组合机床主轴箱设计
ZH1105柴油机气缸体三面粗镗组合机床设计(后主轴箱设计)-开题报告

图纸修改、设计说明书修改、定稿,材料复查。
6月14日~6月15日.毕业设计材料评阅。
6月16日~6月18日.毕业答辩。
6月19日~6月21日.材料整理装袋。
见
签名
年月 日
七、学院意见
签名
年月 日
①领导统一认识、高度重视、全面规划;②产学研结合、企业作为主体、重点抓应用;③加强人员培养和培训工作;④从企业实际出发,采用滚雪球战术;⑤抓管理技术、少硬件投资、向管理要效益;⑥参与国际合作、跟踪国际研究动态、引进、消化、创新先进技术;⑦制定合理政策、促进民族工业发展;⑧扶持中小企业,增加知识投入;⑨促进学科交叉,加强基础研究。
毕业设计
开题论证报告
专业
学生姓名
班级
学号
指导教师
完成日期
课题名称:ZH1105柴油机气缸三面粗镗组合机床后主轴箱设计
一、课题来源、课题研究的主要内容及国内外现状综述
课题来源于盐城市江动集团,课题研究的主要内容是设计ZH1105柴油机气缸三面粗镗组合机床,具体进行总体/后主轴箱设计。主要的内容有:
1.总体设计:
3)根据制造要求来选择立式或卧式;
4)确定它的制造过程、制造工艺、来改善机床的性能;
5)认真阅读被加工零件的图样,研究其尺寸、形状、材料、硬度、重量、被加工部件的结构及加工精度和表面粗糙度;
6)通过毕业实习深入到组合机床的制造和使用单位,全面精细地调查和使用机床的布置,毛坯和制品的流向、工人的技术水平、刀具制造能力以及单位的技术能力、生产经验、和设备状况等条件;
毕业实习,查阅资料,到多个公司实践,撰写实习报告。
3月18日~4月15日.开题阶段。
提出总体设计方案及草图,填写开题报告。
组合机床多轴箱设计
组合机床多轴箱设计多轴箱是组合机床的重要专用部件,用于钻、扩、铰、镗孔等加工工序。
多轴箱一般具有多根主轴,同时对一列孔系进行加工。
根据结构特点,多轴箱分为通用和专用两大类。
通用多轴箱采用标准主轴和导向套引导刀具来保证加工孔的位置精度,而专用多轴箱采用刚性主轴和精密滑台导轨来保证加工孔的位置精度。
本课题主要设计大型通用多轴箱,由通用零件如箱体、主轴、传动轴、齿轮和附加机构等组成。
大型通用多轴箱由通用零件如箱体、主轴、传动轴、齿轮和附加机构等组成。
多轴箱的通用箱体类零件的材料为HT200,前、后、侧盖等材料为HT150.多轴箱基本尺寸系列标准规定了9种名义尺寸,宽度和高度是根据配套滑台的规格按规定的系列尺寸选择。
通用主轴分为钻床类主轴和攻螺纹类主轴。
钻床类主轴按支承型式可分为滚锥轴承主轴、滚珠轴承主轴和滚针轴承主轴,按与刀具的连接是浮动还是刚性连接,又可分为短主轴和长主轴。
攻螺纹类主轴按支承型式可分为前后支承均为圆锥滚子轴承主轴和前后支承均为推力球轴承和无内环滚针轴承的主轴。
主轴材料一般采用40Cr钢,热处理C42;滚针轴承主轴用20Cr钢,热处理S0.5~C59.通用传动轴按用途和支承型式分为六种,分别为圆锥轴承传动轴、滚针轴承传动轴、埋头传动轴、手柄轴、油泵传动轴和攻螺纹用蜗杆轴。
传动轴一般采用45钢,调质T235;滚针轴承传动轴用20Gr钢,热处理S0.5~C59.多轴箱用通用齿轮有传动齿轮、动力箱齿轮和电动机齿轮三种。
多轴箱的工作原理是利用多根主轴同时对一列孔系进行加工,完成钻、扩、铰、镗孔等加工工序。
通用多轴箱是组合机床中的重要部件之一。
它通过传动轴和传动齿轮的传动,将动力箱中电动机轴的动能传递给主轴,主轴带动刀具加工工件。
通过对齿轮啮合的调整,可以获得不同的传动比,从而实现主轴的不同转速。
多轴箱还可以安装多个不同的主轴,这样就可以用多个主轴对同一个工件进行不同的加工。
多轴箱与动力箱一起安装于进给滑台,可完成钻、扩、铰、镗孔等加工工艺。
钻孔组合机床主轴箱体的设计计算

驱动轴转速 7 5a/ i, 动轴 到主轴箱体底部距离 为 1rdm n驱
1 6. mm 。 2 5
3 8
22 主轴箱 坐标计算 .3 .
