(Siemens)西门子贴片机培训教材
SIEMENS贴片机的操作指南
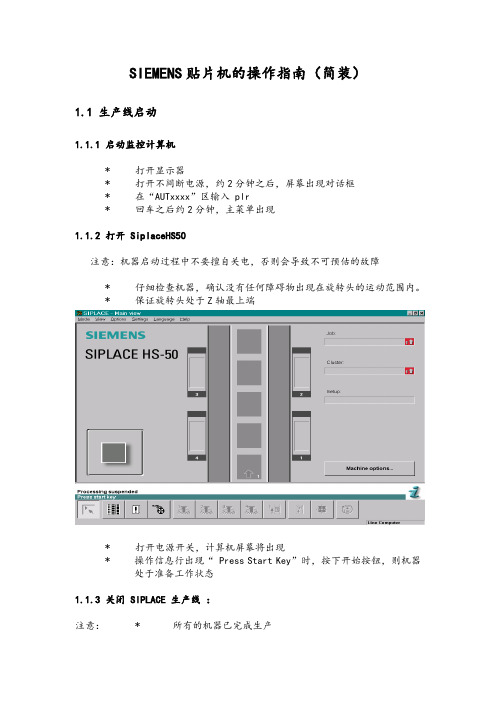
SIEMENS贴片机的操作指南(简装)1.1 生产线启动1.1.1 启动监控计算机* 打开显示器* 打开不间断电源,约2分钟之后,屏幕出现对话框* 在“AUTxxxx”区输入 plr* 回车之后约2分钟,主菜单出现1.1.2 打开 SiplaceHS50注意:机器启动过程中不要擅自关电,否则会导致不可预估的故障* 仔细检查机器,确认没有任何障碍物出现在旋转头的运动范围内。
* 保证旋转头处于Z轴最上端* 打开电源开关,计算机屏幕将出现* 操作信息行出现“ Press Start Key”时,按下开始按钮,则机器处于准备工作状态1.1.3 关闭 SIPLACE 生产线:注意:* 所有的机器已完成生产* 旋转头处于Z轴最上端* 吸嘴上没有任何元件* 旋转头处于等待位置1.1.3.1 关闭监控计算机注意:必须按下列步骤关闭监控计算机,不能简单地关掉UPS电源否则系统有可能出现故障.* 将光标移到屏幕的右边, 光标将变成十字线* 按下鼠标左键, 屏幕出现下拉式菜单* 继续按下鼠标左键,将光标移到“shut down”处, 屏幕将出现Really shut down?Yes No* 点中“yes” , 监控计算机将关闭所有程序. 然后屏幕出现Safe to power ofPress any key to reboot* 关闭 UPS 及显示屏1.1.3.2 关闭SIPLACE* 必须在监控计算机完全关闭之后才能关闭贴片机* 不要在机器执行命令时关闭贴片机* 不要在机器打板子时关闭贴片机* 不要在计算机启动过程中关闭贴片机* 应在机器处于等待状态时关闭贴片机1.2 操作指南1.2.1 SIPLACE HS50 屏幕组成 (用户级别: operator)(1) 为机器控制按钮包含以下功能状态:1. 执行2.停止执行3. 继续执行4.终止执行(2) 程序名及 PCB P/N(3) 机器选项,可在这里选择贴装头子,以及设置首功阻挡等功能(4) 错误信息及机器状态栏。
西门子贴片机技术规范PPT课件

2,角度的度义:
在西门子贴片机中,角度的定义为,逆时针方向为正方向,顺时针为负方向。 下图为正确的进料方向,贴片角度与此相同。
3,元件形状定义:
4,GF命名规则
元件规格
GF代码
0201
9*
0402
101**
元件规格 排阻、排容
GF代码 107**
元件规格
大功率三极 管
GF代码 52**
元件规格 SOP16
81**
61**
其他异型插座 76**
QFP(N)21~60pin
82**
62**
BGA1~60ball
90**
QFP(N)61pin以上 83**
说明: 现阶段我司元件编码是按照客户来进行管理的。因此最基本的要求是: 1),CHIP元件必须按照上表中的要求进行定义。 2),其它异形元件可按元件编码来进行定义。 3), 所有GF定义好后必须在GF的COMMENT项内进行备注元件的类型和尺寸以供查询。如:0402电容的备注应为: Capcitor 1.0*0.5*0.5mm。
电解电容 钽电容 SOT23 SOT89 TO252
34** 30** 4*** 50** 51**
SOP6 SOP8 SOP10 SOP12 SOP14
55**
SOP51~SOP100 66**
晶体
79**
58**
排插 1~10pin 70**
SOJ
80**
60**
带引脚插座
74**
QFP(N)1~in
5,GF的维护
1)SMT编程员在编制首次生产程序时,如发现有新器件则必须在标准GF库中给该器件选用一合适的 GF, 如库中没有,则需新建。
