钣金工艺规范及折弯及模具手册
钣金折弯工艺教程
钣金件的折弯教程钣金的折弯,是指改变板材或板件角度的加工。
如将板材弯成V形,U形等。
一般情况下,钣金折弯有两种方法:一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钣金结构;另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。
目前公司产品的折弯主要采用折弯机加工。
这两种折弯方式有各自的原理,特点以及适用性。
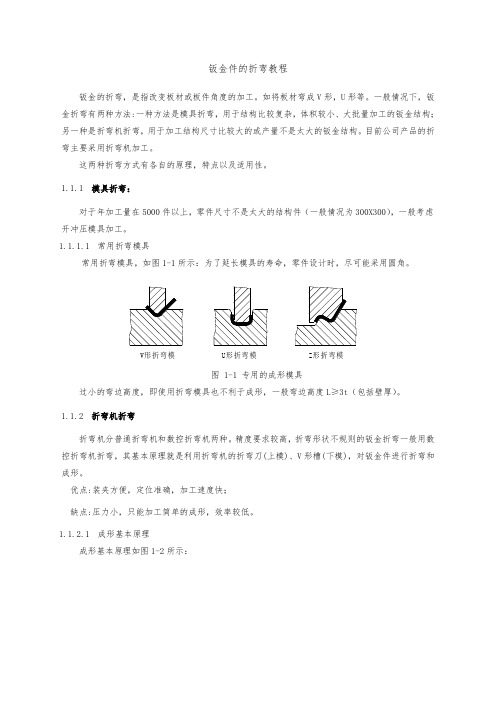
1.1.1模具折弯:对于年加工量在5000件以上,零件尺寸不是太大的结构件(一般情况为300X300),一般考虑开冲压模具加工。
1.1.1.1。
1.1.2折弯机折弯折弯机分普通折弯机和数控折弯机两种。
精度要求较高,折弯形状不规则的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快;缺点:压力小,只能加工简单的成形,效率较低。
1.1.2.1成形基本原理成形基本原理如图1-2所示:4)前工序成型后对后继工序不产生影响或干涉。
图 1-4 折弯机折弯形式1.1.2.2折弯半径钣金折弯时,在折弯处需有折弯半径,折弯半径不宜过大或过小,应适当选择。
折弯半径太小1.1.2.3折弯回弹1)回弹角Δα=b-a式中 ba1.1.2.4对于二次或二次以上的折弯,经常出现折弯工件与刀具相碰出现干涉,如图1-6所示,黑色部1.1.2.6 180度折弯:180度折弯的方法:如图1-9所示,先用30度折弯刀将板才折成30度,再将折弯边压平,压平后抽出垫板。
图 1-9 180度折弯的方法高度H 应该选择常用的板材,如0.5、0.8、1.0、1.2、1.5、2.0,一般这个高度不宜选择更高的尺寸。
1.1.2.7 三重折叠压死边:如图1-10所示,先折形,再折死边。
钣金件设计经验手册(共113张PPT)
弯曲收缩
原则:防止弯曲时一边向内产生收缩,可设计工艺定位孔,或两边同时折弯, 还可用增加幅宽的办法来解决
冲压工艺类-冲压工艺性
弯曲件的结构
直角弯曲搭接
冲压工艺类-冲压工艺性
弯曲件的结构
凸部的弯曲
原则:应避免a图那样弯曲线和阶梯线一致,有时会在根部开裂变形。所以使弯曲线让开 阶梯线如图b,或设计切口如c、d那样
要求: m≥2t 注:t—材料厚度
k≥1.5t L≥t+R+k/2 r≥2t n=r
冲压工艺类-冲压工艺性
弯曲件的结构
弯曲面上孔变形
原则:防止弯曲时,弯曲面上的孔受力后会变形,孔边距(至底根部)其值A≥4
要求:A≥4 注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
拉深件的圆角半径
注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
拉深件冲孔
原则:拉深件冲孔应该离圆角一定的距离否则会产生变形
注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
拉深扭曲
要求:A、B宽度应相等(对称)即A=B 注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
凹点
要求: 1)最大半径Rmax≤6T, 其最大深度内;
2)外表件不建议采用凸焊
3)零件重量超过10kg,不建议采用凸焊
对螺母凸焊、螺栓凸焊孔径和局部形状、尺寸要求:
焊接工艺类-焊接空间
焊接空间
凸焊
要求:1)最小尺寸a小于焊机喉深(我公司最大为480~520mm) 2)最大尺寸b小于焊机喉宽单臂最大尺寸(我公司最大活动尺寸为230~280mm) 3)凸焊位置点沿轴线方向Φ40空间内无结构型面,如图尺寸c1、c2 4)螺母、螺钉轴线方向可焊接最小空间高度为60mm,如图尺寸d
钣金结构设计工艺手册
结构设计工艺手册
前言
公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题,也有很多归档转 产的零件存在加工困难的情况,不仅影响生产进度和交货,也影响结构件的质量。如钣金零 件的折弯,经常会发生折弯碰刀的情况;落料的外圆角、半圆凸台、异型孔的规格太多,以 及一些不合理的形状设计,导致加工厂要多开很多不必要的落料模,大大增加模具的加工和 管理成本;插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆和丝 印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有些钣金零件的点焊完 全可以适当增加定位,不增加成本也不影响美观,实际上大部分设计是靠生产的工装定位, 不仅麻烦、效率低,精度也不好;很多可以避免焊接的钣金零件,往往设计成角焊的结构形 式,焊接和打磨都非常麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。长期 以来,这些相同的问题不断地重复发生,无论对产品质量还是产品的生产和进度,都会产生 不良的影响。
I
