SPIAOI培训教学教育资料
spc基础培训资料全
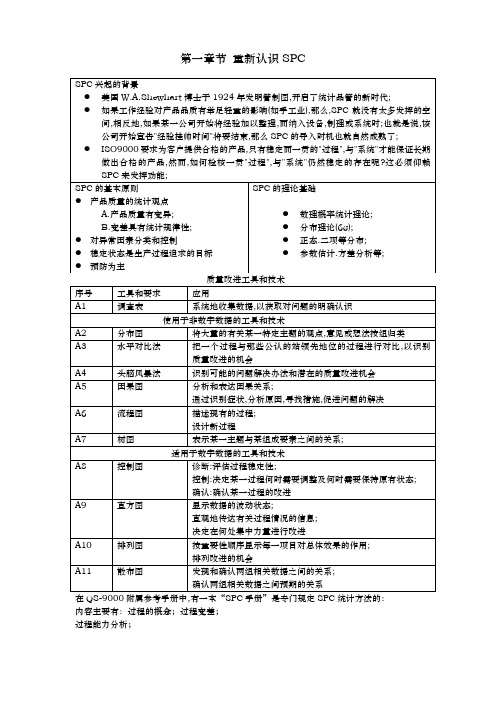
第一章节重新认识SPC内容主要有:过程的概念;过程变差;过程能力分析;计量型控制图(X—R图,X—S图等);计数型控制图(p图,np图,c图,u图等);第二章节SPC应用的基础2.1数据与质量特性值●质量数据1.数据的特点:①波动性;②规律性;2.质量特性:反映产品特定性质之内容;(如:尺寸、重量、硬度、力度、电阻值、丝印寿命、外观等)3.质量特性数据:测量质量特性所得的数据;(如:“力度150g”、“力度偏重20g”、“力度偏重5pcs”)4.数据分类:①计量值数据:(如单位为“mm、g、℃、Ω”的数据)②计数值数据:(如单位为“PCS、箱、桶、罐”的数据)●数据参数1.数据表达式:公式中一般用X1 X2……Xn表示一组数据中n个数据。
2.频数:同一记录中同一数据出现的数据。
公式中一般用n1 n2 n3…ni表示个数。
3.平均数:所有数据的和与总数和商。
4.百分率:单项数据与所有数据总和的商的百分值。
5.累计百分率:顺序排列中,第1项的累计百分率,等于前N-1项百分率的和。
标准方差:6.●数据的分层1.概念:将数据依照使用目的,按其性质,来源,影响等进行分类,把性质相同,在同一生产条件下收集到的质量特性数据归并在一起的方法;2.作用:分层的目的是为有利于查找生产质量问题的原因。
3.分层方法:①操作人员:按个人分,按现场分,按班次分,按经验分;②机床设备:按机器分,按工夹刀具分;③材料:按供应单位分,按品种分,按进厂批分④加工方法:按不同的加工、装配、测量、检验等方法分,按工作条件分;⑤时间:按上、下午分,按年、月、日分,按季节分;⑥环境:按气象情况分,按室内环境分,按电场、磁场影响分;⑦其他:按发生情况分,按发生位置分等。
4.两点原则:作频数分布表时要确定组距、组数和组的边界值。
例:某零件的一个长度尺寸的测量值(mm )共100个,测量单位为0.01mm①从数据中选出最大值和最小值,这时应去掉相差悬殊的异常数据.最大值为42.44,最小值为42.27②用测量单位的1、2、5倍除以最大值与最小值之差(极差),并将所有得值取整数.极差=42.44-42.27=0.17mm已知测量单位为0.01mm,为了求出组距,可用0.01mm 的1、2、5的倍数除以极差0.17mm.0.17÷0.01=17 0.17÷0.02=8.5(取整数为9) 0.17÷0.05=3.4(取整数为3)数据为④确定分组组界时,可把数据中的最小值分在第一组的中部,并把分组组界定在最小测量单位的1/2处,以避免测量值恰好落在边界上。
IT培训资料 PPT课件

ITIL架构各功能模块简介
❖ IT服务管理实施规划 (Planning to Implement Service Management) ——为客户如何确立远景目标,如何分析现状、确定 合理目标并进行差距分析和如何实施活动的优先级,以及 如何对实施的流程进行评审,提供了全面指导。
ITIL架构各功能模块简介
高质量的服务 • 有效控制IT部门的开支,降低IT运营成本,减少运营风险 • 从总体上提高企业IT投资的回报,给企业带来巨大的经济
价值,提升企业的综合竞争力
导入ITIL的收益
❖ 大量的成功实践表明实施IT服务管理可以将企业IT部门的 运营效率提高25-300%
❖ 加特纳(Gartner)和国际数据集团(IDC)等世界权威研 究机构的调查研究也表明,通过在IT部门实施最佳服务管 理实践,可以将因重复呼叫、不当的变更等引起的延误时 间减少79%,每年可以为每个终端用户平均节约800美元的 成本,同时将每项新服务推出的时间缩短一半
