AX系列设备和NXT的比较
DMS - 启动制造新蓝海

今日的制造企业需要的是可支持长期发展需要的技術, 稳定, 高度自动化且可掌握的系統平台……今日製造業面臨的挑戰立即收获与可预期效益DMS竞争优势DMS解决方案Q & A大环境已经改变…過多的產能爭奪有限的優質訂單低劳力成本时代已成历史大量招工不易产业景气循环周期缩短薄利时代客户条件更苛刻制造管理的挑战高度依赖基层主管来挤压生产力人员处在出错就可能会赔钱的高压下高度依赖人工报表来判断质量与效率一而再再而三的人员操作培训难以提高人员的自发性如何因应大环境改变亟需提高人员生产力亟需提高自动化程度亟需减少人为操作的参与亟需提高信息化程度亟需降低生产包袱整体物料作业效率难以提升?追溯数据始终无法精确?制程管制规范太难落实?纸本记录发料到出货过程?自写程序制作追溯报告?追溯方式准确率仍不满意?大量人力捡料发料盘点?手写标示仍难做先进先出?额外购料来避免缺料发生?教育训练一遍遍重复?SMT 管理常见问题(1)设备保养工作始终无法落实?生产错件仍然频繁?产线报表人工制作且不实时?在线人员拿料表人工比对?另一组人进行生产前确认?在一组人生产过程中确认?人工收集设备数据做报告?抛料太高就做料枪保养?颜色标签搭配纸本纪录?保养过后抛料还是很高?SMT 管理常见问题(2)如何因应SMT生产的常见问题将整个生产过程信息化改变为Just-in-Time概念的精实生产大幅减少生产过程中的人工判断提高生产的控制程度来达到零缺陷生产减少人员进行非必要动作的比例一般MES系统的常见问题难以从设备取得直接有效的生产数据难以处理海量数据而造成系统崩溃难以在大量生产环境下确保响应速度难以降低人工在生产过程中的参与程度难以控制到实际的生产行为如何因应一般MES系统的问题采取直接从设备取得实时数据并控制采取高端数据处理技术因应海量数据采取网络的自动信息处理去除人为参与采取高端的容错科技确保7x24生产运作采取开放二次开发接口(API)因应弹性D M S信息信息化制造系统化制造系统SMT (Valor)DMS Server/ Oracle Database产品条码检测数据ERP/MES生产信息物料信息BOM 工单信息物料信息物料信息验证结果产品追溯生产情报产品条码维修纪录检测数据维修规范序列号唯一码设备控制设备情报物料消耗设备控制操作预警ERPServer/ DatabaseERP InterfacePrinter Desen DSP-3008Mounter Samsung 321/S321Telesis Laser Marking Nutek Load/Unlo aderSPI TRI 7006LAOI ALead erICT TRI FCT 非标Zebra Printer设备控制D M S 信息信息化制造系统化制造系统SMTDMS Server/ Oracle DatabaseERP/MES生产信息物料信息BOM 工单信息物料信息物料信息验证结果产品追溯生产情报产品条码维修纪录序列号检测数据维修规范序列号唯一码设备控制设备情报物料消耗设备控制操作预警ERPServer/ DatabaseERP InterfacePrinter DEKMounter Siemens (DiPlan)Laser Marking NutekLoad/Unlo ader NutekZebra Printer SPI Koh-YoungAOI Vi-TechICT Aero flexFlash 非标Depanel IPTE序列号产品条码检测数据设备控制Automotive Electronics Medical devicesTelecommunicationEnergy & UtilitiesHigh-tech industrystandards and solutions forInverter 部分客戶平台夥伴掌握实时来自设备的生产情报可弹性调整的情报中心接口零缺陷生产得以实现客户二次开发的API 平台稳定运作且可扩展的系统平台DMS 信息化制造系统 - 竞争优势 -DMS优势 – 系统面 优势ERP等级容错科技 (Failover System) 等级容错科技 - 自动切换可运作服务器支持 自动切换可运作服务器支持24/7不间断生产 不间断生产数据处理能力 (Data Process Technology) - 实际连接 实际连接1000台设备响应时间 台设备响应时间50ms以内 台设备响应时间 以内负载平衡能力 (Load-Balancing/Scalable) - 支持多服务器环境自动平衡流量确保响应速度API-based 开放平台 (API-Based Open Platform) - 超过 超过180种不同的数据接口并持续增加中 种不同的数据接口并持续增加中支持云计 支持云计算 (Cloud-Ready System) - 支持多厂运作及供应链数据集成 支持多厂运作及供应链 应链数据集成DMS优势 – 技术面 优势系统响应速度比较 速度比较 x: 同时间服务序列 时间服 平均响应 y: 平均响应速度Note: These XML-based protocols are often used within MES-Solutions!23Enterprise System Layer ISA95 Level 4ENTERPRISE SYSTEMSERPPLMSCMCRMHRBIInputEngineering LevelProcessNPI / Engineering DFM Programming SOP SchedulingOutput可制造的 合理设计 合理设计优化的 生产计划/程序 生产计划 程序 /指导文件 指导文件CAD Production LevelAssembly / Execution 生产控制 质量控制 流程控制 预防警报零缺陷 生产 准时交货 高利润 高利润Process Layer ISA95 Level 1Production StationsPrinter/ Reflow Material PointsPick-and-Place Manual Ass’yICT/AOI/AXI System Ass’yFunction Tester Repair/ RMADMS优势 – 涵盖面 优势CUSTOMERSEnterprise System Layer ISA95 Level 4 Electronic AssemblyCommunication PC & Notebook Automotive Medical Networking Aero & Defense Consumer IndustrialENTERPRISE SYSTEMSERP企业 系统集成 营运 可视化PLMERP 系统集成 设备 预防保养 SMT 制程管制 仓库 物料管理SCMCRM企业 数据交换 Web 实时报告 组装 制程管制 生产 资源管理HRNPI工艺 工艺 优化 营运 仪表板 质量 追溯管制 工单 管理ICT/AOI/AXI System Ass’yBI云端 运算 智能 追踪 维修 制程管制 流向 管理Function Tester Repair/ RMAMES Layer ISA95 Level 3 SCADA Layer ISA95 Level 2 Process Layer ISA95 Level 1制程 追溯管控制造 营运中心Production StationsPrinter/ Reflow Material PointsPick-and-Place Manual Ass’yDMS系统架构 系统架构 ERP/MESBOM 工单信息 物料信息 生产信息 物料信息DMS Server / Oracle Database ERP Server/ DatabaseERP InterfaceD M S 信息化制造系统 信息化制造系统产品追溯 生产情报 物料信息 唯一码 生产追溯 物料消耗 物料信息 验证结果 产品条码 检测数据SMT DMS设备情报 物料消耗 设备控制 操作预警产品条码 维修纪录检测数据 维修规范WarehouseSMT ProcessInspection/ TestingInsertion/ Assembly/ RepairDMS优势 – 易于二次开发的 开放架构 优势 易于二次开发的API开放架构DMS[API] Service AdapterStandardized and optimized connectivity to production equipment ARTES.HAP ARTES.HAP ARTES.HAP ARTES.HAP PLC Connector 7OPC Adapter ADS AdapterARTES.HAPARTES.HAPARTES.HAPARTES.HAPARTES.HAPData InterfaceTCP/IP SocketAdapteriTAC OPC Server 7SMT GatewayEARSOAP, TCP/IP, ARTES.HAPXMLOPCOPC UATCP/IPCLibraryJavaLibraryJamaica VMLibraryPDAClientProduction, Test-Equipment and Client ComponentsTest EquipmentPlant VisualizationSMT Level(Assembleon, Fuji, Siplace …)OPC DA.NET-PLC Level(Siemens, Beckhoff …)ADSOPC Server27与各种贴片机的接口 ERP/MESD M S 信息化制造系统 信息化制造系统Vendor Interface Vendor Machine ModelFuji Open InterfaceHost Comm Type 1&2VALOR PDI VALOR TDIOIBVALOR I/F PatchNXT I NXT II XPF CP Series QP Series XP Series IP SeriesNPM Series CM/DT Series BM Series HT Series MPA Series MSH Series MV SeriesAX Series Comet SeriesEmerald SeriesEclipse Series FCM Series MG Series Topaz SeriesD Series X Series F Series S Series HS Series HF SeriesYG Series YV Series YS Series与各种贴片机的接口 ERP/MESD M S 信息化制造系统 信息化制造系统Vendor Interface Vendor Machine ModelSecs/GemStandard InterfaceStandard InterfaceStandard InterfaceAdvantis SeriesGenesis Series7XX Series 20XX SeriesGSM Series HSP Series IP SeriesGXH Series TCM Series TIM SeriesMY SeriesDMS优势 – 设备集成技术深度 