林 业 机 械 与 木 工 设 备
2 . 验算传动轴直径 .1 3
第 4 卷 0
本机床为 卧式钻床 ,选用直 角坐标系作为加工 基 准坐标系后 ,坐标原点选在定位小孑 上 , L x轴选在箱体
De i n a l u a i n o h pi dl x o ilng M o u a a hi sg nd Ca c l to ft e S n eBo fa Drli d l rM c ne
FEIYe i, LI Y i 2 H UANG u- i 2 -q U ng , Xi l ng
验算传 动轴 的直径 主要 是验证其 是否能够满 足扭
矩要求 , 此处 1 2号轴的轴径是 2 mm, 5 通过分析可 知其
m o u a c n s d lrma hie .
Ke r s: d lrma h n ; p n l o ;r n miso y tm y wo d mo u a c ie s i deb x ta s s ins se
组 合机床多孔钻 削加工具有较 大的优势 ,其 可按 孑 的坐标分布一 次加工完成 ,在保证 孔坐标 尺寸精度 L 的 同时 , 充分体 现了加 工工序集 中及效率高 的特点 。主 轴箱是组 合机床 的主要 部件之一 ,其设计计 算在组合
(.aj gU i r t o c ne& T cnl y, inC l g , a n i gu20 4 , hn; 1 ni n esy f i c N n v i S e eh o g ZJ ol eN mi J ns 106 C i o i e g a a
车床主轴箱箱体右侧10-M8螺纹底孔组合钻床设计

摘要本论文为加工主轴箱箱体右侧十个螺纹底孔的组合钻床的设计。
根据加工工件的尺寸图和生产要求,合理的拟定设计方案,完成该机床各部件及系统的设计,主要包括加工工序的制定,主轴、刀具的选择,多轴箱和滑台的合理选用,主轴箱内传动系统的设定,夹具的设计,以及制定液压和控制系统。
设计过程中,在满足设计要求的同时,应该注意相互间的合理配合,这样才能从整体上把握组合机床的性能和结构。
为使设计符合现代化要求,该组合机床采用PLC控制系统来控制机床的工作,PLC 控制是具有功能完善、通用灵活、简单易懂、操作方便和价格便宜等优点,这不仅满足了现代社会对生产的需要同时也体现了人性化设计的要求。
ABSTRACTThis thesis combination machine for design processing many stalks the box ten screw threads of rights the bore bed.According to the processing work piece dimensional drawing and the production request, reasonable draws up the design proposal, completes this engine bed various parts and the system design, mainly includes the processing working procedure the formulation, the main axle, the cutting tool choice, the multi-axle-boxes and the sliding table select reasonably, in headstock transmission system hypothesis, jig design, as well as formulation hydraulic pressure and control system. In the design process, while satisfies the design request, should pay attention to mutually the reasonable coordination, like this can grasp the aggregate machine-tool overall the performance and the structure.For making design to meet the modern request, and reshuffle to match the machine bed to adopt the PLC to control the system to control the revolving of machine bed, PLC control to have the function perfect, in general use and vivid, in brief and easily understand, operation convenience with price cheapness etc. Advantage, this not only satisfied the modern society to demand production also now the request of the humanized design.目录前言--------------4 1.毕业设计的目的和内容--------------5 1.1通过毕业设计应达到的目的--------------5 1.2毕业设计的有关内容及计算--------------5 2.