的方法,以有效的监控这些变动,降低或消除因为变动所 造成的问题。它的目的并不是控制和限制变更的发生,而 是对业务中断进行有效管理,确保变更有序进行。
服务支持(Service Support)
❖ 发布管理 (Release Management) 发布管理是指对经测试后导入实际应用的新增或修改
后的配置项进行分发和宣传的管理流程,目的是要保障所 有的软件组件的安全性,以确保只有经过完整测试的正确 版本得到授权进入正式运行环境。
服务支持(Service Support)
如何规范企业it服务管理已成为决定企业能否在激烈的竞争中领先的重要课题在企业内部一方面管理层对it部门提出了可度量it投资回报的要求而业务部门则对it服务质量和可用性提出了更高的要求导入itil的收益规范it部门的服务水平规范工作流程降低由人事变动导致的风险提高it服务的可用性可靠性和安全性为业务用户提供高质量的服务从总体上提高企业it投资的回报给企业带来巨大的经济价值提升企业的综合竞争力导入itil的收益大量的成功实践表明实施it服务管理可以将企业it部门的运营效率提高25300加特纳gartner和国际数据集团idc等世界权威研究机构的调查研究也表明通过在it部门实施最佳服务管理实践可以将因重复呼叫不当的变更等引起的延误时间减少79每年可以为每个终端用户平均节约800美元的成本同时将每项新服务推出的时间缩短一半宝洁公司proctergamble于1997年起采用itil模式后4年内共节约预算资金达5亿美元使运营成本削减8技术人员减少20itil的特点公共框架最佳实践事实上的国际标准基于流程管理的思想质量管理方法和标准已经形成了一个完整的产业itil的整体架构itil架构各功能模块简介it服务管理实施规划planningimplementservicemanagement为客户如何确立远景目标如何分析现状确定合理目标并进行差距分析和如何实施活动的优先级以及如何对实施的流程进行评审提供了全面指导
SPC培训教材资料教程

Page 5-25
QA Department
三、数据与质量特性值
Statistical Process Control Training
• 数据的分布 • 总体与样本:
Page 6-25
QA Department
三、数据与质量特性值
Statistical Process Control Training
- 表示离散程序的数 a. 极差,用于表示离散程度,较直观,但它在计算中只用了一级数据的两个
极限值,当样本校大时,损失的质量数据较多,因此仅仅适用于小样本的 情况。(R) b. 方差 (S2) c. 标准差,是国际标准化组织给出的标准值,反映了离散程度,利用了每个 数据值,比极差更精确的反映了总体的情况,并客观的刻化了X的观念, 反映的是一级数据以什么样的密集程度集中在数值周围。值越大,密集度 越低;值越小,密集度越高。(S)
SPC 课程培训
Statistical Process Control 统计过程控制
QA Department
SPC课程培训
Statistical Process Control Training
• SPC简介 • 相关知识介绍 • 数据与质量特性值 • 工序能力概念及工序能力指数
的计算 • 统计工具的使用、分析 • 每种统计工具的适用场合
- 总体又称母体,是指在某一次统计分析中研究对象的全体,总体可以是有限的 也可以是无限的,常用“N”表示。组成总体的每个单元叫做个体。
- 样本,也叫子样,是指从总体中随机抽取出来并要对它进行详细研究,分析的 一部分个体,它是从总体中随机抽样的(即产品),可能是成品、半成品等。 样本中所含的样品个数一般叫样本大小或样本容量,一般用“n“表示。
