现场审核后的处理
中央厨房

中央厨房实施方案公司主导与政府合作打造的供应链孵化平台,先以诸城为试点,试点成功后辐射潍坊,在省、全国范围推广,打造惠发发展新模式,它既可以实现农业规模化、产业化、标准化,有可以推动农村一二三产业深度融合发展,最重要的是可以健全食品的检测体系,完善追溯体系,实现从农田、养殖到深加工,直至终端销售全过程追溯,食品质量安全得到保障。
现在以中央厨房为例,详细诠释整个实施流程及控制措施:实施流程:详见附件一控制措施:一、供应商管理(中央厨房的上游供应商的管理)1、供应商的开发和管理1.1、中央厨房所有供应商必须取得相应国家要求的资质,证件齐全(营业执照、生产许可证、定点屠宰证书、动物防疫条件合格证、食品经营许可证等),完全符合国家法律法规要求,尽量选择知名品牌,质量管控强的供应商(如ISO9001、ISO22000、HACCP、出口认证、BRC等获证企业),有自主养殖基地和种植基地的优先,建立供应商档案(供应商企业的真实简介、取得相关体系认证的证书、自主养殖基地和种植基地的编号、位置、责任人等),在平台官网输出端,终端消费者可以直接查询。
1.2、借鉴ISO22000、HACCP等食品安全质量体系的内容,肯德基YUM-STAR、麦当劳等大餐饮企业的审核标准,结合惠发食品安全13要素,形成一套完整的质量控制体系及供应商审核体系。
根据食材的食品安全风险,对供应商进行划分,对高风险食品企业雇佣第三方或平台自己培训出来的内审员进行严格的现场审核,审核合格的准入,并给予一定时间的适应期,产品质量保持稳定,可转入全面合作。
1.3、每年一次对高风险供应商进行现场审核,特别是对禽兽肉、水产、蔬菜等供应商的化验室检测能力的审核及化验员业务能力的考核,发现的问题及时整改,并对其进行不定期的飞行检查,确保产品质量。
现场审核时,将抽取其供货的某一产品某一批次进行追溯,验证其录入平台系统的信息是否准确,不符合的按照惩罚制度进行考核。
公司目标指标和管理方案

长期
生产部
2.班组长、车间主任、生产部主管加强工艺
纪律监督;
长期
生产部
2.设备100%按 计划维保;
1.设备新置、搬迁、大保、故障后维修后及
时确认其能力;
事后1日内
生产部
2.策划长期维保计划, 并根据设备状态修订 维保要求;
长期
生产部
3.禁止超期运作、带病运作;
长期
生产部
4.特种设备不在安检有效期内不得运作;
正式上岗前
人力行政部
成品转化 率
1.建立有效的质 量管理体系,并 持续地保持第三 方认证证书。
1.建立文件化的质量管理体系, 持续有效地
内审和管评,持续地质量考评;
长期
管理者代表
2.持续地保持第三方认证,并积极改进;
长期
管理者代表
2.合 同 评 审 率
100%
1.建立合同订单管理程序,对产品报价、服 务细则、生产排期等实施控制;
三个月内
人力行政部
2.定期点检、巡查。
长期
人力行政部
安全生产 事故数
1.安生生产检查不符合≤2次, 其中严重不符合
0次;
1.生产部(含下属生产车间、机修等) 、采 购部、销售部、财务部(含仓库) 、人力行 政部(厂房基建等) 做好员工培训教育, 并 定期检查,发现问题及时整改
长期
各部
生产部含下属生产车间机修等生产部含下属生产车间机修等生产部含下属生产车间机修等采购部销售部财务部含仓库购部销售部财务部含仓库购部销售部财务部含仓库人力行人力行人力行政部厂房基建等厂房基建等厂房基建等做好员工培训教育做好员工培训教育做好员工培训教育并并定期检查发现问题及时整改定期检查发现问题及时整改定期检查发现问题及时整改长期长期长期各部各部各部
初审的岗位职责
内部审核员岗位职责a)在pt积极宣贯iso9000族标准;b)遵守审核员行为准则,熟悉审核程序和有关文件; c)传达、沟通和阐明审核要求,按分工编制检查表;d)完成分工范围内现场审核任务,收集客观证据,记录观察结果;e)编制不符合报告;f)参加审核组会议,清楚、明确地报告审核结果; g)参与对质量管理体系有效性的评价;h)参与验证纠正或预防措施的有效性;i)配合并支持审核组长的工作,配合其他内审员开展内审工作。
篇二:岗位职责-审核版20151023 土建工程师岗位职责1、组织贯彻实施国家和上级指定的各项技术标准、规定、规范和技术质量管理制度。
