51cysb_锌合金零件无氰仿金装饰电镀
仿金电镀.PPt

试验事实还表明,合金层中Cu、zn、sn三种金属成分比例 不同,使经BTA钝化后的仿纯金的颜色也不同。 用BTA的钝化工艺,通常使BTA浓度在1~4 g/L,经过一定温 度和时间处理,仿金层可以不用有机涂料封闭,而能镀层颜色来看,并不一定要达到24K的 纯金色。 笔者所采取的是“二步法”,先从三元合金镀液中镀取一 定比例的Cu-Zn-Sn合金,再用一次或二次的钝化处理方法, 得到极似24K纯金色的镀层。
有关仿金镀层颜色的看法
仿金镀层的颜色很难得到纯金的颜色,影响仿金镀层颜色 的因素很多,有工艺中合金成分的比例,电镀仿金前基体的 表面加工状态和光亮镍层的表面状态等,如果固定了基体 金属表面的加工状态和光亮镍镀层的光亮度,整平度之后, 合金层中金属的比例就成了影响仿金层颜色的一个主要因 素。
例如18K,它仅指含金量是75%,其余为别的金属,随着这些 金属不同可以使18K金有不同的颜色。
薛惠平在他的文章中指出„‘1‟,二元合金中铜锌含量不同,则色泽不 同,只有Co70%,Zn30%才能得到金黄色,如果是三元合金,金黄的18K 金色是Cu81%;Zn18%;Sn微量;赤金的24K金色Cu92.5%;Zns7%;Sn 少量。由此看来,Sn的加入,要得到18K金的金黄色,Cu与Zn比例已不 再是70:30了,24K的赤金色,zn的含量更少。
影响三元合金仿金电镀工艺的因素很多,CA依然 是良好的稳定剂,它能扩大电流密度范围,使高低电 流密度处的镀层颜色均匀一致,工艺条件和镀液稳 定。要使镀层达到仿纯金色,还要通过适当的后处 理工序。
三元仿金镀层的后处理
三元仿金层镀后也必须经过严格的水洗、钝化和浸(喷)有机 涂料等工序,才能久不变色。其中采用苯骄三氮哇(BTA)钝 化工艺,有效地提高仿金层的抗变色能力。
电镀锡锌和锡锌锑合金工艺规范
表 8-16 锡 锌 合 金 电 镀 工 艺 规 范
Hale Waihona Puke 成分及操作条件硫氯硫氯柠硫柠柠醋ED酸化酸化酸檬檬酸檬TA亚亚锌锌铵酸酸铵酸/g锡锡ZC(钠铵NZN·n6LHnSSHN(HC-NS41nna84ClOHOSC2)3/2HCO4gl7S4·2·)36·7O4·3HCLH/2CHg4-2OH51/6·O2OgLHOO2·/O7-Lg5//1·Ogg2/·-g1L··H7LL·/-L1g2--O11·-1L/g-1·L-1 E添D加TA剂-N①a/m2/gL··LL--11 稳定剂WDZ-1②/mL·L-1 光亮剂WDZ-2②/mL·L-1 添加剂SN-1③/mL·L-1 三乙醇铵/mL·L-1 甲甲甲十烷烷烷二磺磺磺胺酸酸酸(含锡锌C8HmSZ3nLnS((环OCC3HH氧H33/SS乙gOO·L烷33))-122)///ggg···LLL---111 焦酒硫氟明磷石酸化胶酸酸肼铵/g·钾锑HNLH2-1钾KN44F·KPN/g2SHO·bL27C·/-Hg14·H2LS4-OO1 46/·g1·/L2H-12O/g·L-1 PH值 温度/℃ 阴极电流密度/A·dm-2 镀层Zn含量/%
200~300 0.2~1.0 10~15
3~5 0.1~0.5 7.2~7.8 15~25 90A/桶~150A/桶
25
1~30 15~20
96%Sn-2%Zn-2%Sn
①哈尔滨工业大学研制;②武汉大学 研制;③南京航空航天大学研制。 3
配方5的溶液配制方法:
分别将焦磷酸钾、氟化铵倒入槽中,加人约为1/2镀槽容 积的热水使其完全溶解, 再依次加入已溶解好的氯化亚锡、 硫酸锌和酒石酸锑钾,充分搅拌均匀;将硫酸肼用沸水溶 解后加入槽中;加入 碱化明胶;最后用水稀释槽液至规定 体积,调整pH值后,试镀合格即可生产。碱化明胶的配制: 用200mL水浸 泡1g明胶1h,然后加入30%~40%的碱液约 lmL,加热煮沸至完全溶解,待冷却后用磷酸调节pH值至 3~4。
GMW4700通用标准——锌合金电镀
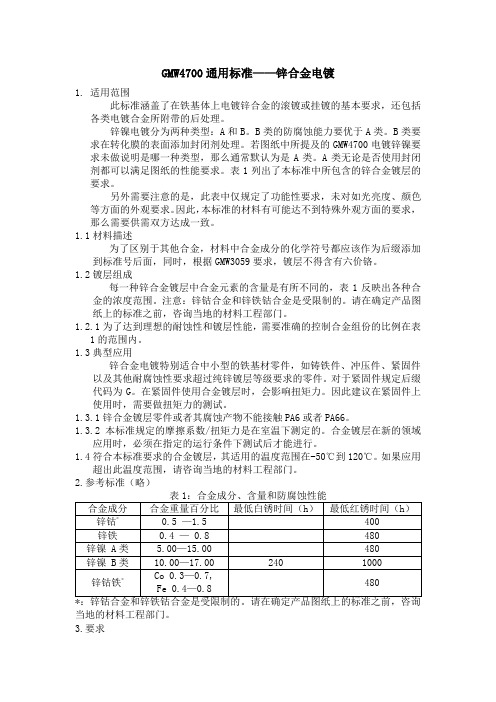
GMW4700通用标准——锌合金电镀1.适用范围此标准涵盖了在铁基体上电镀锌合金的滚镀或挂镀的基本要求,还包括各类电镀合金所附带的后处理。
锌镍电镀分为两种类型:A和B。
B类的防腐蚀能力要优于A类。
B类要求在转化膜的表面添加封闭剂处理。
若图纸中所提及的GMW4700电镀锌镍要求未做说明是哪一种类型,那么通常默认为是A类。
A类无论是否使用封闭剂都可以满足图纸的性能要求。
表1列出了本标准中所包含的锌合金镀层的要求。
另外需要注意的是,此表中仅规定了功能性要求,未对如光亮度、颜色等方面的外观要求。
因此,本标准的材料有可能达不到特殊外观方面的要求,那么需要供需双方达成一致。
1.1材料描述为了区别于其他合金,材料中合金成分的化学符号都应该作为后缀添加到标准号后面,同时,根据GMW3059要求,镀层不得含有六价铬。
1.2镀层组成每一种锌合金镀层中合金元素的含量是有所不同的,表1反映出各种合金的浓度范围。
注意:锌钴合金和锌铁钴合金是受限制的。
请在确定产品图纸上的标准之前,咨询当地的材料工程部门。
1.2.1为了达到理想的耐蚀性和镀层性能,需要准确的控制合金组份的比例在表1的范围内。
1.3典型应用锌合金电镀特别适合中小型的铁基材零件,如铸铁件、冲压件、紧固件以及其他耐腐蚀性要求超过纯锌镀层等级要求的零件。
对于紧固件规定后缀代码为G。
在紧固件使用合金镀层时,会影响扭矩力。
因此建议在紧固件上使用时,需要做扭矩力的测试。
1.3.1锌合金镀层零件或者其腐蚀产物不能接触PA6或者PA66。
1.3.2本标准规定的摩擦系数/扭矩力是在室温下测定的。
合金镀层在新的领域应用时,必须在指定的运行条件下测试后才能进行。
1.4符合本标准要求的合金镀层,其适用的温度范围在-50℃到120℃。
如果应用超出此温度范围,请咨询当地的材料工程部门。
2.参考标准(略)当地的材料工程部门。
3.要求3.1结合力镀层相对于基体材料应该具有良好的结合力。
镀层在220±5℃烘烤30±5分钟后立即放入淬火的常温水中,应该没有起泡或者镀层脱落。
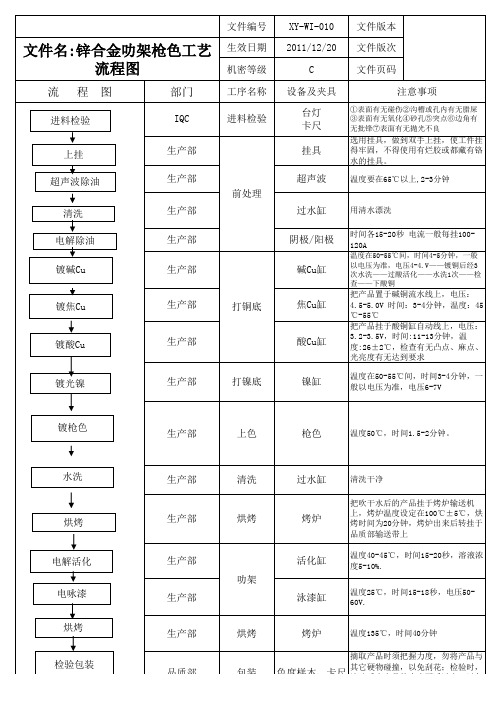
锌合金电镀工艺流程图
镀光镍
生产部
打镍底
镍缸
镀枪色
生产部
上色
枪色
温度50℃,时间1.5-2分钟。
水洗
生产部
清洗
过水缸
清洗干净 把吹干水后的产品挂于烤炉输送机 上,烤炉温度设定在100℃±5℃,烘 烤时间为20分钟,烤炉出来后转挂于 品质部输送带上 温度40-45℃,时间15-20秒,溶液浓 度5-10%. 温度25℃,时间15-18秒,电压5060V.
烘烤
生产部
烘烤
烤炉
电解活化
生产部 叻架
活化缸电Βιβλιοθήκη 漆 烘烤生产部泳漆缸
生产部
烘烤
烤炉
温度135℃,时间40分钟 摘取产品时须把握力度,勿将产品与 其它硬物碰撞,以免刮花;检验时, 滚动手中产品的力度不适过大,以免 产品碰伤、刮花
检验包装
品质部
包装
色度样本、卡尺
品质部
包装
色度样本、卡尺
摘取产品时须把握力度,勿将产品与 其它硬物碰撞,以免刮花;检验时, 滚动手中产品的力度不适过大,以免 产品碰伤、刮花
镀碱Cu
