为我国食品行业一个新的经济增长点。上海、天
速冻肉制品(乳化肉制品)的关键环节控制管理办法
速冻肉制品(乳化肉制品)的关键环节控制管理办法 一、原辅料验收关键控制点的确定 原料验收:速冻肉制品所用的原料肉可能含有以下危害:病毒,如新城疫、禽流感;致病菌,如沙门氏菌、大肠杆菌等。所用的辅料可能存在国家禁用的一些食品添加剂。 综上所述,确定原辅料验收为速冻肉制品在生产加工的关键控制点,制定了相应的作业指导书,实施了质量控制,并有相应操作记录。 二、关键控制点管理办法 1、原辅料验收管理办法: 1、对于所供原料或辅料必须提供以下证件: (1)营业执照(2)组织代码证(3)官方合格检测报告 来货原料肉必须提供以下证件: (1)动物检疫合格证明(2)运输车辆消毒证明(3)非疫区证明 2、配料管理办法 添加剂符合GB2760和作业指导书,严禁超范围超量使用; 3、油炸管理办法 设定油炸锅温度175°C,油炸时间4分钟,保证制熟。 4、速冻管理办法 速冻机温度设定为-35+2°C,产品速冻时间达到30分钟,速冻后产品中心温度必须达到-18℃.否则不予以包装,重新速冻。 5、金属探测管理办法
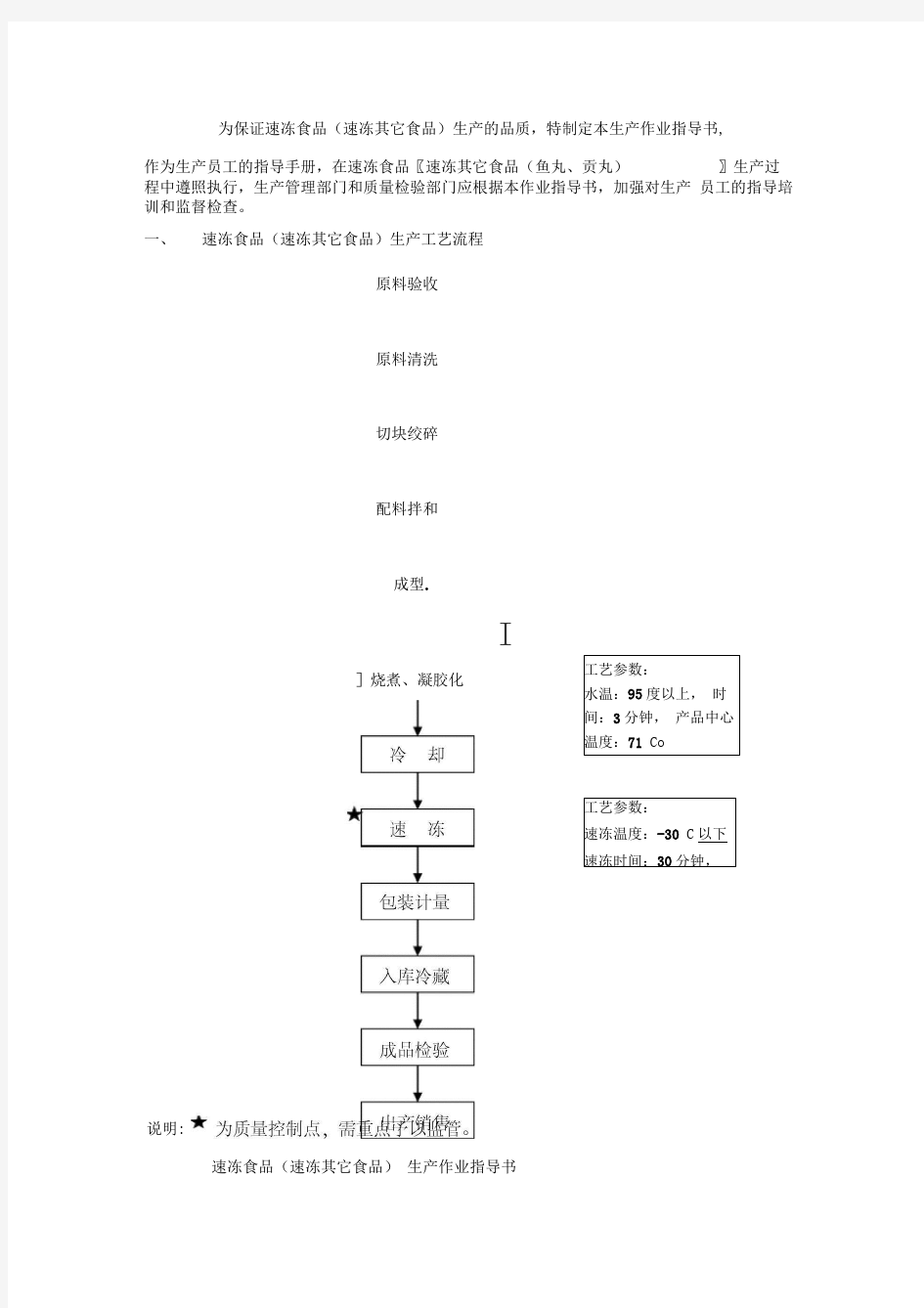
≥2.0mm金属异物。 速冻肉制品(鱼糜制品)的关键环节控制管理办法 一、原辅料验收关键控制点的确定 原料验收:速冻肉制品所用的原料肉可能含有以下危害:病毒,如新城疫、禽流感;致病菌,如沙门氏菌、大肠杆菌等。所用的辅料可能存在国家禁用的一些食品添加剂。 综上所述,确定原辅料验收为速冻肉制品在生产加工的关键控制点,制定了相应的作业指导书,实施了质量控制,并有相应操作记录。 二、关键控制点管理办法 1、原辅料验收管理办法: 1、对于所供原料或辅料必须提供以下证件: (1)营业执照(2)组织代码证(3)官方合格检测报告 来货原料肉必须提供以下证件: (1)动物检疫合格证明(2)运输车辆消毒证明(3)非疫区证明 2、配料管理办法 添加剂符合GB2760和作业指导书,严禁超范围超量使用; 3、油炸管理办法 设定油炸锅温度175°C,油炸时间4分钟,保证制熟。 4、速冻管理办法 速冻机温度设定为-35+2°C,产品速冻时间达到30分钟,速冻后产品中心温度必须达到-18℃.否则不予以包装,重新速冻。 5、金属探测管理办法
速冻食品市场究竟该如何营销Word版
速冻食品市场究竟该如何营销 -------------------------------------------------------------------------------- 速冻食品行业仍处于快速发展阶段,产品线的纵向和横向拓展空间都很大,然而综观整个速冻食品行业各主要品牌表现和动态,可以总结出整个行业普遍面临的以下困惑问题: 1、较大的销售额却没有带来较高的利润额和较低的成本优势,在价格战前却束手无策; 2、广告投放量持续上升却没有带来销售额的持续增长,品牌购买率依然不高,新增消费者迟迟不见效; 3、促销活动频频,但声音和效果淹没在市场竞争的汪洋大海,活动一结束,销量反降; 4、新品开发不断,产品系列阵容强大,却依然缺乏能创造价值的赢利产品; 5、终端陈列空间逐渐遭受挤压,成本费用却在逐步攀生,开发过多的产品在终端无法与消费者充分见面; 6、事件营销引不起轰动效果,活动宣传物料得不到很好的展示,媒介投放好象在打水漂…… 一、行业竞争格局和品类格局 速冻食品行业品牌化是大势所趋,但目前的形势却是品牌个性不明显、品牌集中度不高,除少数全国性强势品牌如思念、龙凤、三全、海霸王、湾仔码头等之外,各个地方都有自己的地方中小品牌,如天津的狗不理、迎客,北京的瑞达、多灵多,上海的桂冠、日清、日冷、南翔、沈大成、乔家栅、冠生园,安徽的毛毛、阿毛,东北的老边、阿仙、希波,江苏的安井、苏阿姨、广东的维邦、广州酒家、金城,中原的郑荣、笑脸、众品,浙江的五丰、佑康,西南的奇格。。。。通过对整个行业的分析研究,我们将整个行业格局作成如下图表:
关于速冻食品的品类结构:目前速冻食品发展至五大规模性品类:即水饺、汤圆、粽子、馄饨、面点,这些细分品类市场成熟度较高。消费者在品类产品上已初步形成一定的品牌消费,大部分的受访者在食用每一种产品时比较固定选择一、二个品牌的产品。如某消费者说:“吃水饺我吃思念的,吃汤圆就买三全的,吃鱼丸就要海霸王的,吃粽子就买五芳斋的”,行业初步形成了思念=水饺(水饺同时为思念的优势品类)三全=汤圆(汤圆同时为三全的优势品类)龙凤=水饺(水饺同时为思念的优势品类)五坊斋=粽子(粽子同时为五坊斋的优势品类)苏阿姨=馄饨(馄饨同时为苏阿姨的优势品类)。然而地方中小品牌在发展过程中品牌没有合理规划自己的资源优势,几乎全品类覆盖,导致每类产品在物力、人力、财力、精力等资源上都过度分散。下图表为我们总结的品类格局: 二、产品策略及建议 经过多次考察超市,我们发现:多数速冻食品品牌都存在产品结构不合理现象,在终端陈列时消费者希望买的品项却没有,重复的品项却又太多,使得很多现有产品无法全面覆盖某一城市的重点终端。同时同一品类中产品品种繁多,造成生产、流通、销售管理成本的增加以及推广费用的分散,这也是企业利润减少的关键原因之一,因此针对产品线必须做好事前合理的规划和市场评估,优化产品组合,在少占资源的前提下,争取市场效果最大化。 1、梳理和界定产品的市场使命和市场定位:什么是的形象占位产品、什么是的利润产品、走量产品、市场补缺产品和市场狙击产品; 2、将利润产品和走量产品作为公司战略产品来发展,在产品推广策略、促销支持、终端展示、业绩考核等方面优先倾斜和关注;
下料工序作业指导书
下料工序作业指导书 目的 使下料作业标准化、规范化、确保生产品质。 范围 适用于本公司物控部下料工序。 职责 物控部:负责本指导书的实施及下料设备的维护与保养。 工艺部:负责工艺流程及参数的界定与修订。 品质部:负责对本指导书实施进行监督及信息反馈。 机修班:负责对开料工序所有设的维修、维护及保养。 作业内容 下料作业流程 核对生产指示→选料→下料→自检→圆角→磨边→写(刻)档案号→清 洗板面→烘烤→转下工序。 设备及物料清单 裁板机、磨边机、抛光机、钢印、打钢印汽缸、成品清洗机、烤箱、钢尺、 千分尺、铜箔测厚仪、覆铜板、油性笔、电动笔。 下料操作规程 4.3.1 下料前准备 4.3.1.1根据流程卡确定下料的件数、尺寸、板厚、铜箔厚度、板材型号等。 4.3.1.2根据流程卡选定所需要的板料,(使用边料时需检查测量板厚、铜厚和板 材类型)。 4.3.1.3以剩余最小边料为原则,合理利用材料,确定下料的方法。 4.3.2 下料 4.3.2.1根据已确定的下料方法先测量所下料板材的板厚、铜厚和板材类型,再在 裁板机上量出尺寸定位线并固定好。 4.3.2.2根据尺寸定位线裁一件首板,测量尺寸是否符合流程卡上的尺寸要求,测
量无误开始批量生产,如不符合流程卡上的尺寸要求,则重新调整尺寸定 位线直到所裁板尺寸符合要求为止。同时确认板件四周的切断口需整齐平 整、无明显毛刺、铜皮翻起。 4.3.2.3 开料时板厚(含以上的不能叠板剪裁,板厚小于的可以叠板但总叠板厚度 不能超过(的板料在开大料时不能叠叠板,开成小料后可以叠两块剪裁)4.3.2.4裁板过程中每裁10件板用钢尺测量一次尺寸。 4.3.2.5内层板下料要保持经向或纬向的一致性,同一批量的方向保持一致。本公 司板材型号有36"×48"、40"×48"、43"×49",其中36"、40"、43"为经 向,48〞、49"为纬向,当所下料为正方形时,经向以剪角标识(如下图所 示)。如果有内层芯板厚度不一致时,必须切角标识,且在流程卡上注明 清楚。 4.3.2.6特殊板料、 同一流程卡上如有两种或者 板厚)。 4.3.2.7下料完毕后,应将所剩的边料放置于原处,并且在边料上用粉笔注明板厚、 铜厚和板材类型,以防止混料或错用板料;不同尺寸的板件叠放时需用纸 隔开;并将用料记录填报在《板料使用记录表》中。 4.3.2.8剪板机刀片每3个月更换另一个刀口(每个刀片有四个刀口,当四个刀口 使用完毕后需返磨),当刀口有明显缺口或剪裁的板件有明显毛刺、铜皮 翻起也须更换另一个刀口。 4.3.3 板料处理 4.3.3.1板厚在(含)以上的需要进行圆角处理。圆角在抛光机上完成,砂带使用 240目的,当砂带破损或砂带上的磨砂补磨损得光滑导致磨削力明显下降 时必须更换砂带。要求圆弧光滑无铜皮卷起,板尖到板边磨掉部分小于 5MM。