西门子PLC培训教程2024(全)

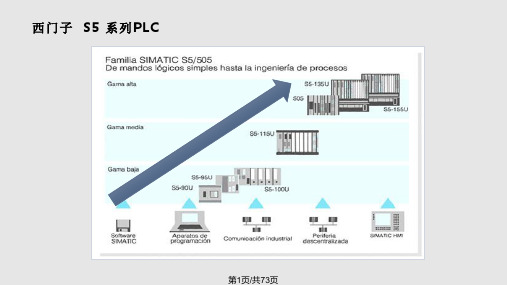
西门子PLC培训教程2024(全)目录CONTENCT •PLC基础知识•西门子PLC硬件组成及选型•西门子PLC软件编程环境搭建•基本指令集与程序结构设计•高级功能应用与扩展•故障诊断与排除技巧分享01PLC基础知识PLC定义与发展历程PLC定义可编程逻辑控制器(Programmable Logic Controller,PLC)是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
发展历程从1960年代末期的初创阶段,到1970年代中期的成熟阶段,再到1980年代以后的高速发展阶段,PLC技术不断革新,应用领域也不断扩展。
PLC工作原理及特点工作原理PLC采用循环扫描的工作方式,即按照用户程序存储器中存放的先后顺序逐条执行指令,直到程序结束,然后重新返回第一条指令,开始下一轮新的扫描。
特点PLC具有可靠性高、抗干扰能力强、编程简单、易于维护等特点。
此外,PLC还具有丰富的I/O 接口模块和强大的通信功能,可方便地与其他设备进行数据交换。
西门子(Siemens )欧姆龙(Omron )三菱(Mitsubishi )罗克韦尔(Rockwell )常见PLC 品牌与型号介绍作为全球知名的电气和自动化解决方案提供商,西门子PLC 以其高性能、稳定性和广泛的应用领域而著称。
常见型号有S7-200、S7-300、S7-400等。
欧姆龙PLC 以其紧凑的设计、高速的处理速度和丰富的功能而备受赞誉。
常见型号有CP1H 、CP1L 、CJ2M 等。
三菱PLC 以其高性能、低价格和广泛的应用领域而深受用户喜爱。
常见型号有FX3U 、FX5U 、Q 系列等。
罗克韦尔PLC 以其强大的处理能力、灵活的编程方式和广泛的应用领域而著称。
常见型号有MicroLogix 、ControlLogix 、CompactLogix 等。
02西门子PLC硬件组成及选型CPU模块功能与选型方法CPU模块功能作为PLC的核心部件,CPU模块负责执行用户程序、处理数据、控制输入输出等操作,直接影响PLC的性能和速度。
西门子plc、nc培训教材(二).doc

西门子PLC、NC培训教材(二)第三部分:S7300 PLC介绍简单介绍一下,最基本的线性化编程,线性化编程具有不带分支的简单结构:一个简单的程序块包含系统的所有指令。
线性编程类似于硬接线的继电器逻辑。
顾名思义,线性化程序描述了一条一条重复执行的一组指令。
所有的指令都在一个块内(通常是组织块)。
块是连续执行的,在每个CPU扫描周期内都处理线性化程序。
它的优点和缺点是什么?所有的指令都在一个块内,此方法适于单人编写程序的工程。
由于仅有一个程序文件,软件管理的功能相对简单。
但是,由于所有的指令都在一个块内,每个扫描周期所有的程序都要执行一次,即使程序的某些部分并没有使用。
此方法没有有效地利用CPU。
另外,如果在程序中有多个设备,其指令相同,但参数不同,将只得用不同的参数重复编写这部分程序。
SIMATIC 管理器的使用:SIMATIC 管理器管理STEP 7项目,它是主程序,并且也出现在WINDOWS桌面上。
LAD, STL, FBD 编写STEP 7 用户程序的工具,有“梯形图(LAD)”、“语句表(STL)”和“功能块图(FBD)”编程语言。
在使用SIMATIC 管理器时,必须首先设定PG-PC接口。
该工具用于设定MPI网络中的本地接点地址、传输速率和最高接点地址。
基本STEP 7 软件包还包括处理PID闭环控制问题的块,选择“PID Control Parameter Assignment”可以为闭环控制块分配参数。
