D2_3轧辊轴承
轴及滚动轴承习题和例题
轴及滚动轴承习题和例题一、选择题1.工作时承受弯矩并传递转矩的轴,称为。
(1) 心轴 (2) 转轴 (3) 传动轴2.工作时只承受弯矩,不传递转矩的轴,称为。
(1) 心轴 (2) 转轴 (3)传动轴3.工作时以传递转矩为2,不承受弯矩或弯矩很小的轴,称为。
(1) 心轴 (2) 转轴 (3) 传动轴4.自行车的前轴是。
(1) 心轴 (2) 转轴 (3) 传动轴5.自行车的中轴是。
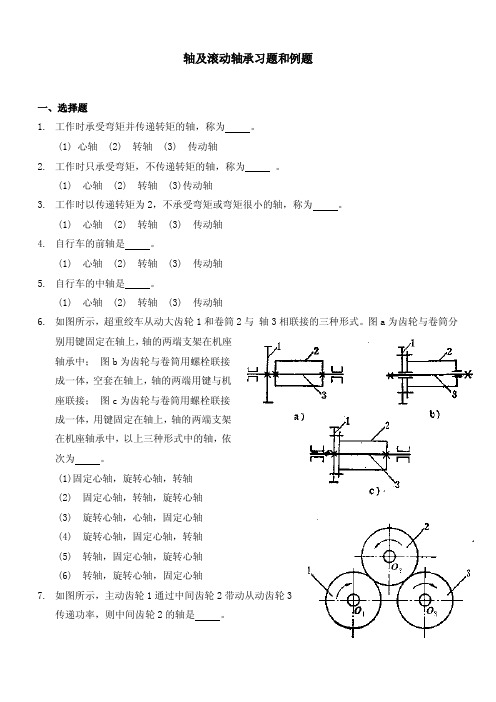
(1) 心轴 (2) 转轴 (3) 传动轴6.如图所示,超重绞车从动大齿轮1和卷筒2与轴3相联接的三种形式。
图a为齿轮与卷筒分别用键固定在轴上,轴的两端支架在机座轴承中;图b为齿轮与卷筒用螺栓联接成一体,空套在轴上,轴的两端用键与机座联接;图c为齿轮与卷筒用螺栓联接成一体,用键固定在轴上,轴的两端支架在机座轴承中,以上三种形式中的轴,依次为。
(1)固定心轴,旋转心轴,转轴(2) 固定心轴,转轴,旋转心轴(3) 旋转心轴,心轴,固定心轴(4) 旋转心轴,固定心轴,转轴(5) 转轴,固定心轴,旋转心轴(6) 转轴,旋转心轴,固定心轴7.如图所示,主动齿轮1通过中间齿轮2带动从动齿轮3传递功率,则中间齿轮2的轴是。
(1) 心轴 (2) 转轴 (3) 传动轴8.轴环的用途是。
(1) 作为轴加工时的定位面 (2)提高轴的强度(3) 提高轴的刚度(4)使轴上零件获得轴向定位9.当轴上安装的零件要承受轴向力上四,采用来进行轴向固定,所能承受的轴向力较大。
(1) 螺母 (2) 紧定螺钉 (3) 弹性挡圈10.增大轴在截面变化处的过渡圆角半径,可以。
(1) 使零件的轴向定位比较可原(2) 降低应力集中(3) 使轴的加工方便11.轴上安装有过盈配合零件时,应力集中将发生在轴上。
(1)轮毂中间部位 (2)沿轮毂两端部位 (3) 距离轮毂端部为1/3轮毂长度处12.采用表面强化如辗压、喷丸、碳氮共渗、氮化、渗氮、高频或火焰表面淬火等方法,可显著提高轴的。
轴承成品检查的内容

轴承成品检查的内容对滚动轴承成品进行检查的目的在于保证产品质量符合国家标准要求。
成品检查的主要依据有三项,① 滚动轴承国家标准。
这是轴承成品检查的最主要依据② 部标准③ 轴承工业统一企业标准。
这是轴承行业在为了贯彻国家标准、部标准、专业标准的前提下所制定的工厂标准。
现将国家标准所规定的主要检查项目的作用简述于后⒈尺寸精度轴承的内径和外径是与主机的轴和外壳配合的,其尺寸公差关系到与主要配合的状况。
如,主机要求为过盈配合时,如轴承的内径实际偏差超过上限,或外径实际偏差超过下限,就可能使配合变成间隙配合而改变主机的性能;如轴承的内径实际偏差超过下限,或外径实际偏差超过上限,则可能使配合的过盈量过大,不但造成用户装配的困难,而且会使内圈胀大,外圈收缩,从而减小了轴承的工作游隙,使主机的工作性能和轴承的使用寿命都受到影响,这种影响对超轻、特轻系列的轴承尤为显著。