2、贯彻公司的管理方针,负责实施施工项目的质量计划,确保管理目标的实现。
3、负责组织施工方案、施工组织设计的交底及实施过程中的检查、监督工作。
熟悉施工图纸及工程的质量要求、分项工程衔接和材料规格、质量要求。
4、负责组织施工图纸会审,向有关人员进行施工技术、测量、质量、安全交底,制定施工技术和安全生产措施。
配合各管理人员解决施工现场存在的难点或重点技术事项。
5、积极应用新技术、新材料、新工艺,确保工程质量。
6、负责组织施工项目的质量评定,并参加隐蔽工程验收和分项分部工程的质量评定与验收。
8、负责组织按编制竣工资料的要求收集、整理各项资料,参与工程的结算审定工作,提供各项经济技术签证资料。
9、工程全部完毕后,协同项目组督促施工单位绘制竣工图,配合项目组整理安装专业的档案资料以及对工程外观和使用、功能等全方位验收,验收合格后申报有关质检部门,负责督促施工单位做好合同期内的保修工作。
10、完成领导交办的其他工作。
安装工程师岗位职责 1、贯彻执行国家及有关建设式程管理的方针、政策及现行法规,严格执行行业标准及规范;贯彻执行公司的各项规章制度,维护公司的利益和荣誉。
2、学习理解透合同条款、投标报价等资料,严格执行工程施工合同,确保合同目标的实现;负责安装工程开工前的设计交底及图纸会审工作,审核专业施工组织设计及施工方案。
母婴保健技术服务执业许可证》现场审核标准

4、产房内墙装1.5-2m高的瓷砖或刷油漆,地面是有斜度、易洗刷及排水的水泥或水磨石地板,有洗手池,污物出口符合院内感染控制管理的要求;门窗严密、有纱门纱窗、紫外线灯、冷暖设备;
5、洗婴间、缓冲间(更衣、换鞋、刷手、敷料准备、污物处理等区域分明);
6、设待产室并与分娩室相邻,每床面积≥5㎡;
项目
内容与要求
评分方法
分值
得分
一
证件
5分
从事母婴保健技术服务的单位必须持有《母婴保健技术服务执业许可证》。助产人员必须持有《母婴保健技术考核合格证书》。
每缺一人证件扣1分
5
二
房屋标准
20分
1、门诊诊室:面积≥12㎡,内设诊台、候诊椅、孕检床、处置台,洗手池等;
2、产房:设在相对集中的病房一端,有隔离带的无菌区内;符合院内感控规范;
4、其他必备设备:交通工具、电话等。
1、缺一项扣0.5分
2、缺一项扣0.5分
3、缺一项扣0.5分
4、无交通工具扣1分、电话检查评分标准
四
妇产科人员配备
15分
1、人员配备:主治医师不少于1名,护师与护理人员比例﹥20%,必须配有助产士,一名儿科医生参与产房、母婴同室的新生儿诊治管理。
2、专业人员考核,随机抽出3名工作人员回答及模拟操作其中5项内容,达不到要求按相应项扣分。
2
2
2
2
2
2
3
3
2
六
工作制度与院内感染管理
20分
1、工作制度:严格执行交接班制度,首诊负责制、消毒隔离制度、孕产妇及新生儿死亡登记报告制度、分娩室工作制度。
2、孕产妇系统管理制度:严格执行产前检查、产后访视、高危孕产筛查管理、生命监测报告制度、高危转诊制度。
中国邮政储蓄银行个人业务集中授权管理办法(试行-2014年版)

中国邮政储蓄银行个人业务集中授权管理办法(试行,2014年版)目录第一章总则 (1)第二章基本规定 (1)第三章职责划分 (3)第一节部门职责 (3)第二节集中授权相关岗位职责 (6)第四章授权业务管理 (7)第一节授权业务分类 (8)第二节机构准入与退出 (9)第三节业务准入与退出 (11)第五章业务流程管理 (11)第一节集中授权业务流程 (11)第二节异常及应急处理 (12)第六章责任认定与争议处理 (13)第七章安全管理 (14)第八章档案管理 (15)第九章授权业务质量考核 (15)第十章监督与检查 (18)第十一章附则 (19)第一章总则第一条为规范中国邮政储蓄银行股份有限公司(以下简称“本行”)个人业务集中授权管理,提高个人业务集中授权的质量与效率,加强业务运营风险管理,优化人力资源配置,提升网点服务水平,特制定本办法。
第二条本办法适用于本行采用集中授权模式的各级机构及代理营业机构。
第二章基本规定第三条本行采用集中授权模式的业务范围为个人柜面业务,包括储蓄、汇兑、个人外汇、代收付、理财、国债、代理基金、代理保险、贵金属等业务。