转换S5文件:利用S5/S7 转换器可以把STEP5 程序转换成相应的STEP 7程序。
组态SIMATIC:该工具提供组态多用户系统的功能。
在硬件的故障处理上,我们经常用到的是复位功能。
CPU 存储器复位手动要求存储器复位执行存储器复位1. 把模式选择器放在“STOP”位置2. 把模式选择器保持在“MRES”位置,直到“STOP”指示灯闪烁两次(慢速)3. 松开模式选择器(自动回到“STOP”位置)1. 把模式选择器保持在“MRES”位置(STOP指示灯快速闪烁)2. 松开模式选择器(自动回到“STOP”位置)通过PG1. 把模式选择器放在“RUN-P”位置2. 菜单选择:PLC -> Operating Mode -> Stop3. 菜单选择:PLC -> Clear/Reset1. 点击“OK”按钮确认存储器复位插入存储器卡后1. 把模式选择器放在“STOP”位置2. 插入存储器卡3. “STOP”灯慢速闪烁1.把模式选择器保持在“MRES”位置(STOP指示灯快速闪烁)2. 松开模式选择器(自动回到“STOP”位置)在SIMATIC 管理器中,我们可以方便的进行PLC的故障诊断。
S5培训教材PPT课件
LAD
CSF
I0.7
KT003.2 I0.5
T4
S_PEXT
S
Q
数据或程序存储卡 运行模式开关
ASII Driver/PTP SINEC L1/3964R
第9页/共73页
S5-155H CPU面板
第10页/共73页
I/O地址允许分配
设计的地址区
过程映象 I/Q
存储器标志
I/Q 外部输入/输出
定时器 计数器 数据块 数据块
访问区域
输入 /输出位 输入 /输出字节 输入 /输出字 输入 /输出双字
I1.3
F0.0 R RS Q
Q 5.3
I1.3
I1.2
S
I1.2
F0.0 R RS
SQ
Q5.3 =
A I 1.3 R F 0.0 A I 1.2 S F 0.0 A F 0.0 = Q 5.3
第30页/共73页
连接器
LAD
I 1.0 I 1.1 F0.0 I 2.0 I 2.1
()
F 1.1 Q 4.0
I11.1.1
I11.0.0
可编程控制器
Q 4.0
I11.1.1
Light
Light
软件
LAD
I 1.0 I 1.1
Q 4.0
I1.0 I1.1
Q 4.0
CSF STL
I 1.0
&
I1.1
Q 4.0
....... I1.0 ....... I1.1 ....... Q 4.0
I1.0
&
I1.1
Q 4.0
定时器:关断延时 (SF)
LAD
CSF
西门子培训ppt课件
Outlook ... and more
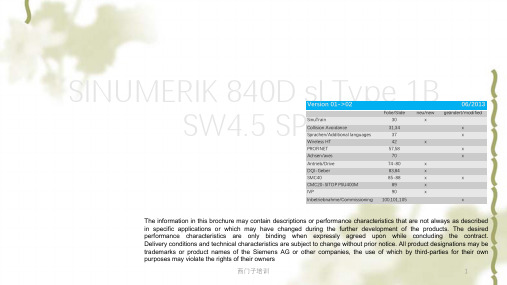
Supplementary conditions
▪ From SW 4 onwards, no HMI Advanced
Supplementary conditions
x x
Wireless HT
42
x
PROFINET
57,58
x
Achsen/axes
70
x
Antrieb/Drive
74-80
x
DQI-Geber
83,84
x
SMC40
85-88
x
x
CMC20-SITOP PSU400M
89
x
IVP
90
x
Inbetriebnahme/Commissioning 100,101,105
x