轴承的宽度(高度)或装配倒角超差时,也会影响轴承与主机的配合。
⒉旋转精度轴承的旋转精度是轴承的主要质量指标之一。
用于工作母机主轴的精密轴承,冷轧钢带的轧机轧辊轴承、各种精密测量仪器和高速运转的轴承等,对旋转精度都有很高的要求。
⒊游隙滚动轴承的游隙可分为径向和轴向两种:有些类型的轴承,在通常状况下,只要求径向游隙,如:深沟球轴承、调心球轴承、圆柱滚子轴承、滚针轴承和调心滚子轴承等。
由于用途不同,选用的游隙也不同如高温作业的设备,多选用大游隙的轴承而对于要求旋转精度高的工作母机,所用轴承的游隙则应尽可能小,在有些情况下甚至采用预过盈。
对于一般用途和一般润滑条件的主机,则可以使用基本组游隙的轴承。
轴承游隙过大或过小,都直接影响部件的旋转精度以及轴承的使用寿命。
由此可见,游隙检查是轴承成品检查的一个重要项目。
⒋旋转灵活性和振动噪声在理想条件下绝大部分类型的轴承,套圈和滚动体之间的相对运动是产生滚动摩擦的,因此在转动中,应该是轻快而没有阻滞现象。
滚动轴承振动噪声的来源主要有以下几种:一种是由轴承的结构形式、原始游隙、保持架形状和滚动体数量等固有因素引起的;另一种是因轴承零件制造时所产生的种种缺陷(如套圈和滚动体工作表面波纹度、几何形状偏差或残磁等),使轴承运转时产生的冲击所引起的。
轧制速度及计算
轧制速度及计算
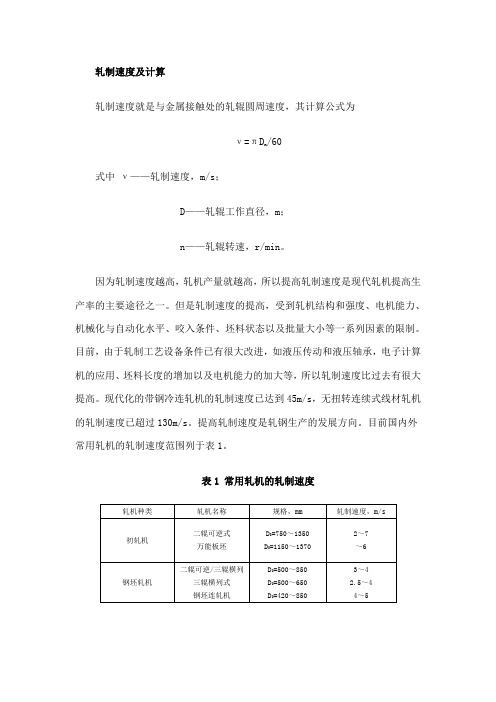
轧制速度就是与金属接触处的轧辊圆周速度,其计算公式为
/60
ν=πD
n
式中ν——轧制速度,m/s;
D——轧辊工作直径,m;
n——轧辊转速,r/min。
因为轧制速度越高,轧机产量就越高,所以提高轧制速度是现代轧机提高生产率的主要途径之一。
但是轧制速度的提高,受到轧机结构和强度、电机能力、机械化与自动化水平、咬入条件、坯料状态以及批量大小等一系列因素的限制。
目前,由于轧制工艺设备条件已有很大改进,如液压传动和液压轴承,电子计算机的应用、坯料长度的增加以及电机能力的加大等,所以轧制速度比过去有很大提高。
现代化的带钢冷连轧机的轧制速度已达到45m/s,无扭转连续式线材轧机的轧制速度已超过130m/s。
提高轧制速度是轧钢生产的发展方向。
目前国内外常用轧机的轧制速度范围列于表1。
表1 常用轧机的轧制速度
注:。
轧辊平衡系统液压回路的设计改进

轧 辊平 衡装 置是 用来 平衡 轧机 的轧辊及 轴 承座 的 重 量 以消除 由于 轧辊 辊 径 和 轴 承 衬 间 、 承 座 和 压 下 轴 螺 丝头 部 间 、 压下 螺 丝 和 压下 螺 母 的螺 纹 间 存 在着 间 隙所造 成 的轧辊 咬入 轧件 时 所产 生 的冲击 。采 用平衡 装 置对 上轧 辊轴 承 座施 加 一 平 衡 力 , 轴 承 座 紧 贴 在 使 压下螺 丝端 部 , 保 持 压 下螺 丝 和 压下 螺 母 螺 纹 受 力 并
退 回
D T1
D2 T
统均采用 了图 1 所示的控制回路。其电磁铁动作如表