速冻水饺项目可行性研究报告
速冻水饺项目可行性研究报告 速冻水饺项目可行性研究报告 【引言】 自1995 年以来,我国速冻产品以每年20%的速度递增,目前速冻产品年产量近1000 万吨,现有各类生产速冻食品的厂家近20xx 个,年销售额达100 亿元。下面重点介绍速冻水饺产品的工艺,速冻水饺是以鸡肉、猪肉、羊肉或牛肉为主要原料,添加新鲜蔬菜、香辛料,经手工或饺子机成型,速冻后装的产品。速冻水饺最大是新鲜、营养、卫生、方便,饺子馅的色、香、味、形直接影响饺子的质量。速冻水饺的加工工艺分为以下几步:第一步、肉馅的制作,把新鲜的肉类和蔬菜经过预处理后,加入香辛料及调味品混合制成; 第二步、面皮的制作,把精制面粉或专用饺子粉加水和盐以及面粉改良剂混合制成面团,再用手工或机器制作面皮; 第三步、饺子的包制成型,采用手工或饺子机把肉馅包进面皮 里,捏成一定的形状,要求饱满,重量在13?15克之间,以 皮薄大馅为佳; 第四步、饺子的速冻,包好的饺子摆放在不锈钢盘上,依次放入速冻机的链条上或速冻冷库里进行速冻,要求速冻温度达一34 摄氏度,速冻时间30 分钟,中心温度在一 10 摄氏度以下,使产品快速的通过冰晶生成区,保证饺子的原汁原味; 第五步、按要求的重量进行包装入库,速冻后的饺子及时按要求包装,以免使产品的温度回升,表面发软,影响产品质量。 随着社会经济的发展,人们的生活方式亦发生变化。近年来,速冻水饺行业作为“朝阳行业”得到很快的发展。 【速冻水饺项目可行性研究报告目录】 第一部分速冻水饺项目总论 总论作为可行性研究报告的首要部分, 要综合叙述研究报告中各部
分的主要问题和研究结论, 并对项目的可行与否提出最终建议, 为可行性研究的审批提供方便。 一、速冻水饺项目背景 (一)项目名称 (二)项目的承办单位 (三)承担可行性研究工作的单位情况 (四)项目的主管部门 (五)项目建设内容、规模、目标 (六)项目建设地点 二、项目可行性研究主要结论 在可行性研究中, 对项目的产品销售、原料供应、政策保障、技术方案、资金总额筹措、项目的财务效益和国民经济、社会效益等重大问题, 都应得出明确的结论, 主要包括: (一)项目产品市场前景 (二)项目原料供应问题 (三)项目政策保障问题 (四)项目资金保障问题 (五)项目组织保障问题 (六)项目技术保障问题 (七)项目人力保障问题 (八)项目风险控制问题 (九)项目财务效益结论 (十)项目社会效益结论 (十一)项目可行性综合评价 三、主要技术经济指标表 在总论部分中, 可将研究报告中各部分的主要技术经济指标汇总, 列出主要技术经济指标表, 使审批和决策者对项目作全貌了解。 四、存在问题及建议 对可行性研究中提出的项目的主要问题进行说明并提出解决的建议。 第二部分速冻水饺项目建设背景、必要性、可行性这一部分主要应
下料作业指导书
下料作业指导书编号:WHJX/ZD02-04 编制:技术科 审核:王凤立 批准:徐公明 实施日期:2009.5.10 诸城市五环机械有限公司
对下料过程进行控制,确保原材料的合理利用和杜绝浪费。 2 范围 适用于本公司下料车间工人。 3 职责 1、车间主任负责直接领导、监督责任。 2、下料车间职工要严格按照本作业指导书操作生产。 3、技术部、质量部对其定期进行检查、考核。 4工作流程 1、选择材料:严格按照工艺卡片规定的材质选材