专业化讲师培训资料
排列组合就是创新
4、做你所学,进而教你所做 路漫漫其悠远
• (海量营销管理 )
PTT的理念
每天多做一点点, 就是成功的开始
每天创新一点点, 就是领先的开始
每天进步一点点, 就是卓越的开始
• (海量营销管理
路漫漫其悠远
每天谦虚一点点,
专业化讲师培训资料
路漫漫其悠远 2020/3/24
PTT
(PresenTaTion)
•------The way in which
• something is said 、 • offered 、shown、
• explained to others
路漫漫其悠远
PTT简介
六十年代初,台湾一名学者赴欧 美学回一套非常新颖的训练课程,回 到台湾以后,他与欲给一些企业推销这 套课程,均遭到拒绝。在他的不懈努 力下,有一家保险公司以200万的价 钱接受了,并派出二十名员工参加培 训课程,结束以后效果非常好。
过有效的排列组合,实现自
己的蓝图
PTT运用极其广泛
• (海量营销管理
路漫漫其悠远
-----授课、训练、 演练、创意
)
说明会、经营管理、营销
展业及日常工作和生活
PTT的四个重点:
1、投入多少,收获多少;
参与多深,领悟多深
2、未曾经历,不成经验
3、太阳底下没有新鲜事,
活动
1、你们共同分享了过去曾 发生过最快乐的事?
2、从这个学习活动的过程
中,对你们有何启示?
路漫漫其悠远
• (海量营销管理 )
父母座右铭
生活在批评中的孩子学会批评
生活在仇视中的孩子学会斗争
生活在恐惧中的孩子学会恐惧
中国电子学会SMT专业技术资格认证培训和考评云平台-龙绪明
板卡
产品系统
半导体 工艺
引线键合 TAB 倒装芯片
通孔安装表 面安装
接插、导线 连接等
Welcome: xmlong@
Chap
3. 先进电子制造技术的技术群
技术群 定义 内容 ① 现代设计方法。包括有模块化设计、系统化设计、 价值工程、模彻设计、面向对象的设计、反求工程、并 行设计、绿色设计、工业设计等。 ② 产品可信性设计。包括可靠性设计、安全性设计、 动态分析与设计、防断裂设计、防疲劳设计、耐环境设 计、维修设计和维修保障设计等。 ③ 设计自动化技术。包括产品的造型设计、工艺设计 、工程图生成、有限元分析、优化设计、模拟仿真、虚 拟设计、工程数据库等内容。 包括材料生产技术、加工技术、装配技术、自动化的数 控技术、机器人、自动仓储与物料系统、在线检测与监 控技术、信息化制造技术等等。 包括信息技术、传感技术和控制技术。如网络和数据库 技术、集成平台和集成框架技术、接口和通信技术、软 件工程技术、人工智能技术、信息提取和多传感器信息 融合技术、模糊控制技术、智能决策与控制技术、分布 处理技术等。 包括DSS决策支持系统、QMS质量管理系统、MIS管理 信息系统、MP物料需求计划、MRP制造资源计划、 JIT准时制造生产技术、LP精益生产技术。
Welcome: xmlong@
Chap
2.集成柔性制造
为了增强适应性和使用效率,新型贴片 机正朝柔性化和模块化结构方向发展。日本 Fuji 公司将贴片机分为控制主机和功能模块 机。模块有不同的功能,针对不同元器件的 贴装要求,可以按不同的精度和速度进行贴 装,以达到较高的使用效率;当用户有新的 要求时,可以根据需要增加新的功能模块机。
集成电路制造 电子整机 产品制造
微组装技术
设备综合利用率OEE培训

根据以上的数据,理论上你可以在4天多的时间完成该旅程 -你觉得自己会四天内完成这趟公路之旅吗? -你需要考虑哪些因素才能得出更加准确的预测?
公路开车的例子
▪ 第一天结束时,你发现自己仅行驶了280公里
(相当于在最高速度下行驶了4小时)以这种 速度,13天才能到哈尔滨!