2.4.1 普通螺纹的加工方法................................................... 39 2.4.2 普通螺纹加工常用数据................................................. 39 2.4.3 普通螺纹的标记....................................................... 40 2.4.4 普通螺纹公差带的选用及精度等级....................................... 40 2.4.5 英制螺纹的尺寸系列................................................... 41 2.5 常见热处理选择和硬度选择。.............................................. 41 2.5.1 结构钢零件热处理方法选择............................................. 41 2.5.2 热处理对零件结构设计的一般要求....................................... 42 2.5.3 硬度选择 42 3 第三章 压铸件设计工艺................................................... 43 3.1 压铸工艺成型原理及特点.................................................. 43 3.2 压铸件的设计要求........................................................ 44 3.2.1 压铸件设计的形状结构要求............................................. 44 3.2.2 压铸件设计的壁厚要求................................................. 44 3.2.3 压铸件的加强筋/肋的设计要求.......................................... 44 3.2.4 压铸件的圆角设计要求................................................. 45 3.2.5 压铸件设计的铸造斜度要求............................................. 45 3.2.6 压铸件的常用材料..................................................... 45 3.2.7 压铸模具的常用材料................................................... 45 4 第四章 铝型材零件设计工艺................................................. 45 3.3 型材挤压加工的基本常识.................................................. 46 3.3.1 铝型材的生产工艺流程................................................. 46 3.3.2 常见型材挤压方法..................................................... 46 3.3.3 空心型材挤压模具简单介绍............................................. 48 3.4 铝型材常用材料及供货状态................................................ 49 3.5 铝型材零件的加工及表面处理.............................................. 50 3.5.1 铝合金型材零件的加工................................................. 50 3.5.2 铝合金型材零件的表面处理............................................. 50 4 第五章 金属的焊接设计工艺............................................... 51 4.1 金属的可焊性............................................................ 51 4.1.1 不同金属材料之间焊接及其焊接性能..................................... 51 4.1.2 同种金属的焊接性能................................................... 51 4.2 点焊设计................................................................ 53 4.2.1 接头型式 53 4.2.2 点焊的典型结构....................................................... 53 4.2.3 点焊的排列........................................................... 53 4.2.4 钢板点焊直径以及焊点之间的距离....................................... 54 4.2.5 铝合金板材的点焊..................................................... 55 4.2.6 点焊的定位........................................................... 55 4.3 角焊 56
珍藏版《钣金工艺手册》

