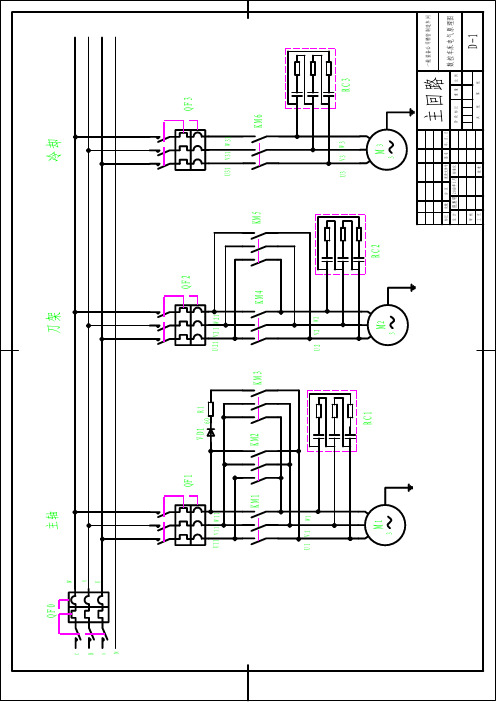
C5225型双柱式车床电气原理图
C5225双柱立车大修、数控改造方案

C5225双柱立式车床大修、数控改造方案一、机械部分1、大件加工及修理1.1、工作台底座:工作台底座导轨采用自磨机进行磨削加工,径跳圆周上0.02mm,导轨表面粗糙度0.8 。
1.2、工作台:工作台导轨与工作台底座导轨合研、配刮,接触达85%。
1.3、横梁:横梁导轨采用导轨磨床精磨加工,直线度0.02/1000,全长0.04,导轨表面粗糙度0.8,横梁背面导轨与立柱合研、配刮,同时配刮斜铁及压板。
1.4、立柱:立柱导轨采用导轨磨床精磨加工,直线度0.02/1000,全长0.03,导轨表面粗糙度0.8 。
1.5、滑座:滑座导轨与横梁导轨合研、配刮,同时配刮斜铁及压板。
1.6、方滑枕:方滑枕导轨面采用导轨磨床精磨加工,导轨的直线度0.02/1000,全长0.03,相对两导轨面平行度0.02,导轨表面粗糙度0.8 。
1.7、回转滑座:回转滑座导轨与方滑枕导轨合研、配刮,同时配刮斜铁及压板。
2、工作台及主传动齿轮箱2.1、对工作台部分拆卸、清洗、检查,更换主轴轴承,更换其它破损的零部件。
2.2、对主传动齿轮箱进行拆卸、清洗、检查,进行常规修理,更换有研伤的轴承,更换磨损件。
3、横梁升降箱及传动杠:拆卸、清洗、检查,更换破损的零部件。
4、进给部分:各滑动导轨面采用贴塑处理,减小摩擦系数,各部斜铁也采用贴塑处理,不进行数控改造的刀架丝杠修复,丝母更新。
5、夹紧及平衡机构:检查各部液压夹紧及平衡机构,更换损坏件及密封件,修复和调整机械配合间隙。
6、液压及润滑装置:6.1、检查和调整主轴静压系统,更换损坏的零部件、液压件。
6.2检查各液压部分,更换失灵的液压元器件、密封件,对管路合理布局,使其达到无漏油现象。
7、数控改造部分:7.1、X轴(水平进给):X轴设计、制作一减速箱,安装在横梁一侧,由1FK6系列交流伺服电机驱动,经减速箱,精密滚珠丝杠带动滑座实现X轴的进给,减速箱内的齿轮均为磨齿加工,轴与轮的联结涨套形式,可以达到无间隙传动。
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
2020/11/21
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
数控车床电路图册
3rew
演讲完毕,谢谢听讲!