厚板要求尺寸用自动割或用气割;圆棒料用锯床;型材用切割机。 3、下料尺寸按工艺卡片规定执行,沿料边开始下料,并摆放整齐。 4、完工后整理好现场。 5剪板作业指导书 范围:适用于准备车间剪板工序 目的:用于完善工艺过程,提高工序能力。 内容: 1、剪板工序的准备工作: 1.1技术准备前,操作者应充分了解《剪板机使用说明书》中的注意事项及使用要求,做到“三好(用好、管好、修好)”,“四会(会操作、会检查、会保养、会排除故障)”。 1.2设备及工、夹、量具的准备: 1.2.1设备及现场设置的准备: A、配置多种规格的转运车或工位器具(用于安放已剪或尚未下料的板材); B、设备在启动前,应在导轨滑行面上加注润滑油,轴承油杯中打润滑脂,检查刀片工作部分是否有异物,然后,试运行设备检查设备运行是否正常。 1.2.2工、夹、量具的准备: A、划线用的钢针、直尺; B、度量用的钢尺、卷尺、游标卡尺、深度卡尺; C、调整定位基准用的12”活络扳手; D、作标识的记号笔。 1.3材料准备: 1.3.1板材应按有色、黑色金属、冷轧、热轧、酸洗、厚度分门别类安放(货
肉制品检验作业指导书讲解学习
菌落总数 一、依据:GB 4789.2—2010 二、目的:食品中菌落总数的测定 三、设备和材料 除微生物实验室常规灭菌及培养设备外,其他设备和材料如下: 1 恒温培养箱:(36 ±1)℃ 2 恒温水浴箱:(46 ±1)℃。 3 天平:感量为0.1 g、振荡器。 4 无菌吸管:1 mL(具0.01 mL 刻度)、10 mL(具0.1 mL 刻度)或微量移液器及吸头。 5 无菌锥形瓶:容量250 mL、500 mL、无菌培养皿:直径90 mm。 6 pH 计或pH 比色管或精密pH 试纸。 7 放大镜或/和菌落计数器。 四、培养基和试剂 1 平板计数琼脂培养基 2 磷酸盐缓冲液 3 无菌生理盐水 五、检验步骤 1 称取25 g 样品置盛有225 mL 生理盐水的无菌捣碎机杯内,8000 r/min~10000 r/min 均质1 min~ 2 min,制成1:10 的样品匀液。 2 用1 mL 无菌吸管或微量移液器吸取1:10 样品匀液1 mL,沿管壁缓慢注于盛有9 mL 稀释液的无菌试管中(注意吸管或吸头尖端不要触及稀释液面),振摇试管或换用1 支无菌吸管反复吹打使其混合均匀,制成1:100 的样品匀液。 3 按5.2操作程序,制备10 倍系列稀释样品匀液。每递增稀释一次,换用1 次1 mL 无菌吸管或吸头。 4 根据对样品污染状况的估计,选择2 个~3 个适宜稀释度的样品匀液在进行10 倍递增稀释时,吸取1 mL 样品匀液于无菌平皿内,每个稀释度做两个平皿。同时,分别吸取1 mL 空白稀释液加入两个无菌平皿内作空白对照。 5 及时将15 mL~20 mL 冷却至4 6 ℃的平板计数琼脂培养基(46 ±1)℃倾注平皿,并转动平皿使其混合均匀。 6 待琼脂凝固后,将平板翻转,(36±1)℃培养48 h±2 h。 六、菌落计数 可用肉眼观察,必要时用放大镜或菌落计数器,记录稀释倍数和相应的菌落数量。菌落计数以菌落形成单位(colony-forming units,CFU)表示。 七、结果与报告 1 若只有一个稀释度平板上的菌落数在适宜计数范围内,计算两个平板菌落数的平均值,再将平均值乘以相应稀释倍数,作为每g(mL)样品中菌落总数结果。 2 若有两个连续稀释度的平板菌落数在适宜计数范围内时,按公式计算: N= ∑C/ (n1+n2)d 3 菌落数小于100 CFU 时,按“四舍五入”原则修约,以整数报告。 4 菌落数大于或等于100 CFU 时,第3 位数字采用“四舍五入”原则修约后,取前2 位数字,后面用0 代替位数;也可用10 的指数形式来表示,按“四舍五入”原则修约后,采用两位有效数字。 5 若所有平板上为蔓延菌落而无法计数,则报告菌落蔓延。 6 若空白对照上有菌落生长,则此次检测结果无效。 7 称重取样以CFU/g 为单位报告,体积取样以CFU/mL 为单位报告。 大肠菌群计数(平板计数法) 一、依据:GB 4789.3—2010 二、目的:食品中大肠菌群的计数
速冻水饺的HACCP计划