镀焦Cu
打铜底
镀酸Cu
生产部
酸Cu缸
把产品置于碱铜流水线上,电压: 4.5-5.0V 时间:3-4分钟,温度:45 ℃-55℃ 把产品挂于酸铜缸自动线上,电压: 3.2-3.5V,时间:11-13分钟,温 度:26±2℃,检查有无凸点、麻点、 光亮度有无达到要求 温度在50-55℃间,时间3-4分钟,一 般以电压为准,电压6-7V
进料检验 上挂 超声波除油
清洗 电解除油
选用挂具,做到双手上挂,使工件挂 得牢固,不得使用有烂胶或都藏有铬 水的挂具。 温度要在65℃以上,2-3分钟
锌合金电镀哑枪色工艺流程
锌合金电镀哑枪色工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!锌合金电镀哑枪色工艺流程。
1. 前处理:去油除蜡,用有机溶剂(如三氯乙烯)除去工件表面的油污和蜡质。
门铰链电镀仿金Cu-Zn合金工艺设计 2课件

一、工艺设计说明书1 摘要1.1 中文摘要摘要:仿金镀层外观有纯金色、18K以及16K金色。
目前国内外广泛应用的仿金镀层,一般采用铜锌合金的方法得到,主要有二元合金(70Cu-Zn,80Cu-Sn)与三元合金(Cu-Zn-Sn)。
三元合金颜色光泽优良,应用最广。
仿金镀层一般要求底层光亮,而仿金镀液不再添加光亮剂。
为装饰用的仿金镀层较薄,一般在1~2um,,只要求在制品表面”着”上一层薄金黄色。
这样薄的铜锌合金镀层耐蚀性极差。
因此,镀层的耐蚀性主要靠电镀底层来解决,采用镀厚铜打底,再度仿金镀层的方法,获得镀层易“泛红“。
故生产中常采用镀亮镍层打底,这样既光亮又有一定硬度,而且表面的仿金层也不易发花。
仿金电镀的镀液有氰化物型、氰化物—焦磷酸盐型、HEDP型和焦磷酸盐型。
后两种无氰镀液组成复杂,分散能力不好,维护困难,应用少,氰化物型最稳定,较易控制,镀得的镀层色泽鲜艳、合格率高并可重复反修。
以中、低氰镀液应用最广。
电镀仿金层后,为防止变色,除进行适当的钝化处理外,还要涂上一层透明的有机膜。
对于一些精巧产品,这层有机膜显得很不协调,因而可在仿金层上再镀一层金。
由于金镀层有良好的稳定性,产品不易变色,美观大方,很受欢迎。
关键词:仿金镀层铜锌合金光亮剂 HEDP型钝化分散能力有机膜1.2 英文摘要Abstract:The appearance of imitation gold plating with pure gold, 18K, and 16K gold. Imitation gold plating is widely used at home and abroad, generally use a copper-zinc alloy obtained by the method, there are binary alloys (70Cu-Zn, 80Cu-Sn) and ternary alloys (Cu-Zn-Sn). Ternary alloy color gloss is excellent, the most widely used. Imitation gold coating generally require the underlying bright, imitation gold plating bath is no longer add brightener. Decorated with imitation gold plating is thin, generally 1 ~ 2um requires only the surface of the work in progress, "" a