1主题内容与适用范围之杨若古兰创作本手册规定了我公司所无机柜、机箱在加工过程中应达到的基本请求.本手册适用于公司的钣金机柜、机箱.2援用尺度和文件GB/T 1804--92 普通公差线性尺寸的未注公差WI-T00-008 钣金机械制作工艺基本术语所有相干《企业钣金工艺技术规范》3基本请求在生产中,每个员工、每道工序都必须按图纸、工艺、尺度进行加工;当图纸与工艺不符合时以工艺为准.图纸、工艺有公差标注请求时,按公差请求加工.图纸、工艺未注公差时,按 GB/T 1804m级加工.当图纸标注尺寸及公差与工艺请求尺寸及公差纷歧致时,按工艺请求加工.门的外形按答应公差的负公差加工,严禁出现正公差.未注公差请求的孔,按GB/T 1804-92 m级的正公差并偏上加工.所有产品因电镀或热浸锌必须开工艺孔时,所开工艺孔应在产品正面不成见的地位.各种铝合金面板,外形未注公差时,按GB/T 1804-92 f级的负差且偏下加工.对于压铆后折弯的工艺顺序,在编排工艺时要特别当心,太小的折边压铆后折弯会发生干涉.板材厚折边又太小的情况,必须把没法折到位的局部尺寸留多点余量,折弯后在冲掉或铣掉多余量的工艺顺序.除特殊说明外毛刺方向必须在折弯内边,所以在工艺编排用折弯图或文字加以论述.4下料弥补请求冷轧薄板、电解板、剪料对角线允差(每批分歧性好)立柱用料<1000mm≤≥1000mm≤2门板用料<1000mm≤≥1000mm≤其它结构件≤铝型材长度允差<500mm≤≥500~1000mm≤≥1000~1500mm≤≥1500~2000mm≤≥2000mm≤.6、睁开工艺6.1 睁开的计算法板料在曲折过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在曲折过程中的长度和曲折前一样,坚持不变,所以中性层是计算曲折件睁开长度的基准.中性层地位与变形程度有关, 当曲折半径较大,折弯角度较小时,变形程度较小,中性层地位靠近板料厚度的中间处,当曲折半径变小, 折弯角度增大时,变形程度随之增大,中性层地位逐步向曲折中间的内侧挪动.中性层到板料内侧的距离用λ暗示.普通情况取λ=t/3.L R=ЛR/2 R为(内缘半径 + t/3)n为折弯半径小于板厚的折弯个数t=板厚k为每折一个弯减去值(查表)L=25+17+42+(50-10-2)+Л×(10+t/3)/2+(47-10-2)+15+25+15-3.34×6=208.71因为折弯刀持久使用形成磨损, 故取r=0.6mm;折弯下模槽宽采取5T (5*板厚).压死边折弯系数K= 0.43 t内尺寸法睁开长度=料内+料内+抵偿量.折弯尺寸计算范例用睁开尺寸经验公式计算机柜立柱睁开尺寸:L=L1+L2+…+L N+L R+k’nL1---L2折弯内尺寸L R=ЛR/2 R为(内缘半径 + t/3)n为折弯半径小于板厚的折弯个数t=板厚k’为每折一个弯的抵偿值(查表)L=23+13+38+(50-10-2-2)+Л×(10+t/3)/2 +(47-10-2-2)+11+21+13+0.66×6=208.71因为折弯刀持久使用形成磨损, 故取r=0.5mm;折弯下模槽宽采取5T (5*板厚).各种折弯情况按内尺寸细解表6.3.1 折弯加工顺序的基来源根基则:6.3.1.1 由内到外进行折弯.6.3.1.2 由小到大进行折弯.6.3.1.3 先折弯特殊外形,再折弯普通外形.6.3.1.4 前工序成型后对后继工序不发生影响或干涉.6.3.2. 折床的加工工艺参数:折床使用的下模V槽通常为5TV,如果使用5T-1V则折弯系数也要响应加大, 如果使用5T+1V则折弯系数也要响应减小.(T暗示料厚,具体系数拜见折床折弯系数一览表)6.3.3 折弯的加工范围:折弯线到边沿的距离大于V槽的一半.如的材料使用4V的下模则最小距离为2mm.下表为不同料厚的最小折边:注:①如折边料内尺寸小于上表中最小折边尺寸时,折床没法以正常方式加工,此时可将折边补长至最小折边尺寸,折弯后再修边,或考虑模具加工.②当靠近折弯线的孔距小于表中所列最小距离时,折弯后会发生变形:反折压平:当凸包与反折压平方向相反,且距折弯线距离L≦2.5t,压平会使凸包变形,工艺处理:在压平前,将一个治具套在工件上面,治具厚度略大于或等于凸包高度,然后再用压平模压平.电镀工件的折弯必须留意压痕及镀层的零落(在图纸上应作特别说明).段差从图中可看出段差的干涉加工范围.根据成形角度分为直边断差和斜边断差,加工方式则按照断差高度而定.直边断差:当断差高度h小于倍料厚时采取断差模或易模成形,大于倍料厚时采取正常一正一反两折完成.斜边断差:当斜边长度l小于倍料厚时采取断差模或易模成形,大于倍料厚时采取正常一正一反两折完成.直边断差斜边断差。
珍藏版《钣金工艺手册》【范本模板】

12主题内容与适用范围本手册规定了我公司所有机柜、机箱在加工过程中应达到的基本要求.本手册适用于公司的钣金机柜、机箱。
3引用标准和文件GB/T1804—-92 一般公差线性尺寸的未注公差WI—T00-008 钣金机械制造工艺基本术语所有相关《企业钣金工艺技术规范》4基本要求3.1在生产中,每个员工、每道工序都必须按图纸、工艺、标准进行加工;当图纸与工艺不符合时以工艺为准。
3。
2图纸、工艺有公差标注要求时,按公差要求加工.3。
3图纸、工艺未注公差时,按GB/T1804m级加工。
3。
4当图纸标注尺寸及公差与工艺要求尺寸及公差不一致时,按工艺要求加工。
3。
6门的外形按允许公差的负公差加工,严禁出现正公差。
3。
7未注公差要求的孔,按GB/T1804—92 m级的正公差并偏上加工。
3.8所有产品因电镀或热浸锌必须开工艺孔时,所开工艺孔应在产品正面不可见的位置。
3。
8各种铝合金面板,外形未注公差时,按GB/T 1804-92 f级的负差且偏下加工。
3.9对于压铆后折弯的工艺顺序,在编排工艺时要特别小心,太小的折边压铆后折弯会发生干涉。
3。
10板材厚折边又太小的情况,必须把无法折到位的局部尺寸留多点余量,折弯后在冲掉或铣掉多余量的工艺顺序。
3。
11除特殊说明外毛刺方向必须在折弯内边,所以在工艺编排用折弯图或文字加以叙述.5下料补充要求4.1冷轧薄板、电解板、剪料对角线允差(每批一致性好)4.1。
1立柱用料<1000mm≤0。
3≥1000mm≤0。
54.12门板用料<1000mm≤0。
5≥1000mm≤0.84.1。
3其它结构件≤0.54.2铝型材长度允差<500mm≤0.3≥500~1000mm≤0.5≥1000~1500mm≤0。
8≥1500~2000mm≤1.0≥2000mm≤1。
2。
6、展开工艺6.1 展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层—-中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
钣金折弯方法,图文讲解四种折弯工艺!