时间 (分钟)
答案举例
产品数量件产品加工 周期时间
▪ 时间转换成产品数量
产品数=时间 /单件产品加工 周期时间
任务:建立OEE图并设计改善建议
利用归类数据建立OEE图
= OEE ……%
可用性損失
作業效率損失
總時間 無生產 可用時間 ENG PR 週1-6無 計劃性 設備當機 換線
作业效率损失
总时间 无生产计 可用时间 工程试产 无订单需求 计划性保 设备停机 换线
划
养
小停机 速率损失 有效时间
OEE1 No Demand No Demand Cycle count
有线无人或是有线有人但法定 规定放假 • 国假、假日 • 没有订单,无法开班
试产
Weekday No Demand
计划盘点,保养,消防 演习等
OEE2 Break down
Pilot run (ENG)
Manpower
Cycle count
Breakdown
Rework
No Material
others
Calamity
others
Preventive Maintenance
Reflow adjusting
Weekday No Demand
17%
TR7500系列OP培训---TRI厂商
此栏为当测到不良 时,在键盘上KEY 入相应的数字键就 可以把不良现象记 录系统
AOI站作业流程
載入AOI 檢測程式
Next Board
AOI測試Pass
否
查看程式截取影像
是 是
是否誤判 (影像與PCB)
確認不良
結束
貼上不良標簽
記錄不良位置及數量
AOI误判率
1)SPI误判率≦1.5%
定义:指SPI测试中,误判的板数量占总测试板数量的百分比。 目的:改善SPI测试误判状况。 计算公式:False Rate= False board/Total board*100%
短路 短路 极反 少锡 多锡 空焊
下图所附为常见的不良影像
缺件(Missing)
偏移(Shift)
侧立(Billboard)
立碑(Tombstone)
反白(Reverse)
空焊(Void)
短路(Bridge)
极反(Polarity)
•AOI机器维修站使用方法
1)在桌面上双击此图标
弹出以下对话框
此对话框为转换 测试资料介面
2)在桌面上双击 IMAGE绿色框内的 位置
Step4:此栏为第 3步骤FAIL图片 的放大区域,包 括元件名称及不 良现象,需与实 物进行核对
Step1:把 OFFLINE选择为 ONLINE模式
Step2:点选查询 按钮
TR7500系列OP培训
制作人:TRI廠商 日 期:2008/11/10
此次培训的目的是使操作人员能够直观的分辩不良品与良 品之间在影像上的区别。 由于操作员在没有建立直观的影像概念就直接使用AOI的 repair station 来进行作业,不仅操作时严重影响产线的 产能,同时还可能存在将不良品作为良品流到下一工站, 致使人为的造成漏测。 为了使产线顺利的导入AOI,使AOI发挥出应有的水准,推 进产线的顺利生产,减轻操作员的工作压力,提高产品良 率。 便于操作人员更加熟练的操作AOI的repair station。
MI培训教材
13
3.外层线路检查 *.板内是否有客户Part number及REVISION,与客户Purchase order上的P/N是否一致。 *板上蚀字是否有制作国家名,如MADE IN USA等。 *分清楚哪面是TOP面,哪面是BOT面 *与钻层相叠检查,PTH应有PAD且满足锡圈要求,NPTH孔边是否 有足够的封孔间隙? *表面铜图形分布是否均匀,问客是否UNIT内可以加铜皮 OR 出纸 给ME确认如何抽T。 *锡圈是否足够。是否允许加TEARDROP。 *线宽/线间隙是否满足该板制作,(标准设计须满足: HOZ:4/5mil,1oz:5/6mil; 2oz:7/8mil ;3oz:10/10mi) *电金板线宽/线隙可以做到3.5/3.5MIL(电金板线宽生产FILM只加 大0.2MIL) *SMD间隙是否可以做出绿油桥(一般8MIL间隙) *测SMD的宽度,最小SMD PAD宽度是否大于11MIL(电测试能力 要求),如达不到须出超能力纸给ME确认电测试如何做。 *金手指板是否有金手指引线,引线是否加于两个手指之间。如是 ,则必须加重钻断手指引线的孔。确定多大孔才能满足要求。 *与Rout层相叠检查,线路图形距板边的距离是否足够,SMD PAD 在板边露铜是否可以削短。 *是否有断线/线端无PAD的情况。
