高能束流的控制
瞄准航空制造需求聚焦高能束流加工——走进高能束流加工技术国家级重点实验室

瞄准航空制造需求聚焦高能束流加工——走进高能束流加工技术国家级重点实验室佚名【期刊名称】《《航空制造技术》》【年(卷),期】2019(062)014【总页数】2页(P88-89)【正文语种】中文重要进展与课题任务(1)开展激光双光束焊接技术研究,突破了双光束激光焊接焊缝成形与缺陷控制、焊接过程稳定性与质量一致性控制、大尺寸复杂壁板结构应力变形控制等关键技术,保证了壁板内纵横交错的长桁、隔框的“净尺寸”连接,焊后变形量小于0.5mm,在国内首次实现了双光束焊接技术在飞机机体结构上的应用。
此技术的突破与应用,不仅增加了有效接合率,提高了结构强度,而且结构减重可达16%。
技术达到国际先进水平。
(2)在国内率先研发了电子束熔丝成形技术,建立了电子束熔丝增材制造技术成形功率、速度等关键成形参数与堆积形貌特征参量之间关系的数学模型;开发出具有自主知识产权的电子束增材制造近净成形工艺装备样机,最大稳定成形速度5kg/h。
根据强韧化理论研究成果,开发了900MPa、930MPa、960MPa、1000MPa、1050MPa、1100MPa 系列强度级别合金的性能调控技术体系,实现了钛合金结构力学性能调控。
(3)高质量高效率超短脉冲激光制孔技术研究。
该项技术主要针对我国现代高性能航空发动机对高质量、高效率气膜冷却小孔加工技术的迫切需求,尤其是热障涂层在发动机热端部件应用中先涂层后制孔的发展趋势,结合窄脉冲激光器,尤其是皮秒、飞秒等超短脉冲激光器技术的最新成果,开展高质量高效率超短脉冲激光制孔技术研究。
通过研究实现了纳秒脉冲激光高质量加工涡轮叶片气膜孔;实现了超短脉冲激光在表面制备热障涂层的高温合金材料上加工小孔无热致缺陷;突破了薄壁结构大倾角(>80°)和大长径比(>20)空间分布密集小孔加工技术。
研究成果为叶片气膜孔激光高质量加工提供了新的技术途径。
近年来,实验室共承担国家任务、国防任务等各类课题135 项。
《高能束加工》课件

通过高能束对材料表面进行辐照,改变材料表面的化学成分和结 构,提高材料表面的耐腐蚀性和抗氧化性。
高能束表面涂层技术
通过高能束将涂层材料熔融并沉积在材料表面,形成具有特殊性 能的涂层,提高材料表面的防护和装饰性能。
05
高能束加工发展现状 与趋势
高能束加工技术发展现状
高能束加工技术是指利用高能量密度的束流对材料进行加工 的方法,包括激光束、电子束、离子束等。目前,高能束加 工技术在航空航天、能源、电子信息等领域得到了广泛应用 。
纯度的特点。
高能束加工控制系统
加工过程控制系统
对高能束加工过程进行实时监测 和控制,确保加工过程的稳定性
和可靠性。
加工结果检测系统
对加工后的工件进行检测和评估, 确保加工质量符合要求。
加工数据管理系统
对加工过程中的数据进行收集、整 理和分析,为加工过程的优化提供 支持。
04
高能束加工材料与工 艺
新型高能束源的研发和应用将进一步提高加工效率和精度 ,同时降低能耗和成本。高能束加工技术的智能化和数字 化也将成为未来的发展趋势,实现加工过程的自动化和智 能化控制。
高能束加工技术面临的挑战与机遇
高能束加工技术虽然具有很多优点,但也面临着一些挑战,如设备成本高、加工效率低、材料适应性差等问题。同时,随着 环保意识的提高,高能束加工技术的环保性能也需要得到进一步提高。
激光加工材料与工艺
激光加工材料
激光加工适用于各种材料,如金属、非金属、复 合材料等。
激光加工工艺
激光切割、激光打标、激光焊接、激光熔覆等。
激光加工特点
高精度、高效率、非接触式加工。
电子束加工材料与工艺
电子束加工材料
分子束外延和cvd

分子束外延和cvd分子束外延(MBE)和化学气相沉积(CVD)是两种常用的制备薄膜材料的方法。
它们在材料科学和工程领域有着广泛的应用。
本文将从人类的视角出发,介绍这两种方法的原理和特点。
