金属切削原理与刀具 第十章
金属切削原理与刀具

金属切削原理与刀具金属切削是指通过刀具对金属材料进行加工削除的过程,是金属加工领域中常见且基础的一种加工方式。
人们在制造和加工各种金属制品的过程中,常常需要通过切削来将金属材料加工成所需的形状和尺寸。
本文将深入探讨金属切削的原理以及相关的刀具类型。
一、金属切削原理金属切削的原理是利用刀具对金属工件进行力学削除材料的过程。
主要原理可以归纳为以下几点:1. 刀具与工件的相互作用力:切削过程中,刀具施加在工件上的作用力可以分为切割力、摩擦力、压力等。
切割力使刀具沿着切削方向削除金属,摩擦力影响工件表面的质量,而压力则有助于防止振动和提高切削质量。
2. 刀具与工件的接触面积:切削过程中,刀具与工件的接触面积较小,集中在切削刃上。
通过提高切削刃的硬度和耐磨性,可以减少切削面的磨损,延长刀具的使用寿命。
3. 金属切削时的切削角度:切削角度是指刀具切削刃与工件表面法线之间的夹角。
合理选择切削角度可以使切削过程更加顺利,减少切削力和切削温度。
二、常见的刀具类型不同的金属切削需求需要选择不同类型的刀具。
以下将介绍几种常见的刀具类型及其特点:1. 钻头:用于钻孔加工的刀具,主要特点是具有较高的刚性和旋转精度。
根据孔径的大小,可以选择不同类型的钻头,如常规钻头、中心钻头和孔径加工钻头等。
2. 铣刀:用于面铣、端铣、槽铣等加工的刀具,形状像一把小锯齿,可通过旋转进行切削。
铣刀可分为平面铣刀、球头铣刀、棒铣刀等多种类型,适用于不同形状和尺寸的金属切削。
3. 刀片:用于车削加工的刀具,通常由硬质合金制成,具有较高的耐磨性。
刀片形状多样,如可直线切削的刀片、可拐弯切削的刀片等,适用于不同形状和尺寸的车削加工。
4. 锯片:用于锯切金属材料的刀具,常用于金属管、金属板的切割。
根据不同的锯片规格和齿型,可以实现不同精度和效率的锯切加工。
5. 切割刀具:包括切割刀片和切割车刀等,主要用于金属材料的切割和切断。
根据切割的需求和要求,选择合适的切割刀具可以提高加工效率和切割质量。
《金属切削原理与刀具》课程授课教案
13
3
5
第七,八章孔加工刀具
1.孔加工刀具的种类及用途
2.麻花钻
3.深孔钻
4.铰刀
4
7-2 7-4
7-8 8-1
课次二十四、五
14ห้องสมุดไป่ตู้
3
第九章拉刀
1.拉刀的种类及用途
2.拉刀的结构
3.圆孔拉刀的设计
2
9-1 9-2
9-3
课次二十六
14
15
5
3
第十章铣刀
1.铣刀的种类及用途
2.铣刀的几何角度
3.铣削力及铣削方式
其次,要根据机器的结构和技术要求,把某些零件装配成部件。部件是由若干组件、套件和零件在一个基准上装配而成的。部件在整个机器中能完成一定的、完整的功能。这种把零件和组件、套件装配成部件的过程称为部装过程。部装过程是依据部件装配工艺,应用相应的装配工具和技术完成的。部件装配的质量直接影响整个机器的性能和质量。
1.刀具材料应具备的基本性能
2.高速钢
3.硬质合金
4.其他刀具材料
4
2-1,2-2,
2-5
课次五
课次六
4
4
3
5
第三章金属切削过程的基本规律
一、切削变形
1.金属切削过程定义
2.切削层的变形
3.第一变形区
4.第二变形区
5.第三变形区
6.切削变形的变化规律
4
3-1,3-2
课次七
课次八
5
5
3
5
二、切削力
1.切削力的来源
0.4本课程的内容与学习方法
金属切削原理与刀具是研究金属切削过程基本规律、刀具设计与使用的一门科学,是机械制造专业的重要课程。