速冻水饺的HACCP计划 2.1 危害分析预备信息 表1 HACCP小组成员 表2 HACCP小组各成员职责与权限
2.2产品的描述2.2.1原料描述 2.2.2辅料描述2.2.2.1食用盐
2.2.2.3 白糖 1、感官指标 1、1晶粒均匀,中粒:0.45-1.25mm,含量≥80%; 1、2晶粒或其水溶液清澈、透明、味甜、纯正无异味、无异臭;1、3晶粒干燥、松散无结块现象,颜色洁白无明显黑点、无异物、有光泽; 2、理化指标 项目指标精制优级一级二级 蔗糖分,% ≥ 99.8 99.7 99.6 99.5 还原糖分,% ≤ 0.03 0.05 0.10 0.17 电导灰分,% ≤ 0.03 0.05 0.10 0.15 干燥失重,% ≤ 0.06 0.06 0.07 0.12 色值,IU ≤ 30 80 170 260 混浊度,度≤ 3 7 9 11 不溶于水杂质,mg/kg≤ 20 30 50 80 2.2.2.4食用油 1、酸价--花生油、菜籽油、大豆油、葵花油、胡麻油、茶油、麻油、玉米胚芽油、米糠油
≤4;棉籽油≤1 2、过氧化值(meq/kg)--花生油、葵花油、米糠油≤20;菜籽油、大豆油、胡麻油、玉米胚芽油、棉籽油、茶油、麻油≤12 3、浸出油溶剂残留量(mg/kg)≤50 2.2.2.5酱油 感官要求 具有正常酿造酱油的色泽、气味和滋味,无不良气味,不得有酸、苦、涩等异味和霉味,不混浊,无沉淀,无异味,无霉花浮膜。 2.2.3包装材料 2.2. 3.1食品内包装 2.2. 3.2食品外包装
2.3终产品特性
CQC禽屠宰审核作业指导书
文件和资料修改记录 修订内容修订页数修订日期批准 换版共22页2010-06-21 李杰 编 制 吕良足、丁海俊、段祥 审 核 游安君 批 准 李杰
目录 1.目的、适用范围 (3) 2.规范性引用文件 (3) 3.术语和定义 (4) 4.典型产品及工艺流程(操作规程)描述 (5) 5. 设备设施和检验项目要求 (12) 6.典型食品安全风险和控制措施 (15) 7.其他关键及主要过程审核要点与方法 (19) 8.控制措施的有效性确认和验证 (20) 9.法律法规及标准 (22)
1.目的、适用范围 本文件为审核禽类屠宰行业提供专业技术指导。 适用于对禽类屠宰行业依据ISO9001:2008标准进行的第三方质量管理体系审核。专业代码03.01.02、03.01.03。 适用于依据GB/T 22000 《食品安全管理体系食品链中各类组织的要求》和GB/T27301《食品安全管理体系肉及肉制品生产企业要求》标准对之进行的第三方食品安全管理体系审核。专业代码C1351。 适用于依据CAC《食品卫生通则》、《HACCP体系及其应用准则》对之进行的第三方HACCP体系审核。专业代码C1351。 国家对禽类屠宰行业实施生产许可证管理,《食品安全管理体系认证实施规则》应予以关注。 随着社会进步,本指导书有可能落后于专业发展,使用者应关注专业动态,掌握新的专业信息用于审核。 2.规范性引用文件 下列文件中的条款通过本文件的引用而成为本文的条款。凡是标注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版本均不适用于本文件,然而,鼓励根据本文件达成协议的各方研究是否可使用上述文件的最新版本。凡是未标注日期的引用文件,使用其最新版本。 GB2762 食品中污染物限量 GB2763 食品中农药的最大残留限量 GB5749 生活饮用水卫生标准 GB14881 食品企业通用卫生规范 GB 16869 鲜、冻禽产品 GBT20094 屠宰和肉类加工厂企业卫生注册管理规范》 GBT4789.2-2008食品卫生微生物学检验 菌落总数测定 GBT4789.3-2008食品卫生微生物学检验大肠菌群测定 GBT4789.4-2008食品卫生微生物学检验沙门氏菌检验 GBT4789.10-2008食品卫生微生物学检验金黄色葡萄球菌检验
检验关键工序作业指导书(2).