1 。轧 辊 平衡 时 , 磁 铁 DT 、 T 电 1 D 2均 不 带 电 , 系统 压
+
+
力油经减压阀 7 电磁换 向阀 6 液控单 向阀 5 节流阀 、 、 、
3 向 轧 辊 平 衡 缸 的 无 杆 腔 , 生 一 个 向 上 的 推 力 通 产
1 轧辊平衡缸 . 2 直动式溢流阀 . 7 减压 阀 . 6、.电磁换 向阀 8
pl p
2 轧 辊 平衡 液压 回路 分析
34 单向节流阀 5 液控单向阀 ,. . P. 系统 工作 压力 P1 系统背压 .
20 年邯郸某钢厂建成 了一条 4 0热轧窄带钢 03 5
生产 线 。该生 产线 主 要 由立 辊 轧 机 E 、 2 二辊 轧 机 1E ,
ZHA G hu y n , N S - i g ZHA W e-i n , O il g HA Yi g 1 a N n .i
(. 1 河北 省机械设备成套局 , 河北 石家庄
005 ; . 50 1 2 邯郸钢铁公司技改部 , 河北 邯郸
06 1) 5 0 5
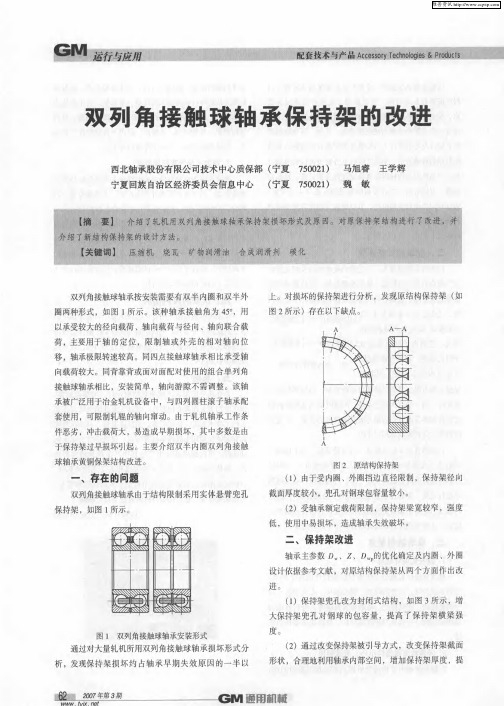
双列角接触球轴承保持架的改进
上
。
对 损 坏 的保持架进 行 分 析
。
,
发现原 结构 保持 架 ( 如
圈两 种 形 式
,
如图
1
所示
、
。
该 种 轴承 接 触 角 为
、
45
。
,
用
图 2 所 示 ) 存在 以 下 缺点
以 承 受较大的径 向载 荷
轴 向载荷 与径 向
,
轴 向联 合载
A
—
A
荷 移
,
主要 用 于 轴 的 定 位
限 制 轴 或 外 壳 的相 对 轴 向位
3 )保持架第二外径 D l
华 东 阀 门正 式录入 国家 火炬 计 划
D l = D 2 一 e l e l 取值见下表 。
4 ) 保 持架外径 D
D =d 1 + ( 0 . 7 —0 . 9 )D
由浙江 华东 阀 门有 限公 司研 发 的高 温高 压 双 自紧密封 闸 阀 , 日前 通 过 科 学技 术 部 火炬 高 新技 术产 业 开发 中心 验 收 ,被 正 式录 入 国 家 火
1 8 0 31 5 5 0 0 5 0 0
D2, d 2 /mm
1 8 0 31 5
£ £ 1
0. 4 5 1. 6
0. 5 5 2
0. 6 2. 4
0. 8 3
图3 保持架改Leabharlann 结构 GM 现 以一双滚道外 圈、两单滚道 内圈为例 ,介绍 改进 后保持架如何设计 。 1 )保持架第二 内径 d l
、
外圈
设计 依据参考文献
进
。
,
对原 结构保持架从 两 个方 面 作 出 改
干油静压系统在CNC万能轧辊磨床辊颈托瓦上的应用

循环利用的液压油 , 会污染 油和 引起 油乳 化 , 含有灰
1 2 托 瓦直 接支 承辊 颈 . 中厚板卷厂使 用 的另一 台 H 4 5型数控 磨床 D2
,
床头箱 电机功率较 大 为 2 0 W , 0 k 可以直接驱 动带轴
