关键控制点控制程序
关键质量控制点的操作控制程序

关键质量控制点的操作控制程序1目的为强化质量控制点的控制,使生产过程中关键质量特性处于受控状态,保证工业用甲醇产品达到国标GB/T338-2023合格品的质量要求,保证城镇燃气用二甲醛产品达到国标GB/T25035-2023的质量要求,特制定本控制程序。
2.范围合用于生产过程中的质量控制点的控制和监控点管理。
3.职责3.1质检科3.1.1对生产过程中影响产品质量的各个因素进行全面分析,设置质量控制点和关键质量控制点。
3.1.2负责绘制质量控制点的工艺流程图,并在工艺流程图上标出关键质量控制点。
3.1.3负责产品质量的动态监控和化验,及时将化验结果反馈到生产车间,车间依据化验结果及时调整控制要素,达到稳定产品质量的目的。
3.2设备科负责质量控制点所涉及的设备管理,确保设备处于完好状态,满足关键质量控制点的控制要求,催促维修工严格按设备管理要求及时维护保养设备,监督操作工正确操作设备。
3.3生产科负责协调和匡助车间解决生产过程中存在的问题,催促操作工严格执行设备操作规程和各项工艺指标。
3.4电仪科负责质量控制点的电气、仪表、监控设施的管理,确保电气仪表处于完好状态,满足质量控制点的控制要求,催促电工、仪表维修工严格执行电气仪表设备设施操作规程。
3.5生产车间负责质量控制点的操作和监控,做好生产记录,保证记录的及时、准确和可追溯性,及时汇报、处理生产过程中存在的问题。
3.6电仪车间负责质量控制点的电气、仪表、监控设施的维护和保养,满足控制产品质量的需求和稳定。
4.程序4.1质量控制点的设置原则4.1.1对产品的合用性(性能、纯度、安全性等)有严重影响的关键质量特性、关键部位或者重要因素。
4.1.2要和关键性的环节或者部位,或者对后工序质量和安全有重要影响的工序或者部位。
4.1.3质量标准或者质量精度要求高的工序或者部位。
4.1.4对质量不稳定、容易浮现质量不合格的关键设备、工艺控制点或者控制要素。
4.1.5设计和工艺上有严格要求,对产品质量及销售有严重影响的关键质量特性。
危害分析与HACCP计划建立控制程序

危害分析与HACCP计划建立控制程序危害分析和关键控制点(Hazard Analysis and Critical Control Points,HACCP)是一种重要的食品安全管理系统,用于鉴别食品生产和处理过程中的潜在风险,并制定相应的控制程序,以预防、消除或降低这些风险对食品安全的危害。
在建立HACCP计划的过程中,控制程序是非常关键的一步。
控制程序是指为了实施和维持HACCP计划的过程中所需采取的控制措施和相应的文件记录。
下面将详细介绍控制程序的建立。
首先,在建立控制程序前,必须进行一次全面的危害分析,包括:1.确定食品生产和处理过程中可能存在的危害,如微生物污染、化学物质残留、物理污染等;2.确定可能导致这些危害的原因,如原材料污染、设备不洁、操作不规范等;3.评估危害的严重性和发生概率,以确定哪些危害是最关键的,需要重点控制。
基于危害分析的结果,接下来可以开始建立控制程序,包括以下几个步骤:1. 确定关键控制点(Critical Control Points,CCP):CCP是指对食品安全起重要作用的控制措施。
根据危害分析的结果,确定可能发生危害的阶段和步骤,并评估在这些阶段和步骤中,是否有控制手段可以有效控制和预防危害的发生。
2.确定CCP的控制标准:确定在每个CCP上需要采取哪些控制措施以及相应的控制标准,以确保在CCP上危害的控制达到可接受的水平。
例如,在食品加工过程中,可以通过控制温度、湿度、时间和pH等因素来控制微生物生长。
3.建立监测程序:对于每个CCP,建立适当的监测程序,以确保危害控制措施的有效性。
监测程序可以包括常规检测、实验室分析、温度记录等,可以根据需要选择合适的监测方法和频率。