检验关键工序作业指导书 1.0 目的 对原辅材料、半成品及成品进行规定的检验或试验,确保未经检验和不合格的材料、产品不投入使用、加工和出厂,以使产品满足顾客的要求。 2.0 范围 适用于原辅材料、半成品及成品的检验和试验。 3.0 职责 3.1品管部负责原辅材料、半成品、成品检验标准的制订和检验。 3.2生产部门负责自检及互检。 4.0 方法 4.1进料检验控制(IQC 4.1.1采购部在收到到货的原辅材料后,采购部的采购员填写《物料入库单》(四 联上品名、规格、应到数,仓管员负责核对实际到货数量,并将检查的结果记录在《物料入库单》上。合格后传递给品管部的IQC,如不合格按照《不合格品控制程序》进行处理。 4.1.2品管部IQC接到《物料入库单》后,按照《进料检验作业指导书》进行检 验,将检验结果记录在《进料检验记录表》上。如不合格按照《不合格品控制程序》进行处理。 4.2过程检验和试验控制 4.2.1首件检验
a.首检时机:①一批量产时; ②转模时; ③人员更换时(包括转班时; ④工、模、夹治具及机台故障修复时; ⑤生产工艺参数调整时。 b.操作员在首机时机按照相应的作业指导书对首件(一般2~5件外观 进行自主检验,并将结果记录于《首/末件产品质量检验单》,合格经 生产组长签字后送交PQC确认。 c.PQC按照相应《产品检验规范》等相关检验文件对首件进行检验,合格 后立即签板,以作操作员自检时参照。检验结果记录在《首/末件产品 质量检验单》上(尺寸冷却两小时后测量出结论并在备注栏内注明 “首件”。 d.首件经PQC确认合格后,生产部门方可进行量产。 4.2.2自检 各机位工人按照《产品检验规范》和《检验项目执行规定》进行自检和互检。 4.2.3巡检 PQC按照《产品检验规范》、《检验项目执行规定》和《抽样检查标准》相关内容及样件至少每两小时巡检一次(对于重点的工序或机台应适当地增加巡检频次,并将检验结果记录于《注塑部生产状况QC检验记录表》或《喷油、丝印车间QC检验记录表》,现场测量员每两小时进行尺寸检验,并记录在《尺寸检测表》。
下料工序作业指导书
下料工序作业指导书 适用范围 责任岗位所用设备(工具) 1 下料准备适用于角钢、方管、扁管、钢带下料工序 剪板、气割、角钢切断等下料工 剪板机、机械压力机、半自动切割机、手工割炬、带锯床 1.1下料班接到加工任务后, 首先持工件加工卡到放样中心领取样杆、样板,同时通知配料班配料。 1.2下料前,下料工首先根据加工卡及材料表与原材料认真核对,确认无误后方可下料。 1.3严格按放样所给定的尺寸下料。在划线、号形时,要根据原材料进行合理套料, 用石笔划线时,线宽不应超过1mm。 1.4部件材质、规格的代用,必须根据材料代用通知单, 严禁私自代料。 2 下料设备 2.1当材料规格在剪切设备承受能力之内时, 应优先选用剪切设备。 2.2剪切环境温度:碳素结构钢低于-20 ℃、低合金结构钢低于-15 ℃时,不应进行剪切。 2.3大的角钢、小型扁钢、厚的钢板等超过剪切设备的承受能力时,可根据技术要求采用带锯床切割或火焰切割下料。 3 下料 3.1设备操作人员必须熟悉设备的性能和使用说明书,根据推荐的技术规范或参数进行操作,认真执行设备管理的有关规定,严格遵守安全操作规程。 3.2在下料过程中,如发现钢材表面有裂缝、折叠、结疤、夹杂和重皮;表面有锈蚀、麻点、划痕,其深度大于该钢材厚度负允许偏差的1/2 ,或累计误差超出负允许偏差时,不得使用,应及时通知领料员将材料退回仓库。严禁使用不合格原材料。 3.3在下料及以后的标识时,必须进行首件检查。查看尺寸、偏差、毛刺、拉角、外观成型等是否合格, 合格后方可成批生产。过程中或过程结束进行自检。 3.4下料质量要求 ,其断口上不得有裂纹和大于1.0 mm 的边缘缺棱,切断处切割面平面度为
响当当速冻水饺营销渠道分析
本科生毕业论文响当当速冻水饺营销渠道分析 院系管理(经济)学院 专业市场营销 2015年05月
响当当速冻水饺营销渠道分析 摘要 改革开放以来,人们的生活越来越好,由于生活节奏的加快,速冻食品因其方便性逐渐受到人们的喜爱。在全球,速冻食品正进一步取缔罐头的地位,排名食品加工的第一位。而速冻水饺占据着国内速冻食品行业的关键地位,占比超过35%。同时由于国内速冻水饺市场发展迅猛,管理并不完善,有关速冻水饺企业的营销渠道发展需要进一步完善,伴随经济的发展,速冻水饺行业面临巨大的挑战和机遇。从竞争方面分析,随着速冻水饺企业越来越多,供大于求的情况逐渐突显,速冻水饺行业有进一步清洗市场的强烈需求,但是在一些细分市场里仍有很大空间需要去发展,因此重点建设和开发营销渠道将成为企业的核心竞争力。本文将重点依据响当当速冻水饺的营销渠道展开分析。 关键词:速冻食品,发展,速冻水饺,营销渠道