1
MI培训教材 MI培训教材
2
一、基本术语 1.PCB: printed circuit board印刷电路版 2.PE : Product Engineering department 3.MKT: Marketing department 4. QA: Quality Assurance department 5.ME: Manufacturing engineering department 6.DCC: Document control center 7.GERBER:产生FILM的各种电子格式的总称 8. FILM: 光绘机绘制出的底片 9. CAD:指客户的1:1的底片/外形 10. BGA: Ball Grid Array 11.QUERY:工程问题的总称 12. MEMO:即 Memorandum 通告/备忘录 13. MI :Manufacturing instruction 生产指示 14. AOI: Automatic Optical Inspection 15: SPEC:即Specification,客户标准的总称
aoi岗位职责
aoi岗位职责aoi岗位职责1任职要求:1、5年以上高速精密设备产品开发,3年以上项目管理相关经验;2、5年以上机械/电气/自动化相关设计工作经验;3、具备项目管理能力;4、熟悉自动化设备研发设计流程,具备较强的技术审核能力及攻关能力;5、熟悉机械/电子/光电/电气/软件等相关知识;'岗位职责:1、根据公司及事业部战略制定部门/项目组工作计划;2、部门人力规划、资源调配;3、参与产品项目评审与立项,承接项目开发;4、项目组构建,工作量;5、协助客诉处理及结果跟踪;6、协助总结已售产品的服务信息,提出品质改善要求;7、组织协调相关资源,解决关键技术问题;8、产品、技术应用管理;9、组织产品改进、改型;10、组织营销技术支援;aoi岗位职责2岗位职责:1、负责公司aoi设备的售前demo和售后安装、调试、培训;2、熟悉公司产品性能,及时给客户解答相关疑问;3、产品维护和异常问题处理。
4、同销售人员一起拜访客户,向客户演示产品。
5、回答客户的'技术方面的电话或电邮咨询。
6、到客户处出差,参加贸易洽谈会。
任职要求:1、本科学历(或优秀专科学历者)机械、电子、自动化、计算机、物理等相关专业。
2、1年或1年以上相关工作经历(优秀应届本科毕业生亦可考虑)。
3、具备较强的抗压能力、沟通协调能力、问题处理能力、学习能力、动手能力,有责任心。
4、有强烈的兴趣和意志来从基础开始学习公司的业务和运营模式。
5、能够同分销商和终端客户进行有效的沟通。
6、英语四级以上,熟练使用办公软件。
7、有aoi使用经验者优先考虑。
aoi岗位职责3职责:—负责新产品spi/aoi程序制作和验证,确保所有失效模式都已被有效探测,无潜在失效模式遗漏—负责持续优化aoispi的.程序,将死误判率和漏失率—负责xray设备自动检查程序的制作,协助解读xray的图片效果—负责spi,aoi,xray的设备维护和保养要求:—机械电子相关专业,大专以上学历,英文操作界面—pcba行业三年以上经验,熟悉ipc—610等标准—熟悉spi,aoi,xray等光学检验,检查设备,至少掌握kyoung,dage品牌,精通程序,及设备维护保养aoi岗位职责4岗位职责:1、新项目aoi技术评估与验证2、新技术引进与开发3、新项目设备的'程序开发与编写4、生产线体的维护与调试5、生产技术人员的培训与指导岗位要求:1、aoi工艺工程师5人,相关经验1年以上,能够独立主导完成设备验证计划及调试工作,有keyence,cognexaoi调试经验优先。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
\\ SPI 培训 一、 SPI概述 二、 SPI Production 界面介绍 三、 Defect Viewer 四、 Defect 类型 五、 反馈流程 六、 常见问题的解决方法 七、 开关机流程
一、 SPI概述 SPI:Solder Paste inspection锡膏测试仪。 SPI可检测锡膏的印刷质量,可检测锡膏的高度、面积、体积、偏移、短路等。 在线SPI的作用:实时的检测锡膏的体积和形状。 减少SMT生产线的不良。 检测结果反馈给技术员,及时地调整印刷机状态。
二、 SPI Production 界面介绍