折弯是一种对平面板件进行折叠、弯曲的工艺,它在整个加工链中紧随切割工序之后。
工件放在带有V型开口的凹模上。
楔形刀具(上刀)将工件压入V型开口中,并以这种方式将板材折弯到需要的角度。
大多数折弯件采用悬空折弯、模中折弯以及折边与压合等工艺与方法制成。
作业方式均遵循同一原理:冲芯将工件压入凹模的下模中。
因此,执行上述工艺与方法的折弯机被称为模压折弯机。
1、悬空折弯冲芯将工件压入凹模,却不将其压向模具壁。
冲芯下移期间,工件边向上弯折并形成夹角。
冲芯将工件压入凹模的深度越大,角度就越小。
此时,冲芯和凹模之间留有空隙。
悬空折弯也被称为路径依赖型工艺。
每种夹角都需要特定路径。
机床控制系统同时计算路径与相应的冲压力。
路径与冲压力取决于模具、材料与产品特性(夹角、长度)。
2、模中折弯冲芯将工件完全压入凹模,因此凹模、工件与冲芯之间不留空隙。
这种工序被称为合模。
冲芯与凹模必须精确相互贴合。
因此,每种夹角与形状都需要相应的模具组件。
工件一旦完全压入,冲芯则无法继续向下移动。
机床控制系统继续提升冲压力,直至达到规定值。
施加至工件的压力由此上升,从而呈现出冲芯与凹模的轮廓。
夹角在高压作用下逐渐稳固,几乎彻底消除回弹问题。
3、翻板折弯机床内置的折弯摆臂由C形型材构成,其上安装有下部与上部折弯模具。
折弯时C形型材向上或向下移动,或是进行小范围椭圆形运动,即翻转。
摆臂折弯机半自动化运行,以快速性与灵活性着称,即使是小批量生产也完成得毫不逊色。
此外,通过翻板折弯技术还可使用同一模具在单个部件上实现多种半径尺寸的高效折弯。
4、折边与压合板材边缘通常被完全弯折(例如盒边缘),随后折边相互平行。
成品件整体因此更加稳定或是形成边缘防护。
随后折边内通常需要挂入其他零件。
折边与压合分为两个步骤完成:首先操作员预先折好30°夹角,然后将工件重新放入并压合夹角。
如果边缘之间存在空隙,则称为折边。
压合中弯边则完全相互挤压。
折边是路径依赖型,压合却是力度依赖型。
钣金设计手册(2020年7月整理).pdf
弯曲件的直边高度最小值 ② 特殊要求的直边高度 如果设计需要弯曲件的直边高度 h≤2t,,则首先要加大弯边高度,弯好后再加 工到需要尺寸;或者在弯曲变形区内加工浅槽后,再折弯。
特殊情况下的直边高度要求 ③ 弯边侧边带有斜角的直边高度 当弯边侧边带有斜角的弯曲件时,侧面的最小高度为:h=(2~4)t>3mm
极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的
弯曲圆角半径。为此规定最小弯曲半径。
常用金属材料最小折弯半径列表
序 材料
最小弯曲
号
半径
1 08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18 0.4t
Ni9、1Cr18Ni9Ti、1100-H24、T2
④、防止圆角在弯曲时受压产生挤料后起皱,应设计预留切口。如室外机侧板(上 端、下端)圆角处切口形式。
12
B 与盖板厚度(t)相等 ⑤、防止弯曲后,直角的两侧平面产生褶皱,应设计预留切口。
⑥、防止弯曲后,产生回弹的切口形式。
a≥1.5t(t—材料厚度) ⑦、防止冲孔后,弯曲产生裂纹的切口形式。 ⑧、防止弯曲时,一边向内产生收缩。可设计工艺定位孔,或两边同时折弯,还 可用增加幅宽的办法来解决收缩问题。
1 引言 薄板指板厚和其长宽相比小得多的钢板。它的横向抗弯能力差,不宜用于受横向 弯曲载荷作用的场合。薄板就其材料而言是金属,但因其特殊的几何形状厚度很 小,所以薄板构件的加工工艺有其特殊性。和薄板构件有关的加工工艺有三类:
(1)下料:它包括剪切和冲裁。(2)成形:它包括弯曲、折叠、卷边和深拉。(3) 连接:它包括焊接、粘接等。薄板构件的结构设计主要应考虑加工工艺的要求和 特点。此外,要注意构件的批量大小。 薄板构件之所以被广泛采用是因为薄板有下列优点:
钣金折弯工艺52104
本守则规定了钣金折弯工艺要求、工艺质量、折弯件检验、操作安全等。
本守则适用于结构钢板、镀铝锌板、复合钢板、不锈钢板等板材的冷折弯加工。
规范性引用文件外购、外协产品防磕碰划伤规范GB/T 1184形状和位置公差 未注公差企值 GB/T 1804般公差未注公差的线性和角度尺寸的公差QJ/ZDS 2201-A钣金展开设计工艺规范 设备及工艺装备a.折弯机、模具; b .直尺(300mm )、卷尺(3m )、游标卡尺(精度0.1mm )、手锤、直角尺、 油壶、毛刷、角度尺等。
工艺要求 4.1 基本要求 4.1.1 4.1.2 材料的长、宽、厚, 根据图纸要求及材料选用适合的模具。
料纹方向应符合图纸要求;板材表面清洁。
4.1.3 检查折弯机工作状况并对设备进行加工前的维护保养。
加工前和加工过程中,应对模具折弯表面进行清洁、润滑。
4.2折弯工艺4.2.1材料厚度与弯边圆角半径和模具的配合关系见表2。
会签标准化 24.1.4 1。
工艺共7页第2页4.2.3板料折弯的最小搁置尺寸c与板料的厚度有关(见图a.板料厚度1mm3mm的搁置尺寸 c为3mmb.板料厚度大于3mm的搁置尺寸c等于板料厚度;共7页第2页4.2.4角尺边折弯最小极限尺寸 a min (见图2)与板料厚度、表3角尺边折弯最小极限尺寸折弯圆角半径和搁置尺寸的关系见表材料厚度t弯曲半径R最小极限尺寸a min材料厚度t弯曲半径R最小极限尺寸a min11 8 5 231.5 9 2 6 352 11 8 243 14 3 154 182.5 〜34 195 23 5 246 34 6 358 24 8 251.51.5 9 4 202 1245 263 15 6 374 18 8 265 23 5 256 34 5 6 388 24 8 3822 1266 403 15 8 414 18 8 8 44425外翘边弯边最小极限尺寸见图3所示。