4.确定纠正措施:确定在监测结果不符合控制标准时所需采取的纠正措施。
这可以包括立即停止生产、修正操作、更换设备或材料等纠正措施,以防止危害进一步扩散。
5.建立验证程序:验证程序用于确认HACCP计划的有效性和CCP的控制措施的适用性。
ISO22000:2018关键控制点确定控制程序
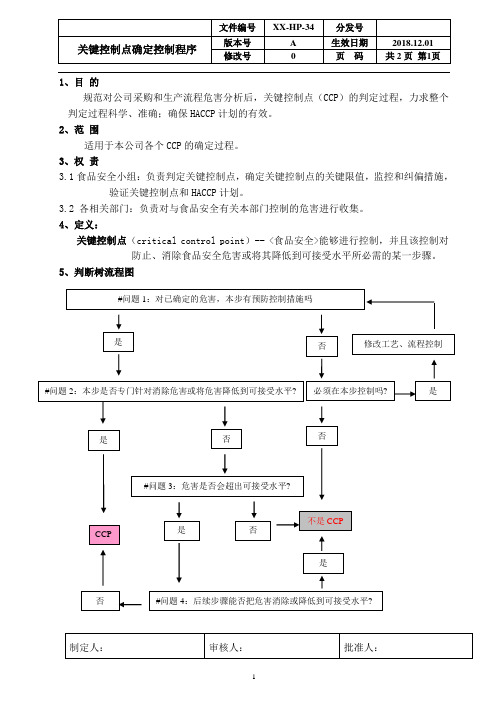
11、目 的规范对公司采购和生产流程危害分析后,关键控制点(CCP )的判定过程,力求整个判定过程科学、准确;确保HACCP 计划的有效。
2、范 围适用于本公司各个CCP 的确定过程。
3、权 责3.1食品安全小组:负责判定关键控制点,确定关键控制点的关键限值,监控和纠偏措施,验证关键控制点和HACCP 计划。
3.2 各相关部门:负责对与食品安全有关本部门控制的危害进行收集。
4、定义:关键控制点(critical control point )-- <食品安全>能够进行控制,并且该控制对防止、消除食品安全危害或将其降低到可接受水平所必需的某一步骤。
5、判断树流程图判断树(Decision tree)是四个连续问题组成:a)问题1.在加工过程中存在的确定的显著危害,是否在这步或后部的工序中有预防措施?如果回答,有,回答问题2。
如果回答无,则回答是否有必要在这步控制点食品安全危害。
如果回答"NO",则不是CCP。
如果回答"YES",则说明加工工艺,原料或原因不能控制保证必要的食品安全,应重新改进产品等设计,包括预防措施。
另外,只有显著危害,而又没有预防止措施,则不是CCP,则需改进。
在有些情况,的确没有合适的预防措施。
在这种情况进一步说明HACCP不能保证100%的食品安全。
b)问题2.这一加工步骤是否能消除可能发生的显著危害或降低到一定水平(可接受水平)?如果回答"YES"。
还应考虑一下,这步是否最佳,如果是,则是CCP。
如果回答"NO",则回答问题3。
c)问题3.是否已确定的危害能影响判定产品可接受水平,或者这些危害会增到使产品不可接受水平?如果回答"NO",则不是"CCP"。
主要考虑危害的污染或界入,即是否存在或是否要发生或是否要增加? 如果"YES" ,回答问题4。
关键控制点操作程序

淄博正拓气体有限公司15000Nm3/h天然气制氢装置生产重要工序关键质量控制点操作程序一、程序简介为确保我公司产品工业氢气的产品质量满足规定要求,必须对产品生产过程中的关键质量控制点操作控制加以重点突出的规范、明示、要求,特此制订操作控制程序,即15000Nm3/h生产重要工序关键质量控制程序。
二、生产重要工序1.转化工序转化工序是天然气制氢装置主反应工序,转化反应的好坏直接反映出氢气的产出量及收率。
其关键质量控制点为水碳比控制和转化出口温度控制。
2.PSA工序PSA工序的作用是将天然气制氢所产生的氢气提纯,是保证氢气产品的质量和收率重要工序。
其关键质量控制点为吸附压力控制和吸附时间控制。
三、1.转化工序关键质量控制点及操作参数水碳比: 3.0~3.5转化出口温度:780~820℃2.PSA工序关键质量控制点及操作参数吸附压力:1.80~1.85M Pa吸附时间:240s(最大负荷)四、关键质量控制点操作程序1.质量关键控制点工艺控制表2.开工操作2.1转化工序2.1.1先建立系统大循环。
2.1.2启动鼓引风机置换转化炉炉膛,合格后点火升温。
2.1.3转化炉升温后产汽系统逐渐产生蒸汽,转化出口TIC0408温度600℃时向系统配入蒸汽,FIC0402蒸汽配入量提至8000kg/h。
2.1.4转化出口TIC0408温度继续升温至780℃后系统投料,系统投料时。
转化出口TIC0408温度相应会下降,调整转化出口TIC0408温度稳定在780℃,FIC0402蒸汽配入量稳定至8000kg/h。
