第三节 数据采样法插补
数据清洗与整理中的缺失值填补与插值技术解析(三)

数据清洗与整理中的缺失值填补与插值技术解析在数据分析的过程中,缺失值是一个常见的问题。
缺失值的存在可能会导致结果的不准确性和误导性,因此需要采取相应的处理措施。
本文将对数据清洗与整理中的缺失值填补与插值技术进行解析。
一、缺失值的种类和原因缺失值是指数据集中的某些观测值或变量值缺失的情况。
它可以分为完全缺失和部分缺失两种情况。
完全缺失是指某一观测值的所有变量都缺失,通常是由于人为原因或者数据采集过程中的错误导致的。
部分缺失是指某个变量在一部分样本中缺失,可能是由于无法获得该变量的观测值或者观测值不可靠导致的。
导致缺失值的原因多种多样,包括实验设备故障、调查问卷的遗漏、受访者的拒绝回答等。
在现实的数据分析过程中,我们需要面对各种各样的数据集,其中缺失值是无法避免的。
因此,我们需要掌握填补和插值技术来处理这些缺失值。
二、缺失值的处理方法1. 删除法删除法是最简单粗暴的处理方法,即将缺失值所在的观测样本或变量删除。
如果缺失值非常少,对整体数据影响较小,可以选择删除该样本;如果缺失值相对较多,或者缺失的是关键变量,删除该样本可能会带来信息的丢失,甚至可能导致结果的失真。
因此,在实际应用中,删除法并不是一种常见的处理缺失值的方法。
2. 均值、中位数或众数填补在某些情况下,可以通过使用其他观测样本或变量的均值、中位数或众数来填补缺失值。
这种方法简单快捷,适用于连续型和离散型变量。
然而,该方法的局限性在于无法考虑其他变量之间的关系,可能会引入一定的误差。
3. 回归分析法填补回归分析法是一种比较常用的缺失值填补方法。
它通过建立与缺失变量有关的回归模型,利用其他完整的变量对缺失变量进行预测。
这种方法可以充分利用已有数据的信息,增加填补后的准确性。
但是,回归分析法的前提是已有数据具有一定的线性关系,否则可能带来一定的误差。
4. 插值法插值法是一种通过利用现有数据的空间和时间特性来估计缺失值的方法。
常见的插值方法有线性插值、多项式插值、样条插值等。
机床数控技术-第3章习题及答案(2015.9新增)

国家精品资源共享课新增习题及答案第3章 数控系统控制原理1.在数控采样插补中插补周期与插补运算时间有什么关系?插补周期与插补运算时间有密切的关系,一旦选定了插补算法,完成插补运算的最大指令条数也就确定了,则此算法占用计算机CPU的时间也就确定了。
一般来说,插补周期T必须大于插补运算时间,因为在一个插补周期内,计算机除了要完成插补运算外,还要执行显示、监控甚至精插补等任务,插补周期等于插补运算时间与完成其它任务所占用的时间之和。
另外,插补周期还会对圆弧的插补误差产生一定的影响。
2.试分析在弦线逼近圆弧数据采样插补中, 逼近误差与速度、插补周期和圆弧半径的关系。
答:对于圆弧插补,动点在一个插补周期运动的直线段以弦线逼近圆弧时,逼近误差与速度、插补周期的平方成正比,与圆弧半径成反比,即2()18rTVer =,T-插补周期,V-刀具移动速度,r-圆弧半径,e r-逼近误差。
在一台数控机床上,允许的插补误差是一定的,它应小于数控机床的分辨率,即应小于一个脉冲当量。
那么,较小的插补周期,可以在小半径圆弧插补时允许较大的进给速度。
从另一角度讲,在进给速度、圆弧半径一定的条件下,插补周期越短,逼近误差就越小但插补周期的选择要受计算机运算速度的限制。
首先,插补计算比较复杂,需要较长时间。
此外,计算机除执行插补计算之外,还必须实时地完成其它工作,如显示、监控、位置采样及控制等。
所以,插补周期应大于插补运算时间与完成其它实时任务所需时间之和。
3.在数据采样插补中,粗插补和精插补一般怎样实现?答:粗插补,一般用软件实现;精插补,一般用硬件实现。
在每一插补周期中,调用一次插补程序,用软件粗插补计算出各坐标轴在下一插补周期内的位移增量(而不是单个脉冲),然后送到硬件插补器内,经过硬件插补器精插补后,再控制电机驱动运动部件达到相应的位置。
4.试述刀具半径补偿的过程。
答:刀具半径补偿过程分为以下三个步骤:(1)刀具半径补偿的建立;(2)刀具半径补偿进行;(3)刀具半径补偿注销(G40)。
第三章插补与刀补解析