方案讨论及总体设计--------------6 2.1 组合机床工艺方案的制定--------------6 2.2 切削用量的确定--------------7 2.3 确定切削力、切削转矩、切削功率--------------7 2.4 加工工序图--------------8 2.5 液压滑台的设计计算--------------9 2.6 加工示意图--------------11 2.7 机床联系尺寸总图--------------16 3.组合机床多轴箱设计--------------21 3.1多轴箱的组成--------------21 3.2 通用钻削主轴--------------21 3.3通用传动轴--------------22 3.4通用齿轮和套--------------22 3.5主轴型式和直径、齿轮模数的确定--------------22 3.6多轴箱的动力计算--------------22 3.7 对多轴箱传动的一般要求--------------23 3.8润滑泵轴和手柄轴的安置--------------23 3.9 多轴箱传动系统拟定--------------23 3.10 传动零件的校核计算--------------27 3.11 传动系统的校核计算--------------27 4.组合机床夹具设计--------------29 4.1夹具的作用--------------29 4.2具的组成--------------29 4.3工件的定位--------------30 4.4工件的夹紧--------------30 4.5夹具总图--------------30 5.液压系统的设计--------------315.1 滑台原位停止--------------315.2 滑台快进--------------315.3 滑台工进--------------315.4 滑台快退--------------315.5液压系统图--------------32 6.PLC控制系统设计--------------336.1PLC工作原理--------------336.2PLC的控制方式--------------336.3动作循环图--------------346.4端子分配图--------------356.5梯形图--------------366.6指令程序--------------37 7.毕业设计体会--------------38 8.致谢--------------39 9.参考文献--------------40 10.附录--------------41前言科学技术日新月异,工业生产不断进步,市场对产品的质量和生产效率提出了越来越高的要求。
发动机缸体双面卧式组合钻床右主轴箱设计设计Word

郑州航空工业管理学院毕业论文(设计)2015 届机械设计制造及其自动化专业 1306961 班级题目468Q发动机缸体双面卧式钻床多轴箱设计姓名吕晓峰学号 130696113指导教师陈良骥职称教授二О一五年五月二十一日内容摘要组合机床通常是指以通用件为基础,再依据具体工件的特定形状、特定的加工工艺要求,配以专用的夹具和主轴箱,组成的自动或者半自动专用机床。
组合机床的使用越来越系列化、标准化,特别是通用件和专用件构成的多轴、多刀、多面及多工位一同加工的效率非常高的专机,它的产出率与通用型相比已有较大的提高,可完成钻、镗、铰、铣削等加工。
组合机床现已发展为一类专用的、高效的自动化技术装备。
在其构成中,通用件和标准件占到70-80%左右,它们都是系列化的,因而在大批量生产的机械工业部门,大量选用的设备是组合机床。
其余20-30%的专用件是由被加工零件的形状,轮廓尺寸,工艺和工序等情况来决定的。
由于组合机床的设计过程是相当复杂的,因而在设计过程中要查阅相当多的机械方面的资料,但是又要考虑在加工过程尽量使加工简单,又不能影响加工的质量要求,而且应使各个工序能够集中,展现组合机床的独特优势。
与此同时,要使加工过程中的各种误差减小到尽可能小的程度。
关键词组合机床;多轴箱;夹具;误差Design of multi axle box for the double side horizontal drilling machineof 468Q engineAuthor:Lv XiaoFeng Tutor:Chen LiangjiAbstractAggregate machine-tool usually refers to an automatic or semi-automatic special purpose machine composed by which is based on general part and equipped with special-purpose fixture and spindle box in accordance with the special shape of the specific spindle box and specific manufacturing requirement.The use of the aggregate machine-tool is more and more serialization and standardization,especially the specific machine tools with multi-axis,multi-knife,multi-working procedure,multi- surface and multi-station processing,which are composed by the common parts and a small number of special components.Its productivity improved significantly compared with