2.1.5系统进料FIC0403逐渐2800Nm3/h后,FIC0402蒸汽配入量再按水碳比(FIC0402/ FIC0403)3.5调整。
2.1.6系统进料FIC0403逐渐2800Nm3/h后切除系统循环向PSA进料。
注意事项:提量时,先提转化出口TIC0408、再提FIC0402蒸汽配入量、最后提进料量。
2019年食品企业关键控制点(CCP)和OPRP确定控制程序

1 目的
在危害分析的基础上,对已识别的显著危害通过“判断树”方法确定其是否为关键控制点(CCP)或OPRP 。
2 适用范围
适用于本公司产品加工过程中各个CCP或OPRP的确定。
3 职责
3.1食品安全小组负责进行CCP点和OPRP分析判定。
3.2各部门负责相关的数据收集、传递、交流。
4 工作程序
4.1使用判断树来确定生产工序中的CCP或OPRP。
问题1:本步骤是否存在危害?
是
问题2:所有已识别的危害,在本步骤或随后的步骤中,是否有相应的预防措施?
是否更改步骤、工序或产品
问题3:能在此步骤将发生显著是
危害的可能性消除或降低
到可以接受的水平吗?此步骤的控制是食品安全所必须的吗?
是否否
问题4:某些确认的危害造成污染会超过可接受
的水平或会增加到无法接受的水平吗?
是
否
问题5:后一步能消除已识别的危害,
或能将发生危害的可能性降低
到可以接受的水平?
否是
问题6:危害是否可以通过执行现有的PRP来控制? 否
4.2使用判断树确定原辅料的CCP:。
关键工序质量控制点控制程序

中铁十一局集团桥梁有限公司咸安制梁关键质量控制点控制程《关键质量控制点控制程序》主要包括下列内容、目、适用范.........................................................、主要引用标.....................................................、箱梁预制关键质量控制...........................................4.箱梁预制的关键质量..........................................4.关键质量控制要.............................................4.2.钢筋闪光对焊施工质量控制................................4.2.预应力孔道及保护层厚度控.................................4.2.2.预应力孔道控.........................................4.2.2.保护层厚度控.........................................4.2.混凝土施工质量控制.......................................4.2.3.原材料控.............................................4.2.3.计量控...............................................4.2.3.浇筑检...............................................4.2.3.取样检...............................................4.2.3.混凝土入模温度控.....................................4.2.3.混凝土浇筑控.........................................4.2.3.混凝土养护检.........................................4.2.3.混凝土养护控.........................................4.2.3.