共7页 I第3页第3页a.模具槽中心至模具外边的最小尺寸d见表4;b.第二弯边模具槽中心线至板件直线边外的最小极限尺寸模具工件弯边圆角半径R值,mmR1 R1.5 R2 R3 R4 R5 R6 R8b mm8 10 12 17 20 23 27 334所示,b边尺寸与a边的最大极限配合尺寸根据不同的上刀模具而定,参考尺寸见表6。
钣金结构设计工艺规范
3.台阶加工的处理
对一些高度较低的钣金Z形台阶折弯, 成形长度L不易保证,竖边的垂直度也不 易保证
目前台阶模规格: H=1.8 2.4 3.6 4.2 5.5
9
四.钣金件上的螺母、螺钉的结构形式 1.压铆螺母
名称:花齿压铆螺母 规格型号:S-M3-2
10
8.因目前铝材焊接技术不是很可靠,且焊后工件变形较大,因此建议铝材
零件尽量避免焊接,在满足使用条件下尽量用冷板材料替代。
2
二.孔缺结构设计规范 1.板材上的各种孔优先选用数控冲或冲压通用模具表格上登记的规格(附表)
3
2.对于板厚≤1.5mm的钢板上的螺孔,为获得使用可靠的螺牙,一般采用翻边攻 丝或压铆螺母的方式。 3.折弯件的孔边距一般要求:当加工工序采用先冲孔后折弯时,孔的位置应设 计在折弯变形区外,以避免折弯时孔发生变形,如图应保证孔壁至折弯边的最小 距离为5mm;如特殊需要可先打小孔,折弯后再扩孔。
机架此面不能有焊点凸起
20
2.氩弧焊: 生产效率高,焊点小,主要用于焊接零件各折弯接边(接缝)的加固 连接。
零件各折弯接边(接缝)在图纸上要注明该边上的焊接位置,如折 弯内或折弯外等。
21
3.碰焊: 生产效率高,焊点小,无焊点凸出,但焊点处有微小凹坑。
主要用于焊接较薄(通常为1.0mm以下)零件各折弯搭边叠加一起 的加固连接。
折弯刀 各种厚度材料折弯高H的最小值 与折弯刀槽宽W的大小有关 1.&=0.5mm H=4mm 2.&=1-1.2mm H=5.5mm 3.&=1.5 H=5.5-6mm 4.&=2 H=7mm
5
2.对于二次或二次以上的折弯,经常出现折弯工件与刀具相碰出现干涉, 如下所示黑色部分为干涉部分,这样无法完成折弯,或者因折弯干涉 导致折弯变形,在结构设计时注意避开折弯模。
钣金折弯常见成形方式与折弯步骤规范( 参考)
钣金折弯常见成形方式与折弯步骤规范1.折弯机《板材折弯压力表》意义说明:S:为加工板材厚度,一般设计指订,不允许更改(一般我们通常用“t”表示板厚);V:下模槽宽度(开口最大尺寸),一般根据板材厚度S和最小折弯宽度b决定选择,保证常规折弯成形成功必须是b>V/2;模具的槽口V尺寸的选择依据折弯工件的材质、板厚以及成形角度来确定。
b:最小折弯宽度,图表中所给数据是指该板材板厚情况下,采用图示折弯可以成功成型的最小宽度。
一般设计时应大于此数值。
r:图表中的r值是指折弯内圆角,是板材折弯部位弹性变形失效的最大曲率半径。
折弯刀的刃圆角一般不大于此值。
如果此r过大,折弯将无法折弯到位,且有涨裂下模的危险;r过小会在折弯角内圆上压出凹坑(质软的板材更明显),在折弯角外圆上出现拉裂(在拉伸变形率小的板材上更容易出现)。
实际折弯使用中,对于折弯刀来讲,其刃圆角r一般是固定的,其值应不大于图表中的数值。
2.折弯定位(靠位)工件在折弯机上折弯时,将以工件外形定位,在折弯机上的靠位一般有三种靠位定位方式:1)后靠位,即靠位在折弯刀后方,操作者与靠位在折弯刀两侧,一般数控折弯机采用较多,属主定位。
2)前靠位,即靠位在折弯刀前方,操作者与靠位在折弯刀同侧,一般普通折弯机或大深度工件采用较多,属主定位。
3)侧靠位,即靠位在工件的左或右方,主要目的是精确定折弯刀与工件的左右下刀位置或更好的保证有垂直(或精角度)要求的工件,属辅助定位(非必要定位)。
4)不管是前靠位还是后靠位,一般都应设计成可后拉或前退的结构方式,因为工件在折弯成形过程中是上翘变化的。
死靠位可能会造成工件变形。
在设计上一般采用翻转定位方式来满足后拉前退要求(数控折弯机可能有后拉这个动作,但普通折弯机本身没有这个功能,在设计靠位时应考虑此动作)。
5)靠位一般应设置两个,两个靠位间距应尽量大,同时应考虑方便工件定位的地方,并以折弯机压力中心(折弯刀、工件也应以折弯机压力中心作为布置参考)成对称布置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1钣金所用材料常用材料有:冷轧板SPCC 、热轧板SPHC 、电解板SECC 、普通铝板及铝合金板AL1050、 AL5052-H32,不锈钢板SUS304、覆铝锌钢板. 1.2典型钣金件加工流程图面展开---编程---下料 (剪、 冲、割) ----冲网孔----校平----拉丝----冲凸包---- 压铆----折弯-----焊接----立体拉丝----表处----组装2.1 数冲是用数控冲床加工, 板材厚度加工范围为: 冷扎板、热扎板小于或者等于3.0mm ;铝板小于或者等于4.0mm ;不锈钢小于2.0mm 。
2.1.1 冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
t 为材料厚度,冲孔尺寸普通不小于1.5t 。
如遇特殊情况,可参照下表:图2.1.1 冲孔形状示例* t 为材料厚度,冲孔最小尺寸普通不小于1.2mm 。
冲孔最小尺寸列表2.1.2 数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图不锈钢冷扎板、热扎板铝、黄铜1.0t0.7t0.5t1.3t1.0t0.8t2.1.2。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。