common machine and it can be used for drilling,boring, reaming,tapping,turning and milling machine.Currently aggregate machine-tool has been developed into a kind of specialized and efficient automation equipment.The general parts and standard parts of the aggregate machine-toolaccounted for 70-80%.These parts are serialized, so the aggregate machine-tool is widely used in the mass production machinery industrial sector.The remaining 20-30% of the special parts is decided by the shape, dimensions,technology and processes of the processed parts.Due to the complex design process of the a ggregate machine-tool,we should refer to quite a number of mechanical information in the design process.but also should consider to make the process as simple as possible , and should not affect the quality of the processing requirements. And try to centralize each process and giving full play to the unique advantages of a ggregate machine-tool.At the same time, we should ensure that all kinds of errors in the process should be reduced to the degree as little as possible.Key WordsAggregate machine-tool; Multi-spindle box; Fixture; Error目录第1章绪论 (1)1.1 组合机床的组成 (2)1.2 组合机床的类型 (3)1.2.1 转塔式组合机床 (4)1.2.2 具有固定夹具的单工位组合机床 (5)1.2.3 具有移动夹具的多工位组合机床 (5)第2章组合机床的整体设计 (7)2.1 组合机床及其特点 (7)2.2 组合机床工艺范围及加工精度 (8)2.2.1 组合机床的工艺范围 (8)2.2.2 组合机床的加工精度 (8)2.3 采用组合机床的经济分析 (10)第3章组合机床通用部件及其选用 (11)3.1 通用部件的类型 (11)3.1.1 通用部件的分类 (11)3.2 常用通用部件 (12)3.3 通用部件的选用 (13)第4章组合机床总体设计 (14)4.1 组合机床方案设计 (14)4.1.1 拟定方案阶段 (14)4.1.2 技术设计阶段 (14)4.1.3 工作设计阶段 (14)4.2 零件分析 (15)4.2.1 气缸体的功用和结构特点 (15)4.2.2 基准的选择 (15)4.2.3 加工阶段的划分 (16)第5章绘制“三图一卡” (17)5.1 加工工序图 (17)5.1.1 被加工零件工序图的作用和要求 (17)5.1.2 被加工零件工序图的内容 (17)5.2 加工示意图 (18)5.2.1 被加工零件示意图的作用 (18)5.2.2 被加工零件示意图的内容 (18)5.2.3 选择刀具、导向及有关计算 (18)5.2.4 加工示意图简图 (21)5.3 机床联系尺寸图 (21)5.3.1 被加工零件联系尺寸图的作用 (21)5.3.2 被加工零件联系尺寸图的内容 (22)5.3.3 动力部件的选择 (22)5.3.4 组合机床其他尺寸的选择 (24)5.3.5 机床联系尺寸图简图 (26)第6章多轴箱--右主轴箱的设计 (27)6.1 多轴箱的基本结构 (27)6.2 通用多轴箱设计 (28)6.2.1 绘制多轴箱设计原始依据图 (28)6.2.2 主轴、齿轮的确定及动力计算 (30)6.2.3 多轴箱传动设计 (33)6.2.4 多轴箱坐标计算、绘制坐标检查图 (36)6.3 多轴箱传动设计方案 (39)6.3.1 传动设计方案分析 (39)6.3.2 传动系统的设计计算 (40)6.4 绘制多轴箱总图及零件图 (43)致谢 (46)参考文献: (47)468Q发动机缸体双面卧式钻床多轴箱设计班级1306961学号130696113 姓名吕晓峰指导老师陈良骥教授第1章绪论在我国的大批量生产中为了提高生产率,一般都会选择缩短加工时间和辅助时间,而且最好使辅助时间和加工时间重合,使每个工位安装的工件同时进行多刀加工,故组合机床的使用十分广泛。
ZH1105柴油机气缸体三面粗镗组合机床设计(后主轴箱设计)-实习报告