模板检验控制程.......................................关键质量控制点控制程序中铁十一局集团桥梁有限公司咸安制梁场4.2.4张拉质量控制要点控制程序 (5)4.2.4.1钢绞线及相关附件 (5)4.2.4.2钢绞线数目 (6)4.2.4.3油压千斤顶与油表校正报告 (6)4.2.4.4后张法预应力施张检查 (6)4.2.4.5梁体变形检查 (6)4.2.5管道压浆施工质量控制要点控制程序 (6)4.2.5.1原材料控制 (6)4.2.5.2计量控制 (6)4.2.5.3施工检查 (7)4.2.5.4取样检查 (7)关键质量控制点控制程序中铁十一局集团桥梁有限公司咸安制梁场关键质量控制点控制程序1、目的通过本程序和相关文件的控制旨在对箱梁预制施工各关键质量控制点的施工进行有效的控制、管理和改进,以确保产品符合设计要求,达到预期的质量目标,满足工程质量总目标的要求。
泡椒泡姜关键控制程序

泡椒、泡姜生产过程关键控制点控制程序版次1.目的对生产过程进行有效控制,以确保满足顾客的需求和期望。
2.范围适用于泡椒、泡姜生产过程关键控制点控制。
3.职责3.1生产部负责泡椒、泡姜生产过程关键控制点控制的制定,负责监督生产和过程关键控制点控制。
3.2生产部负责对实现产品符合性所需的工作环境进行控制。
3.3品管部负责制订原、辅料采购验收和生产过程检验标准,负责产品检验和检验状态标识、可追溯性控制。
4.生产过程关键控制点4.1原料验收4.1.1小米辣验收标准4.1.1.1原料选择1)外观品质:应选择、新鲜小米辣色泽为黄绿色,肉质饱满、无腐烂、椒叶等其他杂质,大小基本均匀。
2)尺寸:30πιπι以下≤5%30-75mm≥90%75mπι以上≤5%备注:所有不良率W3%(红椒列入不良率内),农残检测不合格,退货。
参考附图泡椒、泡姜生产过程关键控制点控制程序版次4.12小黄姜验收标准4.1.2.1原料选择1)外观品质:应选择成熟度80%-90%(太老、太嫩都不合适)、新鲜质嫩、饱满肥硕、色泽鲜黄、无腐烂斑、癫皮斑虫咬斑、无霉烂、无明显砂土,块形完整的小黄姜;备注:所有不良率W3%,农残检测不合格,退货。
参考附图4.2辅料验收4.2.1焦亚硫酸钠验收标准4.2.11感官要求:食品添加剂焦亚硫酸钠为白色或微黄色结晶粉末,外包装无破损。
4.2.1.2产品标准:4.2.2D-异抗坏血酸钠验收标准4.2.2.1感官要求:白色或微黄色结晶颗粒或粉末,无臭,外包装无破损。
4.2.2.2产品标准:GB8273-20084.2.3冰乙酸(冰醋酸)验收标准4.2.3.1感官要求:无色透明液体,外包装无破损。
4.2.3.2产品标准:卫生部2011-19指定标准。
4.2.4柠檬酸验收标准4.2.4.1感官要求:无色透明液体,外包装无破损。
4.2.4.2产品标准:GB1987-20074.4.5食盐4.4.5.1感官要求:无色透明晶体状,外包装无破损。
关键控制点控制程序

关键控制点控制程序根据我厂实际,确定金加工、组装和焊接工序为关键控制点,其控制要求如下:目的:对关键控制点进行严格控制,确保加工质量。
适用范围:适用于本厂关键工序零件的加工控制。
岗位职责:1、技检科负责制定图纸和关键工序的加工工艺卡。
2、车间主任负责组织生产,按要求完成生产任务。
3、操作工对加工质量负责。
4、检验员负责产品检验和验收工作。
一、人员要求。
1、关键控制点的操作工人必须经过理论知识、操作技能、工艺要求等培训,培训合格方可上岗操作。
2、对于未经培训的不允许上岗,操作工应具有两年以上从事本工作经验。
3、对于有经验的操作工,在经技检科考核合格后方可上岗。
二、设备要求1、关键控制点设备定期保养,保证设备在完好状态下使用,加工前应对设备进行试运检查,确认正常后方可加工。
2、操作工应经常检查设备运转和安全情况,出现问题,及时解决。