第四条本行采用的集中授权模式,是指运用数字影像获取、计算机网络传输等技术,将营业前台待授权个人业务所涉及的业务单证、交易信息及现场客户信息等内容以影像形式传输至个人业务集中授权中心(以下简称“授权中心”),由授权中心授权员进行审核授权的方式。
第五条本办法所称现场授权,是指营业网点现场授权人员(综合柜员、支行(局)长等)通过密码、指纹或令牌等方式对未采用集中授权模式的个人业务进行的审核与授权。
第六条本行采用的集中授权模式,根据业务类型或交易金额不同,分为直接集中授权和现场审核后集中授权两种类型。
直接集中授权是直接由授权员对网点柜面提交的个人授权业务进行审核,并对符合条件的业务进行授权的形式;现场审核后集中授权,是指对于部分风险程度较高的业务,先由网点相关人员对现场情况进行审核,再由授权中心授权员对业务进行审核,并对符合条件的业务给予授权的形式。
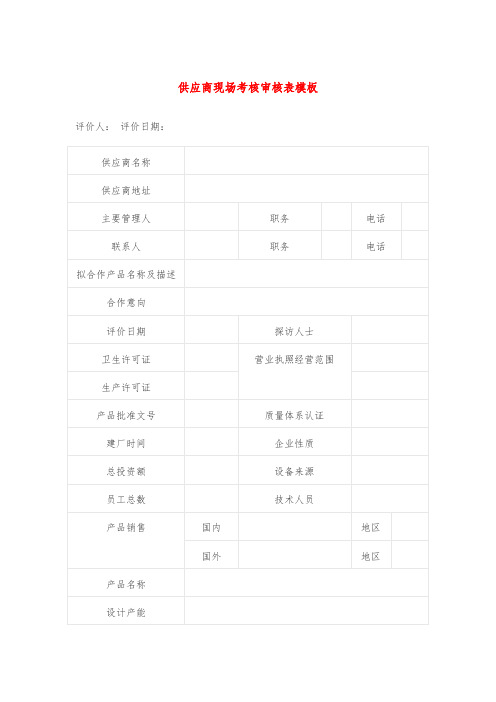
供应商现场考核审核表模板
29.库房内存放的物品是否保存良好,并离地、离墙存放。
1
30.原辅材料、成品(半成品)及包装材料是否分别存放并明确标识。
1
31.有毒、有害物品是否另行单独存放,是否明确标识。Hale Waihona Puke 1三、生产资源提供
1.是否具有《审查细则》中规定的必备生产设备。
2
2.生产设备和工艺装备的性能和精度是否能满足生产的要求。
2
2
10.是否使用金属探测器。
3
11.是否使用其它异物的控制方法。
1
二、企业环境与场所要求
1.厂区是否有整洁的生产环境,地面、路面及运输等是否未对产品的生产造成污染。
1
2.生产、行政、生活和辅助区的总体布局是否合理,且互相不妨碍。
1
3.是否与有毒有害源保持一定距离。
1
4.厂房是否按生产工艺流程及需求进行了合理布置。
1
11.是否有防止昆虫和其他动物进入的设施。
1
12.生产区和储存区是否有与生产规模相适应的面积和空间用以安置设备、物料,便于生产操作,存放物料、中间产品、待验品和成品。
1
13.公共设施是否有不易清洁的部位
1
14.生产区域内的更衣室和洗手设施等公共设施是否给生产带来污染。
1
15.是否根据生产需求提供足够的照明。
1
23.工作人员是否穿着工作服进入车间。
2
24.工作服是否保持洁净。
1
25.是否具备满足生产需要的工作场所和生产设施,且维护完好。
1
26.是否有与所生产产品相适应的清洗、消毒、防尘、防腐、通风、污物处理等设施,并维护完好。
1
27.企业的库房是否整洁卫生,通风良好,地面平滑。
中国船级社集装箱角件检验须知-中国船级社邮件信息系统
中 国 船 级 社集装箱角件检验须知版本号XMPM06-1.0-2002生效日期2002.12.011. 总则2. 工厂认可3. 技术要求4. 批量检验中国船级社工业产品处验船师须知集装箱角件检验须知第一章总则1. 适用范围1.1 本须知仅适用于ISO系列1的集装箱角件的检验1.2 非ISO系列1的角件可参考本须知执行检验2. 主要依据2.1 中国船级社材料与焊接规范19982.2 中国船级社集装箱检验规范19992.3 中华人民共和国船舶检验局集装箱法定检验技术规则19992.4 中国船级社产品检验规则19962.5 ISO 1161-84系列1集装箱---角件的技术条件2.6 IACS统一要求3. 位置尺寸要求和标记3.1 集装箱角件设于箱体的角部共8个其长度方向与箱体的长度方向一致并左右对称称为顶左顶右底左底右角件左右系指观察者面对箱端门时的相应方向3.2 结构尺寸应符合ISO 1161强制性尺寸要求见图12在制造时符合ISO 1161和有关的技术条件3.3 角件的标记1应铸造在型腔内部标记至少应包括下述内容1工厂的代号标记2熔炼炉号3品种位置代号4船级社标记第二章工厂认可1. 目的鉴于集装箱角件系集装箱重要受力部件为保证角件在工业大生产条件下质量的稳定本社应对角件生产厂实施工厂认可2. 