滑动轴承油膜涡动与油膜振荡的故障诊断
15讲-机械松动、涡动、滑动轴承诊断

常见故障状态监测诊断设备状态监测与故障诊断技术(第15讲机械松动、涡动和滑动轴承故障)1常见故障状态监测诊断教学目标1、了解机械松动的原因,了解滑动轴承故障形成机理;2、正确理解油膜涡动和油膜振荡;3、掌握故障故障类型识别。
2常见故障状态监测诊断3一、机械松动:分A、B、C形式1、A型机械松动:原因:地脚、底板、基础结构松动;框架或基础变形。
相位差:90°—180°特征:最大振幅为1倍频转速频率底板机器地脚混凝土基础径向常见故障状态监测诊断42、B型机械松动:原因:螺栓松动、框架结构或轴承座裂纹。
特征:最大振幅为2倍频转速频率(垂直方向2倍频超1倍频50%),幅值有时不稳定,间隙大到出现碰撞后振动将出现大量谐频。
径向常见故障状态监测诊断53、C型机械松动原因:零部件间配合不良引起。
如滚动轴承及轴承套配合松动;滑动轴承间隙较大;叶轮与轴配合松动等。
常见故障状态监测诊断6特征:对转子产生非线性作用,产生许多谐波频率(存在0.5倍频或1.5倍频),振动相位常常不稳定。
其松动往往非常定向,如在轴承径向相距900的两个地方测得的幅值相差非常明显。
原因:一般是润滑不良引起,也可能是配合间隙过大产生。
二、转子摩擦常见故障状态监测诊断7特征:可能发生在局部,也可能在整个圆周都摩擦。
频率产生较多,存在0.5, 1, 1.5, 2…4.5, …倍频,整数倍频较突出,类似C型机械松动。
削波常见故障状态监测诊断8特征:失稳前频谱丰富,波形畸变,轴心轨迹不规则;失稳后波形严重畸变或削波,轴心轨迹发散。
1,磨损或间隙故障磨损后期会出现10—20阶的系列转速频率谐波,如图示。
三、滑动轴承故障径向常见故障状态监测诊断9若轴瓦破碎,则径向将产生比轴向振幅大的谐波。
通常,轴承松动会产生1/2、1/3倍频成分;乌金脱落会产生1/2倍频极其谐频成分,幅度小于松动谱;瓦块损坏会产生1/3倍频涡动(振动),可用调油温预防。
油膜振荡和失稳

7
其他识别方法
提高润滑油压有时振动有明显改善。降低润滑油黏度振动有明显改善
油膜涡动与油膜振荡故障原因分析与治理措施
序号
故障原因分类
主要原因
治理措施
1
设计原因
轴承参数设计不合理
①按技术要求安装轴承、保证间隙符合技术要求。
②提高轴承比压(切短轴瓦、下瓦刮去部分承载合金)。
③适当提高油温。
④更换润滑油,降低黏度。
不稳定(突发)
扩散、不规则
正进动
变化
油膜涡动与油膜振荡振动敏感参数
序号
敏感参数
随敏感参数变化情况
油膜涡动
油膜振荡
1振动Biblioteka 转速变化明显振动突然增大后,即使转速再升高,振值也不变化
2
振动随油温变化
有影响
有影响
3
振动随介质油温变化
不变
不变
4
振动随压力变化
不变
不变
5
振动随流量变化
不变
不变
6
振动随负荷变化
不明显
油膜涡动与油膜振荡振动特征
序号
特征参数
故障特征
序号
特征参数
故障特征
油膜涡动
油膜振荡
油膜涡动
油膜振荡
1
2
3