《金属切削原理及刀具》图文课件-ppt-第10章

1)钻削速度
vc
πdn 1 000
2)进给量和每齿进给量 3)背吃刀量
fz
f 2
ap d / 2
2022年7月23日星期六
3.钻削的工艺特点 1)导向定心问题 导向定心问题包括以下几点:
(1)预钻锥形定心孔,应先用小顶角、大直径麻花钻或中心 钻钻一个锥形坑,再用所需尺寸的钻头钻孔。
(2)对于大直径孔(直径大于30 mm),常采用在钻床上分两 次钻孔的方法,即第一次按小于工件孔径钻孔,第二次再按要求 尺寸钻孔。第二次钻孔时由于横刃未参加工作,因而钻头不会出 现由此引起的弯曲。
2022年7月23日星期六
套料钻 1—料芯; 2—导向块; 3—刀体; 4—刀齿
10.5 铰刀
10.5.1 铰刀的分类
铰刀使用方式可分为手用铰刀及机用铰刀两种。手用铰刀柄部为 直柄,工作部分较长,导向作用较好。手用铰刀又分为整体式铰刀和 可调式铰刀两种。机用铰刀又可分为带柄式铰刀和成套式铰刀。
2022年7月23日星期六
几种常见的铰刀
10.5.2 铰削特点
铰削的加工余量一般小于0.1 mm,铰刀的主偏角一般小于45°,因 此,铰削时切削厚度很小,仅为0.01~0.03 mm。铰削过程除主切削刃 正常的切削作用外,还对工件产生挤刮作用,因此,它是一个复杂的切 削和挤压摩擦过程。 1.铰削精度高
铰刀齿数较多,心部直径大,导向性及刚性好。铰削加工余量小, 切削速度低,且综合了切削和修光的作用,能获得较高的加工精度和表 面质量。 2.铰削效率高
1
2
3
孔的深度与直径之比 较大(一般大于10), 钻杆细长,刚性差, 工作时容易产生偏斜 和振动,因此,孔的 精度及表面质量难以 控制。
金属切削刀具与原理教材

第三篇刀具知识第十章金属切削加工的基本概念§10.1切削运动和形成的表面一、切削过程中的运动机器零件的形状虽然多种多样,但总是由一些基本的表面如平面、外圆柱(锥)面、内圆柱(锥)面和具有一定规律的曲面所组成的。
这些基本表面的形成,是通过机床上的工件和刀具作相对运动来实现的。
工件与刀具的相对运动称为切削运动,这包括主运动和进给运动。
1.主运动由机床或人力提供的主要运动,它促使刀具和工件之间产生相对运动,从而使刀具前面接近工件。
主运动的速度可用 c表示。
通常主运动的速度较高,消耗的切削功率也较大。
一般一种切削加工中的主运动只有一个。
主运动可以由工件来完成,如车削时工件的回转运动(图10-1);可也以由刀具来完成,如铣削时铣刀的回转运动。
主运动可以是回转运动,也可以是直线往复运动,如刨削时刨刀的运动。
图10-1 主运动与进给运动1—主运动2—进给运动3—待加工表面4—加工表面5—已加工表面2.进给运动由机床或人力提供的运动,它使刀具与工件之间产生附加的相对运动,即可不断地或连续地切除切屑,并得出具有所需几何特性的已加工表面。
进给运动可以是连续性的,如车削时车刀的连续进给;也可以是间歇性的,如刨削加工时,工件的横向间歇移动。
一种切削加工中,进给运动可以是一个也可能是多个。
图10-1所示为几种常见的切削加工方法的主运动和进给运动。
二、切削过程形成的表面切削时,在工件上会形成待加工工表面、加工表面和已加工表面这三个表面(图10-1)。
1.待加工表面工件上有待切除的表面。
2.加工表面工件上由切削刃形成的那部分表面,它在下一切削行程,刀具或工件的下一转里被切除,或者由下一切削刃切除。
3.已加工表面工件上经刀具切削后产后的表面。
§10.2刀具切削部分的基本定义金属切削刀具种类很多,其中车刀比较典型,其它各种刀具的切削部分都是以车刀为基本形态演变而成的。
