0联合工业标准 助焊剂要求
J-STD-004标准与助焊剂的选用

J-STD-004标准与助焊剂的选用
罗道军;佘曼双
【期刊名称】《电子质量》
【年(卷),期】2001(000)008
【摘要】简要介绍了美国联合工业标准J STD-004对助焊剂的分类方法与有关技术要求,并就该标准与传统各类助焊剂标准的异同进行了分析比较.同时,根据作者多年从事电子产品失效分析与助焊剂产品检测的经验,提出了各种不同产品或工艺线对助焊剂产品的选用方法和基本原则.
【总页数】5页(P131-135)
【作者】罗道军;佘曼双
【作者单位】信息产业部电子第五研究,;信息产业部电子第五研究,
【正文语种】中文
【中图分类】TG4
【相关文献】
1.免清洗助焊剂在传感器焊接中的选用 [J], 蒋旻彦
2.IPC出版《助焊剂要求》和《焊膏要求》中文版标准 [J],
3.浅谈波峰焊接对助焊剂的选用 [J], 潘长海
4.免清洗液态助焊剂标准的技术要点 [J], 刘筠;何秀坤
5.助焊剂及其选用 [J], 曾士良
因版权原因,仅展示原文概要,查看原文内容请购买。
无铅助焊剂助焊性能的可接收标准
无铅助焊剂助焊性能的可接收标准罗道军 刘子莲信息产业部电子第五研究所(中国赛宝实验室) 510610 广州,luodj@摘要本文通过对标准助焊剂、有铅助焊剂、无铅助焊剂在不同条件下扩展率与润湿性的测试与对比分析,研究了无铅焊接用助焊剂与有铅助焊剂助焊性能的异同,并结合有铅助焊剂的标准,给出了建议无铅助焊剂助焊性能的可接受标准和合格依据。
本文的研究将给制定新的无铅焊接用助焊剂标准提供了很好的依据。
关键词无铅助焊剂助焊性能扩展率润湿时间前言由于各国在电子电气领域的环保法律法规的影响以及市场竞争的推动,含有包括铅在内的六种有害物质的材料将被禁止或限制在电子制造领域中使用,因此,目前世界范围内的电子制造正从传统的有铅工艺如火如荼地向无铅工艺转换。
而无铅焊料的高熔点与低润湿性的特点导致了无铅工艺实施的许多困难,高熔点可导致焊接温度的升高,并将可能导致元器件与PCB等材料的热损伤;而低润湿性能将导致大量的润湿不良和焊点缺陷,进而导致组装的电子产品的可靠性问题,为此必须综合考虑无铅焊接工艺过程中的各影响要素,以便使无铅过渡顺利实施。
其中应对无铅焊料的低润湿性问题最有效的方式就是改善或提升助焊剂的助焊效果,以弥补有铅焊料向无铅焊料转换而导致的润湿性下降。
但是目前尚无统一的无铅助焊剂的国际标准或工业标准,如何评价无铅助焊剂的助焊性能以便选择和保证符合使用要求的助焊剂产品就成了业界棘手的技术问题。
本文将就这一问题展开研究,通过比较有铅、无铅助焊剂助焊性能的异同,来探讨评价无铅助焊剂的助焊性能的新方法以及合格判定的依据。
1 试验方法与原理按照以前一贯通行的方法,表征助焊剂的助焊性能的参数主要有两个,即扩展率与润湿时间。
在使用锡铅焊料的时代,测试这两个参数的方法主要按照国家标准GB9491[1]、日本工业标准JIS Z3197[2]、JIS Z3198-4[3]、国际电工委员会标准IEC61189或美国IPC标准J-STD-004A[5],具体的测试方法均基本一致。
焊接基本条件的要求
焊接基本条件的要求●助焊剂:助焊剂有多种,但无论选用哪种类型,其密度D必须控制在0.82~0.86g/cm3之间。
我们选用的是免清洗树脂型助焊剂。
该助焊剂除免清洗功能外,具有较好的可溶性,稀释剂容易挥发。
还能迅速清除印制板表面的氧化物并防止二次氧化,降低焊料表面张力,提高焊接性能。
●焊料:波峰焊机采用的焊料必须要求较高的纯度,金属锡的含量要求为63%。