The information in this brochure may contain descriptions or performance characteristics that are not always as described in specific applications or which may have changed during the further development of the products. The desired performance characteristics are only binding when expressly agreed upon while concluding the contract. Delivery conditions and technical characteristics are subject to change without prior notice. All product designations may be trademens AG or other companies, the use of which by third-parties for their own purposes may violate the rights of their owners
西门子PLC培训系列资料

无条件跳转 (不依赖于 RLO)
Network 1
LAD
FBD
STL
Network 1
NEW1
( JMP )
Network 2 : : : : Network x
NEW1
M5.5
I 2.7
M69.0
()
NEW1
....
JMP
Network 2 : : : : Network x
NEW1
M5.5
A I0.7 = Q4.5 = M0.6
A I0.4 S Q8.0
)MCR
AN M5.5 AN I 2.7 = M69.0
MCRD
// 激活
// 允许 MCR // 打开 MCR
// NO 触点 // 输出线圈 //输出线圈
// NO 触点 // 置位输出
// 关闭 MCR
// 紧急触点 // 紧急触点 // 输出线圈
触发器的置位 / 复位
复位 优先
置位 优先
LAD
FBD
STL
M0.0
I1.2 SR
Q 5.3
S
Q
I1.2
I1.3
R
I1.3
M0.0 S SR
R
Q
Q5.3
=
A I 1.2 S M 0.0 A I 1.3 R M 0.0 A M 0.0 = Q 5.3
M0.0
I1.3 RS
Q 5.3
R
Q
I1.3
I1.2
& M69.0
I 2.7
=
Network 1
JU NEW1
Network 2 : : : : Network x
《西门子PLC培训教程》全套课件完整版-2024鲜版

及时升级PLC的固件,以修复潜在的问题并 提高性能。
30
固件升级与备份恢复操作
01
02
03
固件升级步骤
下载最新的固件版本,按 照西门子提供的升级指南 进行操作。
2024/3/27
备份操作
使用西门子提供的备份工 具,将PLC的参数和程序 备份到安全的位置。
恢复操作
在需要时,使用备份文件 恢复PLC的参数和程序。
点。
比较法
将怀疑有问题的部件与正常运 行的部件进行比较,找出差异
以确定故障。
专用诊断工具
使用西门子提供的专用诊断软 件和工具进行故障诊断。
29
预防性维护策略制定
定期检查
定期对PLC进行检查,包括外观、接线、电 源等。
参数备份
定期备份PLC的参数和程序,以防数据丢失。
2024/3/27
清洁保养
保持PLC及其周围环境的清洁,定期清理灰 尘和杂物。
数据转换指令
详细讲解BCD、BIN等数据转换 指令的功能和使用方法,包括不 同数制之间的转换。
数学运算指令
讲解ADD、SUB、MUL、DIV等 数学运算指令的功能和应用场景, 包括加减乘除等基本数学运算。
21
编程实践:典型控制程序设计
顺序控制程序设计
通过实例演示顺序控制程序的设计方 法,包括顺序功能图的绘制和程序编 写。
2024/3/27