下面以外圆车刀为例分析刀具切削部分的结构。
金属切削原理与刀具共53页文档
2
2.1切削过程及切屑种类——变形规律 一、切屑的形成过程
3
金属切削变形过程
紫铜切削变形过程
M A
终滑移线
切屑
Φ剪切角
始滑移线:τ=τs
❖ 解:Fc=2000×5×0.4=4000N。
23
五、切削功率 工作功率Pe :消耗在切削加工过程中的功率。 切削功率Pc :主运动消耗的功率。
进给功率Pf :进给运动消耗的功率。
P e P c P f F cv c F fn w f 1 3 0
由于进给功率Pf相对于Pc一般都很小(1%~2%),可 以忽略不计。所以,工作功率Pe可用切削功率Pc近似 代替。
19
三、切削力的合成与分解
F Fc2 Ff2Fp2
v Ff ·p Fc
κr
F Ff
Fp Ff ·p
f 背向力 Fp
Ff ·p
Ff 进给力
切削力的分解
Fc 主切削力
F 切削合力
20
在车削时:
Fc——主切削力。方向与加工表面相切并与基面垂直。
计算切削功率、是设计机床零件的主要依据。
Ff——进给力。基面内并与工件轴线平行与进给方向相反。
设计机床进给机构,确定进给功率。
Fp——背向力。处于基面内并与工件轴线垂直的力。
计算与加工精度有关的工件挠度、机床零件和车刀强度。
21
四、切削力的经验公式和切削力估算
(1)指数形式的切削力经验公式
F C a f v K xFc yFc nFc
《金属切削原理与刀具》知识点总结
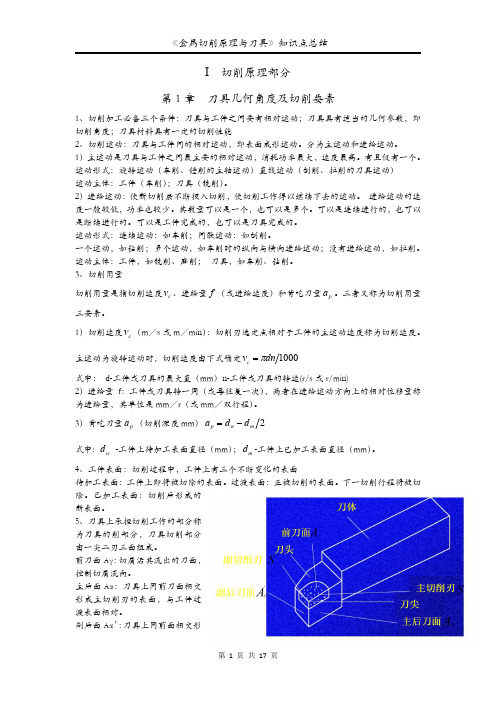
I 切削原理部分第1章刀具几何角度及切削要素1、切削加工必备三个条件:刀具与工件之间要有相对运动;刀具具有适当的几何参数,即切削角度;刀具材料具有一定的切削性能2、切削运动:刀具与工件间的相对运动,即表面成形运动。
分为主运动和进给运动。
1)主运动是刀具与工件之间最主要的相对运动,消耗功率最大,速度最高。
有且仅有一个。
运动形式:旋转运动(车削、镗削的主轴运动)直线运动(刨削、拉削的刀具运动)运动主体:工件(车削);刀具(铣削)。
2)进给运动:使新切削层不断投入切削,使切削工作得以继续下去的运动。
进给运动的速度一般较低,功率也较少。
其数量可以是一个,也可以是多个。
可以是连续进行的,也可以是断续进行的。
可以是工件完成的,也可以是刀具完成的。
运动形式:连续运动:如车削;间歇运动:如刨削。
一个运动,如钻削;多个运动,如车削时的纵向与横向进给运动;没有进给运动,如拉削。
运动主体:工件,如铣削、磨削;刀具,如车削、钻削。
3、切削用量切削用量是指切削速度c v 、进给量f (或进给速度)和背吃刀量p a 。
三者又称为切削用量三要素。
1)切削速度c v (m/s 或m/min):切削刃选定点相对于工件的主运动速度称为切削速度。
主运动为旋转运动时,切削速度由下式确定1000dn v c π=式中:d-工件或刀具的最大直(mm)n-工件或刀具的转速(r/s 或r/min)2)进给量f:工件或刀具转一周(或每往复一次),两者在进给运动方向上的相对位移量称为进给量,其单位是mm/r(或mm/双行程)。
3)背吃刀量p a (切削深度mm)2m w p d d a -=式中:w d -工件上待加工表面直径(mm);m d -工件上已加工表面直径(mm)。
4、工件表面:切削过程中,工件上有三个不断变化的表面待加工表面:工件上即将被切除的表面。
过渡表面:正被切削的表面。
