论铣车复合加工的微小结构件工艺线路研究
齐重成功研制数控重型曲轴铣车复合加工机床
其 中 :Q 为 回油流量 ,Q 为补油 流量 ,将 传动 比代
入上述公式 ,则有 : n ( 1 一 )・ ( 1 + )=Q b —Q = Q k
式 中 :Q 为补油 消耗量 ,最后 可 以得 到单 元件 的效
率 ,如泵 的容积效率 :
.
参考 文献 :
的重型船用 曲轴 加工 机床 制造技 术 ,摆 脱 了之前 大 型船用曲轴严重 依赖 进 口的局 面 ,满足 了 国家重 点 发展的大型船舶柴 油机 核心部 件 曲轴 的精加工 设备
4 0 0 6 0 o 8 o 0 1 0 0 0 1 2 0 0 1 4 0 0 1 6 0 0 1 8 O O 20 0 0 2 2 0 o
n D / ( r ‘ ml n ‘ )
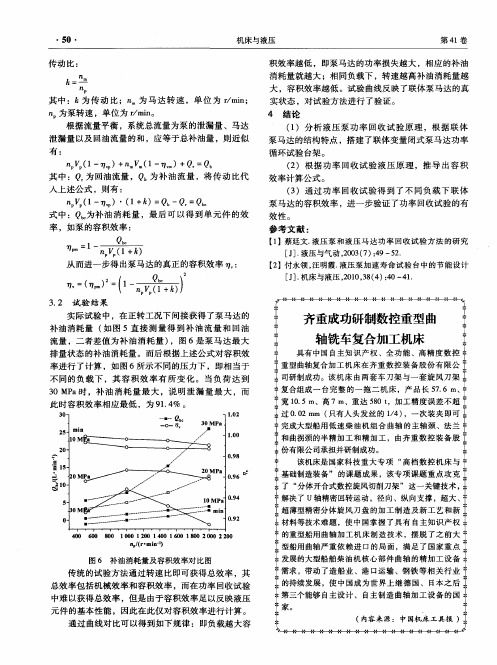
图 6 补油消耗量及容积效率对 比图
传统的试验方法通过转速 比即可获得总效率 ,其 总效率包括机械效 率和容 积效率 ,而在功率 回收试验 中难 以获得总效率 ,但是 由于容 积效率足 以反 映液压 元件 的基本性能 ,因此在此仅对 容积效率进行计算 。 通过 曲线对 比可 以得到如下规律 :即负载越 大容
( 1 )分 析液压 泵功 率 回收试 验原 理 ,根据 联 体 泵 马达 的结构特点 ,搭 建了联体变量 闭式泵马达功率 循 环试验 台架 。 ( 2 )根据功 率 回收试验 液压 原理 ,推导 出容 积 效率计算公式 。 ( 3 )通过功率 回收试验 得到 了不 同负载 下联 体 泵马达的容积效率 ,进一步验证了功率 回收试验 的有
1 . 02
司研制成功 。该 机床 由两套 车 刀架 与一套 旋风 刀架
复合组成 一 台完 整 的一拖 二 机床 ,产 品长 5 7 . 6 m、 宽1 O . 5 m、高 7 m、重 达 5 8 0 t ,加工精 度误差 不超 过0 . 0 2 m m ( 只有 人头发丝 的 1 / 4) ,一 次装夹 即可 完成 大型船 用低 速柴油 机组 合 曲轴 的主轴 颈、法兰
车铣复合加工中心Y轴立柱的受力分析及结构优化
车铣复合加工中心Y轴立柱的受力分析及结构优化苏宏志;李文祥;王建军;李小飞【摘要】在车铣复合加工中心Y轴立柱建模基础上,利用Solidworks Simulation 对模型进行有限元仿真和分析,完成了对立柱的结构优化设计,通过对机床的实际应用,证明了该有限元仿真和分析方法是一种有效的设计手段.%Based on modeling the Y-axial column of lathe-mill cutting center, the finite element simulation and analysis on this model is conducted with the Solidworks Simulation in this paper, and the structural optimization design of column is com-pleted. Through the practical application of the machine tool, it shows that the method of finite element simulation and analysis is an effective design means.