DP网络配置方法和优化 建议
PN网络配置实例和故障 排除
网络性能测试和评估标 准
25
HMI组态与通讯实现
HMI组态软件介绍和界面设计原则 数据采集和监控功能实现方法
HMI与PLC通讯连接方式和参数设置 故障诊断和报警处理机制
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SIPLACE 培训教材SIPLACE Training Material目录一、课程目标 (2)1。
1 总体目标 (2)1。
2 具体目标 (2)二、特殊说明 (3)2.1 西门子贴片机使用注意事项 (3)三、SIEMENS 贴片机的结构 (4)3.1 SIEMENS 贴片机结构 (4)3。
2 Siplaces 80S — 20 机器结构介绍 (6)3。
3 Siplaces 80S - 20 贴片头介绍 (7)3.4 旋转贴片头的12个站 (8)四、SIEMENS贴片机的用户界面 (9)4。
1 贴片机用户界面的组成 (9)4.2 贴片机用户界面菜单 (10)4。
3 错误及信息对话框 (10)4.4 机器控制对话框 (11)4.5 选择操作等级 (11)五、SIEMENS贴片机的操作指南 (13)5.1 生产线启动 (13)5.2 操作指南 (14)5.3 SIEMENS贴片机操作明细 (19)六、SIEMENS 单项操作功能 (26)七、送料器续料及操作步骤 (27)7.1 送料器 (27)八、故障描述/掉件率查询 (33)8.1 故障描述 (33)8。
2 SIEMNES 常见错误分析及解决 (35)8。
3 掉件率查询 (37)九、清洁步骤及PCP参数指导 (38)一、课程目标1。
1 总体目标西门子贴片机的特点是结构精巧,紧凑,易于调整.但是非正常规程操作,极有可能造成机器的损坏。
通过对本教材的系统学习,使学员能够正确利用工具及材料并掌握SIEMENS贴片机的操作方法和日常维护,实现正确操作。
1。
2 具体目标1.能正确识别生产工具,设备及所用材料2.了解产品生产的整体工艺流程3.了解机器的安全特征4.可以根据操作指导对机器进行正确操作5.进行自觉性维护和日常清理并保持5S二、特殊说明2.1 西门子贴片机使用注意事项1.放置供料器应保证桌面的磁条上没有任何元件和异物,检查供料器是否摆放牢固.2.打件过程中如意外打开防护罩或按下急停,应对打过的板作100%检查.3.任何异常情况,应及时通知工程师解决。
4.盘料打空以前应采用接料的方法。
5.确保悬臂可移动范围内无任何障碍或可能与之相碰的物品,以防止旋转头与之碰撞。
6.每班按AM List 的要求做清洁维护。
7.不得拆下机器上的零件,如发现螺丝松动,请立即通知工程师。
8.接班后检查机器上头罩,进气窗口罩是否完整,如有缺少或损坏应立即通知工程师。
9.每天工作中每两个小时查看一次错误信息,如果供料器或吸嘴出现问题,及时请工程师解决。
10.用干净的布清洁显示屏,操作键盘及安全罩等机器表面。
11.用吸尘器及干净的布清洁机器内部的夹具平台,轨道等位置。
吸尘器吸不到的窄小部位用镊子取出散落的元件。
12.用吸尘器清洁吸嘴平台,清洁时注意不要碰歪或碰坏吸嘴。
13.用吸尘器及干净的布清洁供料器平台。
14.定期清除供料器内的料带,每班两次。
15.将废件盒取出,倒出废件。
16.接班后检查吸嘴,检查完后检测吸嘴真空及高度。
17.清倒废物箱。
18.检查0402 SPACER 在正确位置。
19.每天接班后查料时,要逐个检查供料器的步距是否正确。
三、SIEMENS 贴片机的结构3。
1 SIEMENS 贴片机结构3.1.1 SIEMENS 贴片机的结构图3。