下一切削行程将被切除。
己加工表面:切削后形成的新表面。
5、刀具上承担切削工作的部分称为刀具的削部分,刀具切削部分由一尖二刃三面组成。
金属切削原理与刀具ppt课件
切屑的类型及控制
3)调整切削用量
进给量 切削厚度 对断屑有利 加工表面粗糙度 切削速度 切削变形 利于断屑 切除效率
即据实际条件适当选择切削用量。
17
积屑瘤的形成及其影响
积屑瘤的成因
1)积屑瘤的形成
速度不高、切削塑性金属、形 成带状切屑,刀具和切屑间的 压力和摩擦,使得切屑冷焊并 层积在前刀面上,形成硬度很 高的一块剖面呈三角状的硬块, 其硬度是工件材料硬度的2~3 倍,能够代替刀刃进行切削, 并以一定的频率生长和脱落。 这硬块称为积屑瘤。
(1)增大刀具前角 减小了切屑变形,降低切削力,
使切削过程容易进行。
(2)增大切削厚度 Δ hD的变化导致切削厚度的变
化,从而导致切削力的波动和影 响加工质量。
21
积屑瘤的形成及其影响
(3)增大已加工表面粗糙度
三个变形区 Ⅰ 第一变形区 Ⅱ 第二变形区 Ⅲ 第三变形区
5
金属切削过程中的变形
(1)第一变形区 (剪切滑移区)
OA—始滑移线:塑性变形开始;
OM—终滑移线:金属晶粒的剪 切滑移基本完成,成为切屑。金 属切削过程的塑性变形主要集中 于此区域。 变形的主要特征:
• 剪切滑移变形
• 加工硬化
一般速度范围内Ⅰ区宽度为0.02~ 0.2mm,速度越高,宽度越小,可看作 一个剪切平面
6
金属切削过程中的变形
(2)第二变形区 (挤压摩擦区)
前刀面挤压与摩擦, 金 属纤维化的二次变形。 此变形区的变形是造成前 刀面磨损和产生积屑瘤的 主要原因。
Ⅱ Ⅰ
Ⅲ
7
金属切削过程中的变形
(3)第三变形区 (挤压摩擦回弹区)
切削刃钝圆部分和后刀面的挤 压和摩擦,并进一步产生弹、 塑性变形,造成纤维化和加工 硬化,影响巳加工表面质量。 此区变形是造成已加工面加工 硬化和残余应力的主要原因。
金属切削原理及刀具课件
刀具的磨损与破损
刀具磨损的形式与机理
刀具磨损的形式:前刀面磨损、后刀面磨损、边界磨损
刀具磨损的机理:磨料磨损、热磨损、化学磨损、疲劳磨损
刀具磨损的影响因素:切削参数、切削材料、刀具材料、刀具结构
刀具磨损的预防措施:合理选择切削参数、选用合适的切削材料、选用高耐磨损的刀具材料、优 化刀具结构
刀具磨损的监测与控制
刀具磨损的监测方法:通过观察、测量和检验等方法对刀具磨损情况进行实时监测。
刀具磨损的控制策略:采用合理的切削参数、刀具材料和涂层技术等手段,有效控制刀具磨 损。
刀具磨损的预防措施:通过改进刀具设计、提高刀具制造质量和使用高性能刀具等方法,减 少刀具磨损的可能性。
刀具磨损的应对措施:一旦发现刀具磨损,应及时采取更换刀具、调整切削参数等措施,避 免影响加工质量和效率。
刀具的维护与保养 :正确的使用和维 护刀具,可以延长 刀具的使用寿命, 提高加工效率。
刀具的几何参数与选择
刀具的几何参数:包括前角、后角、主偏角、副偏角等,这些参数对切削 力和切削热有重要影响。
刀具的选择:根据加工材料、加工要求、刀具材料和加工条件等因素选择 合适的刀具,以确保加工质量和效率。
刀具的刃磨:刃磨可以改变刀具的几何参数,从而调整切削力和切削热, 提高加工质量和效率。
刀具的基本知识
刀具的分类与用途
刀具的分类:根据刀具的结构可分为整体式、镶嵌式和特殊形式;根据刀具的使用范围可 分为车刀、铣刀、钻头、铰刀等。
刀具的用途:刀具是机械制造中用于切削加工的工具,又称切削工具。绝大多数的刀具是 机用的,但也有手用的,如刻刀、木工刨刀、木工铣刀等。