对其它杂质具有严格的限制,否则对焊接质量有较大的影响。
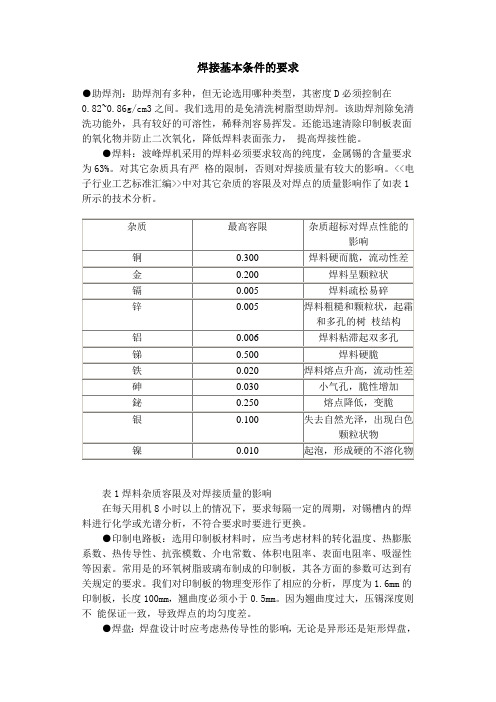
<<电子行业工艺标准汇编>>中对其它杂质的容限及对焊点的质量影响作了如表1所示的技术分析。
表1焊料杂质容限及对焊接质量的影响在每天用机8小时以上的情况下,要求每隔一定的周期,对锡槽内的焊料进行化学或光谱分析,不符合要求时要进行更换。
●印制电路板:选用印制板材料时,应当考虑材料的转化温度、热膨胀系数、热传导性、抗张模数、介电常数、体积电阻率、表面电阻率、吸湿性等因素。
常用是的环氧树脂玻璃布制成的印制板,其各方面的参数可达到有关规定的要求。
我们对印制板的物理变形作了相应的分析,厚度为1.6mm的印制板,长度100mm,翘曲度必须小于0.5mm。
因为翘曲度过大,压锡深度则不能保证一致,导致焊点的均匀度差。
●焊盘:焊盘设计时应考虑热传导性的影响,无论是异形还是矩形焊盘,与其相连的印线必须小于焊盘直径或宽度,若要与较大面的导电区,如地、电源等平面相连时,可通过较短的印制导线达到热隔离,●阻焊剂膜:在涂敷阻焊剂的工艺过程中,应考虑阻焊剂的涂敷精度,焊盘的边缘应当光滑,该暴露的部位不可粘附阻焊剂。
●运输和储存:加工完成的印制板,在运输和储存过程中,应当使用防振塑料袋抽真空包装,预防焊盘二次氧化和其它的污染。
当更高技术要求时,也可进行荡金处理,或者进行焊料涂镀的工艺处理。
元器件的要求●可焊性:用于波峰焊接组装的元器件引线应有较好的可焊性。
可焊性的量化可采用润湿称量法进行试验,对于试验结果用润湿系数进行评定,润湿系数按下式进行计算:Ơ=F/T式中:Ơ—润湿系数,ŲN/S;F—润湿力,ŲN;T—润湿时间,S。
什么是助焊剂?

助焊剂知识助焊剂是一种促进焊接的化学物质。
在锡焊中,它是一种不可缺少的辅助材料,其作用极为重要。
1.助焊剂的作用(1)溶解被焊母材表面的氧化膜在大气中,被焊母材表面总是被氧化膜覆盖着,其厚度大约为2×10-9~2×10-8m。
在焊接时,氧化膜必然会阻止焊料对母材的润湿,焊接就不能正常进行,因此必须在母材表面涂敷助焊剂,使母材表面的氧化物还原,从而达到消除氧化膜的目的。
(2)防止被焊母材的再氧化母材在焊接过程中需要加热,高温时金属表面会加速氧化,因此液态助焊剂覆盖在母材和焊料的表面可防止它们氧化。
(3)降低熔融焊料的表面张力熔融焊料表面具有一定的张力,就像雨水落在荷叶上,由于液体的表面张力会立即聚结成圆珠状的水滴。
熔融焊料的表面张力会阻止其向母材表面漫流,影响润湿的正常进行。
当助焊剂覆盖在熔融焊料的表面时,可降低液态焊料的表面张力,使润湿性能明显得到提高。
2.助焊剂应具备的性能(1)助焊剂应有适当的活性温度范围。
在焊料熔化前开始起作用,在施焊过程中较好地发挥清除氧化膜、降低液态焊料表面张力的作用。
焊剂的熔点应低于焊料的熔点,但不易相差过大。
助焊剂知识(2)助焊剂应有良好的热稳定性,一般热稳定温度不小于100℃。
(3)助焊剂的密度应小于液态焊料的密度,这样助焊剂才能均匀地在被焊金属表面铺展,呈薄膜状覆盖在焊料和被焊金属表面,有效地隔绝空气,促进焊料对母材的润湿。
(4)助焊剂的残留物不应有腐蚀性且容易清洗;不应析出有毒、有害气体;要有符合电子工业规定的水溶性电阻和绝缘电阻;不吸潮,不产生霉菌;化学性能稳定,易于贮藏。
1.助焊剂的种类助焊剂的种类繁多,一般可分为无机系列、有机系列和树脂系列。
(1)无机系列助焊剂无机系列助焊剂的化学作用强,助焊性能非常好,但腐蚀作用大,属于酸性焊剂。