1.2 缩写词DEV 吸件面BC 条形码BE, Cmp, CO 元件SF 单功能#E 错误计数GF 元件包装形式PCB, LP 印刷电路板Seg 贴件单元TR/D/T 轨道/子Feeder/料盘Star 星形轮(安装12个吸嘴)3.1。
3 键盘及内置鼠标(轨迹球) :③回车键②鼠标右键③轨迹球④功能键 F1 至 F123。
1.4 触摸屏 :除了使用轨迹球移动光标之外,也可使用手指接触触摸屏3。
2 Siplaces 80S — 20 机器结构介绍(1) 旋转贴片头,悬臂I(2)旋转贴片头,悬臂II(3) 悬转I,II,X轴(4) 悬转I,II,Y轴(5) 安全罩及导轴(6)压缩空气控制单元(7)伺服单元(8)控制单元(9) Table (Feeder安放台)(10) 空料带切刀(11)PCB板,传送轴道(12)弃料盒(13)条码(14) PCB传输,夹紧控制单元3.3 Siplaces 80S - 20 贴片头介绍(1)Sleeves (12个),贴片头的真空吸嘴,装在Sleeve上(2)弃料马达(3)后半头(4)前半头(5)元件亮度控制板(6)Component (元件)照像机(7)消音器(8)Z轴电机(9)中间转换极(10)Star 电机3.4 旋转贴片头的12个站(1)取料贴片站:左此站,吸嘴吸取元件在料台上吸取元件,贴放到PCB上(3)弃料站:未通过图像处理或未能过其空检测的元件,将在此站被扔到弃料盒中. (7)元件图像处理:吸起的元件将在此站通过图像处理。
(9)元件旋转:元件在站通过Turning System(旋转系统)转到程序设定的角度。
(10)在此站:Sleeve可以被取下或安装.其它站无实际功能。
四、SIEMENS贴片机的用户界面4.1 贴片机用户界面的组成(1) 当前使用的菜单(2)下拉式菜单(3) 生产控制按钮(4) 按扭(5) 程序名(6) 供料器设置方式(7)错误信息(8)机器状态(9)操作信息(10) 菜单信息行(11) 机器控制按扭(12) 机器工作模式注意 : 在监控计算机主菜单出现之前,不要打开贴片机。
否则出现通信错误4。
2 贴片机用户界面菜单(1) 回到主菜单( F1 )(2) 供料器设置显示 ( F2 )(3)机器错误显示 ( F3 )(4) Feeder 设置 ( F4 )(5) 1号臂单功能( F5 )(6) 2号臂单功能( F6 )(7、8)PCB传送机构单功能( F7,F8 )(9) PCB 基准点的测试,参数调整和确认 ( F9 )(10) 元件参数的测试,调整和确认(11) GEM状态(可选 )(12) 下拉式菜单(13) GEM 状态显示(可选 )4。
3 错误及信息对话框1. 最新出现的错误在错误表最上端,并显示错误次数。
2. 错误及信息对话框通知操作者机器出现错误或故障,并要求操作者采取相应的对策/措施.4.4 机器控制对话框点中机器选项前的方框时出现 X ,表示该选项已被选中。
再点一次则取消选项, X 消失。
然后点 Accept 接受,或点 Cancel 取消。
4。
5 选择操作等级注 : 操作员只可选用Operator 等级五、SIEMENS贴片机的操作指南5.1 生产线启动5.1.1 启动监控计算机* 打开显示器*打开不间断电源,约2分钟之后,屏幕出现对话框* 在“AUTxxxx”区输入 plr*回车之后约2分钟,主菜单出现5。
1。
2 打开 Siplace80S20注意:在监控计算机主菜单出现之前,不要打开贴片机,否则出现通信错误* 仔细检查机器,确认没有任何障碍物出现在旋转头的运动范围内.* 保证旋转头处于Z轴最上端* 打开电源开关,计算机屏幕将出现* 操作信息行出现“ Press Start Key”时,按下开始按钮,则机器处于准备工作状态5.1.3 关闭 SIPLACE 生产线:注意:* 所有的机器已完成生产*旋转头处于Z轴最上端* 吸嘴上没有任何元件*旋转头处于等待位置5.1.3。