一、分子束外延(MBE)分子束外延是一种基于物理气相沉积的方法,通过在真空环境下将原子或分子束束缚在一束高能束流中,使其沉积在衬底表面。
这种方法可以在原子级别上控制材料的生长,因此薄膜的质量和结晶性能很高。
分子束外延通常使用高真空系统来实现,其中包括真空室、热蒸发源、衬底和探测器等组件。
在生长过程中,原子或分子束从热蒸发源中蒸发出来,经过激励和聚焦后,沉积在衬底表面上。
通过控制衬底的温度和束流的能量,可以调节薄膜的生长速率和结晶度。
分子束外延具有很高的生长速率和优秀的晶体质量,尤其适用于生长半导体材料和量子结构。
它可以精确控制材料的厚度和成分,并能够在不同的衬底上生长多层结构。
这使得它在微电子器件、光电子器件和纳米器件等领域有着广泛的应用。
二、化学气相沉积(CVD)化学气相沉积是一种在气相中通过化学反应生成材料的方法。
它利用气态前驱体在表面上发生化学反应,形成固态薄膜。
CVD可以分为热CVD和低温CVD两种方式。
热CVD是通过在高温下使气态前驱体分解并沉积在衬底表面上。
这种方法适用于生长高质量的单晶薄膜,但需要高温条件和较长的生长时间。
低温CVD是在较低温度下实现材料的生长,通常在300-900摄氏度之间。
它可以通过增加反应气体的活性来降低生长温度,从而适用于热敏性衬底和复杂结构的生长。
化学气相沉积具有生长速度快、成本低廉和生长均匀性好的特点。
它可以生长多种材料,如金属、半导体和氧化物等。
因此,在光电子、能源和化学传感器等领域有着广泛的应用。
总结:分子束外延和化学气相沉积是两种常用的制备薄膜材料的方法。
它们在材料科学和工程中发挥着重要的作用。
分子束外延通过物理气相沉积的方式实现高质量薄膜的生长,而化学气相沉积则通过化学反应在气相中生成材料。
电子束原理
电子束原理电子束原理是指通过对电子束的控制和调节,实现对物质进行加工、成型、焊接等工艺过程的一种原理。
电子束加工技术是一种高能束流加工技术,其原理是利用电子束对工件进行加热、熔化和冷却,从而实现对工件的加工和成型。
电子束加工技术是一种高效、精密的加工方法,具有加工速度快、加工精度高、加工质量好等优点。
电子束原理的核心是通过对电子束的控制和调节,实现对工件的加热和熔化,从而实现对工件的加工和成型。
电子束加工技术广泛应用于航空航天、汽车制造、电子器件等领域,对提高产品质量、降低生产成本具有重要意义。
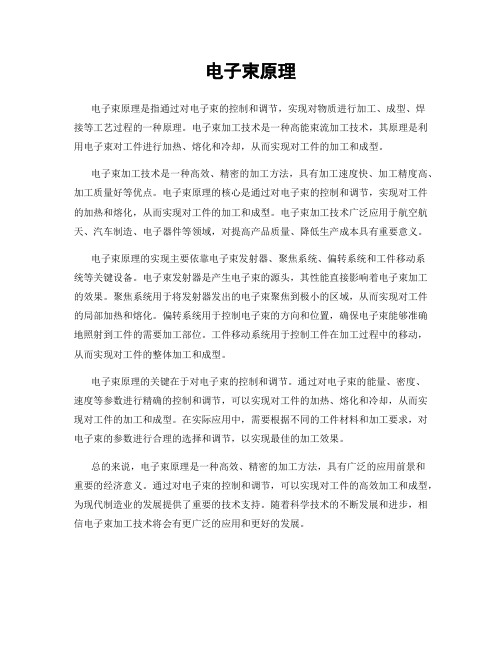
电子束原理的实现主要依靠电子束发射器、聚焦系统、偏转系统和工件移动系统等关键设备。
电子束发射器是产生电子束的源头,其性能直接影响着电子束加工的效果。
聚焦系统用于将发射器发出的电子束聚焦到极小的区域,从而实现对工件的局部加热和熔化。
偏转系统用于控制电子束的方向和位置,确保电子束能够准确地照射到工件的需要加工部位。
工件移动系统用于控制工件在加工过程中的移动,从而实现对工件的整体加工和成型。
电子束原理的关键在于对电子束的控制和调节。
通过对电子束的能量、密度、速度等参数进行精确的控制和调节,可以实现对工件的加热、熔化和冷却,从而实现对工件的加工和成型。
在实际应用中,需要根据不同的工件材料和加工要求,对电子束的参数进行合理的选择和调节,以实现最佳的加工效果。
总的来说,电子束原理是一种高效、精密的加工方法,具有广泛的应用前景和重要的经济意义。
通过对电子束的控制和调节,可以实现对工件的高效加工和成型,为现代制造业的发展提供了重要的技术支持。
随着科学技术的不断发展和进步,相信电子束加工技术将会有更广泛的应用和更好的发展。
超快电子衍射装置的束流能量反馈控制

·粒子束及加速器技术·超快电子衍射装置的束流能量反馈控制*张俊强1, 李 林1, 刘亚娟1, 江 涛2, 肖诚成1, 顾 强1, 向 导2(1. 中国科学院 上海高等研究院,上海光源,上海 201204; 2. 上海交通大学 物理与天文学院,上海 200240)摘 要: 上海交通大学的超快电子衍射(UED )装置由一台电子直线加速器作为驱动,电子枪为一台光阴极微波电子枪。