【期刊名称】《机械研究与应用》【年(卷),期】2015(028)006【总页数】2页(P23-24)【关键词】Y轴立柱;有限元仿真;结构优化【作者】苏宏志;李文祥;王建军;李小飞【作者单位】陕西工业职业技术学院数控工程学院,陕西咸阳 712000;宝鸡机床集团有限公司,陕西宝鸡 721013;宝鸡机床集团有限公司,陕西宝鸡 721013;宝鸡机床集团有限公司,陕西宝鸡 721013【正文语种】中文【中图分类】TG659复合化是数控机床一个普遍发展趋势,在现代机械加工中复合化数控机床发挥着愈来愈大的作用[1]。
车铣复合加工中心具有多轴联动功能,机床动力刀架配合Y轴移动能实现强力铣削,Y轴立柱作为动力刀架的一个重要支撑零件,必须对其进行最优化设计以减少机床在强力切削时的振动,使加工零件获得较高的加工精度和很好的表面粗糙度。
五轴联动车铣复合加工中心误差补偿技术的研究

21 0 2年 9月
范 晋伟 , :五 轴联 动 车铣 复合加 工 中心误 差 补偿 技术 的研 究 等
・ 9・ 3
它 的结构 示意 图如 图 1所示 ; 其 抽象 和 提 炼 为 图 2 将 所 示 的 r i g o h ss c o d n c mplx tu t r c a a trsis f t e u n n & e sr c u e h r ce itc o h tr i g m
il g e tr we a b id h l n c n e , i c n u l t e
收稿 日期 : 0 2— 2一 3 2 1 0 O
基 金项 目 : 国家 自然 科 学 基 金 赞 助 项 目( 07 0 4 ; 京 市 教 委 资 助项 目( M20 10 50 ) 57 5 0 ) 北 K 0 10 0 03 作 者简 介 : 晋 伟 (9 5 ) 男 , 西 人 , 京 工业 大学 机 电学 院 教 授 , 士 生 导 师 , 范 16 一 , 山 北 博 主要 从 事 数 字 化 精 密 加 工 与 检 测 方 面 的 研 究 , E—ma ) ( i l
在有 误差 条件 下 , 可得 典 型 体 B 上 任 意给 定 点 P在其 低 序体 B 中的矢量 r 变换关 系 为 :
[ ]A [’[], []J [ 】z ’[]1=,[] ,[I ( =, ]A A K ’ ) K KA KA
其 中[ ] 有误 差条 件下 多体 系统 中典 型体 日 为 及 其 低 序 体 B 坐 标 间 的矩 阵 变 换 ; A K]、 A K] , [J [J [ J [ J 分 别表 示静 止位 置特 征矩 阵 、 止 位 A K]、 A K] 静 置误 差特 征 矩 阵、 动 特 征 变 换 矩 阵 和运 动 误 差 特 运 征矩 阵 。将 它们展 开 如下 :
未来机床发展的重要方向之一复合加工——车铣复合加工技术的发展及应用

制 、工装靠模多以及管理难的技术难题 ,而且 引进 在线测量加工、随动加工等新型的加工工艺。
1车铣 的在 线测量加工工艺 .