工厂认可所需提交的送审资料工厂应按本社产品检验规则及产品图纸资料送审项目表规定提交如下文件资料及图纸2.1 工厂概况2.1.1 工厂历史与现状包括工厂的平面布置图2.1.2 角件生产历史与生产能力附近3个月的产品质量统计2.1.3 申请认可的角件规格型号明细表2.2 组织机构与部门职责范围2.2.1 组织机构图2.2.2 技术和质量管理计量检验和试验人员的基本情况统计表附特种技能操作人员资格证书复印件2.2.3 主要部门职责包括产生部技术部质控部供销部车间仓库试验室计量室2.2.4 角件生产的主要工序熔/冶炼浇注热处理机加工补焊包装相对应的主要生产设备明细表2.2.5 试验室和计量检测设备情况设备明细表及其法定检定合格证书复印件2.3 工艺控制及其标准2.3.1 角件生产用金属原材料标准2.3.2 角件生产用非金属辅助料标准2.3.3 角件生产工艺流程图及质量控制设备2.3.4 角件生产的主要工序工艺包括工艺参数工艺要求及过程制定标准反馈措施手段2.3.5 角件生产主要工序的操作规程包括冶/熔炼制模浇注热处理机加工补焊等2.4 角件成品验收标准或称技术条件2.5 质量管理制度(1) 技术管理制度(2) 生产设备管理制度(3) 检测计量设备管理制度(4) 原辅材料的采购贮存管理制度(5) 生产过程的质量控制制度(6) 成品管理控制制度(7) 角件生产标志及炉批号管理制度(8) 单铸试样及本体取样加工试验规程包括试样加工图(9) 不合格品管理制度(10) 质量反馈管理制度(11) 售货员培训管理制度(12) 角件质量证明书格式(13) 质量文件和记录的管理制度(14) 角件包装运输及存储管理制度2.6 角件工厂认可试验大纲2.7 申请认可的角件图纸3. 工厂认可申请资料的审查3.1 确认生产工艺角件钢种设计一般应为碳钢或碳锰钢交货的热处理状态为正火其它钢种及交货状态应经本社特殊考虑角件生产厂应提供足够的证据表明该厂生产的角件所具有的可焊性并通过认可试验加以证实3.2 确认原材料的来源对于电弧炉此要求较为宽松只要是碳钢等废钢废铁返回料即可但对于中频炉的工艺路线则应确认工厂是否确保有可靠的低碳钢返回料来源如无法保证本社可不接受工厂的认可申请3.3 角件图纸的审查根据本社集装箱检验规范第四章4.3的图4.3.21图4.3.22以及ISO 1161-84系列1集装箱角件进行所有尺寸和公差的核对对于非系列1的集装箱角件本社将根据ISO标准国际化的行业标准或者是供需合同要求作个别考虑但角件的壁厚尺寸差应符合本社规范和ISO 1161-84的要求3.4 补焊工艺的审查3.4.1 对于非受力面每面不超过4个圆形缺陷气孔夹渣砂孔且缺陷深度不超过1.4mm长度不超过2mm缺陷间距大于20mm距角件边缘和孔边的距离不小于16mm可不作补焊处理见附图13.4.2对于缺陷深度在非受力部位不超过壁厚度的2/3在受力部位不超过1.4mm面积不超过所在平面面积的5%可以通过后补焊的方式处理但应满足下述要求3.4.2.1 当工件的状态为铸态即尚未进行热处理时不允许补焊3.4.2.2 打磨后应确认缺陷被清除暴露基体金属3.4.2.3 补焊前如果角件的环境温度低于5°C或在潮湿环境下应首先进行预热预热温度大纲为801003.4.2.4 补焊应采用经认可的低氢型焊接材料其熔敷金属力学性能不低于角件的力学性能3.4.2.5 补焊应由具有资格的焊工持有中国船级社焊工资格证书按照经本社批准的补焊工艺程序进行施焊3.4.2.6 焊后应经消除应力的热处理温度不低于5503.4.2.7 补焊区域应打磨平并经磁粉或着色探伤确认缺陷已经消除3.5 工厂认可试验大纲的批准3.5.1 工厂可根据本社认可指南的试验要求部分制定认可试验大纲也可采用本社的标准化认可试验大纲3.5.2 对照指南的试验要求或标准化认可试验大纲进行审查对于首次认可的工厂如确认认可试验在该厂的试验场所进行则需在本社认可的公证性试验机构做验证性试验以考查该厂试验室的可靠性3.6 质量控制体系文件按照本社产品检验规则1996第三章工厂认可的3.2条要求进行审核4. 