再见,see you again
2020/11/21
ห้องสมุดไป่ตู้
数控车床电路图册
机床电路分析PPT课件

M4冷却泵电动机:冷却刀具(工件)
二、电路分析 1.主电路 QF:引入电源 M4:SA1起动 M:KM4/KM5 正/反转
2.控制电路 (1)主电动机M1旋转控制
按下SB2,KM1自锁,主电机M1工作,指示 灯HL3亮。
(2)摇臂升降控制 工作过程:摇臂松开 — 上升/下降 — 摇臂夹紧 行程开关SQ1/SQ6 升/降极限保护 6-7 上升极限保护 23-7 下降极限保护 行程开关SQ2检测松开 、SQ3检测夹紧
(压SQ2 、M3—) SQ2↓ — SB3 — KM2 — KM3+ — M2+反转 摇臂 下降
(到达要求高度松开SB4 、M2—、KT—) SQ3 — KT — KM4 — KM5+ — M3+反转摇臂夹紧
(压SQ3停止) 到达极限位置SQ6动作,终止摇臂下降
(3)立柱和主轴箱松开、夹紧
a.主轴箱松开(按SB5)
图3-12 具有“延时停留”的电路
2.二次工作进给控制电路 • (1)滑台原位停止 • (2)滑台快进 • (3)滑台一工进 • (4)滑台二工进 • (5)滑台快退
• a. 上升(按SB3) E:1 — SB3↓ — SQ1 — — KT+ SQ2 — KT↓ — KM5 — KM4+ — M3+ 正转摇臂松开 1—KT↓ — SB5 — SB6 — YV+ (活塞杆通过弹簧片压动限位开关SQ2,使其SQ2(7-14) 打开,KM4-,M3停)
— 1—SQ1 —FR2 —SQ2 ↓ — SB4 — KM3 — KM2+ — M2+ 正转摇臂上升 (到达要求高度松开SB3 、 KM2-、M2-、KT-,经延时 KT(18-19)闭合)
数控车床电路图纸
比 例
数控车床电气原理图
批 准
共
张
第
张
D-3
NC接口
CN6
P4
P1
P17 P18
P5
P13 P6 P14 P8 P21
P9
P15 P22
P10
T4
P3
T5 T6 O1 O2 O3 TO O4 O5
P16
P23
P11
P24
T1
T2
T3
O6
O7
08
KA1
KA3
KA5
KA7
刀架接口
SB0
KA2
KA4
KA6
倪惠明 2003年1月
审 核 工 艺
标准化
阶 段 标 记
重 量
比 例
数控车床电气原理图
批 准
共
张
第
张
D-5
X轴伺服联接
R S T r t G U V W U V W
R
S
T
伺 服 电 G 机
CNC
23 37 4 6 B` C C` +24 SG
SG
பைடு நூலகம்1 A A` B
伺 服 驱 动 器 X
2 4 5 6 9 12 13 14 8 30 3 5 7 21 20
一拖装备公司精密制造车间
倪惠明 2003年1月
审 核 工 艺
标准化
阶 段 标 记
重 量
比 例
数控车床电气原理图
批 准
共
张
第
张
D-7
5
KM2
10 13
KM1
KM1
KM5
KM4
19
4
C型普通车床的电气控制图解

C620-1型普通车床的电气控制图解一、普通车床的主要作用及结构作用:普通车床是一种应用极为广泛的金属切削机床;它主要用来车削外圆、内圆、端面、螺纹和定型表面;并可用钻头、铰刀、镗刀进行加工..结构:普通车床主要由床身、主轴变速箱、进给箱、溜板箱、溜板与刀架、尾架、光杠、丝杠等部分组成..二、C620-1型普通车床的电气控制C620-1型普通车床的电气控制原理图如下:1、电气控制原理图的构成及作用电气控制原理图可分为主电路、控制电路及照明电路..主电路中的M1为主轴电动机;拖动主轴旋转;M2为冷却电动机;输出冷却液..因它们的容量均小于10kW;可采用全压启动..