优势设备种类SPIP&PAOIICTFCTPLCAPI集成 集成 进板控制 程序验证 数据取得 设备控制API集成 集成 进板控制 程序验证 数据取得 设备控制API集成 集成 进板控制 程序验证 数据取得 设备控制API集成 集成 进板控制 程序验证 数据取得 设备控制API集成 集成 进板控制 程序验证 数据取得 设备控制API集成 集成 进板控制 程序验证 数据取得 设备控制其他系统数据取得数据取得 设备控制数据取得数据取得数据取得DMS是最佳的长期平台 是DMS客户可专注在应用与二次开发 DMS是企业级系统 7x24运作 快速响应 DMS强调生产控制 产业高标准DMS技术结构适合大型企业需求DMS可作为不同技术与设备的整合平台DMS解决方案 解决方案实时生产情报 零缺陷生产 智能化物料管控 全制程追溯 質量管制 供料器預防保養 云计算DMS 信息化制造系统 - 实时生产情报 -DMS – 实时生产情报Line 1Printer SPI P&P P&P AOILine 2实时生产情报 – 整线仪表板DMS 信息化制造系统 - 零缺陷生产 -DMS – 零缺陷生产„Built as Planned“…CAE(Computer Aided Engineering)Bill of Material(Computer Aided Design)ExampleCAD• Raw materials • Software Versions •…Work Plan• Operation sequence • Tools •…PLM (Product Lifecycle Management) ERP (Enterprise Resource Planning) MasterdataProduct Data• Test Specification • Recipe •…DocumentsDMSMachine –Integration-Service (API-Service)• Test Instructions •…LabelingSolder Paste ProcessProcessInterlockingSMT …AOI …MachineMachineInterlockingICT …Mounting …Shipping …©iTAC Software AG零缺陷生产 – 对生产设备进行控制 ERP D M S 信息化制造系统 信息化制造系统SMT制程控制 零缺陷生产 – SMT制程控制ECN ERP/PLM程序 验证 生产 防错 治具 验证人员 验证料车 验证接料 防错设备 控制换线 防错缺料 预警DMS 信息化制造系统 - 智能化物料管控 -DMS - 智能化物料管控物料 注册特材 管控实时 拉料储位 管理机种 代用仓库 S M T 仓库 仓库 仓库产线 S M T 产线 产线 产线物料 管理工单 发料 物料 禁用先进 先出电子 盘点库存 报警DMS 信息化制造系统 - 全制程追溯 -DMS – SMT追溯 SMT追溯PCBPCBPCB制程 追溯物料 追溯人员 追溯印刷 追溯SPI 追溯置件 追溯AOI 追溯目检 追溯连板 追溯SPI/AOI PCBPCB/IPQCICT/FCT PCB物料注册工单发料印刷工艺SPI检测 检测贴片工艺AOI检测 检测目检割板作业DMS – 全制程追溯Assembly 组装成品验证与追溯内容 验证与追溯内容Assembly Product 6913 665U-34 V7 V2 V3 Assembly Parts (组装组件) 组V2 4812BOM版本 内部产品料号 物料最小包装/ 批次PCBA (PCB贴装) 贴V2 V3 V4 5946PCBA 半成品PCB料号/ 序号 客户产品料号 客户BOM版本PCB (Bareboard)LP7869SMT Component操作机台/ 程序/ 站位 操作人员 SPI/ AOI/ ICT/ FCT检测数据 维修纪录S401~S99Manual ComponentXYZ录纪修维测检 录纪修维测检 录纪修维测检 录纪修维测检ABCDMS 信息化制造系统 - 质量管制 -DMS – 质量管制Quality Reporting • CP • CPK • PAA • FPY • 2nd FPY • PPM • Failure Analysis • ……DMS – 维修制程管制© iTAC Software AGPDM47DMS – 维修制程管制• • • • • • •可维修次数限制 测试次数限制 可测试次数限制 次制程流向控制 测试站与 修站数据连 站与维 测试站与维修站数据连接 经验知 维修经验知识库 失效原因排序协助快速维 常见失效原因排序协助快速维修处理 CAD图形整合 图48DMS 信息化制造系统 - 供料器预防保养 -DMS – 供料器预防保养DMM 运作流程 (供料器) (供料器)移动装置互动9报告与智能追踪2 48供料器识别信息化保养 管理系统 (DMM)1DMS / MES 平台保养作业5维修作业637合格的 供料器报废作业待保养的 供料器生产设备。
CaddxNetworX系列报警主机设备简介

Yes
WeiChen / GE Security /
10/18/05
NetworX: 全系列主机可满足
从家用到商用的各种需求
特性
NX-4
NX-6
NX-8
NX-8E
输出受控(250mA) 最大总线设备数
Yes
1 (不含键盘)最大键盘数 ( NhomakorabeaCD/LED)
8*
支持2线制烟感
NetworX系列主机和扩展模块
WeiChen / GE Security /
10/18/05
为什么要选用 NetworX系列主机?