器孔使供油 不足 , 产生 气蚀 , 发生 振动 和噪 声 , 会 还 影 响托 瓦与辊 颈 间动作 的可靠性 和 准确性 , 滑动 使 部位产 生磨损 , 造成托 瓦与 辊颈 的摩 擦增 大 , 使托 瓦
易研 , 经常刮 瓦 和换油 。所 以不宜 采用 液压 油静 需 压润滑 ;
再次 , 干磨时 , 床头箱 主轴传动机构 ( 如皮带 、 齿 轮传动等 ) 易疲 劳 , 了使用 寿命 ; 缩短 最后 , 由于轧辊 在托 瓦上 转 动 时 , 擦力 很 大 , 摩
的效 果 。
关键 词 : 轧辊磨床 稀油静压 支承托瓦 干油静压 润滑
Ap l ai n o o r a l w n Gr a eS a i r su eS se o p i t fJ u n l l i e s t t P es r y tm fCNC Rol i d r c o Pio c l Grn e
图 1 辊 颈托 瓦 直接 支撑 示 意 图
1 1 稀 油静压 托 瓦磨床 .
中厚板卷厂型号为 T-0 I 0一L的数控轧辊磨床 , I 2 床头箱 电机功 率 为 4 k 功 率较 小 , 法 直接 驱动 5 W, 无
带轴承座 的工作辊旋转 。因此 该磨床最 初 的设 计是 采用稀油静 压 托架 支承 工作 辊。所使 用 的油 品 为 : 美孚威士达 2号机床导轨油 。
轴承基本知识
轴承基本知识一、几种类型滚动轴承的性能特点运用场合及其他1.深沟球轴承旧——0 新——6沟道的曲率长大于球周长的1/3,他是生产量最大,应用最广泛的一种滚动轴承。
占整个滚动轴承的60%—70%。
性能:主要承受径向载荷,也可承受一定量的轴向载荷。
当增大径向游隙时,也可替代角接触球轴承。
在转速较高工作场合还不能使用推力球轴承时它也可作为推力球轴承使用。
在不同的游隙组别中,它的内外圈可以相对倾斜不同角度仍可正常工作。
(倾斜角度)C0组8分,C3组12分,C4组16分。
带有球面滚到内外圈可倾斜3-10度。
应用该类轴承时,两个支点距离不宜超过轴径的十倍。
特点:与同尺寸的其他轴承相比,摩擦损失最少振动和噪音最低。
转速较高阻力较小旋转灵活。
摩擦系数0.0015-0.0022缺点:这种轴承不耐冲击,不宜承受较重负荷。
适用场合:汽车,机床,柴油机、电机,水泵、农用机械,家电,减速箱、纺织机械,拖拉机等。
其他:游隙检测采用百分表或千分表。
沟道曲率Ra=0.525 Rw=0.5352.调心球轴承旧——1 新——1外圈滚道为球面型,内圈滚道分单双列滚道可自动调心。
性能:主要承受径向载荷,同时还可承受少量的轴向负荷,但不能承受纯的轴向负荷。
特点:内外圈可在倾斜1-3度的情况下正常工作,旋转精度正常。
该轴承为了安装拆卸方便,内孔有时做成圆锥形。
锥形内孔的目的(1)拆卸方便————特别是长轴。
(2)可微量调整轴承的游隙。
适用场合:农用机械,纺织机械。
鼓风机,造纸机,木工机械,吊车,印染机械、小型机床等。
3圆柱滚子轴承旧——2 新——N或NN性能:主要承受径向负荷,套圈有挡边的可承受极少量的轴向负荷,否则不能承受轴向负荷外圈双挡边的极限转速高于内圈双挡边。