1 关闭监控计算机注意:必须按下列步骤关闭监控计算机,不能简单地关掉UPS电源,否则系统有可能出现故障。
* 将光标移到屏幕的右边,光标将变成十字线* 按下鼠标左键,屏幕出现下拉式菜单* 继续按下鼠标左键,将光标移到“shut down” 处,屏幕将出现Really shut down?Yes No*点中“yes" ,监控计算机将关闭所有程序。
然后屏幕出现Safe to power ofPress any key to reboot*关闭 UPS 及显示屏5。
1。
3.2 关闭SIPLACE* 必须在监控计算机完全关闭之后才能关闭贴片机* 不要在机器执行命令时关闭贴片机*不要在机器打板子时关闭贴片机*不要在计算机启动过程中关闭贴片机* 应在机器处于等待状态时关闭贴片机5.2 操作指南5。
2。
1 SIPLACE 80S20 屏幕组成(用户级别: operator)(1 — 4)为机器控制按钮(1)执行(2) 停止执行(3)继续执行(4) 终止执行(5)错误信息:如果出现错误,按下此键可获得错误详细信息(6) 分析:如果在打板子时出现错误,按下此键可获得错误的详细分析及纠正措施(7) 清除错误(8)程序名及 PCB P/N(9 — 16)机器控制图标,按下时将出现新的菜单(10)功能选项(11) 显示主菜单(12) 显示设置及元件的条码检验(13)机器的错误显示(14) PCB Feeder(15) 1号臂和2号臂的单功能(16) PCB 传送结构的单(17) GEM 状态及贴片程序(18)显示机器的运行模式:监控计算机,GEM主机,及脱机运行(19)下拉使菜单5。
2。
2 “功能选项”菜单 (Machine option)5.2.2。
1 在用户界面的主菜单下,按下 Machine Option 按钮,功能选项对话框将出现.显示机器的各种选项及配置.5。
2。
2.2 按下 Cancel 关闭对话框而不存盘,或按下 Accept ,存盘。
5。
2。
3 显示Feeder台的状态菜单(Setup)Loc :F eeder台 (1号和3号)Track :轨道: Feeder所在的位置Div : 子 FeederTray : 用于80F4CmpName : 元件料号GF no :元件的包装形式Track barc : 轨道的条码CO-BC :元件条码5.2。
4 “机器的错误显示”菜单(Display error)从机器的错误显示菜单,可以看到:轨道错误;机器错误;PCB传送错误。
(1)轨道错误按钮(2) 机器错误按钮(3) PCB传送错误按钮(4)其他错误按钮(5) 标题行的解释(6) 错误分析—————选择一错误行,点中改按钮(7)错误信息(8)删除所有信息No : 错误号码CmpName :元件料号Loc :Feeder 台(1,3)Tr/D/T :轨道/子Feeder/料盘Seg :贴该元件的贴片单元#E :错误号码Text :错误的详细信息DEV :吸件面Info 1 or 2 : 西门子内部使用信息5。
2.5 “Feeder”菜单5。
2.5.1“Feeder” 菜单含三个子菜单* 显示无Feeder轨道及在轨道上设置Feeder* 显示材料存储器仅用于80F4* 显示震动Feeder (条料Feeder)5。
2。
5。
2“显示无Feeder轨道及在轨道上设置Feeder”子菜单无Feeder 的轨道在这里显示,在轨道上安装好Feeder之后, 应在该菜单下将空轨道设为满轨道.注: SIPLACE 80S20 只有 1, 3 DEV(贴件面) 即 Location 1 和 Location 3(1号Feeder台和3号Feeder台)5。