图2.1.2 冲裁件孔边距、孔间距示意图2.1.3 折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4 螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
用于螺钉、螺栓的过孔*要求钣材厚度t≥h。
用于沉头螺钉的沉头座及过孔*要求钣材厚度t≥h。
用于沉头铆钉的沉头座及过孔激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或者等于 8.0mm;不锈钢小于或者等于4.0mm ;铝板小于等于5.0mm。
其优点是加工板材厚度大,切割工件外形速度快,加工灵便.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
公司常用材料的最小弯曲半径等于0.5t。
(弯曲半径是指弯曲件的内侧半径,t是材料的壁厚)弯曲件的直边高度普通情况下的最小直边高度要求弯曲件的直边高度不宜太小,最小高度按(图3.2.1)要求:图3.2.1 弯曲件的直边高度最小值特殊要求的直边高度如果设计需要弯曲件的直边高度h≤2t,,则首先要加大弯边高度,弯好后再加工到需要尺寸(可采用激光二次切割或者机加工);或者在弯曲变形区内加工浅槽后,再折弯(如下图所示)。
图3.2.2 特殊情况下的直边高度要求弯边侧边带有斜角的直边高度当弯边侧边带有斜角的弯曲件时(图 3.2.3),侧面的最小高度为: h= (2~4) t>2.5mm图3.2.3 弯边侧边带有斜角的直边高度折弯件上的孔边距孔边距:先冲孔后折弯,孔的位置应处于弯曲变形区外,避免弯曲时孔会产生变形。
孔壁至弯边的距离见下表。
如遇特殊情况,孔边距小于下表尺寸,可采用先小孔,折弯后再钻孔,或者在孔投影在折弯线的位置割线,折弯后焊接磨平。
(图1.13)折弯件上的孔边距局部弯曲的工艺切口折弯件的弯曲线应避开尺寸突变的位置局部弯曲某一段边缘时,为了防止尖角处应力集中产生弯裂,可将弯曲线挪移 一定距离,以离开尺寸突变处(图 a),或者开工艺槽(图 b),或者冲工艺孔(图 c) 。
注意图中的尺寸要求: S ≥R ;槽宽k ≥t ;槽深L ≥ t+R+k/2。
工艺孔kL图3.4.1 局部弯曲的设计处理方法当孔位于折弯变形区内,所采取的切口形式当孔在折弯变形区内时,采用的切口形式示例(图3.4.2);或者在孔投影于弯曲线的位置割线或者切口,折弯后可根据需要焊接磨平。
图3.4.2 切口形式示例带斜边的折弯边应避开变形区也可采用在变形区域对应位置割线,折弯后可根据需要焊接磨平。
图3.5 带斜边的折弯边应避开变形区反折压死边的设计要求压死边的死边长度与材料的厚度有关。
如下图所示,普通死边最小长度L ≥3t+R。
其中t为材料壁厚, R为打死边前道工序(如下图右所示)的最小内折弯半径。
图3.6 死边的最小长度L4.1加强筋在板状金属零件上压筋,有助于增加结构刚性,加强筋结构及其尺寸选择参见表6。
加强筋结构及尺寸选择4.2 打凸间距和凸边距的极限尺寸打凸间距和凸边距的极限尺寸按下列公式计算。
当D≤16mm时:I-1/2D≥2tL-1/2D≥16mm当D≥16mm时:根据实际情况结合生产确定,可选用数冲或者简易冷冲模具加工4.3 百页窗百页窗通常用于各种罩壳或者机壳上起通风散热作用,其成型方法是借凸模的一边刃口将材料切开,而凸模的其余部份将材料同时作拉伸变形,形成一边开口的起伏形状。
百页窗的典型结构参见图4.3。
图4.3 百页窗的结构百页窗尺寸要求: a≥4t;b≥6t;h≤5t;L≥24t;r≥0.5t。
具体尺寸要求以生产需要为准,可选择数冲或者普通冷冲加工。
4.4 孔翻边孔翻边型式较多,本规范只关注要加工罗纹的内孔翻边,如图4.4所示。
具体的翻边孔尺寸的具体参数参看表6图4.4 带罗纹孔的内孔翻边结构示意图0.812.55 1.21.511.23.35 1.520.60.50.60.750.50.60.7511.61.61.821.922.162.421.922.162.42.42.72.23.383.253.383.53.383.53.54.464.354.54.654.464.654.561.92.21.9221.51.72.32.72.31.52.51.82.4M3 M4带罗纹孔的内孔翻边尺寸参数钣金联接主要采用焊接、罗纹联接、铆接和粘接.我司采用的联接方式:焊接、罗纹联接和铆接.5.1焊接焊接是对焊件进行局部或者整体加热或者使焊件产生塑性变形,或者加热与塑性变形同时进行,实现永久 连接的工艺方法.可分为:手工电弧焊、气体保护电弧焊、激光焊、气焊、段焊和接触焊.我司主要 采用气体保护焊和接触焊.5.1.1.1气体保护电弧焊 在进行气体保护电弧焊时,电极电弧区及焊接熔池都处在保护气体的保 护下.采用氩气保护焊缝表面没有氧化物及夹杂物.可以在任何空间位置施焊,可以用肉眼观察焊缝 的成形过程并进行调整生产效率高.二氧气体保护焊则成本相当低. 5.1.1.2接触焊接触焊是瞬时加热连接部位在熔化状态或者非熔化状态下对被焊件加压形成焊接接头的焊接方法.它可分为对焊、点焊和缝焊.5.2 罗纹联接罗纹联接具有安装容易、 拆卸方便、 操作简单等优点,常用于可拆的钢结构连接.它可分为螺钉联接 和螺栓联接.1.21.54.2522.5 1.525.12.53 5.6 5.46 5.65.75 5.53 5.75 5.75 7.06.77.07.3 7.0 7.3 7.00.60.7511.25 0.7511.251.52.4 2.4 2.7 33.2 3.6 4 3 3.2 3.6 4 44.5 4.83 2.5 3 2.5 2.4 2.7 3.1 3.6 4.2 3.6 2.5 2.8 3 3.4M5M65.3铆接铆接是用铆钉将金属结构的零件或者组合件连接在一起的方法,铆钉种类较多,我司常用的铆钉有封闭形圆头抽芯铆钉、封闭形沉头抽芯铆钉及开口型圆头抽芯铆钉、开口型沉头抽芯铆钉。