thin layer of golden yellow. This thin copper-zinc alloy corrosion resistance is poor. Therefore, the corrosion resistance of the coating to solve the underlying by plating, thick copper plating base again, imitation gold plating, coating "flushed". Of production are often plated bright nickel layer of primer, so that both light has a certain hardness, imitation gold surface layer is not easy to blur.Imitation gold plating of the bath of cyanide and cyanide - pyrophosphate type, HEDP and pyrophosphate type. The latter two cyanide plating bath composition is complex, poor dispersion capability, and difficult to maintain, less application cyanide type is the most stable and easier to control, plated coating bright color, high pass rate can repeat antirevisionist the. In, the most widely used low-cyanide plating bath.Electroplating imitation gold layer, in order to prevent discoloration, and in addition to the appropriate passivation treatment, but also coated with a layer of transparent organic film. For delicate products, this layer of organic film look very coordinated, thus imitation gold layer on layer of gold-plated. Gold plating has good stability, the product is not easy to change color, elegant appearance, is very popularKeyword:imitation gold plating copper and zinc alloy brightener HEDP typle passivation disperssion capability orgnic film2、设计依据2.1 工件名称、材质和尺寸门铰链、45#钢、工件最大综合吊挂尺寸长×宽×高:90mm×50mm×10mm表面积:88×2=176 cm22.2 镀层要求采用HEDP(羟基亚乙基二磷酸)仿金电镀工艺2.3 车间任务和生产纲领(1)车间任务本车间负责对45#钢制门铰链进行HEDP(羟基亚乙基二磷酸)仿金电镀工艺(2)生产纲领年产量:每年500万个,每个2个零件,年产量为1000万个零件考虑零件返修和报废,按2%计算,则实际年产量为1020万件2.4 工作制度和年时基数(1)工作制度:采用三班制,一、二班每班工作8小时,第三班采用7小时。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