• 产品线: NX-4, NX-6, NX-8, NX-8E和 NX-8-CF • 通用性: 键盘完全通用 • 易用性: 所有主机(4 到 192 防区)的编程方式均
号 • 4个主板内置可编程输出 • 支持远程上传/下载 • 支持市场主流报警通讯格式,Contact
ID等 • 电话线防剪断 • 动态电池测试
WeiChen / GE Security /
10/18/05
NX-8E 报警控制主机
• 基本8防区 • 8个独立子系统,240或180个用户密码
(4位或6位) • 可扩展至192个硬线或无线防区 • 每个独立分区最多可接8个键盘 • 每个系统最多可接24个键盘 • 每个系统最多接32个扩展设备
相同
• 便利性: 可将不同的模块安装在同一机箱内 • 扩展性: 快速且低成本的防区扩展方式 • 可靠性: 先进技术保证卓越的产品性能 • 组合性: 根据客户的要求灵活地组合系统结构 • 一致性: 编程方法;配置和接线;下载方法;用户界面
WeiChen / GE Security /
Fanuc系统中α电机与β电机的区别
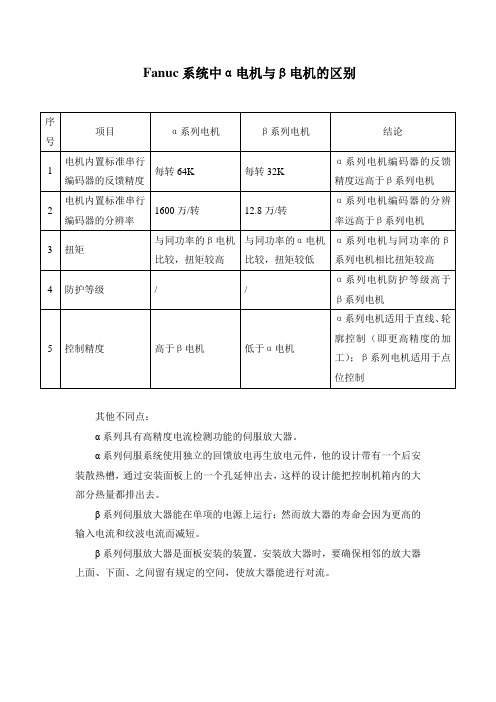
Fanuc系统中α电机与β电机的区别
其他不同点:
α系列具有高精度电流检测功能的伺服放大器。
α系列伺服系统使用独立的回馈放电再生放电元件,他的设计带有一个后安装散热槽,通过安装面板上的一个孔延伸出去,这样的设计能把控制机箱内的大部分热量都排出去。
β系列伺服放大器能在单项的电源上运行;然而放大器的寿命会因为更高的输入电流和纹波电流而减短。
β系列伺服放大器是面板安装的装置。
安装放大器时,要确保相邻的放大器上面、下面、之间留有规定的空间,使放大器能进行对流。
α系列电机(高速档主轴电机功率9/11 KW)扭矩图
α系列电机(低速档主轴电机功率6/11 KW)扭矩图
β系列电机(主轴电机功率9/11 KW)扭矩图。
NEPCON华南展精品纷呈活动汇聚,更显专业魅力
AX~3 1 合 使 用 。 0 组
08 术 行 业 最 大 最 全 面 的 专业 盛 会 之 一 , 门 子 继 2 0
更 是 一场 国际 交流 盛 会 。 展会 覆 盖 电 年 4 月 上 海
器件并 高速度地 贴装 。 名 品牌 和领先 产品 。 莎 Vesp it 埃 ra rn 生产, 主要 产品是超 声波焊接( 邦定) , 机 2 5 0 亮 提 供 1 . ~5 0 m线径的铝 线焊线 工 王 氏港 建 将 推 出 新 型 、 高弹 性 的 德 国新 一代高 品质印刷机将 会在深圳I 95 埃 ra rn Y 2 YG1 高 速模块 贴 片机 ,具有 1 相 , 莎的Ves p it系列是 专为无铅 艺。本次 展 览主 要展示 BJ 1 L双焊 头 S1/ 2 0
览集 团和 中 国 国际 贸 易促 进 委 员会 电
作为 全球 S MT行业久 富 盛名的专 轻 松进 行产品换 线 。远程性 能监控 功能
子 信 息行 业 分 会 共 同主 办 的第 十 四 届 业展 览 , P ON华南展将 吸 引众 多全 可减少 维护 费用。可 实现对拾取 一贴 片 NE C 华 南 国际 电子 生 产设 备 暨 微 电子 工 业 球知 名企业 展示 其在 S T行业领 先的 周期 及可编程 贴片 力的高度控 制 。该组 M 的 P 展 / 华 南 国 际 电 子 制 造 技 术 展 览 会 技术 产品 ,包 括部分产 品将首次 向公众 合可 在高速 贴片时 实现 近乎 为0 D M
来 参加 展 示 。展 会 同期 更有 精 彩 纷 呈 X4 ,以高性 能 S P AC 系列平 台 高速生产 、稳 定耐用 的优势 ,其 产能 可 i IL E X
艾默生NXr与山特、Delta、科华、科士达等品牌高频机对比

型号 容量 输入电压范围 输入频率范围 输出功率因数 整机效率