控制电路是由按钮、热继电器和接触器线圈组成;通过按钮SB1和SB2来控制主电路的两台电机..照明电路由变压器和照明灯组成;主要是照明用..2、电气控制线路分析1、主电路分析主电路中有两台电动机;电动机M1、M2采用SQ1作电路开关;接触器KM的主触点来控制M1的启动和停止..转换开关SQ2控制M2的启动和停止..2、控制电路分析控制电路采用380V交流电源供电;只要按动按钮SB2;KM线圈便得失;其自锁触点闭合自锁;它的主触点闭合;此时M1启动..M1启动后;合上SQ2;冷却电动机立即启动..按下按钮SB2两台电动机停止..3、辅助电路分析照明电路采用36V安全电压;由变压器TC供给;QS3控制照明电路..4、保护环节分析熔断器FU1和FU2分别对M和控制电路进行短路保护;因向车床供电的电源开关要装熔断器;所以M1未用熔断器进行短路保护..热继电器FR1和FR2分别对电动机M1和M2进行过载保护;其触点串联在KM线圈回路中;M1、M2的任一台电动机过载;热继电器的常闭触点打开;KM都将失电而使两台电动机停止..3、常见故障分析1、主轴电动机不能起动配电箱或总开关中的熔断器已烧断;控制电路出了故障;如:按钮SB1或SB2已损坏或接触不良、熔断器断了、热继电器很可能是其触头部分出了问题、接触器等;电动机已损坏..2、按下启动按钮SB2;电动机发出嗡嗡声;不能启动这是电动机缺相引起的;可能原因有:其中一个熔断器已烧断;接触器KM的中有一对主触点没有接触好;电动机的接线有一处已断线..3、按下启动按钮SB2后;电动机M1不能自锁这个故障就是由接触器KM引起;可能是接触器自锁用的辅助常开触头接触不好或接线松开..4、按下停止按钮后;主轴电动机不能停止这类原因主要是由于接触器KM1的主触点熔焊造成或停止接钮SB1常闭触点被卡住;不能断开造成..5、冷却电动机不能启动主轴电动机未启动;熔断器FU1已烧断;转换开关QS2已损坏;冷却电动机已损坏..6、照明灯不亮照明灯已坏、熔断器FU3变压器已坏;转换开关QS3已坏;连接线路已断路..。
CK5225数控双柱立式车床说明书资料
十一、附件与备件………………………13
CK5225 数控双柱立式车床
一、 概述:
使用说明书
CK5225-01001 共 37 页 第 1 页
本机床为数控双柱立式车床。它有左、右两个立刀架,其中的左立刀 架为数控刀架。本机床不仅具有普通立式车床的粗车、精车工件外圆、内孔 及端面等加工功能,还有加工大圆锥体、任意圆弧曲面等功能;机床具有 X 轴(刀架水平移动)、Z 轴(滑枕上下移动)两坐标联动进给功能。 二、外形与结构: 本机床的外形,见图一。主要由左、右立柱、顶梁、工作台、底座等 部件组成的框架,以承受切削时的负荷。横梁沿立柱导轨上、下移动,横 梁升降的电机及蜗轮箱置于顶梁内。横梁是靠碟形弹簧通过杠杆夹紧于立 柱上。横梁升降的操纵按钮在悬挂按钮站上。 变速箱紧固在工作台底座后部上。主电机由联轴器与变速箱相连接。 变速箱变速由变速油缸来实现十六种转速的变换。转速变换选择开关在悬 挂按钮站上。 工作台由主电机经变速箱直接启动和制动。工作台仅有正向工作转 动, 但可以正反方向 点动,以便于工 件找正。工作台 镶有铸造锌合 金 ZZnAl10-5 耐磨导轨板,并在导轨间通入压力油( 0.2-0.4Mpa)以提高导 轨承载能力。工作台主轴上装一个单向推力球轴承和一个双列短圆柱滚子 轴承,其内环带有锥度,用以调整径向间隙,以保证主轴能在高精度下平 稳地工作。工作台的启动、制动与点动的操纵按钮在悬挂按钮站上。 右进给箱装在横梁的右端。右进给箱的后部装有刀架工作进给用电机 与快速移动用电机各一台。工作进给由交换齿轮实现十八种进给量的变换 , 变换进给量的操纵手柄在进给箱的正面。