4
5
时域波形
特征频率
常伴频率
振动稳定牲
振动方向
有低频成分
≤0.5×
1×
较稳定
径向
低频成分明显
(0.42~0.48)×
组合频率
不稳定
径向
6
7
8
9
相位特征
轴心轨迹
进动方向
滑动轴承的故障诊断分析(DEMO)

滑动轴承的故障诊断分析(DEMO)滑动轴承的故障诊断分析⼀、滑动轴承的分类及其特点1、静压轴承静压轴承的间隙只影响润滑油的流量,对承载能⼒影响不⼤,因此、静压轴承可以不必调整间隙,静压轴承在任何转速下都能保证液体润滑,所以理论上对轴颈与轴⽡的材料⽆要求。
实际上为防⽌偶然事故造成供油中断,磨坏轴承轴承,轴颈仍⽤45#,轴⽡⽤青铜等。
2、动压轴承动压滑动轴承必须在⼀定的转速下才能产⽣压⼒油膜。
因此、不适⽤于低速或转速变化范围较⼤⽽下限转速过低的主轴。
轴承中只产⽣⼀个压⼒油膜的单油楔动压轴承,当载荷、转速等条件变化时,单油楔动压轴承的油膜厚度和位置也随着变化,使轴⼼线浮动,⽽降低了旋转精度和运动平稳性。
多油楔动压轴承⼀定的转速下,在轴颈周围能形成⼏个压⼒油楔,把轴颈推向中央,因⽽向⼼性好。
异常磨损:由于安装时轴线偏斜、负载偏载、轴承背钢与轴承座孔之间有硬质点和污物,轴或轴承座的刚性不良等原因,造成轴承表⾯严重损伤。
其特征为:轴承承载不均、局部磨损⼤,表⾯温度升⾼,影响了油膜的形成,从⽽使轴承过早失效。
⼆、常见的滑动轴承故障●轴承巴⽒合⾦碎裂及其原因1.固体作⽤:油膜与轴颈碰摩引起的碰撞及摩擦,以及润滑油中所含杂质(磨粒)引起的磨损。
2.液体作⽤:油膜压⼒的交变引起的疲劳破坏。
3.⽓体作⽤:润滑膜中含有⽓泡所引起的汽蚀破坏。
●轴承巴⽒合⾦烧蚀轴承巴⽒合⾦烧蚀是指由于某种原因造成轴颈与轴⽡发⽣摩擦,使轴⽡局部温度偏⾼,巴⽒合⾦氧化变质,发⽣严重的转⼦热弯曲、热变形,甚⾄抱轴。
当发⽣轴承与轴颈碰摩时,其油膜就会被破坏。
摩擦使轴⽡巴⽒合⾦局部温度偏⾼,⽽导致巴⽒合⾦烧蚀,由此引起的轴⽡和轴颈的热胀差,进⼀步加重轴⽡和轴颈的摩擦,形成恶性循环。
当轴⽡温度T⼤于等于230°C时,轴承巴⽒合⾦就已烧蚀。
三、机理分析⼤多滑动轴承由于运⾏过程中处于边界润滑状态所以会产⽣滑动摩擦现象,同时⼜居有⼀定的冲击能量和势能,所以存在与产⽣滑动摩擦和碰摩相同的故障机理。
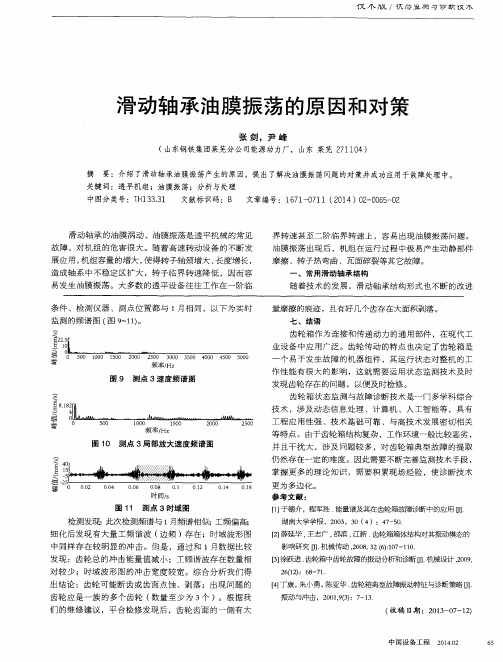
滑动轴承油膜振荡的原因和对策
仅
小
/恹 忿 监
- ' 7
町仪 7 卜
滑 动轴承油膜振 荡的原 因和对 策
张 剑 。尹 峰
( 山东钢铁集 团莱 芜分公 司能源动力厂, 山东 莱芜 2 7 1 1 0 4)
摘 要:介绍 了滑 动轴承 油膜振 荡产 生的原因,提 出了解决 油膜振 荡 问题 的对策并成功应用 于故障处理 中。 关键词 :透平机组 ;油膜振 荡;分析 与处理
频率 / H z
个易 于发 生 故障 的机 器 组件 ,其 运行 状 态对 整机 的 工
图 9 测点 3速 度 频 谱 图
1  ̄8i 8 2 5 4 j 型
.