A:工具列 调程式,*. mdb。 \\ 手动进板/出板。 显示PCB的测试结果(包括不良)。 使用者。 B:使用者状态,一般为OP。 C:机台的状态 Idle:机台已经开机并且准备好可以开始测试。 Run:运行状态。 Stop:停止状态。 Error:在测试中有错误。 Bypass:不测试当轨道使用。 Emergency:紧急开关被按下 D:
开始检测 测完当前板子后停止 立即停止 不测试当轨道使用。 初始化 E:PCB信息,显示PCB的名字/PCB板上总的PAD数 G:时间
Time per Last PCB Test:上一片板子的测试时间,不包括进出板的时间。 Cycle Time:板子从进板到出板的时间,包括等待的时间。 Operation Time:机台开始工作的时间。 H:钢网、刮刀
ID:钢网编号 Count:钢网可以使用的时间
刮刀的方向,可以点击Change Direction 来改变刮刀方向。 I:不良类型,不良个数以PAD计算 \\ Excessive:锡多 Insufficient:锡少 Position:位置偏移 Bridging:短路 Coplanarity:共面性 Shape:形状不良 U.Height:高度高 L.Height:高度低 J:
Conveyor Status:PCB板子在机台轨道中的状态 PCB Count:Planned Qty:计划生产的数量 No. of Tested:已经测试的数量 No. of OK:OK板子的数量 No. of NG:NG板子的数量 No. of Pass:Pass板子的数量 TIME:当前的时间
三、 Defect Viewer \\ A:显示不良的3D图像 B:显示不良的2D图像,及实际的图像 C:具体的不良信息 D:若该片板子为真实的不良,可点击NG;若为误判,可点击PASS。 E:Previous 显示上一个不良 Next 显示下一个不良 四、 Defect 类型 \\ 漏印 锡少
锡多 短路 \\ 偏移 五、 反馈流程 1. 操作员首先确定SPI报警与实际柔板缺陷是否一致,如有误报警,需通知SPI技术员或工程师对程序进行修改。 2. 若SPI报警为真实不良,对该片不良进行洗板。缺陷柔板需按柔板清洗工位WI进行清洗后才可重新使用。 3. 相同缺陷连续出现3次的,需停线并通知领班/督导,技术员或工程师,缺陷解决后才可进行生产。 4. 若相同的缺陷在短时之内出现多次,需停线并通知领班/督导,技术员或工程师,缺陷解决后才可进行生产。 5. 有任何异常通知领班或技术员或工程师。
六、 常见问题的解决方法 1. 轨道卡板,机台报错,首先确认机台轨道中已没有板子,在点击Reset按钮,点击Start开始测试。 2. FID报错:检查FID位置是否有异物,若有直接将板子退出,若没有可调整FID灯光,在Tools/Fiducial Tool菜单下调整。
七、 开关机流程 开机及关机.pdf
SPI 报警 检查缺陷是否 与报警一致
如有误报警,需通知 SPI技术员或工程师 对程序进行修改
与报警一致 反馈设备技术员,进行 印刷参数的调整; 检查柔板定位及 胶带位置和黏度。 不良现象解决后 才可进行生产
缺陷柔板需按柔板
清洗工位WI进行清才可重新使用 \\ AOI 培训 主要内容:AOI的概述 AOI Production界面介绍 AOI Repair station操作介绍 常见问题的解决方法 AOI 反馈流程 AOI开关机流程 一、AOI概述 AOI:Automatic optical inspection自动光学检测。 所谓光学检测即是用光学镜头对检测元件进行拍照,再对照片进行分析检测。 VI是AOI设备的一个品牌,是由法国VI Technology公司生产的AOI设备。 一般VI设备包括两部分,一部分是检测设备(如VI3k2),一部分是返修设备(Repair-station), VI 3K2 AOI 可检测元件的存在与缺失、元件的极性和文字符,确保贴片安装的精确性。 炉前贴片后:元件缺失/存在;偏移(X,Y,θ值);旋转;翻件;侧立;极性等。
二、AOI Production 界面介绍
A:显示程式名称和Barcode(条码),如果没有条码,则显示结果为:E年月日时分秒,(例 E20070605120456) B:机台的状态 C:FPY,良率 D:显示跳过的板子的号码。
例:显示第一、第二片板子跳过,即第一、第二片板子为坏板,不检测。 E:命令按钮