Lebert NXr 30~200k -45~+25% 40Hz~70Hz 0.9~1,超前滞后不降额 96%
山特3C3 20~80k
台达Hift 20~120k
科华KR 100~600k -45~+25% 40Hz~70Hz 0.8滞后 93%~94%
科士达等
20~120k
少满载),2008年曾测试6个省市28个通信行业IDC机房,功率因数都是在超前0.92~0.95。
传统UPS带滞后的感性负载
Ir
负载功率恒定时,设备的自身耗电量计算如下:
P=PL÷η×(1-η)= PL÷η - PL 以每10kW负载为例,不同效率的设备每年自身损耗的用电量和使用费用差距如下:
相同容量UPS输出功率对比,面对如今输入功率因数 达到0.9以上的服务器负载,NXr能够带载更多。
参数 NXr 山特3C3 60kVA输 出功率 60kW 48kW PF=0.95超前 的负载 57kW 36kW PF=0.9bert UPS带载率更大,效率更高,使用成本更低
Liebert NXrUPS带载能力比山特3C3高50%
Liebert NXrUPS输出pF=1,kW=kVA(30/40/60/90/120k); 山特3C3UPS输出pF=滞后0.8,kw=0.8kVA; 看似只有20%的差距,但实际上差距高达50%!!! 服务器电源都带功率因数校正电路,在不满载时功率因数都是超前0.90~0.95(服务器电源极
Ir
传统的输出滞后功率因数的UPS,由于其设计中逆变器限流点总 是低于输出kVA值的限流点,因此在带超前功率因数的容性负载 时,经常在kVA未满载时出现逆变器提前过载保护。 因此,传统输出滞后的UPS需要在现今的负载条件下大幅度降额 使用。
802.1x准入方案与宁盾NDACE准入方案对比

802.1x解决方案:传统的802.1x认证方案,在网络内部部署一台Radius服务器,将无线/有线接入的802.1x认证服务器指向到Radius 服务器。
终端在接入网络时,会先验证用户的身份信息,验证失败,则无网络访问权限或者仅可访问部分网络资源;验证通过,Radius服务器可对终端进行动态VLAN、ACL下发,对用户终端网络访问权限进行管控。
802.1x认证部署拓扑架构802.1x实施运维由于802.1x认证需要使用到客户端程序,所以,在802.1x的项目中,需要为每台终端PC安装客户端软件,在加入域的状态下,可以通过域控进行Windows 802.1x客户端的批量配置。
但实际生产环境中,设备未加入域的情况非常之多,所以,需要项目技术人员对每台终端进行802.1x客户端的配置安装启用,消耗大量的人力成本。
802.1x认证总结优势:管理范围强,能够管理到内网入口认证安全性强度高,使用EAP数据链路层封装加密能够验证用户身份信息,需要验证用户身份信息后访客进行接入可动态下发VLAN、ACL劣势:终端需要启用服务和更改某些配置才能使用1x,实施成本较高不同终端设备之间1x认证有差别,运维成本较高用户名密码认证存在用户密码泄露风险无法对VPN接入进行控制Radius Server出现宕机时,对生产业务有一定影响劣势解决方法:基本只能投入大量人工进行劣势弥补宁盾NDACE准入方案NDACE准入原理简介通过镜像流量的旁路部署模式,将需要进行管理的终端IP网段纳入到NDACE管理范围之内,当终端的IP数据包镜像到数据分析口时,NDACE上会产生相应的会话信息,并对该IP会话终端进行合规性检查,包括但不限于:身份验证是否合法、终端是否加域、终端是否安装杀毒软件、补丁包等等。
针对需要进行网络访问权限控制的终端,NDACE内部可建立基于TCP的虚拟防火墙,对终端的TCP 会话进行阻断。
NDACE准入部署拓扑架构NDACE准入实施运维采用镜像流量方式旁路部署,通过Web Portal的方式进行身份验证,终端兼容性、用户体验性非常好,而且身份验证的方式不仅仅基于用户名密码,可通过用户名密码+动态密码进行安全加固,也可通过应用APP进行扫码验证。