加速器在运行中电子枪会偶尔打火,腔体失谐,造成束流损失,束流能量产生变化,束流需要很长时间才能恢复到初始状态,影响了用户的使用。
为此,对低电平控制器(LLRF )的幅度相位控制环路进行了改进,增加了能量反馈,代替了幅度反馈,通过对束流的中心位置进行实时的反馈以控制低电平控制器输出信号的幅度,保证了电子束流的能量稳定和电子枪加速场强的稳定。
长时间的稳定性测试表明,电子枪在打火产生时,束流能量可以很快恢复,能量抖动由4.293 3×10−4(RMS )提高到2.855 7×10−4(RMS ),实现了束流能量的长期稳定。
关键词: 超快电子衍射; 光阴极微波电子枪; 能量反馈; MicroTCA ; 低电平 中图分类号: TP274 文献标志码: A doi : 10.11884/HPLPB202032.190415A beam energy feedback for ultrafast electron diffraction facilityZhang Junqiang 1, Li Lin 1, Liu Yajuan 1, Jiang Tao 2, Xiao Chengcheng 1, Gu Qiang 1, Xiang Dao 2(1. Shanghai Synchrotron Radiation Facility , Shanghai Advanced Research Institute , Chinese Academy Sciences , Shanghai 201204, China ;2. School of Physics and Astronomy , Shanghai Jiao Tong University , Shanghai 200240, China )Abstract : The ultrafast electron diffraction (UED) facility located in Shanghai Jiao Tong University, driven by a linear electron accelerator, has a photocathode RF gun. Sometimes an RF gun arc might happen during the accelerator running, causing a cavity detuning and beam loss, then resulting in a beam energy change. It will take a long time for the beam to restore its previous energy, which will influence utilization of the facility. An energy feedback is applied to low level RF (LLRF) system after improvement of amplitude-phase loop, using a real-time feedback of the beam center position to regulate the output amplitude of LLRF, to ensure the stability of beam energy and RF gun accelerating field. A long period of stability testing indicates, that beam energy can return to its original value quickly after arc occurence, energy jitter is improved from 4.293 3×10−4 (RMS) to 2.855 7×10−4 (RMS),realizing a long term stability of beam energy.Key words : ultrafast electron diffraction ; photo cathode RF gun ; energy feedback ; MicroTCA ; low level RF超快电子衍射技术同时具有飞秒激光脉冲的超快时间分辨率以及衍射技术的超高空间分辨率,有助于了解物质的物理结构和化学变化[1-2]。