毕业实习报告专业学生姓名班级学号指导教师日期实习报告一、概述上了四年的大学,然而大多数人对本专业的认识还是不够,在大三期末学院曾为我们组织了两个星期的见习,但由于当时所学知识涉及本专业知识不多,所看到的东西与本专业很难联系起来,所以对本专业掌握并不是很理想.今年寒假回来,学院为了使我们更多了解对于自己的毕业设计的组合机床有更深一步的了解,加深机电在工业各领域应用的感性认识,开阔视野,了解相关设备及技术资料,熟悉典型零件的加工工艺,特意安排了我们到几个拥有较多类型的组合机床厂去实习,生产技术较先进的工厂进行.实习目的:毕业实习是我们专业知识结构中不可缺少的组成部分,并作为一个独立的项目列入专业教学计划中的。
其目的在于通过实习使学生获得基本生产的感性知识,理论联系实际,扩大知识面;同时专业实习又是锻炼和培养学生业务能力及素质的重要渠道,培养当代大学生具有吃苦耐劳的精神,也是学生接触社会、了解产业状况、了解国情的一个重要途径,逐步实现由学生到社会的转变,培养我们初步担任技术工作的能力、初步了解企业管理的基本方法和技能;体验企业工作的内容和方法。
二、实习过程①江苏江淮动力厂-------------------3月19日下午②盐城精密机床厂-------------------3月20日上午③盐城精密机床厂-------------------3月21日上午三、实习内容江苏江淮动力厂公司历史悠久,创建于1945年,1959年开始生产发动机。
现有员工3000人,年销售收入21亿元。
公司长期注重技术创新,投资亿元建成省级企业技术中心和国家级博士后科研工作站,建有具有国际先进水平的CAD/CAM/CAT(计算机辅助设计、制造、测试)网络,拥有行业中以三维激光扫描仪、三维激光成型机等先进设备和计算机软件为代表的RP技术,并积极引进应用同步开发、虚拟设计、快速原型制造、反求工程等高新技术改造传统产业和传统产品,确立了企业在行业技术进步方面的领先地位,逐步形成了具有自主版权和江动特色的节能单缸机、轻型多缸机、通用汽油机、小马力单缸机和拖拉机、发电机组(柴、汽油)等六大系列,400多个品种的优化产品结构,柴、汽油发动机都有代表品种通过美国EPA、CARB认证。
钻、扩、铰孔共用一个主轴箱的组合机床设计

工序的加工 . 首先要 考虑好被加工件 的放置问题 , 由于这 台组合机要 求是加工两种 ( 形状类 似 . 大小不 同) 件 . 零 被加工零件 一个需要加工 2  ̄2 H 个 0 8孔和一个  ̄ 2 9孔 . b1H 另一个需要加工 2个  ̄3 H 0 8孔和一 个 qlH9孔 ( 1 , b2 图 )要求 的加工工序 多 , 从钻孔 到扩孔再 到铰孔 , 它 们的转速从高到低跨 跃区间 比较大 . 零件加工孔数量 多 , 所以需要布 置 的工作 主轴 就多 . 被加工件孑 距 又都相对较小 . L 而且又要求这些工 作都必须在一个 主轴 箱上完成 . 如何 满足这些条件 . 我们 制定 了多个 设计方案 . 多个方 面反复研究 。 从 计算 . 最终确定借用两种被加工件 的 个孔做为共用孔 . 再向相反两个方 向移动到一定角度 这样便使被 加工件有一定的间距 。 于工作主轴布置 。( 便 如图 2 共用 一孔可 以减 ) 少两根主轴 . 要知道 这关系到不仅 是两 根主轴 的问题 , 计它身后要 不 省去多少根传动轴 、 齿轮 、 轴承 … 等 等 , 降低 了生产成本 , 更重要 的 是. 这样会节 约出宝贵的空 间 . 要知道箱体 的空 间是 非常有限 的。另 外. 由于 2个 垂2 H 0 8孔 和一 个 1I 2I 孔径较 小 . 面光洁度要求 - 9孔 表 不高 . 通过钻孑 和铰孑 能够完全满 足被加工零件 的工 艺要 求 , 以省 L L 所 略扩孔工 序 各工序在五个 工位上穿插进行 . 这样选用 l 根主轴就能 2 完成两种零件的加工, 达到被加工零件的所有工艺要求 。设计方案确 定后 . 根据我们 的设计 宗 旨, 尽量减 少传动轴 , 齿轮 的数量 , 以减少传 递误差 , 被加工件 的精度 , 保证 同时达到节约原材料 , 降低生产成本 的 目的 根据零件特点和工序要求特安排 6 、 孔为扩孔主轴 , 孔 7 扩孔直 径为 2 . u 加工余 量小 . 9 nn 7 最小 可选 2 0的主 轴 , 可是 67孔中心距 、 太近仅为 3 . 2 44 mm. 8 用轴 间距最小 的滚针主轴 . 那两个 中2 O滚针主轴 间最小 轴间距也 为 3 . m. 于 3 . 2 m. 8r 大 5 a 44 m 最后决定 选择使 用轴承 8 错开的两个滚针轴 承主轴 。所有疑难问题都解决 了. 正式进入设计程 序, 安排 1 2 34 5 为钻孔 工序 ,、 孔 为扩孔 工序 ,、0 1 、2 、、 、 、 孔 67 9 1 、 1 l 孔 为铰孔工序 , 具体参数见 ( 2 , 图 )选择 80 80的主轴箱 。 0X 0 本台主轴箱 共用 l 根主轴 .7 传动轴 .7 2 1根 4 个齿轮及相 对应数量的轴 承及通用 件. 便完成 了主轴箱 的设计 . 大限度地减少 了传动轴 和齿轮 的使用 最 数量 . 足了两种被加工零件的加工工艺要求 。操作者在调换加工 品 满 种时 . 只需要安装上 相应的一组 刀具及 钻套 。 同时取下 另一组刀具和 钻套即可
组合机床主轴箱的计算机辅助设计
对 于主 轴 箱 传 动 系统 不 同设 计 方 案 的评 价 ,
一
般认为在满足主轴强度 、 刚度 、 转速和转 向的前
力求 使 传 动 轴 的齿 轮 数 量 及 规 格 尽 可 能 少 ;
提下 , 综合 考虑 以下 几个 因素 :
பைடு நூலகம்
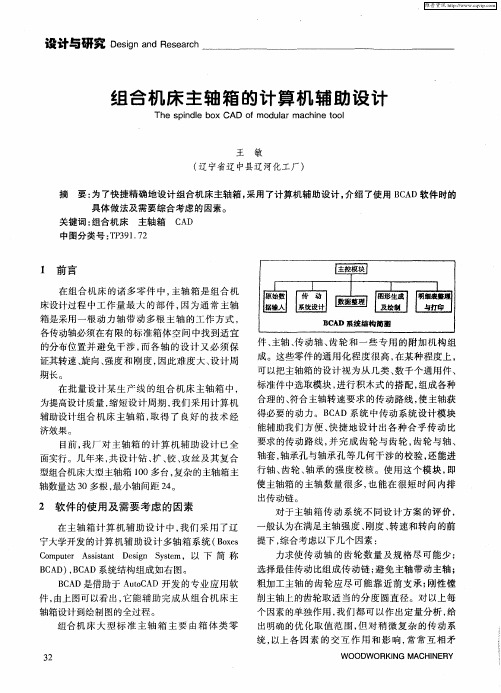
B A ,C C D)B AD系统 结构 组成 如 右 图。
维普资讯
设 计与 研 究 Dsn n eer ei d sa h ga R c
组 合 机 床 主 轴 箱 的计算 机 辅 助设 计