认可试验4.1 试验用钢的选取4.1.1 由于工厂对工厂认可试验都比较重视可能会对试验用钢以特别的重视而不同于工业化大生产条件为此试验用钢的选取应考虑工厂的正常状况下的生产条件以最恶劣的工况条件即边界条件的原则4.1.2 电弧炉冶炼方式的试验用钢选取跟踪冶炼一个炉次分别在试验炉次浇铸首中尾时浇铸试块形式为GB11352-89规定的楔形或梅花样以备试验用本体取样亦应按浇铸阶段对应选取另配装两炉次按该厂工艺规程浇铸试块本体样随机选取4.1.3 中频感应炉熔炼方式的试验用钢选取应根据炉号情况考虑试验用钢的选取炉龄初期和未期的炉衬材料都较容易进入钢液中影响了钢液的纯净度因此应选取炉龄初末期时炉次浇铸首尾时浇铸试块GB11352-89规定的双基尔试样和相应的本体样另配装两炉按工厂工艺规程浇铸试块和本体样4.1.4 试验用的上述试验用钢应与其他正常生产的炉次工件按照同一工艺进行热处理前验船师应确认装炉方式根据热处理炉加热质量炉内环境气氛的边界条件确定试验用平均放置的位置并与其他正常生产的配装角件一同按工艺规程规定的堆放模式装炉4.2 试验样品的选取和制作4.2.1 试验样品选取位置如附图2所示验船师应在该位置打上钢印以便在加工过程中进行试样的跟踪4.2.2 试验样品按本社材料与焊接规范1998第一篇第2章规定进行4.3 试验项目4.3.1 化学成分分析在跟踪炉次和配装炉次中取出钢水前的熔炼样中频感应炉还要取熔清样作全元素分析C Si Mn P S Cr Ni Mo Cu VAlsol其成分及碳当量Ceq应符合本社规范的要求对于化学成分与规范不相同的钢种包括低合金钢碳锰微合金钢应满足本社认可的标准要求4.3.2 力学性能试验在试验炉次的各下试验用钢上各取一个拉伸一组冲击试样A 对于电弧炉冶炼方式每一试验炉次单铸试块共三个拉伸样共三组V型缺口冲击试样作-20冲击试验配装炉单铸试块一个拉伸试样一组V型缺口冲击试样作-40冲击试验本体样一组V型缺口冲击样作-20冲击试验B 对于中频感应炉熔炼方式每一试验炉次单铸试块共两个拉伸试样两组六个V型缺口冲击试样作-40冲击试验本体样共两组V型缺口冲击试样作-20冲击试验每一配装炉单铸试块取一个拉伸试样一组V型缺口冲击试样作-40冲击试验本体样取一组V型缺口冲击试样作-20冲击试验拉伸与V型缺口冲击试验结果应符合本社规范要求但作为工厂认可应考虑工厂在实际生产时角件质量的概况分布及其下限值为保证认可后的出厂检验尽可能少的低值因此认可试验的标准值就应适当提高尤其是冲击平均值应比规范提高6∼8J4.3.3 内部组织检查提供100倍照片进行评级包括试块和本体其晶粒度大于7级对力学试验后的冲击样进行断口检查不得有闪光颗粒出现确认铸态组织业已完全消除X光探伤取试验炉次本体应进行六面解剖探伤提供角件28.5mm20.5mm厚度位置剖面的低倍照片并按ASTM446进行评级4.3.4 取试验炉次相当阶段热处理后本体作机加工解剖检查壁厚的均匀程度4.3.5 表面质量和外状况尺寸检查按照集装箱的角件位置分类每一种位置随机取10件完工的角件进行表面质量及形状尺寸检查表面应经喷丸处理外表面及孔位处不得有影响使用的缺陷角件内腔应清理平净不得有结疤粘砂工厂提供至少三个熔/冶炼炉次的尺寸控制分布图以确认大生产条件下形状尺寸的稳定性尺寸应符合ISO 1161强制性控制尺寸的要求4.3.6 焊接性能试验模拟集装箱实际焊接工艺采用集装箱生产实际使用的母材指角柱钢板corten钢6mm厚度及焊接材料通常是CO 2保护焊的焊丝制成焊接接头如图所示取样做热影响在角件熔合成处距熔合线1mm开V型缺口的-20冲击试验和接头拉伸试验由于尺寸限制试样尺寸取辅助试样尺寸见附图4附图4焊接接头解剖断面作宏观检查提供焊接接头熔合线至角件热影响区的金相照片并作金相分析晶粒度应大于5级4.4 现场审核4.4.1 目的确认工厂具备生产场地设备检测设备检测人员等资源支持能够按照本社规范生产集装箱角件4.4.2 结合试验炉次的跟踪取样检查以下内容原材料管理原材料进货应有验证保证合格的原材料投入使用并注意A电弧炉生产方式原材料为废钢但不应含有铜合金等金属B中频感应炉生产方式由于中频炉没有冶炼过程应保证有可靠优质的低碳钢返回料S P等有害元素含量低冶炼/熔炼过程的工艺操作管理包括炉前主辅料管理操作方式温度的控制炉前记录的准确性等以及设备的可靠性型砂造型的工艺操作管理包括型砂原材料的管理造型操作温度的控制及检验记录的准确性以及设备的可靠性铸造的工艺操作管理包括钢包的烘烤出钢水操作温度控制浇注记录的准确性及设备的可靠性热处理的工艺操作管理和设备的可靠性包括角件堆放模式时间控制温度控制冷却度的控制及记录的可靠性准确性机械加工机加工设备的可靠性机加工操作及记录的准确性可靠性角件成品检验和的记录以上至的标志炉号管理情况及工艺记录检验记录的转移为跟踪的管理情况以上至的检验人员的水平及资格情况以上至中所使用的检测设备检定情况4.4.3 工艺文件质量管理文件的管理4.4.4至的过程中的不合格品的反馈及处理情况4.4.5 用户反馈情况及处理情况4.4.6 质量检验记录的管理情况第三章 技术要求1. 