作性 能 有很 大 的影 响 ,这就 需要 运 用状 态监 测技 术 及时 发现 齿轮存 在 的问题 ,以便 及时检 修 。 齿轮 箱状 态 监测 与故 障诊 断技 术 是一 门多 学科 综合 技术 ,涉 及 动态 信 息处 理 、计 算机 、人 工智 能 等 ,具有
[ 3 ] 徐跃进 . 齿轮 箱中齿轮故障 的振动分析和诊 断 U 】 _ 机 械设计 , 2 0 0 9
2 6 ( 1 2 ) :6 8 — 7 1 .
[ 4 】 丁康 , 朱小 勇, 陈亚华 . 齿轮箱典型故障振动特征与诊断策略 Ⅱ 】 . 振动与冲击 ,2 0 0 1 , 9 ( 3 ) :7 - 1 3 . ( 收 稿 日期 :2 0 1 3 - 0 7 - 1 2 )
油膜振荡故障类型之一

油膜振荡故障类型之一
1.油膜振荡概念:转子轴颈在轴承内做高速旋转的同时,还环绕某一平衡中心做公转运动。
如果转子轴颈主要是由油膜力的激励作用引起的涡动,则轴颈的涡动角速度近似为转速的二分之一,所以称为“半速涡动”。
当转速升高到一阶临界转速的两倍附近时,涡动频率与转子一阶自振频率相重合,转子轴承系统将发生激烈的油膜共振,这种共振涡动就称为油膜振荡。
2.油膜涡动、油膜振荡的主要征兆与信号特征:
(1)油膜涡动实际振动频率要小于转频的一半,一般为0.43-0.48倍。
油膜振荡频率为转子系统的一阶自振频率。
(2)油膜振荡是一种自激振动,维持振动的能量由轴本身在旋转中产生,不受外部激振力的影响。
发生大振幅油膜振荡后,继续升高转速,振动频率不会变化,振幅也不会下降。
(3)发生油膜振荡时,轴心轨迹形状紊乱、发散。
(4)发生油膜振荡时,往往来势很猛,瞬时间振幅突然升高,引起轴承油膜破裂,会同时发生碰撞摩擦。
(5)当转子转速进入油膜共振区后,升高转速,振荡频率不变,振幅不下降。
但降低转速,振动也并不马上消失,油膜振荡消失的转速要低于它的起始转速。
3.油膜振荡频谱图
4.油膜振荡防治措施:
(1)避开油膜共振区域。
机器设计时避免转子工作转速在一阶临界转速的两倍附近运行。
(2)增加轴承比压。
增大轴颈偏心率,提高油膜的稳定性。
(4)减小轴承间隙。
(5)控制适当的轴瓦预负荷。
(6)选用抗振性好的轴承。
(7)调整油温。
适当升高油温,减小油的黏度,可以增加轴颈在轴承中的偏心率,有利于轴颈稳定。
油膜振荡故障的特点与实例及故障的排除
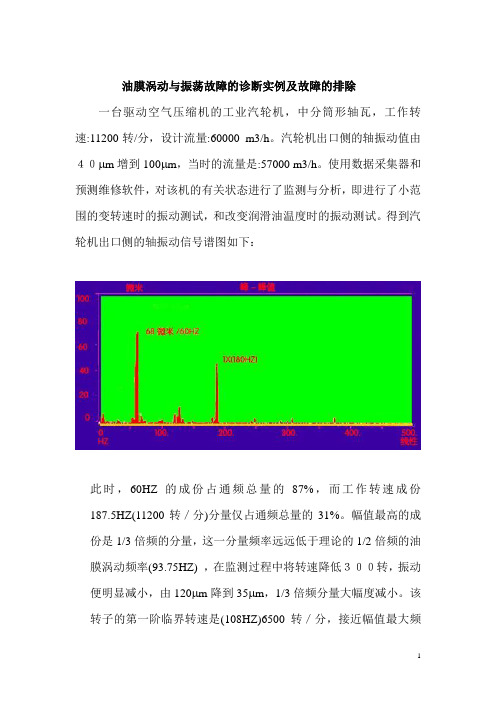
油膜涡动与振荡故障的诊断实例及故障的排除一台驱动空气压缩机的工业汽轮机,中分筒形轴瓦,工作转速:11200转/分,设计流量:60000 m3/h。
汽轮机出口侧的轴振动值由40μm增到100μm,当时的流量是:57000 m3/h。
使用数据采集器和预测维修软件,对该机的有关状态进行了监测与分析,即进行了小范围的变转速时的振动测试,和改变润滑油温度时的振动测试。
得到汽轮机出口侧的轴振动信号谱图如下:此时,60HZ的成份占通频总量的87%,而工作转速成份187.5HZ(11200转/分)分量仅占通频总量的31%。
幅值最高的成份是1/3倍频的分量,这一分量频率远远低于理论的1/2倍频的油膜涡动频率(93.75HZ) ,在监测过程中将转速降低300转,振动便明显减小,由120μm降到35μm,1/3倍频分量大幅度减小。
该转子的第一阶临界转速是(108HZ)6500 转/分,接近幅值最大频率的二倍,工作转速频率此时是幅值最大频率的三倍。