( )装夹中测量定位 凸轮轴毛坯上有 已锻打 1
成 形 凸轮 ,如要 对 凸轮进 行 首 次车 铣 加 工 ,则必 须 知 道 在每 次 装 夹过 程 中各 凸轮 所处 的位 置 。解 决 这 个 问 题 常规 的 工 艺是 制 作 专 用装 备 对 凸轮 轴进 行 定 位 ,先加 工定位 销孔再加 工 凸轮 型面 ,此加工 工艺对
高速 旋 转 ,工 件低 速 旋 转 ,因此 其 切 削 力 比传 统切
集成 了现代先进控制技术 、精密测量技术和
)A / M应用技术的先进机械加 工技术。 C
削加工要小许多 ,非常适合薄壁件的加 工,也不会 因工件高速旋 转而形成的离心力造成薄 壁件和细长
} } 复合加工的发展及特点
薄壁套等零部件的加工 ,具有广阔的发展和应用前 景 ,是机械制造领域 的重要发展方向。
加工主要可分为轴向车铣和正交车铣 。车铣运
复合运动 ,是利用铣 刀旋转和工件旋转的合成
来实现对工件的切 削加工。车铣不是简单 的将 和铣削两种加工方法合并在一起 ,而是利 用车 成运 动来完成 各类表 面的加 工 。在进 行车铣
重要 方向
技术、信息技术、可靠性技术的发展,向构件简 约化、结构紧凑化、配置模块化和部件商品化方
向发展 。复合加工机床的性能也会根据用户的加
工要求向多样化发展,有适合于多品种、单件和
小批量生产条件 的全功能性复合加工机床 , 也有
适合于提高生产效率、较大批量生产条件的专用
的功能适宜的复合加工机床 。同时,复合加工技
什么是车铣复合,车铣复合都有哪些优势

什么是车铣复合,车铣复合都有哪些优势车铣复合加工是机械加工领域目前国际上的加工工艺之一。
是一种先进制造技术。
车铣复合加工就是把几种不同的加工工艺,在一台机床上实现。
车铣复合加工中心相当于一台数控车床和一台加工中心的复合。
目前,大多数的车铣复合加工,在车削中心上完成,而一般的车削中心只是把数控车床的普通转塔刀架换成带动力刀具的转塔刀架,主轴增加C轴功能。
由于转塔刀架构造、外形尺寸的限制,动力头的功率小,转速不高,也不能安装较大的刀具。
这样的车削中心以车为主,铣、钻功能只是做一些辅助加工。
动力刀架造价昂贵,造成车削中心的成本居高不下,国产的售价一般超过10万,进口的超过20万,一般用户承受不起。
经济型车铣复合大多都是XZC轴,就是在卡盘上增加了一个旋转的C轴,实现基本的铣削功能。
车铣复合加工是机械加工的一种方式,车铣复合加工不是单纯的将车削和铣削两种加工手段合并到一台机床上,而是利用车铣合成运动来完成各类面的加工,是在当今数控技术得到较大发展的条件下产生的一种新的切削理论和切削技术.那么车铣复合加工有哪些的优势呢?1、减少装夹次数,提高加工精度双主轴车铣复合技工机床能够让所有被加工的器具在一次装夹的过程中完成所有的镗、车、钻以及铣等等的工序,这样就防止了重复定位和换机二次加工的麻烦,可以极大的缩短工件生产以及加工的周期,防止因为重复装夹而出现公差增加的冋题。
装夹次数的减少避兔了由于定位基准转化而导致的误差积累。
同时,目前的车铣复合加工设备大都具有在线检测的功能,可以实现制造过程关键数据的在位检测和精度控制,从而提高产品的加工精度高强度一体化的床身设计提高了对难切削材料的重力加工能力该机床配置有自动送料装置,可以实现自动上料来连续,基本实现单台机床的流水线作业。
2、减少占地面积,降低加工成本紧凑美观的外形设计,改善了空间利用方式维护修理更方便让客户得到的满意虽然车铣复合加工设备的单台价格比较高,但由于制造工艺链的缩短和产品所需设备的减少,以及工装夹具数量、车间占地面积和设备维护费用的减少,能够有效降低总体固定资产的投资、生产运作和管理的成本。
车铣复合加工工艺与编程课程总结与收获与感悟

车铣复合加工工艺与编程课程总结与收获与感悟
车铣复合加工工艺与编程课程总结、收获与感悟
在完成车铣复合加工工艺与编程这门课程后,我深感这门技艺的复杂性和精密性。
这门课程为我打开了一个全新的视野,让我对机械加工领域有了更深层次的理解和认识。
课程开始时,我对车铣复合加工的概念仅停留在表面的了解。