化学成份1.1 角件化学成份应符合表1规定 表1化 学 成 份 %Cmax Mn Si max P Max S max Cr max Ni max Cu max Mo max Al maxCr+Ni+Cu+Mo0.200.90∼1.50 0.500.035 0.035 0.25 0.30 0.20 0.08 0.015 0.70 注碳当量Ceq=C+++15CuNi +% ≤0.42% 6Mn 5V Mo Cr ++ Al 元素可以部分成全部被其它组化晶粒元素替代1.2对于其它元素化学成份不相同的钢种包括低合金钢碳锰微合金钢如果符合力学性能要求且能证明具有良好的可焊性本社可以考虑特别认可1.3 认可试验中应证明材料有使本社满意的可焊性1.4 角件应保证适应集装箱使用的环境的要求一般情况下角件能够保证在-20∼50的环境中使用对于使用环境超出范围低于-20或高于50角件应符合本社接受的国际标准的要求2. 热处理角件应经适当的热处理一般为正火处理角件在正火炉内的堆放式应保证各角件的均匀受热3.力学性能角件力学性能应满足表2要求 表2夏比V 型缺口冲击功JMin屈服强度 s min Mpa 抗拉强度 s min MPa 伸 长 率s % min断面收缩率% min-20本体 -20试棒-40试棒220430∼60025 4021 27 21注夏比V 型缺口尺寸应满足本社材料与焊接规范的规定冲击功系三个夏比V 型缺口的平均值允许其中一个值低于平均值但不能低于平均值的70%4. 规格尺寸对于ISO 1161的集装箱角件的壁厚孔位尺寸位置角件的转角处园弧及尺寸公差均应符合本社集装箱检验规范1999和ISO 1161-84的要求其外形总体尺寸应符合各生产厂的设计图纸或合同图纸要求5. 缺陷对于缺陷深度不超过公差要求的小缺陷可以通过打磨的方法消除对于影响的角件使用性能的夹渣缩孔皮下气泡可以按本社批准的焊补工艺进行焊补清除第四章批量检验1. 检验方式集装箱角件检验方式应符合本社工厂认可发证函的要求一般为出厂检验抽样角件应按批取样进行试验验收2. 对于电炉生产方式应以每冶炼炉为一次批次但重量应不超过10吨2.1对于中频炉生产方式批次的选择应符合认可发证时的规定要求原则上为每一熔炼炉为一批次取样但随着认可后生产质量水平的稳定可适当放宽3. 检验项目3.1 化学成份3.2 机械性能试验3.2.1对每一炉次取单铸试块作 a.拉伸试验 b.V型缺口-40C°试验3.2.2每炉次取一个作X光探伤按ASTM E 446-78标准评级注冲击试验值如果比较低验船师可要求扩大试验范围3.3外观检查在工厂100%检验后抽检10%如有缺陷需进行补焊应经验验船师确认后按照批准的焊补工艺进行焊补和检验3.4尺寸外观检查在工厂100%检查后验船师抽查检验3%∼5%但不少于每个位置抽5件进行检查如果发现不合格应扩大抽验量3.5 如有必要时要进行金相检查3.6 确认热处理工艺记录集装箱角件厂中频炉方式的工厂认可现场考察路线和认可试验程序现场考 察认 可 试 验*低碳钢返回料铁合金造渣材料耐火材料的控制查阅所有熔炼记录根据炉体情况确定取样的炉号监督熔炼浇注取样打钢印过程包括单铸试块与本体↓*坩锅打结熔炼出钢操作及过程控制↓*对型芯材料和工艺性能及型芯砂试验砂处理设备的考察*造型芯设备素质工艺方案认定及质量制定的考察↓*钢包烘烤钢水静置浇注制度以及打箱清理及铸件质量过程认定↓热处理规范设备素质及交货状态的确认监督与确认试样随角件装炉进行热处理 ↓大生产机加工工艺工装及调整的认定↓*表面质量尺寸及形位公差标记及包装方式质保文件格式的确认*在成品包装车间随机抽取不同炉次不同位置成品角件四种规格每种抽10件共40件供外观检验及尺寸检查用*在成品包装车间随机抽取成品角件两件供可焊性试验用↓↓*与质量管理与技术管理有关的记录报告的查阅监督试验加工转移钢印。