刀具的发展趋势:随着制造业的发展,刀具行业正朝着高效化、智能化、精细化方向发展。
金属切削原理与刀具(课)课件
立方氮化硼
具有极高的硬度,适用于加工 高硬度材料,如淬火钢和硬质
合金。
刀具结构
切削刃
刀柄
刀槽
刀面
刀具上用于切削的锋利 部分,其形状和角度对 切削效果有很大影响。
连接刀具和机床的部分, 要求具有足够的刚性和 稳定性。
为了容纳切屑和增强排 屑效果,在刀具上设置
的凹槽。
刀具上与工件接触的部 分,要求具有较低的摩 擦系数和较高的耐磨性。
切屑的控制
切屑控制是金属切削过程中的重要环节,通过合理选择刀具 几何形状、切削用量和冷却润滑条件,可以有效地控制切屑 的形状、大小和排出方向,避免切屑对刀具和加工表面的损伤。
切削力与切削振 动
切削力
切削过程中,刀具对工件施加压力,使工件产生变形和切屑,这个力称为切削力。 切削力的大小直接影响切削效率和加工质量,是金属切削过程中的重要参数。
进给量定义
工件或刀具在单位时间内 沿进给方向相对于刀具的 移动量。
切削热与切削温度
切削热的产生
切削温度对加工的影响
切削过程中因克服工件与刀具之间的 摩擦以及工件材料的弹性变形和塑性 变形而产生大量的热量。
切削温度过高会导致刀具磨损加剧, 工件表面质量下降,甚至引起刀具和 工件的变形,影响加工精度。
切削温度的影响因素
切削温度主要受切削用量、刀具几何 参数、刀具材料和工件材料等因素的 影响。
02
金属切削刀具
刀具材料
01
02
03
04
硬质合金
具有高硬度、高耐磨性和良好 的高温性能,广泛应用于切削
刀具。
高速钢
具有较好的韧性和热稳定性, 常用于制造复杂刀具和大型刀
金属切削原理与刀具
PPT文档演模板
金属切削原理与刀具
2. 常用的刀具材料
(1)碳素工具钢及合金钢 碳素工具钢是含碳量较高的优质钢(含碳量0.7%— 1.2% 如T10、T12A等)淬火后碳度较高的耐热性较 差(表1-1)。在碳素工具钢中加入少量的Cr、W、 Mn、Si等元素形成合金工具钢,如(9SiCr、CWMn 等)。可适当减少热处理变形和提高耐热性(表11),由于这两种材料的耐热性较低,目前主要用来 制造一些切削速度不太高的手动工具,如锉刀、锯 条、铰刀等较少用来制造其它刀具。
• 1) 人造金刚石
• 人造金刚石硬度极高(10000HV),耐热性为700~800℃。 聚晶金刚石大颗粒可制成一般切削刀具,单晶微粒主要制 成砂轮,金刚石可以加工高硬度而具耐磨的硬合金、陶瓷、 玻璃外,还可以加工有色金属及其合金,但不宜加工铁族 金属,这是由于铁和碳原子的亲和力较强,易产生粘结作 用而加快刀具磨损。
PPT文档演模板
金属切削原理与刀具
图1-1 零件不同表面加工时的切削运动
PPT文档演模板
金属切削原理与刀具
图1-2 车外圆的切削要素
PPT文档演模板
金属切削原理与刀具
2. 切削用量
(1)切削速度υ 在单位时间内,工件和刀具 沿主运动方向的相对位移。单位为m/s或 m/min。 (2)进给量 工件或刀具运动在一个工作循 环(或单位时间)内,刀具与工件之间沿进给 运动方向的相对位移。
1.1.4 刀杆中心线与进给方向不垂直 时工件角度的变化
如图1-18所示,车刀刀杆与进给方向不垂直时, 主偏角和副偏角将发生变化: (1-26)
式中 G——进给运动方向的垂直线和刀杆中 心线间的夹角(平面上的安装角)
PPT文档演模板
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第十章 齿轮加工刀具