特点:滚动体和滚道之间是修正线的接触,滚子通常由一个套圈的两个挡边引导。
保持架,滚子和引导套圈组成一组组合件,可与另一套圈分离,属于可分离型轴承。
此种轴承安装拆卸比较方便尤其是当要求内外圈与轴,壳体都是过盈配合时,更显示出优点。
热轧带钢生产中的板形控制(三篇)
热轧带钢生产中的板形控制热轧带钢是一种由连续轧机通过高温轧制过程中制造的带状钢材,具有广泛的应用领域,如建筑、机械制造、汽车工业等。
然而,在热轧带钢生产过程中,由于各种因素的影响,往往会出现板形问题,即钢带在轧制过程中出现不平整、弯曲或起波等现象。
这不仅影响了带钢的质量和性能,还会给下道工序的加工带来困难和影响。
因此,热轧带钢生产中的板形控制至关重要。
板形问题的产生原因多种多样,下面将分析几个主要的因素,并介绍相应的控制措施。
1. 型辊和辊系的设计和调整:型辊是轧制过程中起着塑性变形和形状控制作用的关键元件。
首先,型辊的选择应根据带钢的要求和钢种的性质进行选择,以确保能够得到所需的板形公差。
其次,型辊和辊系的调整是关键,应确保辊系的轴线垂直于水平线,并且各辊之间的间隙和压力均匀,以避免板形问题的产生和扩大。
2. 加热温度的控制:加热温度是热轧带钢生产中的重要参数之一,直接影响到钢材的塑性变形和板形控制。
在加热过程中,应控制好加热温度的均匀性和稳定性,避免温度过高或不均匀导致的板形问题。
此外,还应注意控制加热速度和冷却速度,以控制好板坯的温度梯度,避免板坯的不均匀热胀冷缩引起的板形问题。
3. 轧制工艺的优化:轧制工艺是实现板形控制的关键。
首先,应合理选择轧制规范,确定合适的轧制温度和轧制比例,以控制好板材的塑性变形和减小残余应力。
其次,应注意轧制过程中的控制,在控制好板材的进给速度和板坯的温度梯度的同时,要控制好辊系的磨损和辊承力等参数,以避免板形问题的产生。
4. 板形测量和反馈控制:板形问题的产生往往是由于辊系和工艺参数的变化引起的,因此要及时发现和识别板形问题的存在和变化,就需要进行板形的测量和反馈控制。
目前,常用的板形测量方法主要有激光束法、光干涉法和摄像机法等,通过对板形的实时测量和分析,可以及时调整辊系和工艺参数,以达到板形控制的目的。
总之,热轧带钢生产中的板形控制是一个复杂的问题,需要从多个方面进行综合分析和控制。
四辊板带轧机的辊型设计及辊型调整
式 中 q:一 一 轧 辊 中 部 的 压 力
(kg/mm );
Aq=qx-q:—— 轧辊 中部 和边 部 压 力 的差 值 (kg/mm)
轧 件 对工 作辊 的 总轧制 压 力 ,应 等 于支 承 辊 的反作 用力 的总和 ,即
P=2 ' dx
把上 公式 积分后 可得
g :g:十 △g
式 中 q0:P/L—— 工 作辊 与 支 承 辊 间 的平均 压力 。
\
m2
1= 17000, 2= 2200
。=G:-08kg://G。=70o0,G::
=8l0o
1= 2=0.3 _o.63×10
=2 fD,
D
I
㈡
=堕 r ̄]G <
) 2 L .