高能粒子加速器中的束流传输与束流诊断研究

高能粒子加速器中的束流传输与束流诊断研究第一章引言随着科技的不断进步和人类对粒子物理的深入研究,高能粒子加速器在现代科学中扮演着至关重要的角色。
束流传输与束流诊断作为高能粒子加速器中的重要研究领域,对于提高粒子加速器的效率和精确度具有重大意义。
本文将从束流传输和束流诊断两个方面探讨高能粒子加速器中相关研究的最新进展。
第二章高能粒子加速器中的束流传输研究2.1 理论基础束流传输是指将粒子束从加速器的一个部分传输到另一个部分的过程。
在高能粒子加速器中,粒子束经过加速、聚焦和调节等步骤后,需要被传输到下一个加速部分或实验装置中进行进一步的研究。
束流传输的理论基础主要包括弹性散射、非线性效应和相空间的相空间扩散等。
研究者通过数学建模和计算模拟,分析这些理论基础在真实束流传输中的应用。
2.2 磁场调节与切割技术磁场调节与切割技术在束流传输中起到重要的作用。
研究者通过调节磁场的强度和方向,实现对束流的聚焦和调控。
同时,切割技术能够将束流在垂直方向进行切割,减小束流在传输过程中的相空间扩散效应。
有关切割技术的研究包括归一化切割、剧变磁场切割和稳定切割等。
2.3 加速器导线和真空系统的优化束流传输过程中,加速器导线和真空系统对束流的影响不容忽视。
优化加速器导线的设计和制造能够降低能量损失和磁场扰动。
完善真空系统可以提高束流传输的稳定性和粒子束的质量。
因此,研究者致力于改进加速器导线和真空系统的工艺和材料,以提高束流传输的效率和精度。
第三章高能粒子加速器中的束流诊断研究3.1 实时束流测量束流诊断是指对束流进行实时监测和测量的过程。
在高能粒子加速器中,粒子束的密度、流强和质量等参数是需要被准确测量的。
实时束流测量技术通过使用光学探测器、电子学探测器和粒子探测器等设备,对束流进行实时监测和测量,为粒子加速器的运行和实验提供重要数据支持。
3.2 横向和纵向动力学测量横向和纵向动力学测量是束流诊断中的重要内容。
横向动力学测量主要包括束流的横向位置和尺寸测量,用于实时监测束流的聚焦效果和调节粒子束的轨迹。
eclip实验的原理和应用
eclip实验的原理和应用ECLIP实验的原理和应用引言:ECLIP实验(Electronically Controllable Laser-Induced Plasma)是一种基于激光诱导等离子体技术的实验方法,能够产生高能电子束和离子束,具有广泛的应用前景。
本文将详细介绍ECLIP实验的原理和应用。
一、原理:ECLIP实验利用激光的高能量和高强度,通过激光与物质相互作用产生等离子体并控制其行为。
具体而言,ECLIP实验分为以下几个步骤:1. 激光诱导:首先,利用高能量激光照射样品表面,激发样品中的原子或分子,使其电离或激发到高能态。
2. 等离子体形成:激光的高能量使得样品表面产生等离子体,即由电离的电子和离子组成的高温高密度气体。
3. 等离子体控制:通过调节激光的参数,如激光能量、脉冲宽度和重复频率等,可以控制等离子体中的电子和离子的行为,如能量分布、速度分布和空间分布等。
4. 等离子体聚束:利用磁场或电场等外加场对等离子体进行聚束,使电子和离子束具有一定的定向性和聚焦度。
5. 高能束流产生:通过适当的调节和控制,使电子束和离子束具有较高的能量,可用于研究材料的性质、辐照治疗、离子注入等应用。