第
三 章
复杂,计算机的每次插补运算的时间必然加长,从
插
补 、
而限制进给速度指标和精度指标的提高。
刀
补
原
理
及
速
度
控
制
8
下午5时24分
数 字
第一节
概述
控
制 机
3.
插补方法的分类
床
• 脉冲增量插补(又称基准脉冲插补或行程标量插补)
第
特点:
三
章
➢ 该插补算法主要为各坐标轴进行脉冲分配计算。其
插
补
特点是每次插补的结果仅产生一个单位的行程增量
插
补 、
➢ 脉冲增量插补的实现方法较简单,通常仅用加法和
刀
补
移位运算方法就可完成插补。因此它比较容易用硬
原
理 及
件来实现,而且,用硬件实现这类运算的速度很快
速
度 控
的。但是也有用软件来完成这类算法的。
制
10
下午5时24分
数 字
第一节
概述
控
制 机
这类插补算法有:逐点比较法、数字积分法、比较
床
积分法、矢量判断法、最小偏差法、数字脉冲乘法
O
直线
X
、
刀 插补步骤: 补
原 1、偏差判别,判别Fm>=0或Fm<0,确定坐标进给方向和偏差计算方法
理
及 2、坐标进给:根据象限及偏差符号,决定沿+X,-X,+Y,-Y四个方向的哪个方向前进
速 度 3、偏差计算:进给一步后,计算新的加工点的偏差,作为下次偏差的依据
床
用这类插补算法时,可达到较高的进给速度(一
第
三
第三章 数控插补原理

解:插补完这段直线刀具沿X和Y轴应走的总步数为 = x e + y e =5 + 3=8。 Y 刀具的运动轨迹如图 E(5,3) 3
2 1 O 1 2 3 4 5 X
第二节 基准脉冲插补
插补运算过程见表:
循环序号 偏差判别 F ≥0 坐标进给 +X 偏差计算 Fi+1=Fi-ye
教案 3
终点判别
m
Y
m(Xm,Ym) B(XB,YB)
+Y2
2 m-R
若Fm=0,表示动点在圆弧上;
若Fm>0,表示动点在圆弧外; 若Fm<0,表示动点在圆弧内。
Rm
R A(XA,YA)
第Ⅰ象限逆圆弧
X
第二节 基准脉冲插补
2)坐标进给
教案 3
与直线插补同理,坐标进给应使加工点逼近给定圆弧,规定如下: 当Fm≥0时,向-X方向进给一步; 当Fm<0时,向+Y方向进给一步。
教案 3
若Fi=0,表示动点在直线OE上,如P; 若Fi>0,表示动点在直线OE上方,如P′; 若Fi<0,表示动点在直线OE下方,如P″。
O
xi 第Ι象限直线
X
第二节 基准脉冲插补
2)坐标进给
教案 3
坐标进给应逼近给定直线方向,使偏差缩小的方向进给一步,由插补装 置发出一个进给脉冲控制向某一方向进给。
教案 3
直线线型 进给方向 偏差计算 直线线型
L1、L4 L2、L3 +X -X Fi+1=Fi-ye L1、L2 L3、L4
偏差计算
Fi+1=Fi+xe
注:表中L1、L2、L3、L4分别表示第Ⅰ、第Ⅱ、 第Ⅲ、第Ⅳ象限直线,偏差计算式中xe、ye均代 入坐标绝对值。
数据采样(时间分割法)简介