我分析了该机轴瓦的结构后,认为造成该机强烈振动的主要原因是轴承中的油膜涡动,轴瓦两侧开有四个宽近8毫米的泄油槽,泄油量过大是造成涡动频率很低的原因。
应该通过减小轴承的漏油量.增加油膜厚度.减小偏移量e 提高产生涡动的初始频率,使转子工作点向左脱离不稳定区。
避免涡动频率ωw与临界转速频率ωcr1和工作转速频率ω成整数倍关系,从而消除油膜涡动,使机组安全稳定运行。
对故障做出诊断后,立即将机组解体,以便处理轴瓦。
解体后发现振动最大的汽轮机出口侧下瓦因油膜振荡已经严重损坏,见下图:经将该瓦的四个油槽焊平,再次投入运行后,该测点振幅降到35μm,频谱图中的涡动频率分量基本消失,消除了强烈振动之后机组一直正常运行。
汽轮发电机组滑动轴承油膜振荡故障的分析与治理
3 振 动 突 变原 因分 析
综 合 以上 振 动 特 征 , 为 突发 振 动 是 真 实 信 认 号 , 稳定 振动 与发 电机转 子 本 身 没 有关 系 , 不 而是 由支 承转 子 的 轴 承 故 障 所 致 。通 过 对 振 动 突 发
性 、 动 与转 速 之 间 的关 系 及 发 电机 转 子 一 阶 临 振
摘要 : 台 3 0MW 汽轮发 电机组 检修后开机过程 出现异 常振 动, 现为发 电机轴 承振动 突变 。分析 表明 , 某 5 表 振 动突变 的原 因是发 电机轴 承发生了油膜振荡故 障。通过对 安装数 据 的分 析 , 为发 电机轴 承单边侧 隙偏小 是 认 诱发油膜振荡 的主要原 因 , 通过修改轴承侧 隙和标 高消除 了机组的油膜振荡故障 。
机。 上述异常振动影响了机组的安全稳定运行。
构 , 轴 系有 6套 轴 承 , 中汽 轮 机 1 2 轴 承 为 全 其 , 可倾 瓦轴 承 , , 承 为 椭 圆 瓦轴 承 , 电机 5 , 3 4轴 发 6轴承 为球 面瓦 轴 承 。机 组 结 构振 动 发 散 伯 德 图
( ) 4给 出了 3个 典型 转 速下 的频 谱 图 , 3图 分 别 代 表 1 0 m n之前 、 8 0~ 0 m n和振 0r i 8 / 1 0 29 0r i /
图 4 3个典 型 转 速 下 5轴 承 测 点 的 频谱 图
而且 幅值 较大 , 远超 过工频 分量 幅值 。 图 5给 出了某 次振 动 突 变后 的振动 波 形 。 图 上 黑点 与汽轮 机旋 转 周期 相 对应 。该 波 形 图所 对
宣
i 璺 罂
应 的转速 为 29 15rrn 由该 图反 推 出故 障信 2 . / i。 a
油膜振荡的特征及判别方法
油膜振荡的特征及判别方法1涡动转轴的涡动通常有惯性涡动、液力涡动和气隙涡动等[1]。
对于轴颈轴承受到动载荷时,轴颈会随着载荷的变化而移动位置。
移动产生惯性力,此时,惯性力也成为载荷,且为动载荷,取决于轴颈本身的移动。
轴颈轴承在外载荷作用下,轴颈中心相对于轴承中心偏移一定的位置而运转。
当施加一扰动力,轴颈中心将偏离原平衡位置。
若这样的扰动最终能回到原来的位置或在一个新的平衡点保持不变,即此轴承是稳定的;反之,是不稳定的。
后者的状态为轴颈中心绕着平衡位置运动,称为“涡动”。
涡动可能持续下去,也可能很快地导致轴颈和轴承套的接触,稳定性是轴颈轴承的重要性能之一,是由于惯性作用的主要例证。
惯性涡动是由于转子系统的不平衡重量引起的惯性离心力P强迫引起的涡动。
图1所示,矢量P与瞬时轴的动态挠度oH的夹角ψ表示惯性涡动的不同位置,夹角ψ随轴的转速nW 变化。
对于小的nW值,ψ接近于零,当轴的转速小于临界转速时,ψ由零增加至90°,此时力P可以分解成作用在挠度方向oH上的力Pr和垂直于OH的力Pt。