因为它溶解于水,故又称为水溶性助焊剂,它包括无机酸和无机盐2类。
含有无机酸的助焊剂的主要成分是盐酸、氢氟酸等,含有无机盐的助焊剂的主要成分是氯化锌、氯化铵等,它们使用后必须立即进行非常严格的清洗,因为任何残留在被焊件上的卤化物都会引起严重的腐蚀。
助焊剂材料特性参数、使用方法说、异常处理方式等资料

应急处理: 迅速撤离泄漏污染区人员至安全地带,并进行隔离,严格限制出入。建议应急 处理人员戴自给正压式呼吸器,穿防毒服。尽可能切断泄漏源。 小量泄漏:用活性炭或其它惰性材料吸收。也可以用不燃性分散剂制成的乳液刷洗,洗液稀 释后放入废水系统。 大量泄漏:构筑围堤或挖坑收容;用泡沫覆盖,降低蒸气灾害。用防爆泵转移至槽车或专用 收集器内,回收或运至废物处理场所处置。
1098765432109876543 温度℃ 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 比重 0.82 0.82 0.81 0.81 0.81 0.81 0.81 0.81 0.81 0.81 0.81 0.81 0.80 0.80 0.80 0.80 0.80 0.80 0.80
1098765432109876543 三、残余物的清洗
属于清洗型助焊剂,推荐使用去离子水进行清洗.
3﹑助焊剂異常處理方式﹔
急救措施
皮肤接触: 脱去污染的衣着,用肥皂水及清水彻底冲洗皮肤。 眼睛接触: 立即翻开上下眼睑,用流动清水或生理盐水冲洗至少 15min,就医。 吸 入: 迅速脱离现场至空气新鲜处。保持呼吸道通畅。吸呼困难时给输氧。如呼吸及心跳 停止,立即进行人工呼吸。就医。 食 入: 饮足量温水,催吐,就医。
消防措施
危险特性:极易燃,其蒸气与空气可形成爆炸性混合物。遇明火、高热极易燃烧爆炸。在火 场中,受热的容器有爆炸危险。 灭火方法及灭火剂:使用泡沫、二氧化碳、砂土或干粉灭火器进行灭火。用水灭火无效。 灭火注意事项及措施:可用水冷却暴露的容器。防火人员请戴上消防防护服、防火防毒服、 消防防护靴、正压自给式呼吸器等防护用品。
助焊剂flux

助焊剂flux在焊接工艺中能帮助和促进焊接过程,同时具有保护作用、阻止氧化反应的化学物质。
助焊剂可分为固体、液体和气体。
主要有“辅助热传导”、“去除氧化物”、“降低被焊接材质表面张力”、“去除被焊接材质表面油污、增大焊接面积”、“防止再氧化”等几个方面,在这几个方面中比较关键的作用有两个就是:“去除氧化物”与“降低被焊接材质表面张力”。
焊剂的作用助焊剂中的主要起作用成分是松香,松香在260摄氏度左右会被锡分解,因此锡槽温度不要太高.助焊剂是一种促进焊接的化学物质。
在焊锡中,它是一种不可缺少的辅助材料,其作用极为重要。
(1)溶解被焊母材表面的氧化膜在大气中,被焊母材表面总是被氧化膜覆盖着,其厚度大约为2×10-9~2×10-8m。
在焊接时,氧化膜必然会阻止焊料对母材的润湿,焊接就不能正常进行,因此必须在母材表面涂敷助焊剂,使母材表面的氧化物还原,从而达到消除氧化膜的目的。
(2)防止被焊母材的再氧化母材在焊接过程中需要加热,高温时金属表面会加速氧化,因此液态助焊剂覆盖在母材和焊料的表面可防止它们氧化。
(3)降低熔融焊料的表面张力熔融焊料表面具有一定的张力,就像雨水落在荷叶上,由于液体的表面张力会立即聚结成圆珠状的水滴。
熔融焊料的表面张力会阻止其向母材表面漫流,影响润湿的正常进行。
当助焊剂覆盖在熔融焊料的表面时,可降低液态焊料的表面张力,使润湿性能明显得到提高。
(4)保护焊接母材表面的作用被焊材料在焊接过程中已破坏了原本的表面保护层。