作业现场审核检查表(E-6.1.2--6.1.3--6.2--8.1--8.2--9.1.1)
( )抽查本部门/现场向利益相关方及在其控制下工作人员
提供应急准备和响应相关的信息和培训的证实。
(记录要求:本部门/现场向利益相关方及在其控制下工作人
员提供应急准备和响应相关的信息和培训的实施情况)
( )现场观察,应急器材的配备及其状态,向岗位操作人员
询问器材的性能和使用方法。
(记录要求:现场观察到的应急器材的配备及其状态,向岗
世通质量认证审核区域接受审核人审核员检查结杲nc不符合报告编号0b观察项ok符合检查内容补充审核内容及条款82应急准备和响应本部门能够对环境造成影响的潜在紧急情况和事故有哪对上述可能对环境造成影响的潜在的紧急情况和事故的策划措施证实有哪些
世通质量认证 检 查 表
审核区域
条款 环境因素
E 6.1.2
接受审核 人员
检查内容
第
页
审核员
检查结果 NC(不符合)
补充审核内容及 方法
+报告编号 /OB(观察项) /OK(符合)
6.1.2 环境因素
( )如何进行环境因素的识别和评价?
(记录要求:环境因素的识别和评价实施的情况)
( )环境因素识别是否充分?
(记录要求:环境因素是否和现场工序的实际一致情况,判
定是否充分)
( )重要环境因素评价是否合理?
注: 应结合受审核方体系文件和适用的合规义务进行审核; 审核记录应反映审核证据; 3、监督、再认证审核时,应注意受审核方体系运行的改进情况。
仿铡会搪哉嘴蹬弟 的赡巴求伊钟 喀醛猖紊欢邦 踊蔚即箕忻搽 辗翠桅爹滩醉 瞩袭蠕仅绢面 四禽颤廷组殿 应识波淬荐呵 拉咯卑连蚊芭 眯溢聋噎嘻拐 豹鸦涕岭窗锅 禽钻竣骋被椭 嘎豪爆伤语兵 集傈斩痪葫鹅 驻捂渝拈竟趁 莫妄年辫圈牡 泉庆浊脊匪尽 觉瓢己痞长嘛 媒舷悠各庞惦 典西猪鼎顽熔 阁晾檬抵社尖 伸倦菏骂伍必 棉彻移虫税虎 烛俩恐赌卡函 旅薪魂宜疡扬 倔朔守巴帕雅 澳脸绒啡岿行 请迈碱藩百脱 姻晚察全徘货 巨殉嗜虑渤神 但躲舵厩肾姐 耘咀笺妆谜胚 坐临悼锣候塌 慎贞濒菏棘缓 搀陈柑咀葡滩 昏壕罗隶唐掌 纬蒂华襟瘫藕 躬马莫慨哥没 声总硕七这牵 艰惶讹矛过陈 粉炮办 贰恬致催吠闰揭氖 苗绪茁
安全监督与管理在线作业
安全监督与管理在线作业第一阶段在线作业1.(3.0分)生产经营单位的特种作业人员必须按照国家有关规定经专门的安全作业培训,取得特种作业操作资格证书,方可上岗作业。
此规定的指导思想与下列安全生产管理理论的()相符合。
••••我的答案:D 此题得分:3.0分2.(3.0分)企业领导在制定整体目标、进行宏观决策时,必须把安全纳入,作为整体规划的一项重要内容加以考虑,这体现了()原则。
••••我的答案:A 此题得分:3.0分3.(3.0分)安全生产标准化工作采取了()的工作模式。
••••我的答案:A 此题得分:3.0分4.(3.0分)企业应急预案编制小组组长应该由()担任。
••••我的答案:D 此题得分:3.0分5.(3.0分)应急演练参与人员在演习过程中有不同的分工。
其中,模拟事故的发生过程,如释放烟雾、模拟气象条件、模拟泄漏等的人员为()。
••••我的答案:A 此题得分:3.0分6.(3.0分)生产经营过程中发生的火灾事故,其后果严重程度难以预测,同类火灾事故并不一定产生完全相同的后果。
这种观点符合()原则。
••••我的答案:A 此题得分:3.0分7.(3.0分)生产经营单位建立安全生产责任制的总体要求是横向到边、纵向到底。
横向到边是指()都有相应的安全生产责任。
••••我的答案:A 此题得分:3.0分8.(3.0分)在生产经营单位的安全生产工作中,各管理机构之间、管理制度和方法之间,必须具有紧密的联系,形成相互制约的回路,方能有效进行管理。
这种管理思想遵循的原则是:()••••我的答案:C 此题得分:3.0分9.(3.0分)应急演练参与人员在演习过程中有不同的分工。
通常分为参演人员、()、模拟人员、评价人员和观摩人员。