进给箱内装有电磁离合器,用来 选择刀架工作进给或快速移动的方向。刀架移动方向选择开关及进给、快 速移动操纵按钮在悬挂按钮站上。 左、右两个立刀架装在横梁上。左刀架由伺服电机和齿轮箱通过滚珠 丝杠来达到垂直和水平的工作进给或快速移动。右刀架由进给箱通过光 杠、丝杠来达到垂直和水平的工作进给或快速移动。在横梁的光杆、丝杠 上装有供手动操作的手柄,以便于调整刀架的位置和对刀。两个刀架滑枕 的重量由压力油进行平衡;刀架滑座的上部装有两个卸荷装置,拧动其上 端的螺钉可调整卸荷滚子的承载力,以便减少主导轨的磨损,以利于长期 保证机床的使用精度。 横梁装有一个加油润滑的手压油泵,以便于操作方便地对其进行加油 润滑。左、右立刀架上各装有一个电动润滑泵,手动、自动选择开关操纵 按钮在悬挂按钮站上。
5.第五章 数控机床电气控制线路

1
第一节 数控车床电气控制线路
数控车床的机械部分比同规格的普通车床更为紧凑简洁。 主轴传动为一级传动,去掉了普通机床主轴变速齿轮箱, 采用了变频器实现主轴无级调速。进给移动装置采用滚 珠丝杠,传动效率高、精度高、摩擦力小。
2
1.1 数控车床的主要工作情况
一般经济型数控车床的进给均采用步进电动机,进给电 动机的运动由NC装置实现信号控制。 数控车床的刀架能自动转位。换刀电动机有步进、直流 和异步电动机之分,这些电动刀架的旋转、定位均由NC 数控装置发出信号,控制其动作。而其他的冷却、液压 等电气控制跟普通机床差不多。 现以经济型CK0630型数控车床为例,说明普通数控车床
20
图 5.11 数控系统控制步进驱动接线图原理图
21
4、数控系统对电动刀架的控制:
(1)、直流型电动机电动刀架
数控系统控制电动刀架,主要控制刀架电动机的正反转, 所反应的刀号数送给数控系统.从数控系统输入信号接 口来看,低电平有效。由于电动机电流不是太大,故 选用数控系统能驱动的功率继电器。
数控系统控制电动刀架电动机的接线原理图如图5.12 所 示 。 P3 口 的 O6(P3.6) 和 O7 ( P3.7) 控 制 KA3 、 KA4继电器,由于输出低电平有效,故中间继电器另一端 接+24V。三个微动开关信号SQ1~ SQ3分别接P3口 的I1(P3.21)、I2(P3.22)、I3(P3.23),信号低 电平有效。图5.12中,用 KA3、KA4的触点控制直流 电动机正反转,而直流电源 DC27V的产生通过变压器 和整流桥等电路产生。
31
图5.19 CLK脉冲与DIR信号波形
图5.20 数控系统与步进驱动的接口图
C型普通车床的电气控制图解完整版

C型普通车床的电气控制图解HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】C620-1型普通车床的电气控制图解一、普通车床的主要作用及结构作用:普通车床是一种应用极为广泛的金属切削机床,它主要用来车削外圆、内圆、端面、螺纹和定型表面,并可用钻头、铰刀、镗刀进行加工。
结构:普通车床主要由床身、主轴变速箱、进给箱、溜板箱、溜板与刀架、尾架、光杠、丝杠等部分组成。
二、C620-1型普通车床的电气控制C620-1型普通车床的电气控制原理图如下:1、电气控制原理图的构成及作用电气控制原理图可分为主电路、控制电路及照明电路。
主电路中的M1为主轴电动机,拖动主轴旋转;M2为冷却电动机,输出冷却液。
因它们的容量均小于10kW,可采用全压启动。
控制电路是由按钮、热继电器和接触器线圈组成,通过按钮SB1和SB2来控制主电路的两台电机。
照明电路由变压器和照明灯组成,主要是照明用。
2、电气控制线路分析1)、主电路分析主电路中有两台电动机,电动机M1、M2采用SQ1作电路开关,接触器KM的主触点来控制M1的启动和停止。