T e s i d e b x CAD o d l rma h n o l h p n l o fmo u a c ie t o
期长 。
件、 主轴 、 传动轴 、 齿轮 和一些专用 的附加机构组 成 。这些零件的通用化 程度很高 , 在某种程度上 , 可 以把 主轴 箱 的设计 视 为 从 几类 、 千 个通 用 件 、 数 标准件中选取模块 , 进行 积木式 的搭配, 组成各种 合理的、 符合主轴转速要求 的传动路线 , 主轴获 使 得必要的动力 。B A C D系统 中传 动系统设计模块 能辅助我们方便 、 快捷地设计 出各种合乎传 动 比 要 求 的传 动路 线 , 完 成 齿 轮 与 齿 轮 , 轮 与 轴 、 并 齿 轴套 , 轴承孔与轴承孔等几何干涉的校验 , 还能进
出传动链 。
2 软 件 的 使 用 及 需 要 考 虑 的 因素
在主轴箱计 算机辅助设计 中, 我们 采用 了辽 宁大学开发的计算机辅 助设计 多轴箱系统 ( oe B xs
C mp t A s t t ein yt o u r sia D s S s m,以 下 简 称 e sn g e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图书分类号:密级:毕业设计(论文)组合机床主轴箱设计COMBINATION MACHINE TOOL HEADSTOCK DESIGN学生姓名班级学院名称专业名称指导教师XXX学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。
本人完全意识到本声明的法律结果由本人承担。
论文作者签名:日期:XXX学位论文版权协议书本人完全了解XXX关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归XXX所拥有。
XXX有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。
XXX可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
论文作者签名:导师签名:摘要连杆装置被广泛应用,通常用于发动机的传动部件,其市场需求量较大,同时因为是重要的传动部件,所以工艺要求极高。
如何能够大批量生产连杆零件,并保证它的加工精度是选择其加工机床的前提条件。
组合机床的优点是低成本、高效率,而且设计方便,配置灵活,同时加工稳定,加工工序集中。
因此企业一般设计并使用组合机床来生产该类零件。
多工位组合铣床,用于加工发动机连杆零件。
多轴箱是组合机床重要组成部分,本课题研究的是组合机床主轴箱的设计,针对其在在开发过程中存在的难点进行了重点研究。
本课题根据要研制的组合机床的用途,并针对其特点,对组合机床的主要的零部件进行分析并进行设计,选择合适的部件加以配置,确定组合机床的各性能参数,加工性能和尺寸等。
制定组合机床的总体方案,然后根据制定的方案重点对主轴箱进行分析设计,设计传动系统计算动力参数,根据要求选用合适传动零件,及其配套部件。
最后根据设计结果绘制组合机床的主轴箱装配图。
组合机床的主要设计内容有以下四大部分:(1)制定工艺方案(2)组合机床的总体设计(3)组合机床主轴箱设计(4)夹具的设计关键词组合机床;主轴箱;设计;AbstractThe connecting rod device is widely used in automobile engines,the engine is one of the main transmission parts. The market demand of the connecting rod is larger, but because it is an important transmission part, so the requirements of high technology. How can the mass production of the connecting parts, and to ensure that its processing precision is a prerequisite for the selection of machine tool. Combination of machine tool has lost advantages ,such as low cost, high efficiency, and stable processing, centralized processing, and facilitate the design, flexible configuration, so general corporate design and use modular machine tool to produce this kind of parts.Multi station combined milling machine for machining engine connecting rod parts. Multi -axle box is an important part of the modular machine tool .This research is the headstock of modular machine tool design, aiming at the difficulties existing in the development process has been the focus of research. This topic according to the modular machine tool for the development of