好的助焊剂在焊完之后,并迅速恢复到保护焊材的作用。
编辑本段助焊剂应具备的性能(1)助焊剂应有适当的活性温度范围。
在焊料熔化前开始起作用,在施焊过程中较好地发挥清除氧化膜、降低液态焊料表面张力的作用。
焊剂的熔点应低于焊料的熔点,但不易相差过大。
(2)助焊剂应有良好的热稳定性,一般热稳定温度不小于100℃。
(3)助焊剂的密度应小于液态焊料的密度,这样助焊剂才能均匀地在被焊金属表面铺展,呈薄膜状覆盖在焊料和被焊金属表面,有效地隔绝空气,促进焊料对母材的润湿。
免清洗助焊剂检测要求
免清洗助焊剂检测要求1.助焊剂成分检测:助焊剂成分是免清洗助焊剂的核心组成部分,需要进行成分分析。
常见的检测方法包括化学分析和光谱分析等。
通过检测成分,可以确认助焊剂是否符合标准,并了解其化学特性。
2.助焊剂性能检测:助焊剂的性能对焊接质量和可靠性有重要影响。
常见的助焊剂性能检测包括润湿性、抗氧化性、热稳定性、耐高温性等方面的测试。
通过这些检测,在使用免清洗助焊剂进行焊接时能够保证焊接质量和稳定性。
3.被焊接材料的适应性检测:免清洗助焊剂需要适应各种不同类型的被焊接材料,在焊接过程中表现出良好的粘附和润湿性。
因此,需要对助焊剂在不同材料上的适应性进行测试,确保其能够与各种材料良好地相容。
4.残留物检测:免清洗助焊剂在焊接后可能会留下一些残留物。
这些残留物可能会对电子器件的性能和可靠性产生不良影响。
因此,需对焊接后的残留物进行检测,以确认其数量和性质。
5.可靠性测试:免清洗助焊剂需要经过可靠性测试,以确保其能够在各种环境条件下保持性能稳定。
常见的可靠性测试包括热冲击、湿热老化、腐蚀性检测等。
通过这些测试,能够确定助焊剂在各种应力环境下的稳定性和耐久性。
6.安全性评估:免清洗助焊剂需要进行安全性评估,以确保其在使用过程中不会对人体、设备和环境造成危害。
安全性评估包括毒性测试、挥发性有害物质检测、可燃性测试等。
通过这些评估,能够确定助焊剂的安全性能。
总之,免清洗助焊剂的检测要求涵盖了成分、性能、适应性、残留物、可靠性和安全性等多个方面。
通过满足这些要求,能够保证免清洗助焊剂的质量和性能,为焊接过程提供稳定可靠的支持。
ipc j-std-005a-2012焊膏技术要求
ipc j-std-005a-2012焊膏技术要求
IPC J-STD-005A-2012是关于焊膏技术要求的IPC标准。
该标
准规定了焊膏的性能和质量要求,以确保焊接工艺的可靠性和稳定性。
IPC J-STD-005A-2012包括以下内容:
1.焊膏的成分和组成要求:标准中列出了焊膏所需的化学成分,并规定了各成分的合理范围。
2.焊膏的外观要求:标准规定了焊膏的外观要求,如颜色、质地、均匀度等。
3.焊膏的性能要求:标准规定了焊膏的性能指标,包括粘度、
延展性、抗氧化性等。
4.焊膏的包装和标记要求:标准规定了焊膏的包装和标记要求,以确保产品的可追溯性和一致性。
5.焊膏的储存和使用要求:标准规定了焊膏的储存和使用条件,以确保焊膏的质量不受损。
IPC J-STD-005A-2012是焊膏制造商、电子组装厂商和焊接工
程师的重要参考,它帮助解决了焊接过程中可能遇到的质量和性能问题,并提供了一致的技术标准,以确保焊接工艺的可控性和稳定性。
助焊剂flux
助焊剂flux在焊接工艺中能帮助和促进焊接过程,同时具有保护作用、阻止氧化反应的化学物质。
助焊剂可分为固体、液体和气体。