转换开关SQ2控制M2的启动和停止。
2)、控制电路分析控制电路采用380V交流电源供电,只要按动按钮SB2,KM线圈便得失,其自锁触点闭合自锁,它的主触点闭合,此时M1启动。
M1启动后,合上SQ2,冷却电动机立即启动。
按下按钮SB2两台电动机停止。
3)、辅助电路分析照明电路采用36V安全电压,由变压器TC供给,QS3控制照明电路。
4)、保护环节分析熔断器FU1和FU2分别对M和控制电路进行短路保护,因向车床供电的电源开关要装熔断器,所以M1未用熔断器进行短路保护。
热继电器FR1和FR2分别对电动机M1和M2进行过载保护,其触点串联在KM线圈回路中,M1、M2的任一台电动机过载,热继电器的常闭触点打开,KM都将失电而使两台电动机停止。
3、常见故障分析1)、主轴电动机不能起动配电箱或总开关中的熔断器已烧断;控制电路出了故障,如:按钮(SB1或SB2已损坏或接触不良)、熔断器断了、热继电器(很可能是其触头部分出了问题)、接触器等;电动机已损坏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.3 C5225型立式车床电气控制电路概述
C5225立式车床电器控制电路原理图如图1所示。
从图1(a)可知,C5225型立式车床由7台电动机拖动;主轴电动机M1、油泵电动机M2、横梁升降电动机M3、右立刀架快速移动电动机M4、右立刀架进给电动机M5、左立刀架快速移动电动机M6、左立刀架进给电动机M7。
从图1(b)、(c)可知,只有在油泵电动机M2启动运行、机场润滑状态良好的情况下,其它的电动机才能启动。
(1)油泵电动机M2控制
按下按钮SB2,接触器KM4通电闭合,油泵电动机M2启动运转,同时14区接触器KM4的常开触点闭合,接通了其它电动机控制电路的电源,为其他电动机的启动运行作好了准备。
(2)主拖动电动机M1控制
主拖动电动机M1可采用降压启动控制,也可采用正、反转电动控制,还可采用停车制动控制,由主动拖动电动机M1拖动的工作台还可以通过电磁阀的控制来达到变速的目的。
①主拖动电动机M1的Y-△降压启动控制。
按下按钮SB4(15区),中间继电器K1闭合并自锁,接触器KM1线圈(17区)通电闭合,继而接触器KMY 线圈(24区)通电闭合,同时时间继电器KT1线圈(21区)通电闭合,主拖动电动机M1开始Y-△降压启动。
经过一定的时间,时间继电器KT1动作,接触器KT1线圈断电释放,接触器KMY线圈断电,接触器KM△线圈(26区)通电闭合,主拖动电动机M1△接法全压运行。
②主拖动电动机M1正、反转点动控制。
按下正转电动按钮SB5(17区),接触器KM1线圈通电闭合,继而接触器KMY通电闭合,主拖动电动机M1正向Y接法电动启动转动。
按下反转电动按钮SB6(20区),接触器KM2线圈(20区)通电闭合。
继而接触器KMY通电闭合,主拖动电动机M1反向Y接法点动启动转动。
③主拖动点动机M1停车制动控制。
当主拖动电动机M1启动运转时,速度继电器电器KS的常开触点(22区)闭合。
按下停止按钮SB3(15区)。
中间继电器K1、接触器KM1、接触器KM△线圈失电释放,速度继电器的常开触点(22
区)复位断开,主拖动电动机M1能耗制动。
当速度下降至100r/min时,速度继电器的常开触点(22区)复位断开,主拖动电动机M1制动停车完毕。
④工作台的变速控制。
工作台变速控制由手动开关SA控制,改变手动开关SA的位置(电路图中35~38区),电磁铁YA1~YA4有不同的通断组合,可得到工作台各种不同的通断组合,可得到工作台各种不同的转速表。
表3.3-1 C5225型立式车床转速表