68
锌合金零件无氰仿金装饰电镀文斯雄(贵阳市1028信箱,贵州贵阳550205)
[摘 要] 锌合金广泛应用于工业领域,为延长其使用寿命,通常采用仿金电镀,从环保和可持续发展考虑提出无氰仿金电镀工艺,就其前处理抛磨滚光、除油、活化、组合电镀以及后处理工艺参数和注意事项进行了充分的论述。[关键词] 锌合金;仿金电镀;前处理;活化;防变色[中图分类号] TQ153.2 [文献标识码] B [文章编号] 1001-1560(2005)09-0068-02
[收稿日期] 20050701
0 前 言锌基合金材料压缩成型温度低,可以一次成型,加工精度高,表面质量好,有一定的机械强度,
生产效率高,对形状复杂、加工难度较大的零件特别有效,因而在电子、仪表、汽车、轻工等领域得到广泛应用。锌基合金材料主要成分除锌以外,还含有少量铝铜镁等,由于其主要成分是两性金属锌,
其电极电位为-0.76V,化学性质相当活泼,故在运输、保管使用时,表面易腐蚀失去金属光泽,大大缩短使用寿命。对这类零件进行表面装饰性电镀,
仿金电镀较适合,但传统仿金电镀多含氰化物,因此,研发推广无氰电镀仿金更具有现实的意义。
1 仿金电镀工艺和注意事项1.1 磨抛滚光处理对锌基合金零件表面有严重缺陷,如裂纹、疏松麻坑、凸瘤等予以排检剔除,保证零件表面平整光洁。对磨抛处理,应避免较多地擦伤压铸锌合金表面的致密层,导致表层下疏松多孔组织结构裸露,给电镀加工增加困难,磨抛零件以布轮进行粗细磨抛光。磨抛时注意少用抛光油膏,抛光油膏多难以清洗。过度研抛零件,表面易局部过热,出现密集的小麻点,电镀后易产生鼓泡、结合不良等故障。零件抛光后不可赤手触摸,否则会使镀后产生斑点指纹等缺陷。抛磨处理后,锌合金零件表面应及时使用有机溶剂或金属清洗剂将残留的抛光油膏和油污彻底清洗干净。
1.2 化学或电化学除油净化处理
经滚光、抛磨好的零件要进行化学或电化学除油。应选用低温低碱溶液除油。除油溶液中以不宜添加NaOH,控制pH值在8.5~10.0。常用化学或电化学除油工艺配方及参数:
Na3PO415~30g/LNa2CO315~25g/LOP2101~3g/L温度40~60℃除油时间30~60s
若采用电化学除油,电流密度为1~3A/dm2。电化学除油以采用阴极除油为宜,且电流密度不宜过大;阳极除油易使工件表面氧化和溶解,可能会腐蚀表面,除油后应及时用热水清洗,并用流动水充分清洗,确保零件表面净洁润湿。1.3 腐蚀活化处理为彻底清除零件表面的氧化膜,充分活化表面,保证镀层良好的结合力。通常选用1%~3%
的HF水溶液室温下浸渍3~5s,若表面出现均匀小泡或变色,立即出槽用水清洗;还可采用15~20
mL/L的氟硼酸溶液,室温下浸渍活化2~10s;也可在含1%~3%HF和1%~2%H2SO4混合溶液中浸渍活化2~5s,均可获得较满意的效果。选用含有30~50g/L的柠檬酸水溶液室温下浸渍活化10~30s,对活化锌合金零件表面,提高镀层的结合强度,效果十分明显。
1.4 组合体系的电沉积以无氰电镀为宜,镀层组合为Ni/Cu/Ni仿金,
以中性镍作为与基体直接结合的底镀层。(1)电镀中性镍(底镀层) 工艺配方和参数
:
NiSO4・7H2O60~80g/L69