铆钉长度可根据以下公式计算:L=0.8d+1.1td:铆钉直径t:板厚5.4粘接用粘接剂将所需连接件粘接在一起的一种连接方法。
1.拉丝2.喷砂3.烤漆、喷粉、主要技术指标:光泽度、膜厚和色差4.电镀:主要镀五彩锌、白锌、黑锌、镀铬、蓝白锌5.抛光6.氧化1.下料设备:数控剪床、激光切割机、数控冲床2.成形设备:普通冲床和数控折床。
3.焊接设备:氩弧焊机、二氧化碳保护焊机、点焊机、机器人焊机。
4.表面处理设备:拉丝机、立体拉丝机、抛光机、烤漆线5.调形设备:校平机本表格中的数据是在 90°折弯,材料抗拉强度δ b =420MPa ,折弯长度为 1m 基础上计算的 结果。
的 16%自由折弯建议凹模开口宽度 V材料厚度(t) 凹模开口宽度(V)折弯力铝 Alu不锈钢 S.S实用于 50t~220t 之间欧式上模的安装快夹可以方便欧式上模的快速安装合用于大行程机床的安装实用于 220t 以上欧式上模的安装合用于美式上模的安装合用于滑块受重载的安装V6 8 10 12 16 18 20 24 32 35 40 50 60 63 80 100 120 130 140 150 160 180 190 200 230 260 b 4.5 57 8.5 12 13 15 17 23 25 28 35 43 45 57 718592 100 105 115 130 135 140 160 180 r 1 1.21.622.52.833.555.5689.5101215.5 19 212324.5 2628303236400.5 2.50.8 7 4.81.0 118 61.2 129 71.5 1512 82.0 2316 13 12 9.52.5 262220 15 113.0 3024 16 14 124.0 4431 28 23 185.0 534743 31 256.0 6145 36 348.0 886965473610 110 80 6047 43 3912 120 90 716558555016140 125 115 105 95 81 80 7118 148 135 125 110 100 95 80 20140 130 120 110 90折弯压力吨位计算公式 (参考值) F (表) = 65 × t 2 / V (吨)F=F (表) × 0.65 F=F (chart ) × 0.65 F=F (表) × 1.6 F=F (chart ) × 1.6δ b =300 MPaδ b =700 MPa内径 R 约等于凹模开口宽度 V 0.5~2.5mm6 × t9~10mm 10 × t>12mm 12 × t3~8mm 8 × t合用于上模的快速安装NSCL Ⅱwith Top with Safety Click模具肩部受力下模口可快速更换模具底部受力下模口可先后调节合用于分段多V 下模合用于整体多V 下模合用于1V 下模快速安装标准欧式美式上刀标准分段方式模口可分级增大,合用于大吨位折弯机NSCR Ⅱ with OZU bottom tool加强型欧式大吨位过渡模柄10.100Max Tons:100t/m10.103Max Tons:80t/m10.106Max Tons:50t/m10.109Max Tons:80t/m10.112Max Tons:70t/m10.115Max Tons:100t/m10.118Max Tons:80t/m10.130Max Tons:100t/m10.13310.101Max Tons:80t/m10.104Max Tons:100t/m10.107Max Tons:50t/m10.110Max Tons:40t/m10.113Max Tons:40t/m10.116Max Tons:60t/m10.119Max Tons:80t/m10.131Max Tons:80t/m10.13410.102Max Tons:60t/m10.105Max Tons:80t/m10.108Max Tons:100t/m10.111Max Tons:80t/m10.114Max Tons:50t/m10.117Max Tons:45t/m10.120Max Tons:50t/m10.132Max Tons:60t/m10.135Max Tons:100t/m10.136Max Tons:80t/m10.139Max Tons:70t/m10.142Max Tons:30t/m10.150Max Tons:100t/m10.153Max Tons:80t/m10.156Max Tons:60t/m10.170Max Tons:80t/m10.173Max Tons:100t/m10.176Max Tons:160t/m10.190Max Tons:80t/m10.193Max Tons:70t/m10.196Max Tons:80t/m10.210Max Tons:100t/m10.213Max Tons:80t/m10.216Max Tons:80t/m10.219Max Tons:50t/m10.137Max Tons:45t/m10.140Max Tons:50t/m10.143Max Tons:20t/m10.151Max Tons:35t/m10.154Max Tons:20t/m10.157 Max Tons:20t/m10.171Max