二、应用:ECLIP实验具有广泛的应用前景,以下是该实验在不同领域的应用示例:1. 材料科学:ECLIP实验可以用于研究材料的性质和相变过程。
通过调节等离子体中的电子和离子束的能量和密度,可以模拟材料在极端条件下的行为,如高温、高压等。
这有助于深入理解材料行为,并指导材料设计和制备。
2. 生命科学:ECLIP实验可以用于生物医学研究,如肿瘤治疗和基因传递等。
利用高能电子束和离子束对肿瘤进行辐照治疗,可以精确破坏肿瘤细胞,减少对周围正常组织的伤害。
此外,电子束还可以用于基因传递,将外源基因导入细胞内,实现基因治疗。
3. 环境科学:ECLIP实验可以用于环境污染监测和治理。
通过激光诱导等离子体技术,可以将污染物转化为更稳定的形式或破坏其分子结构,从而降低其毒性和环境影响。
杜炳鑫06031113 高能束流加工技术简析(可编辑)
杜炳鑫06031113 高能束流加工技术简析(可编辑)杜炳鑫06031113 高能束流加工技术简析高能束流加工技术简析高能束流加工技术简析1 .1 高能束流加工技术简介1 .1 高能束流加工技术简介1 2 高能束流加工技术分类1 2 高能束流加工技术分类1 3 高能束流加工技术横向详解1 3 高能束流加工技术横向详解1 4 高能束流加工技术纵向浅解1 4 高能束流加工技术纵向浅解1 5 尾语1 5 尾语1 .1 高能束流加工技术简介1 .1 高能束流加工技术简介高能束流加工技术是当今制造技术发展的前沿领域,高能束流加工技术是当今制造技术发展的前沿领域, 是武器装备研制中不可缺少的特种加工技术。
高能是武器装备研制中不可缺少的特种加工技术。
高能束流加工技术是利用以光量子、电子、等离子体为束流加工技术是利用以光量子、电子、等离子体为能量载体的高能量密度束流对材料和构件进行加工。
能量载体的高能量密度束流对材料和构件进行加工。
它是一个典型的多学科交叉领域,研究内容极为丰它是一个典型的多学科交叉领域,研究内容极为丰富,涉及光学、电学、热力学、冶金学、金属物理、富,涉及光学、电学、热力学、冶金学、金属物理、流体力学、材料科学、真空学、机械设计和自动控流体力学、材料科学、真空学、机械设计和自动控制以及计算机技术等多种学科。
back制以及计算机技术等多种学科。
back 1.2 高能束流加工技术分类1.2 高能束流加工技术分类从横向看高能束流加工技术包括激光束加工从横向看高能束流加工技术包括激光束加工技术、电子束加工技术、离子束及等离子体技术、电子束加工技术、离子束及等离子体加工技术以及高能束流复合加工技术等。
从加工技术以及高能束流复合加工技术等。
从纵向看高能束流加工技术包括高能束流焊接、纵向看高能束流加工技术包括高能束流焊接、高能束流切割、高能束流打孔、高能束流热高能束流切割、高能束流打孔、高能束流热处理等领域。
高通量中性原子氧束流的发生与控制
第13卷 第2期强激光与粒子束V o l.13,N o.2 2001年3月H IGH POW ER LA SER AND PA R T I CL E B EAM S M ar.,2001 文章编号:1001-4322(2001)02-0228-05高通量中性原子氧束流的发生与控制Ξ沈嘉年1,3, 何砚发2, 周龙江3, 李美栓3(1.上海大学材料研究所,上海200072;2.东北大学物理系,辽宁沈阳110006;3.金属腐蚀与防护国家重点实验室,辽宁沈阳110015) 摘 要: 采用微波同轴耦合氧气放电产生高密度氧等离子体,经磁场约束后与一施加负偏压的金属板碰撞复合并反射,得到通量在1013~1016atom s・c m-2・s-1范围可控、动能约为6~10eV的中性氧原子束流。
用双探针技术对生成的氧等离子体进行了诊断测量。
根据聚酰亚胺在原子氧作用下的剥蚀率对原子氧束流进行了标定测量。