:
+丝
ere1 a'
22: -2/
:o.5 3Il =,46 ooI  ̄)
1=O.5, 2= 0.3
o73  ̄)
o.6 ㈡
曲线 假 设来 确 定工 作辊 和 支承 辊 间相 互弹 性
等]
压扁 量 和压 力 的分 布规 律 ,从 而使 计 算大 为 简化 。
等符 号所 代 表 的参数 及其 数值
■ —姐 巡 一 全部钢轧辊
工作辊铸铁、支承辊钢
\ 、G、 1= 2=22000kg//
m
2
\
符号所代\ 1表的 Go数0值
\的参数
比边部压扁大时, A fy为正,反之 为负;
三
△D— — 轧制 时 轧辊 (包 括 工
= MM d +七 z
作辊 及 支承 辊 )的实 际 凸度或 凹度 。凸形 时
AD 为 正 ,凹形 时 为负 。
式 中 M 、Q一 由载荷 q 和支 反 力
轴承密封圈手册2015概要
安徽库伯密封技术有限公司轴承密封圈产品手册目录1、轴承密封圈的简介 (3)1.1 、概述 (3)1.2 、轴承密封圈的主要应用场所 (3)1.3、轴承密封圈密封的主要介质 (3)1.4、轴承密封圈密封的主要特点 (3)2、轴承密封圈的型式、规格 (4)2.1、轴承密封圈的种类 (4)2.2 轴承密封圈的规格定义 (4)3、轴承密封圈的工作原理 (5)4、轴承密封圈的设计 (6)4.1 轴承密封圈橡胶材料的设计 (6)1) 轴承密封圈对密封材料的一般要求 (6)2)安徽库伯常用密封材料及其性能 (6)3)轴承密封圈橡胶材料特点: (7)4)安徽库伯轴承标准橡胶材料的物理性能 (7)4.2 安徽库伯轴承密封圈骨架的材料性 (10)5、轴承密封圈的检验规则及外观要求 (10)5.1 轴承密封圈的检验规则 (10)5.2 轴承密封圈的外观要 (11)6、轴承密封圈产品包装、运输和贮存 (11)7、安徽库伯轴承密封圈系 (12)7.1 安徽库伯轴承密封圈主要种 (12)7.2 安徽库伯轴承密封圈现有标准系 (14)1、轴承密封圈的简介1.1 、概述轴承密封圈是一种用于轴承密封的密封件,它具有保护密封介质不泄露,防止泥水的功能;大部分轴承密封圈由橡胶体、骨架组合而成。
本手册主要介绍轴承密封圈的分类、加工、验收、包装和运输等要求。
1.2、轴承密封圈的主要应用场所轴承密封圈的应用场所非常广泛,主要是用于工业、汽车、铁路、矿山机械以及航空航天等,我们主要介绍汽车和工程机械用轴承密封圈,主要包括以下八个方面:1)用于密封汽车轮毂轴承;2)用于密封汽车皮带轮轴承;3)用于密封汽车离合器轴承;4)用于密封汽车水泵轴承;5)用于密封汽车传动轴轴承;6)用于密封汽车转向管柱轴承;7)用于密封汽车节气门滚针轴承;8)用于密封工程机械轴承等场合。
1.3、轴承密封圈密封的主要介质轴承在润滑时为了操作简单,更换轧辊方便,一般的轴承采用油脂润滑,特殊的轴承也有采用油气润滑,因此轴承密封圈主要密封的介质是矿物润滑脂、合成润滑脂和动植物油脂等。