Tons:80t/m10.174Max Tons:100t/m10.177Max Tons:60t/m10.191Max Tons:80t/m10.194Max Tons:100t/m10.197Max Tons:160t/m10.211Max Tons:100t/m10.214Max Tons:80t/m10.217Max Tons:80t/m10.220 Max Tons:20t/m10.138Max Tons:20t/m10.141Max Tons:50t/m10.144Max Tons:50t/m10.152Max Tons:80t/m10.155Max Tons:60t/m10.158Max Tons:50t/m10.172Max Tons:70t/m10.175Max Tons:60t/m10.178Max Tons:40t/m10.192Max Tons:90t/m10.195Max Tons:100t/m10.198Max Tons:70t/m10.212Max Tons:80t/m10.215Max Tons:80t/m10.218Max Tons:80t/m10.221Max Tons:80t/m10.222Max Tons:80t/m Max Tons:80t/mMax Tons:80t/m10.230Max Tons:80t/m10.24010.241MaxMax Tons:100t/m分段方式10.250+20.13410.250 Max Tons:A 80t/m B 100t/mTons:100t/m10.251+20. 13510.23110.23210.23310.23410.23510.251 Max Tons:A 80t/m B 100t/mRmmR5.5R6R6.5R7R7.510.252+20.13610.252 Max Tons:A 80t/m B 100t/m10.24210.24310.24410.24510.246R8R1R12.5R15R17.5Rmm8112.51517.5RmmR 22 0R 22 55R 33 0R 33 55R 44 0R3R3.5R4R4.5R533.544.555.566.577.5Rmm20.134 Max Tons:A 50t/m B 100t/m A 20.135 Max Tons:A 50t/m B 100t/mB20.136 Max Tons:A 50t/m B 100t/m10.260 10.261 10.262Max Tons:60t/m10.263Max Tons:40t/mMax Tons:60t/m10.264Max Tons:100t/mMax Tons:60t/m10.265Max Tons:100t/m10.270 10.271 10.272Max Tons:100t/m Max Tons:100t/m Max Tons:100t/msmax0.50.60.81.01.01.21.21.51.5160°160°150°140°90°90°90°90°90°90°Z-1Z-1.5Z-2Z-2.5Z-3Z-3.5Z-4Z-4.5Z-5Z-5.5maxt/m100100100100100100100100100100Zmm11.522.533.544.555.5B°450Mpat/m912151722305570450Mpat/m23324050638090100smm0.60.81.01.251.52.02.53.0smm0.60.81.01.251.52.02.53.0700Mpat/m3550608095130700Mpat/m152025263850Amm3.03.03.53.54.65.56.58.0Amm1.21.62.02.53.04.05.06.0450Mpat/m91215172230450Mpat/m233240506380700Mpat/m3550608095130700Mpat/m152025263850smm0.60.81.01.251.52.0smm0.60.81.01.251.52.0Amm3.03.03.53.54.65.5Amm1.21.62.02.53.04.010.30010.303Max Tons:100t/m10.306Max Tons:100t/m10.302Max Tons:100t/m10.305Max Tons:160t/m特殊折弯方式20.100Max Tons:40t/m 20.103Max Tons:60t/m 20.106Max Tons:90t/m20.109Max Tons:100t/m20.112Max Tons:145t/m20.122 Max Tons:55t/m20.125Max Tons:40t/m20.128Max Tons:40t/m20.131Max Tons:60t/m20.101Max Tons:40t/m 20.104Max Tons:80t/m 20.107 Max Tons:100t/m20.110Max Tons:100t/m20.120Max Tons:40t/m20.123Max Tons:55t/m20.126Max Tons:40t/m 20.129Max Tons:55t/m20.132Max Tons:50t/m 20.102Max Tons:50t/m20.105Max Tons:85t/m20.108Max Tons:100t/m20.111Max Tons:100t/m20.121Max Tons:40t/m20.124Max Tons:60t/m20.127Max Tons:40t/m20.130Max Tons:55t/m20.133Max Tons:50t/m90。