但随着课程的深入,我逐渐了解到这种加工方式的优点:效率高、精度高、能加工复杂零件。
与此同时,我也对它的编程技术有了更深入的掌握,明白了编程的复杂性和精确性对加工结果的影响。
在学习过程中,我遇到了许多挑战。
如何精确控制切削参数、如何调整刀具路径以获得最佳的加工效果,这些都是我需要思考和解决的问题。
但正是这些挑战,让我更加深入地理解了车铣复合加工的精髓。
这门课程的收获不仅仅是对车铣复合加工工艺与编程的掌握,更重要的是对思维方式的影响。
我开始更加注重细节,更加注重对问题的深入分析和思考。
同时,我也明白了学习是一个持续的过程,只有不断地学习、实践、反思,才能不断提高自己的技能和知识水平。
对于未来的学习和工作,我将把这门课程所学到的知识和技能应用到实践中。
我会更加注重对工艺和编程的研究,以提高自己的加工技能和编程能力。
同时,我也将与同行们交流和分享经验,共同提高我们的技术水平。
总的来说,车铣复合加工工艺与编程这门课程是我学习生涯中的一次重要经历。
它不仅提高了我的技能和知识水平,更重要的是它培养了我的思维方式和工作态度。
我相信,这些将会成为我未来学习和工作的宝贵财富。
数控车床的程序编制与工艺分析
题目:数控车床的程序编制与工艺分析摘要世界制造业转移,中国正在逐步成为世界加工厂。
美国、德国、韩国等国家已经进入工业化发展的高技术密集时代与微电子时代,钢铁、机械、化工等重工业正逐渐向发展中国家转移。
我国目前经济发展已经过了发展初期,正处于重化工业发展中期。
机床是人类,进行生产劳动的重要工具,也是社会生产力发展水平的重要指标。
普通机床经历了近两百年的历史。
随着电子技术、计算机技术及自动化,精密机械与测量等技术的发展与综合应用,生产了机电一体化的新型机床一一数控机床。
数控机床一经使用就显示出了它独特的优越性和强大生命力,使原来不能解决的许多问题,找到了科学解决的途径。
数控车床是数字程序控制车床的简称,它集通用性好的万能型车床、加工精度高的精密型车床和加工效率高的专用型车床的特点于一身,是国内使用量最大,覆盖面最广的一种数控机床,也是一种通过数字信息,控制机床按给定的运动轨迹,进行自动加工的机电一体化的加工装备,经过半个世纪的发展,数控机床已是现代制造业的重要标志之一,在我国制造业中,数控机床的应用也越来越广泛,是一个企业综合实力的体现。
关键词 :数控;工业化发展;加工程序;工艺分析;刀具目录1 数控机床的产生与简介 (1)2 数控机床的编程方法 (2)2.1手工编程 (2)2.2自动编程 (2)3 数控机床程序的编制 (3)3.1数控编程的基本概念 (3)3.2数控编程的步骤 (3)4 工艺分析方法 (4)4.1零件图的工艺性分析 (4)4.1.1分析零件的几何要素 (4)4.1.2分析了解工件的工艺基准 (4)4.2切削用量的选择 (4)4.2.1确定合理切削用量的意义 (4)4.2.2选择切削用量的一般原则 (4)5零件加工编程实例 (6)5.1图纸分析 (6)5.2确定加工方法 (6)5.3确定加工方案 (6)5.4刀具的选择及对刀 (7)5.4.1选择刀具 (7)5.4.2选择切削用量 (7)5.4.3数控加工刀具卡片 (8)5.4.4试切法对刀 (8)5.5手工编程 (9)5.6填写数控加工工序卡 (11)结论 (13)参考文献 (14)致谢 (15)1 数控机床的产生与简介数控车床即装备了数控系统的车床。
凸轮轴凸轮型面车铣加工工艺的研究

: + 。 一R ,。 ,
√盎。 ()
)
作者简介 : 夏焕 金 ( 9 5一) 男 , 程 师 , 程 硕 士 。 17 , 工 工
研 究 开 发
c < o J sb- (  ̄ y ( )i( +R ~ + 。 b √嘉 (
一
机 车车辆工艺 第 5期 2 1 0 0年 1 O月
f =( s+s ) o 。cs
根据 凸 轮理 论 轮 廓 曲线 , 转 法原 理 及 实 际凸 反 轮 轮廓 曲线 与滚 轮 的几 何 关 系 , 推 导 出 实 际轮 廓 可
曲线直 角坐标 方 程为 :
【 =( + 0s ( Y s s)ib n