开始检测,进板检测出板 停止检测, 注:当一片板子正在检测时无法停止,如果正在检测中你按了停止按钮,只有在检测完成放板后,程式会停止。 \\ F:分布图 G:显示选择按钮 H: I:Table图
缺件 偏移 极性 短路 焊点,引脚 文字 图中红色部分表示为:Error,有错误,有缺陷 黄色部分表示为:Warning,报警 绿色部分表示为:Good,好的 每一行表示一片板子,一共可显示10片板子,显示最近测试的10片板子。
J:平均值,显示上一片板子的所有零件的平均值和X,Y,角度的3sigma值。 L:板子号码,检测板子的数量,平均值,标准偏差,上一片板子的测试时间,
上一片板子测试时间为7秒 一共测试了56片 :清零,若要将测试片数、FPY等归零,则点击该按钮,跳出一对话框,询问是否要清零,点击YES,清零。 三、AOI维修站介绍 VI的检测结果可通过数据采集系统来实现收集、在线实时显示、结果记录和统计等数据管理功能。机台通过网络与安装了VI“Repair station(维修站)”和“Supervisor(数据库管理员)”这两个管理软件的计算机相连,检测后的结果和测量数据会自动在“维修站”和“数据库管理员”上进行实时显示、记录和统计。由于通过网络连接,检测机器每测完一片PCB,“维修站”和“数据库管理员”就相应的刷新一次,新的数据得以更新同时原有的数据也会保留在数据库中。 每台机器可以连接一个维修站,维修站是用来实时显示测量结果,提供一个炉前在线维修的工作平台。操作者可以借助屏幕显示来判断及其测量结果的真实性,其操作的结果会写入Supervisor数据库中。
当AOI维修站的电脑屏幕上出现如上界面时,就是维修站处于等待测试板子的正常工作状态。 当在AOI检测过程中测试到有问题的板子后,在AOI后面的维修站上就会出现如下的界面。 \\ A∶AOI测到的不良图片。最多为十张不良图片(默认为十张,除非另外设定) B:退出按钮。当你点击键盘上的ECS键后就会出现如下的对话框。
如果点击:“YES”则退出界面,回到最初的等待测试板子的工作界面,但是该片板子的信息不记录在数据库中。如果点击:“NO”则还是回到如上显示缺陷元件状态的界面。 C:详细按钮。当点击该按钮,会显示如下界面。 D:已维修。如果需要维修,而且也已经维修,则可点击该按钮。 E:可接受。如果所示缺陷可以接受,不需要维修,则可点击该按钮。 F:没有维修。如果所示缺陷没有办法及时维修,那就点击该按钮。 \\ A:板子及不良信息。 B:板子的图解表示。 C:小板的图解表示及不良的位置, D:具体不良的图片 E:按钮列(供作业员确认),按F3,F4按钮可以到达前一个,后一个不良,但是并没有确认当前不良,当前不良的信息不记录到数据库中。 \\ A:程式名称 B:当前不良的板子的条码 C:当前不良的小板的条码 D:剩下需维修的的不良数 E:当前不良的零件的名称 F:当前不良的零件的号码 G:当前不良的零件的类型 H:Feeder 的信息 I:reference of the component (coming from the .Ref file) J:comment on this component (coming from the .Ref file) K:在维修站上不良的状态,not repaired--没有维修,repaired--已维修,good--好的 L:维修的结果 M:no information N:list of the comments to be link to the defect. O:对于这个零件的不良信息
四、常见问题 1.Fiducial 当AOI在测试过程中遇到测试FIDUCIAL出错时,在维修站上就会出现如下错误信息的对话框。
点击:“OK”。就回到最初的等待测试的板子的正常状态。 在AOI机器上的测试界面上,当遇到FIDUCIAL点没有检测到的时候,就会出现如下的对话框,
并且机器停止工作。点击:“Automatic”,机器则退出板子,进行下一片板子的测试。如果点击:“Manual”,机器就停止工作,提示你手动摆正板子在轨道上的位置。然后打开机器,继续工作。
2.卡板现象 在AOI机器上,当出现卡板现象,传送带等待一定时间,板子都没有到达停板位置,那就会出现如下的错误信息对话框,并且机器停止工作。
点击:“YES”,机器就停止生产,然后你可以手动把板子拿出来。点击:“NO”,那机器再一次进板,当然,如果还是卡板,那还是会出现如上对话框。