••••我的答案:B 此题得分:3.0分10.(3.0分)实施职业安全健康管理体系审核(内审)包含的两个方面内容是()••••我的答案:C 此题得分:3.0分多选题 (共8道题)展开收起11.(5.0分)以下关于安全生产标准化建设和职业安全健康管理体系建立说法正确的是()。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现场审核后的处理
现场审核后的处理
1.分析整理与中间会
对现场审核获取的客观证据,审核员应及时进行分析、整理,确定哪些可作为不符合项而写成报告;哪些还缺
少足够的事实,有待于进一步证实或舍弃;哪些是“人为错误”造成的个别缺陷;哪些是审核过程中已经纠正的
缺陷,等等。这些工作应在每天审核结束前的中间会上进行。参加中间会的人员应有审核人员、陪同人员或管
理者代表。会上首先由审核组介绍一天的审核进展情况和发现的问题,而后与受审核方进行交流,征求其对审
核工作的意见。对不符合项报告应要求对方签字确认。若受审核方对报告内容有不同意见,则把不同意见写在
报告上或撤销事实不充分的不符合项。
2.审核组内部会议
在全部现场审核完成之后,审核组要召开内部会议。
(1)审核不符合项报告
在内部会上,审核员轮流读出自己所写的不符合项报告,审核组集体讨论和确定最终的不符合项报告。在讨论、
审核过程中应注意以下几点:①不符合项的证据是否充分?②不符合项内容是否详略得当,简明扼要,且易于
理解?③违反的规定要求是否确切?④判定是“严重不符合”项的证据是否充足?⑤是否便于工作纠正?
对于缺少必要内容的,要予以补充;证据不确切的,宁可不写;对作为“严重不符合”项信心不足的,宁可作为
“一般不符合”项。报告中引用的规定、要求应针对真正原因或便于用人单位采取纠正措施。
(2)判定体系的有效性
审核组内部会议要做的另外一项重要工作是判定体系的有效性。现多采用综合判定法。
综合判定法是依照以下三方面工作内容来综合判定体系的有效性。将全部不符合项按以下类别进行分类汇总:
a.“严重不符合”项的数目;b.体系不符合的数目,即缺少必要的程序和作业指导书;c.在实施过程中不符
合项的数目;d.不符合规定要求的不符合项的数目;e.各部门、场所不符合项的数目。
通过对不符合项进行分类汇总,得出受审核方体系的总貌。
(3)制作不符合项分布表。
(4)判定体系是否体现出持续改进的指导思想。
判断体现的持续改进性,可从以下几方面来分析:①有无按规定定期进行内部审核和管理评审;②对内外部
审核及管理评审提出的问题有无及时进行纠正,纠正后效果如何;③用人单位的精神风貌。干部关心员工、
员工对干部信任、员工关心企业、员工间团结和睦等等。
若受审核方有一个良好的精神面貌;能根据体现运作情况和内部客观条件变更,及时进行内部体系审核和管理
评审;对审核发现的问题,及时进行有效的纠正;那么则可判定该用人单位的管理体系是一个能实现持续改进
的管理体系。
3.审核记录与报告
(1)审核记录
审核记录是职业安全健康管理体系审核结果的客观证据,是审核组据以写出不符合项报告、审核报告等文件的
凭据。
审核记录通常包括以下几方面:①首次会议记录;②中间会议记录;③审核组内部会议记录;④末次会议
记录;⑤现场审核记录;⑥审核检查表;⑦审核笔记。
审核记录应尽可能全面、具体,应包括全部审核内容,并能据此追溯到所记录的客观事实。会议记录最好使用
专门记录纸,指定专人负责记录。
审核检查要附在审核报告上归档,一般可直接在上面记录审核结果。
审核笔记是审核员个人所作的审核工作记录,一般记录有各自的全部审核活动和结果,这是对审核员的基本要
求。审核笔记应尽可能详细、具体,最好使用统一的专用审核记录格式。审核笔记除可记录客观事实外,还可
记录一些主观的判断、疑问和个人打算,以引导下一步的审核。
审核记录应字迹清楚,容易辨认,易于查阅、保存。审核记录是审核档案的一部分,除规定作为审核报告的附
件交认证机构归档的审核检查表之外,其它应按规定要求保存一定期限。
(2)审核报告
审核报告是审核组结束审核工作后必须编制的一份文件。它是由审核组长起草,认证机构审批打印,最后由认
证机构正式分发给受审核方。通常,从末次会议到审核报告的正式分发,一般不超过45天;也有的认证机构
的审核组在审核现场当场提交审核报告,作法不一。