Pr与轴的弹性变形后生成的弹性力相平衡;而Pt则没有与之平衡的固定力,于是被迫形成“同步涡动”。
当轴的转速达到临界转速nk时,涡动达到极值;若转速继续增加,超过临界转速nk后,涡动减小。
此时,Pr与挠度方向相反,产生自动对中现象,这是柔性轴的特征。
图1惯性涡动由此可知,涡动振幅oH与力P、角度ψ及接触介质有关。
液力涡动又称流体涡动,它是由于轴颈与轴瓦之间润滑油层中液动力所强迫造成的涡动。
图2是一经过理想动平衡(S=H)轴的径向轴颈,且有旋转速度nW。
若使该轴无任何横向力作用,那么轴颈位于轴承的中心位置即(H=o)。
当由于某种原因,轴颈中心作以半径为oH的圆旋转时,润滑层内产生不对称的压力场,它的合力在图中由RQ表示,同时,在轴颈上作用有与oH方向相同的离心力P。
此两个力合成为力Q,力Q可分解为与轴的弹性挠曲力平衡的力Qr和不平衡力Qt,此力将引起流体涡动。
滑动轴承油膜故障分析与诊断
赵黎辉 孙国 民 任 玉为 卞文状 曲 佳
摘要 关键词 油膜涡动与油膜振 荡是导致滑动轴承 高振动的最常见油膜故障,分析 油膜故障产生的原 因,总结此类故障的典型振动特 滑动轴承 油膜故障 振动特征 故障诊断
B
征, 结合故障诊断实例, 阐述利用这些典型振动特征快速准确诊 断油膜故障的方法。
相位特征 轴心轨迹
进 动 方 向 矢 量 区域
不稳定 双环椭圆
正 进 动 变化
不稳定( 突发 ) 扩散, 不规则
正 进 动 变 化
个 进 口断 面 大 于 出 口断 面 的 油 楔 , 对 于 高 速 轻 载 轴
图 1 轴颈 半 速 涡 动 分析 图
囡 设 管 与 值 21 4 备 理 维 0 № 1
轴 承之 间间 隙 中的 油膜 压 力 来 支 承 转 子 的 , 转 速 的 升高 , 随 油膜
后得 ∞= 。这表明 当转子转速升 高偏心率越 来越 小时 , 轴颈
‘
涡动频率 为转 速频 率的一半 。对 于实际有限宽轴承 , 由于存在
端 泄 和 压 力 流 动 , 常 < , 般 在 ( . — . ) 范 围 通 一 04 0 8 ∞ 2 4
轮机械更易于发生 油膜 不稳
定现象。
共振 运动 , 现 其 象来 势猛 烈 , 瞬 问振 幅 突然 升
高 , 快 导 致 局 很
特征频率
常伴频率
≤0 x . 5
1 ×
( . ~ . ) 0 2 0 8x 4 4
组合频率
不 稳定 径 向
转子轴颈在轴 瓦内作高 速旋转 的同时 ,还 环绕 一个
滑动轴承油膜涡动与油膜振荡的故障诊断
摘要:通过对滑动轴承油膜振荡故障机理的研究,列举该类故障诊断中常用的征兆参数,阐述了故障多征兆与多原因的关系,通过对一台离心压缩机机组滑动轴承油膜振荡故障的成功诊断实例介绍,说明了有效诊断该类故障的方法,该方法的使用能及时准确地得出诊断结论。
关键词:滑动轴承;油膜振荡;故障诊断中图分类号:TH133.3文献标识码:B文章编号:1006-8155(2010)02-0070-04The Fault Diagnosis of the Oil Whirl and Oil Whip in Sliding BearingAbstract:This paper has specified the relationship between fault multi-symptom and multi-cause through studying the fault mechanism of oil whip in sliding bearing and listing the common