关键词: 原子氧束流;高通量;氧等离子体;复合;磁约束 中图分类号:TL501.5 文献标识码:A 为了模拟近地轨道空间原子氧对航天材料的腐蚀作用和研究原子氧对材料表面的改性作用,需要在实验室获得一可控的高通量(1013~1016atom s・c m-2・s-1)和相对低动能(5~10eV)的中性原子氧束流[1]。
通常发生中性原子束流的方法是向等离子体中充入分子气体进行碰撞复合使之中性化,但由于要求的束流通量高,动能又相对较低,这种与分子气体碰撞复合交换电子的效率不高,难以获得纯度高的原子氧束流。
其它如化学反应、光致离解等方法或是由于动能太低或是由于通量太低,都不能满足要求。
Cu thbertson等人[2]研究发现,放电等离子体与一施加负偏压的高原子序数金属碰撞,可以很好地交换电子,使之中性化,其复合效率可接近100%。
另外,由于原子氧具有高活性,气体放电电极易被沾污失效,因此一些常规的气体放电技术如辉光放电、弧光放电等也是不可取的。
微束等离子弧焊接薄板环缝时引弧及收弧的控制
接 材料 为不锈 钢 ,厚度 为 0 8 r。 .t n u 通常 情况 下 ,气体 流量 都是通 过流量 计 上 的调
节 旋 钮 来 调 节 ,一 经 调 节 后 只 能 通 过 电 磁 气 阀 的
开 、关来 控制 。这种 调节 不便 进行 引弧 和收弧 时气 体流 量 的衰减 调节 ,因此需 应用一 种 电控 气体 流量
-
28 -
机械I凡{ 拯I ) 2 0 年 热 02
第 5勰
维普资讯
方 便地 把焊 接 电源 、工作 台 、气 体 流量 衰减器 和指 令 信号按 照所需 的程序 连 接起 来 .组 成 实用 的成套
连 接 ,图 3为 P C控 制 框 图 。 L
高能束 流焊接 是指 以激 光束 、电子 束 等 离子 果 ,其 中 离 子 气 流 量 对 焊 缝 成 形 影 响 较 大 。
体 为热源 对金属 非金 属 材料进行 焊接 的精细 加 工
焊 缝 的熔 宽 和 熔 深 取 决 于熔 池受 到 的 电 弧 吹
工 艺 ,在 日趋小 型化 、精 密化 的零 件 、设备 的制 造 力 ,而离子 气流 量 的大 小对 电弧吹 力起 决 定性 的作 过程 中得 到 了越来 越多 的应用 。在此三 种焊接 技 术 用 :离 子 气 流 量 越 大 , 电 弧 吹 力 越 大 ,焊 缝 的 熔 宽 中 .前两 者 的设 备费用 昂贵 .操 作复杂 ,大 多集 中 及熔 深也 就越 大 ;反 之 亦 然 。离 子 气 流 量过 大 时 , 在航 空 航 天 等高科技 领域 ;相 比之下 等离 子焊 容易 造 成 切 割 效 应 .且 电 弧 不 稳 定 ;流 量 过 小 时 . 接具 有设 备简 单 成本 低 、效 率高 的优 点 其 中之 等离子 弧 的穿 透能 力下 降 ,焊缝 表面 粗糙 ,同时增 , 的微束 等离 子弧焊接 技 术在薄壁 零件 的精细 加 工 加 了引弧难度 。图 1为不 同离 子气流量 的献安特性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
磁偏转器
对于大偏转角的情况,常用一对鞍形 带屏蔽环的空心线圈,如图所示。 由于线圈端部对偏转作用很弱,因此, 将其端部导线向外翻卷成鞍状,这种 偏转器可以在很大的偏转角下工作, 并能保持良好的线性。
对偏转线圈(X,Y扫描)的控制 线圈电压与 束流轨迹
控制硬件 框图
三 离子束的控制
由于离子束是带正电的粒子,某些方面的性质类似电子,因 此可以用电场力和磁场力的作用使其聚焦或偏转。离子束的选 分系统也是利用其在磁力作用下离心旋转来实现的。 离子束的产生过程:将选定的某种元素的原子在离子源中 电离成离子。后经引出电极,进入加速系统,在加速电压 V 的 作用下,使每个离子具有qV的能量,q为离子的电荷。
激光束加工装置原理图
由于激光束流是以斑点形式照射在工 件上,因此,加工工艺的质量与束斑 的强度(功率)、形状及轨迹相关。