收 稿 日期 :0 0— 5—1 21 0 6
/
图 1 轮 廓 曲 线
1 刀 具 路径 数 学模 型 的 建 立
实 际 生 产 中 , 产 品 图 纸 中 得 到 的 升 程 表 仅 是 从
从 动件 运动 规 律 S=S ) 即 凸轮 理 论 轮廓 曲线 , ( ,
如 图 1中曲线 a 而 加工 编 程则 需 要 凸 轮 实 际 轮 廓 , 曲线 或 刀 具 运 动 曲 线 , 图 1中 曲线 b和 曲 线 C 如 。 因此 如何从 产 品数据 得到 凸轮 实际 轮廓 曲线 或刀具 运动 曲线 是采用 数控 加工 的第 一步 。
为 』=s i +sss 。 : ‘ 。 s ‘+ ’ s + 。 “ 。i c
【 Y=( + 0 s Ji0一( +s)cscs s s)iB n ns s o o] o0 3
图 中 、 为 凸 轮 实 际 轮廓 升 程 表 中的 极 角 , s
0 aca rt n
研 究 开 发
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
I生 訇 化 论铣车复合加工的微小结构件工艺线路研究 On mill-processing of micro-structural process Iines 迟尧林 CHI Y_a0一lin (山东科技职业学院,潍坊261053) 摘要:随着科技高速发展,铣车复合加工也遇到了新机遇与新挑战。在这种形势下,铣车复合加工必 须要探索新的工艺路线。相比之下,微小型的结构件加工尤为困难,目前使用微细切削加工工 艺表现出较好的成本优势与工艺优势。较多相关人士都在研究微小结构件的工艺路线,且取得 了不同程度的成绩。本文对上述几类结构件的加工过程和工艺特征进行分析,总结出了在加工 过程中工具的选用方法,并进行了铣车复合加工论述。 关键词:精密微细切削;加工工艺;微小结构件;复合加工 中图分类号:TH162 文献标识码:B 文童编号:1009—0134(201 2)10(上)-0054-05 Doi:1 0.3969/J.issn.1 009-01 34.201 2.1 0(I-).1 8
0引言 对于微型的机械结构或者机电系统,其整体 尺寸多数保持在厘米级别。因此需要采用微小结 构件装配组合。如今,小型系统发展与应用快速 推进,加大了微小结构件需求,产品量、材料种 类的多样性也在持续增加,其中更是提出了复杂、 异形和高强度的加工要求,对于起源于半导体集 成电路加工工艺的制作技术,在这些要求面前, 显得力不从心。而微细切削技术,则延续了传统 的加工工艺,具备更好的工艺和成本优势。 在加工微小型结构件时,大多数采取了数控 机床实施操作。由于其尺寸要求与常规零部件相 比更加微小,如果不对常规工艺进行改良,甚至 无法保证部件的尺寸要求。在这种形势下,就需 要进一步研究微小型的结构件加工工艺,探析其 工艺特征并进行分析与总结,然后根据这些要求 来选用刀具与机床。 1微小结构件的工艺特征分析 对于微小型的结构件而言,它的整体尺度都 十分小,普遍都属于毫米级别;其次,许多微小 结构件的自身结构也较为复杂,经常在局部存在 异形。一般情况下,都要按照对加工工艺提出的 要求特征进行分类,大体上可以分为轴类零件、 三维结构件、齿轮以及板类。事实上,不同分类 都具有自己独特工艺特征以及独自的加工方式。 对于三维结构件,它通常需要作为微小产品 的基础,在其上进行其他微小零件的安装,因此
它的结构更为复杂,加工难度大。具备较大的深 宽比,有多种台阶、薄壁和微孔,对于位置精度 要求也极高。所以当加工中需要用刀微小型的数 控机床,同时最好使用完整的加工工艺。典型的 三维结构件如图1所示。
图1三维微小型的结构件 对于轴类零件,在车削加工时,由于径向力 的作用,常常产生变形和翘尾,难以满足产品需 求。对此,采用由车削和铣削主轴共同作用的微 细车铣加工可以解决这个问题。这种加工方式由 于采用了多刃切削,其径向力更小,可以加工更 长的微细轴。图2中,将车削与车铣加工所得的 产品进行了比对,可以明显看出,车削加工的产 品产生了翘尾。 微小齿轮和板类构件相对而言较为简单,其 中板类构件以平面为主,可能具备台阶面和微孔 等细节,通常钻削和铣削足以满足其加工要求;