symptom parameters used in diagnosing this type fault.The effective method for diagnosing this type fault is stated based on the example of successfully diagnosing the oil whip in sliding bearing of a centrifugal compressor unit.And this method can achieve the diagnosing conclusion immediately and accurately.Key words:sliding bearing;oil whip;fault diagnosis1滑动轴承的振动种类滑动轴承的振动,可按其机理分为两种形式:一是强迫振动,又称同步振动,主要是由轴系上组件不平衡、联轴器的不对中、安装不良等原因造成,其振动的频率为转子的旋转频率及其倍频,振动的振幅在转子的临界转速前,随着转速的增加而增大,超过临界转速,则随转速的增加而减小,在临界转速处有共振峰值;另一种振动是自激振动,又称亚同步振动,即油膜涡动及油膜振荡,它的振动频率低于转子的旋转频率(约一半)常常在某个转速下突然发生,具有极大的危害性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4 效果 .
法同上 。焊接结束后 ,待焊缝温度 降至6 。以下后 ,再采用 0c
机械方法将焊缝余 高部位清除 ,达到使用要求 。
() 试 焊 结 果 验证 5
按上述 工艺方法对试件 进行焊接 后 ,分别采 用渗透探 伤和磁 粉探 伤方法 检验 整条 焊缝及 焊缝 两侧 lO m范 围 , Om 未发现新 的裂纹 ,同时焊缝也未发现夹渣 、未 焊透 等缺陷。
(. ~ . ) 0 2 0 8x 4 4 组合频率 不稳定 径 向 不稳定 ( 突发)
扩散,不规则 正进动 变化
规则 曲线 ,频谱 图 中的半 频谐 波振幅值增 大到接 近或超 过
基频振幅 ,频谱会呈现组合频率 的特征 。若继续 提高转速 ,
则 转子 的涡动频率 保持不变 ,始终等于转 子的一 阶临界转
渡 ,以防止焊层 间产生夹渣和未焊 透等焊接 内部缺陷 。然
后根 据试焊工艺进行 焊接及处理 。并且 在修复过 程 中不但 对焊缝进 行锤击 ,还对 焊缝附近母 材进 行适 当振 动 ,以最
为确保 焊接 质量 ,在每层 焊完 后除清理干 净熔 渣外 ,还将 各种缺陷都清理出来 ,待温度降至6  ̄以下再进 行下一层施 0C
焊 。为保证 焊缝 力学性能 ,在 焊缝 焊完后 ,再 焊 了一层 退 火层焊缝 。反 面清根采用机械 方法 进行处理 ,焊接操作 方
大 限度 地减少焊接应力 。焊接全部完成 后再将焊缝 打磨成 与母材 平齐 ,使母材与 焊缝 之间无 明显 的过渡线 ,以免使 用时产生 应力集 中。经 过上述修复后 ,对其进行 了动平衡
临界转速处有共振 峰值 ;另一种振 动是 自激振 动,又称亚
同步振动 ,即油膜 涡动及油膜振荡 ,它的振动频率 低于转
焊接层 厚度严格控制 在4 mm以内 。每层焊 完后使用 直径为 3 m的圆头锤锤击焊道 ,以清除焊渣及消除部分焊接应力 。 a r
到试 验时所需 的清 理要求外 ,还将 每层焊缝 打磨 成圆弧过
涡动是转子轴 颈在作高速旋转 的同时 ,还 环绕轴颈某
一
平衡 中心作 公转运动 。按 照激励 因素不 同 ,涡动可 以是