the use of and according to its characteristics, the combination of machine tools main components were analysis and design, choose the suitable components be configured, determine the combination of machine tools of various performance parameters, processing performance and size and make the overall scheme of the combination of machine tools. And then according to the plan on the spindle box of analysis and design, the design of transmission system calculation of dynamic parameters, according to the requirements of the appropriate transmission parts and supporting components. Finally,according to the design drawing of modular machine tool spindle box assembly. The main design of the machine tool has the following four parts:(1)the development of technology programs (2) the overall design of combined machine tool (3) combination machine tool headstock design and fixture design (4) fixture designKeywords Combination of machine tool spindle box design目录摘要 (I)Abstract (II)目录 (I)1 绪论 (1)1.1 组合机床的特点 (1)1.2组合机床的分类 (2)1.3组合机床的工艺范围和发展方向 (3)1.3.1 组合机床工艺范围 (3)1.3.2 组合机床发展方向 (3)2 组合机床总体设计 (5)2.1 工艺方案的拟定................................................................................ 错误!未定义书签。
2.1.1被加工零件特点.......................................................................... 错误!未定义书签。
2.1.2加工工序和加工精度的要求...................................................... 错误!未定义书签。
2.1.4刀具结构的选择.......................................................................... 错误!未定义书签。
2.1.5加工余量的确定.......................................................................... 错误!未定义书签。
2.2定位分析、基准选取及制定工艺路线............................................. 错误!未定义书签。
2.2.1工艺基面的选择.......................................................................... 错误!未定义书签。
2.2.2工序安排...................................................................................... 错误!未定义书签。
2.2.3铣削用量的选择.......................................................................... 错误!未定义书签。
2.2.4 确定切削力、切削功率、切削转矩......................................... 错误!未定义书签。
2.3 组合铣床的总体设计——三图一卡.............................................. 错误!未定义书签。
2.3.1被加工零件的工序图.................................................................. 错误!未定义书签。
2.3.2 被加工零件的加工示意图......................................................... 错误!未定义书签。
2.3.3 组合机床联系尺寸图的绘制..................................................... 错误!未定义书签。
2.3.4 生产率计算卡............................................................................. 错误!未定义书签。