Xiangdangdang dumplings marketing channel analysis Abstrace Since China's reform and opening up, people's life is getting better and better, because of the accelerating rhythm of life, quick-frozen food because of its convenience were liked by people gradually.In the world, the frozen food is further clamp down on the status of the canned, the food processing ranked first.And frozen dumplings occupies the key position of domestic frozen food industry, accounting for more than 35%.Due to domestic quick-frozen dumpling market developing rapidly at the same time, the management is not perfect, the frozen dumplings enterprise's marketing channel development need to be further perfect, accompanying with the development of economy, the frozen dumplings industry faces huge challenges and opportunities.Analysis from the aspects of competition, with frozen dumplings enterprises more and more, the glut of gradually highlighted, quick-frozen dumplings industry has further clean the market strong demand, but in some segment of the market still has great space to develop, the key construction and development of marketing channel will be a core competitiveness of the enterprise.This article will focus Xiangdangadng the marketing channel of the frozen dumplings. Key words:Frozen food;development;Frozen dumplings;marketing channel
食品生产清洗消毒作业指导书
清洗消毒管理规范 一、目的 规范清洗剂、消毒剂购进及使用过程中操作,确保消毒效果符合标准要求。 二、范围 适用于公司肉制品生产及与之相关的添加剂、辅料等环节的室内环境、设备、工器具、工作衣及员工卫生清洗消毒管理。 三、职责 1采购部负责清洗剂、消毒剂供应商选择、采购,并向供方索取相关有效证件。 2技术品管部负责清洗剂、消毒剂的接收感官检验、取样,责清洗剂、消毒剂的检测,并负责监督生产车间及相关部门按照本规范进行清洗消毒、消毒效果验证。 3仓库负责清洗剂、消毒剂的收、发及保存工作。 4生产车间负责清洗消毒工作具体实施。 四、内容 1清洗剂、消毒剂选择 (1)清洗剂:洗洁精、纯碱、火碱、泡沫清洗剂。 (2)消毒剂:次氯酸钠、二氧化氯、酒精、乳酸。 2清洗剂、消毒剂的购进检验 (1)使用的清洗剂、消毒剂必须由采购部选择合格供方,并索取检测报告、营业执照及生产或经营许可证。 (2)技术品管部对购进的清洗剂、消毒剂进行感官检验,标注及产品性状符合要求后根据需要进行抽样检验,合格后方可接收入库,办理入库手续。不符合标准要求者严 禁接收。 (3)生产车间在领取时,须开具《领料单》,凭领料单到仓库领取,仓库应将《领料单》存档备查。 3 清洗剂、消毒剂配制方法 (1)消毒剂配制浓度计算方法 1) 消毒剂量=(配制量×配制浓度)/消毒剂有效浓度; 2) 加水量=配制量–消毒剂量。 (
( 睛,若原液溅到皮肤上或眼睛内,应立即用清水冲洗干净。仍有不适感觉,应及时就医。 (4)配制好的清洗液、消毒液必须在当日内用完。 4 清洗、消毒程序 (1)环境消毒程序 1)空气消毒程序 A 员工离开工作现场→开启紫外灯照射 B员工离开工作现场→开启臭氧杀菌机 C 乳酸:水=1∶1配制→对冷库熏蒸→通风换气 2)地面、下水道、墙壁、天花板清洗、消毒程序 杂物清理→清洗剂清洗→清水冲洗→除去余水→二氧化氯(次氯酸钠)喷洒消毒→清水冲洗 (2)设备、工器具清洗、消毒程序 40℃左右温水冲洗→清洗剂清洗→消毒剂消毒→清水冲洗→沥水或擦干 (3)员工清洗消毒程序 1)清水冲洗→指甲刷刷洗指甲→清洗剂清洗→清水冲洗→消毒剂消毒→清水冲洗烘干→泡鞋池消毒→进入车间。 2)生产过程中根据各工序清洁度要求,对员工的手用75%的酒精消毒,其中:原料、半成品工序每2小时消毒一次;无菌包装工序每1小时消毒一次。 (4)工作衣消毒程序 洗衣粉(膏)漂洗→清水漂洗→烘干灭菌→密闭容器运送 5 清洗剂、消毒剂的应用 ( (2)常规消毒剂的应用
关键工序作业指导书汇编.