第五节 剃齿刀 一、剃齿刀的类型
a)盘形剃齿刀 b)条形剃齿刀 c)蜗杆形剃齿刀
第十章 齿轮加工刀具
二、剃齿刀的工作原理
工作时被剃齿轮装在心轴上,顶在机床工作台上的两顶 尖之间,可以自由转动,剃齿刀装在机床主轴上,与被剃齿 轮自由啮合
1-剃齿刀 2-被剃齿轮 3-工作台
1.蜗轮滚刀的工作原理
蜗轮滚刀是利用蜗杆与蜗轮的啮合原理工作的。蜗轮滚刀 相当于与被切蜗轮相啮合的工作蜗杆,在它上面开出切削刃,则 为蜗轮滚刀。
加工蜗轮时,螺旋滚刀和被切蜗轮的安装中心距和轴交角 (一般为90°)及传动比也应与工作蜗杆、蜗轮的中心距和轴 交角及传动比相同。
第十章 齿轮加工刀具
二、蜗轮滚刀的结构
第十章 齿轮加工刀具
二、展成法齿轮刀具
优点:一把刀具 可加工同一模数不同 齿数的齿轮,与成形 刀具相比,其通用性 广,加工精度和生产 效率高。
第十章 齿轮加工刀具
1.齿轮滚刀
适用于直齿、斜齿轮的粗、精加工,生产率较高,应用 最广泛。
第十章 齿轮加工刀具
2.插齿刀
多用于齿轮滚刀无法加工的双联和多联齿轮、内齿轮及人 字齿轮的加工。
第十章 齿轮加工刀具
二、插齿刀的使用
1.插齿刀的类型
(1)盘形插齿刀适合加工普通直径外齿轮和大直齿内齿轮。 (2)碗形直齿插齿刀适合加工塔形和双联齿轮。 (3)锥柄直齿插齿刀适合加工直齿内齿轮。
a)盘形直齿插齿刀 b)碗形插齿刀 c)锥柄直齿插齿刀
第十章 齿轮加工刀具
2.插齿刀的安装
插齿刀安装要求是: 装夹可靠。 垫板尽可能具有最大的直径与厚度。 两端面平行且与插齿刀保持良好的接触。 安装时需校正前面与外径的跳动量,跳动量一般不大 于0.02mm 。
第十章 齿轮加工刀具
第四节 插齿刀
一、插齿刀的工作原理
插齿的主运动是插齿刀的上 下往复运动。切削刃的上下往复 运动轨迹形成的齿轮称作铲形齿 轮。插齿刀与齿坯的相对滚动形 成圆周进给运动,它相当于铲形 齿轮与被切齿轮之间作无间隙啮 合运动。
第十章 齿轮加工刀具
加工斜齿轮时,插齿刀的铲形齿轮是与被切齿轮螺旋角大 小相等、旋向相反的斜齿轮。插齿时在插齿刀上下往复运动的 同时,由机床的螺旋导轨使插齿刀形成附加的螺旋运动。
第十章 齿轮加工刀具
3.剃齿刀
主要用于热处理前齿形的精加工。
第十章 齿轮加工刀具
第二节 齿轮滚刀
一、齿轮滚刀的工作原理
齿轮滚刀的工作原理如同一对交错轴斜齿轮副的啮合 过程,滚刀相当于小齿轮,工件相当于大齿轮,工作时,滚 刀与被切齿轮作无侧隙啮合。
第十章 齿轮加工刀具
1.滚齿时的运动
滚齿时滚刀绕自身轴线的回转运动为主运动,进给运动包 括齿坯的转动和滚刀沿齿坯轴线方向的移动。滚刀的回转运动 与齿坯绕自身轴线的回转运动形成了展成运动。
第十章 齿轮加工刀具
第一节 齿轮刀具的种类 第二节 齿轮滚刀 第三节 蜗轮滚刀 第四节 插齿刀 第五节 剃齿刀
第十章 齿轮加工刀具
第一节 齿轮刀具的种类
一、成形法齿轮刀具
1.盘形齿轮铣刀
盘形齿轮铣刀是一种经过铲齿的成形铣刀,可用于加工 直齿或斜齿轮。
第十章 齿轮加工刀具
2.指状齿轮铣刀
指状齿轮铣刀属于成形立铣刀,可用于加工大模数的 直齿、斜齿或人字齿轮。
第十章 齿轮轮滚刀的选择
齿轮滚刀 标准
齿轮精度
AA级 6~7级
A级 7~8级
B级 8~9级
C级 9~10级
(1)滚刀的模数和齿形角应和被加工齿轮的法向模数和 法向齿形角相同。
(2)滚刀的精度等级要和被加工齿轮的精度等级对应。
第十章 齿轮加工刀具
第三节 蜗轮滚刀
一、蜗轮滚刀的工作原理与进给方式