骰稿日期:2012-06-06 作者简介:迟尧林(1971一),男,山东潍坊人,讲师,硕士,研究方向为机械设计与制造。
I54】 第34卷第1O期2012—10(上) 1违 lI8 似 过更换刀具能够快速实现工艺路线的调整和改变, 完成小量多品种的加工工作。 3微小结构件切削加工的工艺应用 当下,微型化和精密化的复杂结构零件广泛 应用,这些产品都需要通过微细加工的方法来完 成,而其中最经济和最实用的加工方法则是微细 切削加工。这种方法主要运用在金属零件的加工 过程中。 3.1微小结构件切削加工实验设备及刀具 如前文提到的,微小结构件的加工设备依然 沿用了哈工大所研制的三轴微小型立式铣床。为 了保证工作的精度,在同一台机床上,平行和垂 直于车削主轴方向都配置了铣削和钻削主轴。
3.2微小结构件的加工工艺特点 微小型结构件,其加工过程特点是工序高度 集约化。为了保证精度,减少累计误差,完整加 工是必然的选择。对于同一个零件,其加工工序 尽量在同一台机床上使用尽量少的次数完成。通 过减少重定位和重装夹,不仅减少了工序转换所 占用的辅助时间,更减少了中间辅助环节,缩短 了生产链,极大地提高了生产效率;也降低了设 备和工作场地的需求,提升设备的利用率,从而 减少成本。最重要的是,采用这种方法,对于加 工质量也是一种保障。 3.2.1微小结构件的结构特征 精密微细切削,这种工艺主要应用于细微结 构的零部件,高精度是最基础的要求。因此,需 要对所加工零件的结构和材质进行相应的了解。 与大尺寸零件相比,微小结构件在材质和应用等 方面都有自己的特点。 1)微小结构件的材质一般强度和硬度更高, 机械性能更好。主要由金属、合金等材料组成, 具有一定的耐腐蚀或耐磨等能力,在恶劣的条件 下亦能正常工作。 2)结构上,三维立体结构是主要的结构特征, 长径比或者深宽比明显大于大尺寸部件。 3)广泛应用于微小型机构和系统,需求量极 大,批量高效生产极有必要。因此,在加工精度 要求之下,还有批量化的问题。 4)尺寸极小。微小型结构件的整体尺寸在毫 米或者厘米级,最细微的部分甚至要求有微米级。 且这些零件,使用常规方法难以加工。
5)空间和结构要求高。各部件之间常常存在 互相作用的关系。因此对位置和形状的精度要求 极高。但是,表面的粗糙度要求不一定高。 表2展示了微小结构件的特征指标。
表2微小结构件的特征 结构类型 轴、基座、薄片、薄壁结构 几何形式 回转体、平面、凸台、孔 零件材料 复合材料、金属材料、陶瓷材料 整体尺寸 《lmm、1MOmm、cm 特种尺寸 最小槽宽、长径比 零件关系 装配、传动 加工精度 形状精度、表面精细度、位置精度 特殊要求 耐磨、高抗过载、耐高低温 生产量 单件、少量、大批量
3-2.2微小结构件的微细切削工艺要求 相对常规的工艺设计,微小结构件在工艺上 还要求考虑到诸多问题。 1)控制加工余量。在普通机床上进行预切割, 减>'J'dJl工余量。 2)合理选择刀具和加工方法。经过了科学合 理选择之后,才能够实现最好的效果。 3)集中使用刀具。工作台上的空间有限,能 够同时安装的刀座有限。但是同时,结构件的加 工过程中又涉及到多种刀具。因此,需要更好地 规划加工路线,遵循刀具集中应用的原则减少刀 具的使用数量。 4)根据具体的零件确定走刀路线。不同的结 构件,都有各自的特点,不能一概而论。不合理 的走刀路线,不仅难以保障加工的精度,更可能 引发加工状态的突变。 5)保证加工精度。在开始加工之前,应当通 过工艺试验得到工序中的工艺参数,从而保证工 艺能力。
3.3微小结构件的加工 工件材料、工艺参数和加工方式(装夹、定 位等),都会对微小结构件的加工质量产生影响。 具体而言,对于较大的零件坯料,容易产生加工 系统稳定性降低的问题;而对于较小的结构件, 本身将会导致安装刚性不足的问题。同时,不合 理的切削速度会影响表面质量。工件材质中的杂 质,进给量和切削厚度过小都会引发振动,减少