作业指导书汇编 ZYJX/JW-01-2014 编制: 审核: 批准: 发布:2014-5-10 实施:2014-5-10 目录
文件名称页码目录------------------------------------------------------1托辊焊接作业指导书----------------------------------------2 托辊装配作业指导书----------------------------------------3 装配作业指导书--------------------------------------------5 滚筒焊接作业指导书---------------------------------------13油漆作业指导书-------------------------------------------17 托辊焊接作业指导书
1.目的:明确工作职责,确保加工的合理性、正确性及可操作性。规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。 2.范围:适用于所有托辊轴承座焊接加工作业,是托辊生产关键工序。 3.职责:指导托辊轴承座焊接加工作业操作者的焊接工作。 ,4. 设备调整:检查设备是否完好,按规定要求润滑设备;按照托辊型号选择与之相对应的压头,调整设备支座高度使之与加工托辊相适应。 5. 焊接规范:使用CO2气体保护焊:要求焊角高3㎜,电流i=130~160A,电 压u=19~22V,CO2气体流量Q=20~25L/min,焊接速度V=40~45㎝/min,焊丝直径1.0㎜,材质H08Mn2SiA。 6. 加工完成的轴承座,经过检验合格后方可进行压装和焊接。 7. 第一步压装轴承座:将经过检验合格后轴承座放入筒皮两端各一个,摆在后 在压装机上采用与轴承座相对应的压头将冲压轴承座压入管体两端(关键工序:注意摆正,不可压偏)。 8. 第二步焊接轴承座:将压装上轴承座的筒皮置于托辊焊接机床上,顶紧轴承 座。要求焊缝均匀一致,接口不许有焊瘤、凸点、凹坑等缺陷。 9. 焊接:启动焊机,按焊接规范开始焊接一端轴承座。 10. 检验:焊接结束后检验两端焊缝,要求轴承座焊接牢固,焊高符合要求,焊 缝均匀一致,表面光洁,不得有气孔、夹渣、虚焊、疙瘩等质量缺陷。11. 自检合格后,报质检部检验。
肉制品车间操作规程
肉制品车间操作规程 油炸锅操作规程 一、开机前的确认检查 1、检查有无漏油、漏水现象,尤其是检查排污口及排油口。 2、确认电源及压缩空气正常供给。 3、检查蒸汽连接部分是否漏气及固件是否松动现象 二、操作规程 1、加油操作:(1)先把油锅底部放水进去,放水液位贴近放油口位置;(2)待水放好后, 开始倒油进去,倒油液位超出出料斗底部5~10公分即可。正常一锅加油量为400KG。2、油锅加热操作:(1)设定油温为120~125℃;(2)缓慢开启蒸汽阀,控制压力为2㎏;(2) 打开两段电加热开关,开始油温加热。 3、油炸操作:(1)称好每锅料为20KG;(2)待油温达到设定值时,缓慢倒入备好的物料, 防止油溅起伤人;(3)物料倒完后,用专用的捞勺前后翻动,确保物料油炸均匀;(4)用肉眼观察锅内物料,颜色接近金黄色后可开始出锅,正常一锅油炸时间6~10分钟。4、出料操作:(1)准备好专用的不锈钢出料筐,正面靠近油炸锅出料斗,待接物料;(2) 轻微拉起空压起动开关,缓慢向右旋转,直至出料口已离开油面后复位暂停两分钟,待物料滴尽油后继续操作;(3)用不锈钢勺子把物料耙向不锈钢出料筐,直到全部物料出完后,缓慢向左旋转空压起动开关把油炸锅出料斗放回原位开始第二次的操作;(4)迅速拨开物料,便于物料能及时冷却,必要时要采取风机冷却。 三、注意事项及保养操作 1、操作过程中,不可野蛮操作,确保油不飞溅出来伤及人。。 2、在进出料操作过程中,一定要缓慢操作,以免料斗过快起来或复位,油飞溅出来。 3、每周更换一次油炸锅的水,天气热时,可适当缩短更换周期。
离心机的操作规程 一、开机前的确认检查 1、检查电机皮带有动松脱及周围有无异物卡住; 2、检查电机固定螺栓有无松动及周围有无异物会影响电机运转; 3、检查离心机内胆卫生已清洁好,符合卫生标准。 二、脱水操作 1、用专用的离心网袋定量装好待胶水物料,均匀的分布在离心机内胆里面;以免物料分 布不均匀,运转时动态不平衡,雳荡历害。 2、按下启动按扭,开始离心脱水,待出水口接近无水流出,按下停止按扭停离机机运转, 待离心机运转速度转慢时,采用离心机刹车装置完全停止离心机运转。 3、待离心机完全停止后,方才开始出料操作。 三、注意事项及保养操作 1、在启动离心机前,必须确认人员已完全离开离心机,不再进行任何操作了,特别是人 的手部。 2、在出料操作时,必须确认离心机已处于完全停机状态,方能进行操作。 3、每周一次进行紧固各固定螺栓。