主要有“辅助热传导”、“去除氧化物”、“降低被焊接材质表面张力”、“去除被焊接材质表面油污、增大焊接面积”、“防止再氧化”等几个方面,在这几个方面中比较关键的作用有两个就是:“去除氧化物”与“降低被焊接材质表面张力”。
焊剂的作用助焊剂中的主要起作用成分是松香,松香在260摄氏度左右会被锡分解,因此锡槽温度不要太高.助焊剂是一种促进焊接的化学物质。
在焊锡中,它是一种不可缺少的辅助材料,其作用极为重要。
(1)溶解被焊母材表面的氧化膜在大气中,被焊母材表面总是被氧化膜覆盖着,其厚度大约为2×10-9~2×10-8m。
在焊接时,氧化膜必然会阻止焊料对母材的润湿,焊接就不能正常进行,因此必须在母材表面涂敷助焊剂,使母材表面的氧化物还原,从而达到消除氧化膜的目的。
(2)防止被焊母材的再氧化母材在焊接过程中需要加热,高温时金属表面会加速氧化,因此液态助焊剂覆盖在母材和焊料的表面可防止它们氧化。
(3)降低熔融焊料的表面张力熔融焊料表面具有一定的张力,就像雨水落在荷叶上,由于液体的表面张力会立即聚结成圆珠状的水滴。
熔融焊料的表面张力会阻止其向母材表面漫流,影响润湿的正常进行。
当助焊剂覆盖在熔融焊料的表面时,可降低液态焊料的表面张力,使润湿性能明显得到提高。
(4)保护焊接母材表面的作用被焊材料在焊接过程中已破坏了原本的表面保护层。
好的助焊剂在焊完之后,并迅速恢复到保护焊材的作用。
编辑本段助焊剂应具备的性能(1)助焊剂应有适当的活性温度范围。
在焊料熔化前开始起作用,在施焊过程中较好地发挥清除氧化膜、降低液态焊料表面张力的作用。
焊剂的熔点应低于焊料的熔点,但不易相差过大。
(2)助焊剂应有良好的热稳定性,一般热稳定温度不小于100℃。
(3)助焊剂的密度应小于液态焊料的密度,这样助焊剂才能均匀地在被焊金属表面铺展,呈薄膜状覆盖在焊料和被焊金属表面,有效地隔绝空气,促进焊料对母材的润湿。
助焊剂对无卤的要求
助焊剂对无卤的要求助焊剂是一种在焊接过程中起到辅助作用的材料,它能够提高焊接质量,提高焊接效率。
而无卤助焊剂是在传统的助焊剂中去除卤元素(如氯、溴)所制成的一种环保型助焊剂。
下面将从助焊剂对无卤的要求进行讨论。
无卤的助焊剂要求不含氯、溴等卤元素。
卤元素在焊接过程中产生有害气体,对环境和人体健康有一定的危害。
因此,无卤助焊剂的关键是去除这些有害元素,以减少对环境的污染和人体的危害。
无卤的助焊剂要求具有良好的焊接性能。
无卤助焊剂应具有较好的润湿性和扩散性,能够使焊锡均匀地涂布在焊接表面上,并迅速扩散开来,形成均匀的焊接接头。
同时,无卤助焊剂还应具有较好的液滴湿润性,能够在焊接过程中有效地降低焊接温度,减少焊接过程中的氧化和蒸发,提高焊接质量。
无卤的助焊剂要求具有良好的热稳定性。
在焊接过程中,助焊剂需要能够承受高温,不发生分解或挥发,以保持其良好的焊接性能。
同时,无卤助焊剂还应具有较好的抗氧化性,能够防止焊接过程中的氧化反应,保证焊接接头的质量。
无卤的助焊剂还要求具有良好的环境友好性。
无卤助焊剂应具有低挥发性和低毒性,不会对环境造成污染。
同时,无卤助焊剂应易于清洗,不留下残留物,方便后续工艺的进行。
无卤助焊剂还要求具有良好的可靠性。
无卤助焊剂应能够在不同的焊接条件下保持稳定的焊接性能,不受外界因素的影响。
同时,无卤助焊剂还应具有较长的存储寿命,不易变质和失效,以确保其长期可用。
无卤助焊剂是一种环保型的助焊剂,它不含有害的卤元素,具有良好的焊接性能、热稳定性、环境友好性和可靠性。
在现代焊接工艺中,无卤助焊剂越来越受到人们的关注和应用,对于保护环境和人体健康具有重要意义。
未来,随着科技的不断发展,无卤助焊剂将会得到更广泛的应用和推广。