第34卷第1O期2012—10(上) I571 刀具寿命且影响生产质量。 4结论 总而言之,对于微小型结构件进行加工,和 常规尺寸的部件无论是在工艺特征、加工工艺、 定位以及刀具和机床选用等各个方面都有其不同 之处,因此这就需要依据各自的工艺特征选择相 对应机床以及装夹方式。在实际的加工过程中, 由于工件小,且受到机床空间的局限,加工方式 也会有一定的限制。对于小尺寸结构件,加工时 可能存在安装刚性不足的弱点,会影响加工的质 量和精度。不同的加工工艺参数,和工件材料的 性能都会对加工质量产生较大影响。总体而言, 选用车铣加工中心,可以提高加工的精度和效率。 通过调整加工工艺和走刀路线,对于加工的结果 也会产生影响。
参考文献: 【1】袁哲俊,王先逵.精密与超精密加工技术【M】.北京:机械 工业出版社,1999,10. 【2】孙雅洲.微小型机床及微细铣削加工技术研究【D】.哈尔 滨:哈尔滨工业大学,2005. 【3]贾宝闲,王振龙,赵万生.微细切削加工和微机械制造【J】. 机械制造,2003,41(468):7—9.
[4]4杨江河,程继学.精密加工实用技术[M】.北京:机械工业 出版社,2005,5. 【5】刘志兵,王西彬,解丽静,等.微小型结构件的微细切削 技术【J].工具技术,2008,42:19-23. 【6】石文天.微细切削的基础理论和工艺方法研究【D】.北京: 北京理工大学,2009. 【7】石文天,刘玉德,王西彬,等.微细铣削表面粗糙度预测 与试验[J】.农业机械学报,2010,41(1):21 1-215. [8】朱学超,张道德.微型发动机气缸车铣复合加工工艺研 究[J】_机械制造与自动化,2011,(02). 【9】高升.复杂薄壁零件在车铣复合加工中的工艺分析【J]. 职业,2011,(05). 【10】李贺.GibbsCAM软件编程在车铣复合加工中的应用【J】. 制造技术与机床,201 1,(04). 【1 1】颜克辉,孔祥志,罗志久,李鹏.车铣复合加工中心的Y轴 实现形式及加工对象[J】.制造技术与机床,201 1,(03). 【l2】陈艺邦.GibbsCAM软件中叶片的车铣复合加工【JJ_制造 技术与机床,201 1,(02). 【13]张志军,李瑞.大型曲轴车铣机床伺服进给系统设计研 究[J].制造技术与机床,201 1,(O1). 【14】苏字锋,袁文信,刘德平,汪玉平.高速车铣复合加工中 心床鞍的热态特性分析[J].组合机床与自动化加工技 术,2011,(04). 【l5】马超,马雅丽,赵宏安,王德伦.VHT800立式车铣加工中 心立柱结构静动态优化及轻量化设计【J】.组合机床与自 动化加工技术,201 1,(03).
{童‘ 蠡‘ 童‘ 蠡‘ 蠡・{蠡I 童‘ 矗● 盘・ 矗‘ 曼‘ 蠡‘ 出‘ 蠡‘{蠡I{出● 岛‘ 蠡‘. |-{童‘ 蠡‘出.{文● 童‘ 【上接第53页】
离测度表征曲线间的距离相似,并考虑复杂生产 过程受不同工艺参数不同程度的影响,以及工艺 历程不同阶段的不同影响,建立适合于复杂生产 的过程工艺曲线相似性综合分析模型。应用表明, 研究模型能够用于复杂过程曲线的相似度分析。
参考文献: [1]Brosilow C.Inferential Control of Process[J].AIChE.J., 1978,24(3):485—509. [2】Macvoy T J.Contemplative stance for chemical process control[J].Automatic,1992,28(2):441—442. [3】Ming T Tham,Gary A Montague,et a1.Soft—sensor for process estimation and inferential control[J】.J.proc.Cont, 1991,l(1):3-14. [4】H.Alt,C.Knauer,C.Wenk.Comparison of distance measures for planar curves.Algorithmica,38(1):45-58,