NiCl2・6H2O10~15g/L柠檬酸钠100~120g/LH3BO320~35g/LpH值6.5~7.5温度45~55℃电流密度1~3A/dm2预镀镍溶液中柠檬酸钠的量应保持在NiSO4的2~3倍,否则容易形成Ni(OH)2沉淀。若有条件采用阴极移动,预镀镍电沉积效果好。预镀镍底镀层必须达到一定的厚度,一般不应少于5μm,最好控制在8μm左右,才能避免电沉积光亮酸性铜(或光亮镍镀层)时对锌合金基体产生浸蚀作用,严重影响到仿金镀层的质量。(2)电镀酸性光亮铜 工艺配方和工艺参数:CuSO4・5H2O150~200g/LH2SO4(ρ=1.84g/cm3)50~70g/L添加剂0.01~0.02g/L聚乙二醇(M>6000)0.05~0.10g/L十二烷基硫酸钠0.05~0.10g/LCl-20~80mg/L温度15~35℃JC1.5~3.0A/dm2采用磷铜阳极,采用阴极移动效果较好。电镀中性镍底层后,应及时进行光亮镀铜,镀层光亮致密、孔隙率较低,光亮酸性铜镀层厚度应以8~12μm为宜。(3)电镀光亮镍 工艺配方和工艺参数:NiSO4・7H2O250~300g/LNiCl2・6H2O30~50g/LH3BO330~40g/L组合光亮剂适量pH值4.2~5.0温度40~60℃JC(采用阴极移动)0.5~3.0A/dm2电镀酸性光亮铜镀层应充分清洗,及时带电挂入光亮镍槽阴极,以合适的电流密度电沉积光亮镍。采用阴极移动,要注意保证镀镍过程中挂具接触良好,避免阴极移动时瞬间断电影响镀层结合力。应注意进出槽时产生双电极现象而影响镀层质量。光亮剂应适量,且补充添加以少加勤加为好。光亮镀镍中作为缓冲剂的硼酸不仅对维持镀液pH值稳定有很大作用,而且能提高阴极极化,细化晶粒,提高镀层质量。用于锌合金电镀的光亮镍镀液,易被铜或锌杂质污染,Zn2+超过20mg/L或Cu2+超过2.5mg/L就会影响镀层质量。若Zn2+、Cu2+杂质含量超标时,用化学沉淀法或电解法除去,也可以加入甘氨酸,使Zn2+和Ni2+在阴极沉积,消除其影响。2 仿金电沉积仿金电沉积工艺配方及条件:
HEDP(12羟基乙叉12二膦酸)80~100mL/LCuSO4・5H2O35~45g/LZnSO4・7H2O20~30g/LNa2CO315~25g/L柠檬酸钾20~30g/L
光亮剂1~2g/L
pH值12.5~13.0JC1.0~2.5A/dm
2
电沉积时间30~90s
仿金电镀主要是控制仿金镀层色泽,使其接近金色,主要通过控制电镀液中Cu2+、Zn2+的含量比、pH值、温度、阴极电流密度工艺参数来实现。
3 仿金电镀的后处理3.1 后处理锌合金零件仿金电镀后要认真清洗干净,最好用蒸馏水或去离子水清洗。为防止仿金镀层变色,
必须进行钝化处理。钝化工艺为:1~2g/L苯骈三氮唑,0.05~0.10g/L十二烷基硫酸钠,温度15~30℃,时间1~2min。经钝化处理后,要充分清洗干净,吹干、烘干,
温度控制在60~100℃。经苯骈三氮唑钝化的零件,烘干时容易返红,更要严格控制。为使仿金镀层不变色,经久耐磨。经钝化后应对仿金表面喷涂有机涂料,常用的有机涂料有硝基清漆、聚氨酯清漆和丙烯酸清漆等,并按工艺进行表面喷有机罩光漆,保证色泽美观大方。
3.2 检查验收先检验镀层外观,镀层有鼓泡起皮、脱落、粗糙麻点、发暗等应予以剔除或重镀。镀层厚度的检查采用随机抽样,在电镀过程中用点滴法或无损测厚法测定。耐蚀性能检查一般采用定期抽取进行中性盐雾试验,并根据试验结果调整工艺参数,以确保仿金镀层的耐蚀防护性能。[编辑:段金弟]
本技术相关链接:
1.《电镀与涂饰》,2005,24(2):44.