正向的 ( 与轴旋转方 向相 同) ,也可是反 向的 ( 与轴旋转方 向相反) ;涡动角速度 与转速可是 同步的 ,也可是异步 的。 如果转 子轴颈 主要是 由于油膜 力 的激 励作 用而引起 涡动 ,
滑动轴承 的振动 按其机理分为两 种形式 :一是强迫 振
动 ,又称 同步振动 ,主要是 由轴 系上组件不平 衡 、联轴 器 不对 中、安装 不 良等原 因造成 ,其振动频率为转 子 的旋转 频率及其倍 频 ,振动振 幅在转子 的临界转速前 ,随着转速 的增加而增 大 ,超过临界转速则 随转 速的增加 而减 小 ,在
首先对需修 复的转子进行探 伤 ,打 出其全部裂 纹。然 后对打 出的裂纹做好标记 与清洗。在层 间清理时 ,除要达
收稿 日期 :2 0 — 2 0 090—2
[ 编辑 :东朝莉]
5 2
中国 设备工 f oo 3 程 2 1年0月
状态监测与诊断技术
掣辨辩 | 趣 瑚 | 期# 赫 一 | 《 嚣 # 穗 ≮ 0 i g 弹 | |
征兆与多原 因的关系 。通过介绍一台离心压缩机 机组 滑动轴承油膜振荡故障 的诊断实例 ,说 明有效诊 断
该类故 障的方法。 关键词 :滑动轴 承;油膜振荡 ;故障诊断
中 图分 类 号 :T 3 . H133 文 献 标 识码 :B
1 滑动轴承的振 动种类 .
子的旋转频率 ( 约一半 ) ,常在某个转速下突然发 生 ,具有 极大的危 害性 。 2 油膜涡动及油膜振荡 的故障机理 .
廖
故障特性 油膜 涡动 油膜振荡 有低频成分 低频成分明显 ≤0 x . 5 1 × 较稳定 径 向 不稳定
双环椭圆 正进动 变化
则轴颈 的涡动角速度将 接近转速 的一 半 ,故有 时也称 之为 “ 半速涡动” ,涡动频率通常略低 于转速频率的1 。 / 2 随着工作转 速的升高 ,半 速涡动 频率也不 断升高 ,频 谱 中半频谐 波的振 幅不 断增大 ,使转 子振动加 剧 。如果 转 子的转速升高到第一 临界转速 的2 以上时 ,半速涡 动频 率 倍 有可能达 到第 一临界转速 ,此时会发生共 振 ,造 成振 幅突
速 ,这种现象称为油膜振荡 。
序号 l 2
表 2 油膜涡动及油膜振荡振 动敏感参数
随敏感参数变化情况
敏感参 数 油膜涡动 振动随转速变化 振动随油温变化 明显 有影响 不变 不变 不变 不明显 油膜振荡 振 动突然增大后 ,即使 转速 升高振动值也不变化 有影响 不变 不变 不变 不明显
检测焊缝力学性能 ,结果显示符合使用要求 。
3 转 子 的修 复 .
该转 子修 复后 安装 到煤气鼓风机进行 了为期3 个月的运
行 。到期 时将 该转子拆下来 再次进行 了探 伤检测 。检 测结
果表 明所修 复的焊缝未 出现 裂纹 ,且其周边 也没有产生新
的裂纹 。此结果表明焊接质量达到 了要求 。
然骤增 ,振 动非常剧烈 。同时轴心轨迹 突然变成 扩散 的不
序号
1
表 1 油 膜 涡 动及 油 膜 振 荡 振 动 特征
特征参量
时域波形
2 3 4 5 6
7 8 9
特征频率 常伴频率 振动稳 定性 振动方 向 相位特征
轴心轨迹 进 动方 向 矢 量区域
奄÷
米灏
状态监测与诊断技术
文章编 号 :17— 7 (00 3 0 5— 3 6 10 1 2 1)0— 0 20 1
滑动轴承兴成 宏
( 中国石油辽阳石化分公 司生产监测部 ,辽宁 辽阳 1 10 ) 10 3
摘
要:通过对滑动轴承油膜振荡故障机理 的分析 ,列举 该类 故障诊断 中常用的征兆参数 ,阐述故 障多