3. C刀具半径补偿方法
B刀具半径补偿只根据本程序段进行刀具半径 补偿计算,不能很好解决程序段轨迹之间的 过渡问题。
C刀具补偿技术的关键在于如何实现组成零 件轮廓的各轨迹间拐角的过渡。它的计算是 根据零件尺寸和刀具半径计算出刀具中心轨 迹,求出前后两条刀具中心轨迹的交点或过 渡轨迹。
(1)C刀补设计思想
偿一个相反的刀补,称为取消 刀补。
二 . 刀具半径补偿
1)刀具半径补偿的作用
轮廓铣削中,由于刀具总有一定半径,刀具 中心的运动轨迹与零件轮廓不一致,因此数 控系统需要进行刀具中心轨迹计算,使刀具 沿零件轮廓自动偏移一个半径值,这一功能 就是刀具半径补偿功能。(如图示)
2) B刀具半径补偿
B刀补缺陷的原因;单 段读、单段算、单段走
C刀补要考虑下一段加 工轨迹的影响,就要设
四个寄存器:工作寄存 器存放在加工的程序段 信息;刀补寄存器存放 下一段要加工的;缓冲 寄存器存放下一段要加 工的信息。要执行的结 果存入输出寄存器。
(2) 自动过渡转接方式
C刀补偿的主要特点就是采用直线过渡。 不同的转接类型: 直线到直线、直线到圆弧、圆弧到圆弧,
3)插补周期与速度、精度的关系。
e展R开=R并(略1去-c高on阶δ 项/2,)注,意c到onΔδL=/T2F
用幂级数 δ=Δ L/R
可以eR=δ 2 R/8= (TF)2 /8R 由此可以确定插补周期T。
§4-5 刀具补偿
当采用不同尺寸的刀具加工同一轮廓工件 同一名义尺寸的刀具因磨损、换刀而引起尺
(3)C刀补过切削的判别
(4)C刀补的执行过程
C刀补的执行过程分成三步: 刀补建立; 刀补执行; 刀补撤销
轮廓插补原理——数据采样法

第四节数据采样法随着数控系统中计算机的引入,大大缓解了插补运算时间和计算复杂性之间的矛盾,特别是高性能直流伺服系统和交流伺服系统的研制成功,为提高现代数控系统的综合性能创造了充分条件。
相应地,这些现代数控系统中采用的插补方法,就不再是最初硬件数控系统中所使用的脉冲增量法,而是结合了计算机采样思想的数据采样法。
所谓数据采样法就是利用一系列首尾相连的微小直线段来逼近给定曲线。
由于这些线段是按加工时间来分割的,因此,数据采样法又称为“时间分割法”。
一般来讲,分割后所得到的微小直线段相对系统精度而言仍显过大,需要在微小直线段的基础上进一步密化数据点。
获取微小直线段的过程称为粗插补,将微小直线段进一步密化的过程称为精插补。
通过两者的紧密配合即可实现高性能零件轮廓插补。
一般情况下,数据采样插补法中的粗插补是由软件实现。
由于粗插补可能涉及到一些比较复杂的函数运算,因此,大多采用高级语言完成。
而精插补算法大多采用前面介绍的脉冲增量法,它既可由软件实现也可由硬件实现,由于相应算术运算较简单,所以软件实现时大多采用汇编语言完成。
一、插补周期与位置控制周期所谓插补周期T S是指相邻两个微小直线段之间的插补时间间隔,而位置控制周期T C则是数控系统中伺服位置环的采样控制时间间隔。
对于给定的数控系统而言,插补周期和位置控制周期是两个固定不变的时间参数。
通常取T S≥T C,目的是便于系统内部控制软件的处理。
当T S与T C不相等时,一般要求T S是T C的整数倍。
这是由于插补运算较复杂,处理时间较长;而位置环数字控制算法较简单,处理时间较短。
因此,每次插补运算的结果可供位置环多次使用。
现假设程编进给速度为F,插补周期为T S,则可求得插补分割后的微小直线段长度为∆L(暂不考虑单位)为∆L=FT S。
插补周期T S对系统稳定性没有影响,但对被加工轮廓的轨迹误差有影响。
位置控制周期T C不仅对系统稳定性而且对轮廓误差均有影响。
插补方法的分类