光斑的强度控制主要是靠调节激光电源的功率来完 成;由于激光电源为直流或脉冲形式,带有变压、整 流环节;当其功率较小时,可采用上节所述的移相调 功方法对激光电源的功率进行调节。如果激光功率较 大,其电源采用磁调变压器,可对磁调环节的进行移 相调压,同样可以完成对激光斑强度的调节。 由于电源功率的阶跃变化较激光输出有一定的迟延, 因此,光斑强度调节的频率不宜太高。对于需要光强 突然变化的要求,需用钨块遮挡方法;钨块的遮挡动 作控制属于位式控制,计算机的控制输出参见上述的 I/O 隔离、驱动环节。
两维移动机构
三束的强度控制
偶合变压器的机械式控制 原理简单,接触磨损,不宜频繁调节; 可控硅调功 结构简洁,污染电网,功率受限; 磁调变压器 设计先进,可控性好,成本较高。
四 束流加工中的工件位移控制
直线电机 直线电(动)机是将电能直接转换成直线运 动机械能、而不需要任何转换机构的传动装置。 直线电机 (b)与旋转电机 (a)结构原理对比示意图 如下。两套直线电机,可组合出平面运动机构
第六讲 高能束流及其加工过程 的控制
高能束流通常是指激光束、电子束及离子 束等载能粒子流,俗称“三束”;其功率密度 在103W/cm2以上,定向作用在金属(材料) 的表面,使照射斑处瞬间产生物理、化学或结 构的变化。 谈及控制,自然涉及束流的强度,形状 及轨迹;工件(材料)的移动和两者之间的介 质(环境)等三个方面,本节主要介绍“三束” 相关这三个方面的内容。
主要内容
一 二 三 四 五 激光束流强度与轨迹控制 电子束流强度与轨迹控制 离子束的控制 束流加工中的工件位移控具;分析以下加工 与机械加工的特征关系:作用在一转动的面 上;作用在一个面上:沿一条线作用;
一 激光束流强度与轨迹控制
将受激活的工作物质放在两端有反射镜的光学 谐振腔中,并提供外界辐射(光泵),如氙灯、氪 灯或辉光放电等,则受激辐射将不断产生激光光子。 其中运动方向与光腔不一致的光子从侧面逸出并转 换为热能;运动方向与光腔轴线一致的光子被两面 反射镜不断反射,这些光子穿过受激发处于粒子数 反转的工作物质时,将引发粒子产生受激辐射光, 使沿光腔轴方向的光子数不断迅速增多,当此光强 增大到超过光腔的光损耗阈值时,部分光子将从有 部分反射作用的窗口,透射出一束高光子兼并度的 激光。此激光束经反射镜的折射变向及透镜的聚焦 即可在工件上形成照射斑。其原理见图示
激光束扫描轨迹控制方法示意
二 电子束流强度与轨迹控制
电子具有微粒性,同时也具有波动性。由此,它 和可见光是相同的,这就使得电子束可望成为 新的加热光源。m0是电子静态时的质量; v是 电子运动速度,此运动速度可表示为:
v=
2eU B m0
式中e是电子所带的电荷;UB为加速电压;两者 的积eUB称之电子束的动能。
e w KT
)
式中A是与材料相关的系数,T是阴极温度,eФ W是 阴极材料的逸出功,k是Boltzmann常数。由此可知, 当灯丝的材料与形状确定后,电子束的动能与灯丝 电压UD及加速电压UB呈正向关系。两种电压的调节 及其计算机控制方法可参见前面一节所述。
斑点轨迹,前面所述的激光可以由光学透镜及折 射镜完成。本节介绍的电子束,却需靠静电场 (透镜),磁场(透镜)及偏转电磁场的作用。
电子束发生、 控制装置 原理图
电子束的动能及其斑点轨迹控制
由以上介绍的动能概念 eUB 可知,其中热电子 e 数量取决于灯丝的温度和表面积:受到热激励,阴 极材料中 Fermi 能极处的电子有可能克服功函数 Ф W 的作用而逸出进入真空区。根据Richardson定律,热 发射电流密度为 J0=AT2exp(
五 束斑与工件间介质的控制 流体压力、流量及质量控制
流体信号采集的传感、变送及A/D见测控 仿真课的第三讲;控制环节见测控仿真课的第九讲---。 介质(环境)即斑点处的气氛,可参照化 学热处理的测控方法。 介质(环境)还包括“三束”工作室内的 “压力”(真空度)状态。 粉体材料(给粉)控制---刮盘式,螺旋式--靠驱动电机的转速控制;振动式控制其幅度 和频率。