3、工作完毕或临时离开工作场地时,必须及时切断电源。
4、生产过程中所用检测设备和工装应定期检查、校准,如发现在使用过程中出现不准现象,除立即校准外,还应对检测过的产品进行复检。
三、加工过程要求1、操作前,操作工应读懂零件图,明确加工要求和工艺要求。
1、操作前,对设备的性能和工件进行检查。
操作时,应按设备操作规程正确使用,不要使设备过载而被损坏。
2、必须根据技检科制订的工艺规程和工作流程、图纸、相关国家标准要求进行生产。
3、对于生产过程中不按工艺进行生产或造成损失的,按照我厂相关工艺纪律进行处理。
四、材料要求对于焊材:1、焊材必须放在干燥通风的库房内。
2、焊材要妥善保管,发放时,必须贯彻先进先出的原则,并尽可能地整箱、整包发放,零发的剩余部分要包好,以防焊药脱落。
3、注意保持焊材存放处的温度、湿度,以免受潮变质。
对于铸件和其它材料:必须符合我厂《外购件、外协件检验规程》的要求,确保不合格品不进厂,本生产工序出现的不合格品不进入下道工序,不合格成品不出厂。
五、工作环境1、生产科对生产现场进行区域划分,标明合格品区、待检品区、不合格品区,所有物资应按区域存放。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键控制点控制程序
1.目的
确保识别的关键控制点能有效的实施控制和维持正常状态。
2.范围
适用于本公司内所有关键控制点的管理。
3.定义
CCP:任何能实施控制并且食品安全危害能被防止,消除或降低到可接受水平的步骤或工序。
4.职责:
4.1食品安全小组:实施危害分析与HACCP计划的编制和实施监控检查。
4.2各部门:部门关键控制点计划的实施和自我监控。
5.程序内容:
5.1 CCP计划的制定
对已识别的关键控制点,应按关键限值的要求进行监控,监控活动应以食品安全管理计划的文件形式提供给实施现场。
食品安全管理计划由食品安全小组制定,其内容包括:
1).关键控制点名称;
2).重要危害;
3).关键控制限值;
4).监控对象;
5).监控方法;
5).监控频率;
7).监控人员;
8).纠偏措施;
9).监控记录;
10).监控验证记录;
5.2 CCP计划的审核
5.2.1小组应在确定关键限值的同时,考虑运用的监控对象、方法、制定食品安全管理计
划时提出具有操作性的,包括上述10项内容的监控计划。
5.2.2关键控制点的监控计划由现场涉及部门的食品安全小组成员提出,全体食品安全小组
分析讨论其可操作性和有效性。
5.2.3 食品安全管理计划由食品安全小组组长审核。
5.3 食品安全管理计划的实施
5.3.1实施培训
为了使每一个食品安全管理计划相关人员明白食品安全管理体系的重要性和操作要求,在实施之前应对各部门人员进行食品安全管理计划中相关控制点的培训。
5.3.2现场操作
实施现场要保证效果,应提供必要的资源(如合格原料、测试仪器、SOP、记录)以体现工作内容是符合食品安全管理计划要求的,并且现场人员的工作应按食品安全管理计划的要求展开,并将工作中的控制活动作好记录。
5.4 食品安全管理体系的实施检查
为保证食品安全管理体系的持续有效,食品安全小组应按计划要求进行监控
检查,根据其类型分为两类;
5.4.1日常持续性检查
食品安全小组成员根据各部门的管理区域,按食品安全管理计划中的规定频率进行现场执行状况的内部检查,按《检验控制程序》文件要求进行巡查并填写
各类巡查记录表。
5.4.2体系检查(验证)
食品安全小组按体系审核程序规定的时间对体系的符合性和有效性进行全面的检查
(验证),必要时抽取产品样本进行检测。
5.5食品安全管理计划偏差处理
在日常监控和体系活动中发现的计划偏差情况,应按纠偏措施程序进行处理。
6.相关文件:
6.1食品安全管理手册
6.2 GMP(良好操作规范)
6.3 SSOP(卫生标准操作规范)
6.4检验控制程序
7.相关记录:无。