插补方法的分类
1)基准脉冲插补(脉冲增量插补)
每次插补结束时向各运动坐标轴输出一个基准脉冲序列,驱动各坐标轴进给电机的运动。
每个脉冲使坐标轴产生1个脉冲当量的增量,代表刀具或工件的最小位移;脉冲数量代表刀具或工件移动的位移量;脉冲序列频率代表刀具或工件运动的速度。
基准脉冲插补特点:运算简洁,用硬件电路实现,运算速度快。
适用步进电机驱动的、中等精度或中等速度要求的开环数控系统。
有的数控系统将其用于数据采样插补中的精插补。
基准脉冲插补方法:逐点比较法、数字积分法、比较积分法、数字脉冲乘法器法、最小偏差法、矢量判别法、单步追踪法、直接函数法等。
应用较多的是逐点比较法和数字积分法。
2)数据采样插补(数据增量插补、时间分割法)
采纳时间分割思想,依据编程的进给速度将轮廓曲线分割为每个插补周期的进给直线段(又称轮廓步长)进行数据密化,以此来靠近轮廓曲线。
着重解决两个问题——
(1)如何选择插补周期T;
(2)如何计算在一个插补周期内各坐标轴的增量值△x或△y。
闭环、半闭环系统采纳数据采样插补方法。
数据采样插补方法:直线函数法、扩展数字积分法、二阶递归扩展数字积分法、双数字积分插补法等。
数据采样法圆弧插补运算研究
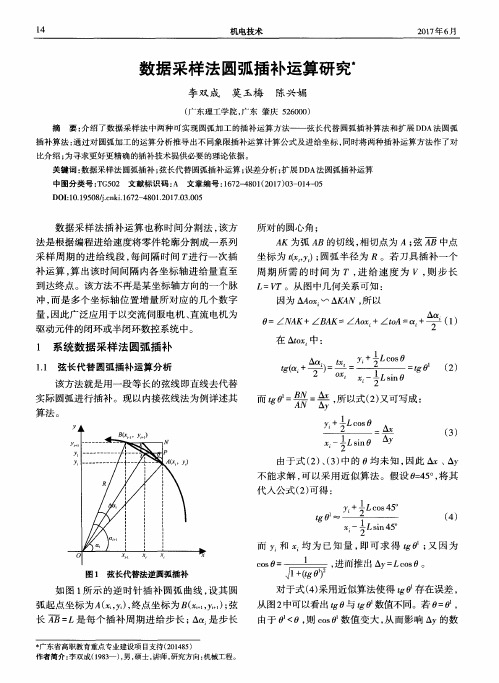
数据采样法插补运算也称时间分割法 , 该方
法是 根 据 编程 进 给速 度将 零 件 轮廓 分 割成 一 系列 采 样 周 期 的进 给 线 段 , 每间隔时 间 7 1 进 行 一 次 插
所对 的圆心 角 ;
A K为 弧 A B的切 线 , 相切 点 为 A; 弦 中点 坐标 为 t ( x … Y ); 圆 弧半 径 为 R 。若 刀具 插 补 一 个 周 期 所 需 的 时 间 为 , 进 给 速 度 为 , 则 步 长 =V T。从 图 中几何 关 系可 知 :
插补算法 : 通 过对 圆弧加 工的运算分析 推导 出不 同象限插补运算 计算公式及进 给坐标 , 同时将两种插补 运算方法作 了对 比介绍 ; 为寻求更好更精确 的插补 技术提供必要 的理论依据 。 关键 词 : 数据采样法 圆弧插补 ; 弦长代 替圆弧插 补运算 ; 误差分 析 ; 扩展 D D A法圆弧插补运算
1 6
机 电技术
2 0 1 7 年6 月
长A D。又 因为 A A… ≤L, 从 而提 高 了径 向精度 。 2 . 2 扩展 D D A法 圆弧 插 补运算 分析
图 3 内接弦线误差
△ e = 尺 一 s 等=
△口 ?
— — — — — —
一
音+ 普一 ( 1 0 )
设刀具在一个采样周期 T内进给速度为 ,
则 A A 川= L =V T, 过 Ⅳ 点 作 与 Y轴 平 行 的 线 段 于 M点 、 轴 于 K 点 。则 R t A NO K
1 4
机 电技术
2 0 1 7 年6 月
数 据采样法 圆弧插 补运算研究。
李双成 莫 玉梅 陈兴媚
( 广东理工学院 , 广东 肇庆 5 2 6 0 0 0 )