将SA扳至所需转速位置,按下按钮SB7(31区),中间继电器K3、时间继电器KT4线圈通电吸合,继而电磁铁YA5线圈通电吸合,接通锁杆油路,锁杆压合行程开关ST1(28区)闭合,使中间继电器K2、时间继电器KT2线圈通电吸合,变速指示灯HL2亮,相应的变速电磁铁(YA1~YA4)线圈通电,工作台得到相应的转速。
时间继电器KT2闭合后,经过一定的时间,KT3线圈通电闭合,使基础期KM1、KMY通电吸合,主拖动电动机M1做短时启动运行,促使变速齿轮啮合。
变速齿轮啮合后,ST1复位,中间继电器K2、时间继电器KT2、KT3、电磁铁YA1~YA4失电释放,完成工作台的变速过程。
(3)横梁升、降控制
①横梁上升控制。
按下横梁上升按钮SB15(68区),中间继电器K12线圈通电吸合,继而横梁放松电磁铁YA6(33区)通电吸合,接通液压系统油路,横梁加紧机构放松,然后行程开关ST7、ST8、ST9、ST10(63区)复位闭合,接触器KM9线圈(64区)通电闭合,横梁升降电动机M3正向启动转动,带动横梁上升。
松开按钮SB15,横梁停止上升。
②横梁下降控制。
按下横梁下降按钮SB14(66区),时间继电器KT8(66区)、KT9(67区)及中间继电器K12(68区)线圈通电吸合,继而横梁放松电磁铁YA6(33区)通电吸合,接通液压系统油路,横梁夹紧机构放松,然后行
程开关ST7、ST8、ST9、ST10(63区)复位闭合,接触器KM10线圈(65区)通电闭合,横梁升降电动机M3反向启动运转,带动横梁下降。
松开按钮SB4,横梁下降停止。
(4)刀架控制
①右立刀架快速移动控制。
将十字手动开关SA1扳至“向左”(47区~50区)位置,中间继电器K4(47区)通电吸合,继而右立刀架向左快速离合器电磁铁YC1线圈(72区)通电吸合。
然后按下右立刀架快速移动电动机M4启动转动,带动右立刀架快速向左移动。
从而控制右立刀架向右、向上、向下快速移动。
同理,将十字手动开关SA1扳至“向右”、“向上”、“向下”位置,分别可使右立刀架各移动方向电磁离合器电磁铁YC2~YC4(74区~79区)线圈吸合,从而控制右立刀架向右、向上、向下快速移动。
与右立刀架快速移动控制的原理相同,左立刀架快速移动通过十字手动开关SA2(59区~62区)扳至不同位置来控制电磁离合器电磁铁YC9~YC12的通断,按下右立刀架快速移动电动机M6启动按钮SB11(15区)控制右立刀架快速移动电动机M6的启停来实现。
②右立刀架进给控制。
在工作台电动机M1启动的前提下,将手动开关SA3(43区)扳至接通位置,按下右立刀架进给电动机M5启动按钮SB10,接触器KM6通电吸合,右立刀架进给电动机M5启动运转,带动右立刀架工作进给。
按下右立刀架进给电动机M5的停止按钮SB9,右立刀架进给电动机M5停转。
左立刀架进给电动机M7的控制过程相同。
③左、右立刀架快速移动和工作进给制动控制。
当右立刀架快速移动电动机M3或右立刀架进给电动机M4启动运转时,时间继电器KT6通电闭合,80区瞬时闭合延时断开触点闭合。
当松开右立刀架快速进给移动电动机M3的电动按钮SB8或按下右立刀架进给电动机M4的停止按钮SB9时,接触器KM5或KM6失电释放,由于KT6为断电延时,因而80区中的时间继电器KT6的瞬时闭合延时断开触点仍然闭合,此时按下右立刀架水平制动离合器按钮SB16(80区),右立刀架水平制动离合器电磁铁YC5、YC6线圈通电吸合,使制动离合器动作,对右立刀架的快速进给及工作进给制动。
左立刀架快速移动和工作进给制动控制
-
-
-
图2 C5225型立式车床电器控制原理图(一)
图2 C5225型立式车床电器控制原理图(二)
图2 C5225型立式车床电器控制原理图(三)
3.4 C5225型立式车床PLC控制输入输出地址表表3.4-1 PLC控制输入输出地址表
续表3.4-1。