锌合金零件无氰仿金装饰电镀Keywords:cathodicprotection;usedurbangaspipeline;groundcorro2sionenvironmentScreeningofCoatingsforOutsideCorrosionProtectionofFloodΟDischargeWayinJiangsuOilfieldWANGFengΟwan1,LUGang1,ZHOUYongΟzhang1,WEIWuΟji1,MIAOJianΟcheng2,YANQingΟyu2(1.CollegeofMaterialsScienceandEngineering,NanjingUniversityofTechnology,Nanjing210009;2.TechnicalInstitute,SecondOilTrialΟProductionFactoryofJiangsuOil2field,Jinhu211600,China).CailiaoBaohu2005,38(9),62~64(Ch).ThecorrosionofthesteelplatformusedforfloodΟdischargewayofoilfieldisspecialduetotherandomburstingoftheflood.ThusseveralseriesofcoatingswithgoodoutsidecorrosionprotectionwereselectedasthecandidatesforthecorrosionprotectionofthesteelplatforminfloodΟdischargewayoftheoilfieldwithrespecttodifferentlocations.Theper2formanceofthecoatingswascomparedusingacceleratedcorrosiontestatroomtemperatureandfieldtest.Astheresults,theinterpenetratingpoly2mernetworks(IPN)bottomlacquercombinedwithacrylicpolyurethaneoralloprenetopcoatingandthezincΟrichepoxybottomlacquercombinedwithhighΟchlorinatedpolyethylenefinishingcoatingweresuitabletothecorrosionprotectionofthesteelplatforminatmosphericenvironment.TheIPNbottomlacquercombinedwithepoxycoalΟpitchorIPNtopcoatingandthezincΟrichepoxybottomlacquercombinedwiththetopcoatingsmadeofthesameorepoxypolyurethaneweresuitabletothecorrosionprotectionofthesteelplatformusedforthefloodΟdischargewayattheoilΟwaterinterface.TheIPNbottomcoatingcombinedwithepoxycoalΟpitchorIPNtopcoatingandthezincΟrichepoxybottomcoatingcombinedwithepoxycoalΟpitchorepoxypolyurethanetopcoatingswereapplicabletothecorrosionprotectionofthesteelplatformunderwater.AndtheIPNbottomcoatingcombinedwiththetopcoatingmadeofthesameandthezincΟrichepoxybottomcoatingcombinedwithepoxycoalΟpitchfinalcoatingcouldbeusedforthecorrosionprotectionofthesteelframeworkssubjecttocontactwithsoil.Keywords:coating;corrosionprevention;oilfield;floodΟdischargeway;steelplatformCoatingTechnologyforMachineToolWANGMingΟlei,GAOYuΟchun,MAGuoΟfeng(No.6InstituteofPro2jectPlanning&Research,MinistryofMachineryIndustry,Zhengzhou450007,China).CailiaoBaohu2005,38(9),65~67(Ch).Thedo2mesticcoatingtechnologycurrentlyavailedformachinetoolisusuallylimitedtosmallΟscaleandmanualproductionandishencelaggingbehindthemodernmachinetoolindustrycharacterizedbyincreasedmachinequalityandlargescaleproduction.Thusthedesignandplanearrange2mentofthecoatingprocessforthemodernmachinetoolswereinvestiga2tedbasedontheanalysisofthemachinetoolcharacteristicsandthecom2parisonofvariouscoatingtechnologiesapplicabletothemachinetools.Moreover,thecommonlyusedfacilitiesincludingwaterΟspinningpaintingroom,coatingdryingroom,andmultifunctionalsprayingΟpolishingroomforthecoatingofthemodernmachinetoolswereintroduced.Asthere2sults,itwasfeasibletoperformthecoatingprocessofvariousworkpiecesatabatchΟproductionlevelbyproperlydesigningthecoatingtechnologyandtakingintoaccountthecharacteristicsoftheworkpieces.Keywords:machinetool;coatingprocess;coatingfacilitiesCyanideΟFreeGoldΟImitatingDecorativePlatingforZincAlloyPartsWENSiΟxiong(No.1028Mailbox,GuiyangCity,Guiyang550205,China).CailiaoBaohu2005,38(9),68~69(Ch).WithaviewtotheeffectivenessofgoldΟimitationplatinginprolongingtheservicelifeofzincalloyswidelyappliedinindustry,acyanideΟfreegoldΟimitationplatingtechnologywasestablishedbytakingintoaccountenvironmentprotectionandsustainabledevelopmentissue.Theprocessingconditionsandsometechnicaldetailswerediscussedwithrespecttothepretreatmentpolis2hing,degreasing,activating,compositeplating,andpostΟtreatment.Keywords:zincalloy;goldΟimitationplating;pretreatment;activation;antitarnish