ASTAT XT软起动器_20100729
-10至50ºC, 高于40ºC时,每ºC降容2.5% -20至70ºC 海拔1000米。高于此海拔高度时请咨询代理商。 50ºC时95%,45ºC时98% 额定电流72A以下IP20, 85A至1400A时IP00 等级3
全系列CE认证。820A以下系列UL,cUL认证。 EN 61000-6-4 CISPR 11 Class A EN61000-6-2 ESD 8KV 空气中, IEC 801-2;
690V
3
UL
U
non-UL N
110VAC 1 230VAC 2
ຕጴଉۉუ (3)
90-230VAC 1
24VDC
2
ཚრ
Standard M Profibus P DeviceNet D
QT 1 0008 U 2 1 M S
Ԣᆩ
(1)ASTAT XT的600V,170A及以下系列(订货号QT10170_ 或QT20170_)产品都具有cUL认证。无“N”型。 - QT2系列,从QT20008_至QT20820_具有cUL认证。无“N”型。 - QT1和QT2系列,从QTx0950_ 至 QTx1400_,无cUL认证。无“U”型。 - QT3系列,额定电压690V,无UL认证。无“U”型。
多种方式的软起动和软停止,包括起动及停止过程中的转矩控制 LCD显示屏,操作面板和LED指示灯
显示屏:LCD屏,两行,每行16字母
按键:模式,复位,设定,选择,向上/向下
LED灯:接通、起动、运行、软停止、停止、节能/低速、双重设置/反转、故障 10-50% Un。 采用扩展功能设定可达80% 100-400%In。采用扩展功能设定可达500% 1-30秒。采用扩展功能设定可达90秒 1-30秒。采用扩展功能设定可达90秒 100-400%。采用扩展功能设定可达500% 电机电流,线电压,电机热敏电阻,测试,维护和统计数据
电网络 - 第七章网络的灵敏度分析
3) xT0, 0, SSxTxTdd ee flX flX i i m 0m 0 T xx/T /Tx T x1T xT xl lT nxnxT
上式称为半归一化灵敏度,例如寄生参数(特别是寄 生电容和电感的高频时的作用等)。
(2)相对灵敏度 lim S x T X 0 T x//T x T T x x ( llT n x n ) (微分 T x T x ( 灵增 敏
显然这是网络特性的相对比变化量与网络参数 的相对变化量之比,是无量纲的纯数。可以有 以下几种定义方法。P281~P282(1) ~(3)
1) SxT1x00T x,参1变 % ,化 网络特性
相同但求解方法不同)与伴随网络法。
5.信号流图法(导数网络法)的特点:求解一次导数网络可 求出一个参数变化时网络中各处电压、电流的改变量,也 即各网络特性的灵敏度。
6.伴随网络法的特点:对原网络只需求解一次,而每求解一次 伴随网络可求出一个网络特性对各个网络参数的灵敏度。
可见选哪种方法求网络的灵敏度应根据具体要求来确定。 一位伟人说过:“马克思主义的精髓和活的灵魂,就是对 具体事务作具体分析。人们常说:通向罗马的路不只一条。 但有一条是捷径。下面就一一介绍。
解: 原 1 ( c 流 ef图 ) d c: e
c
x x o 1 1 x 1 ( [, aP ( c 1 1 e a , e) f1 d ) b 1 ]d c e e x, SP 2 b , 2 d 1
a
x1
由对称性得:
xS
f
d
x o x 2 , P 1 b , 1 1 c , P 2 a , 2 f 1
AMX与快思聪中控系统的对比
Amx公司对于AMX中控系统与快思聪中控系统的比较1、有关C N M S X-A V对A M X A x c e n t3红外控制口数目高速数据口R S232/422/485数目I/O数目继电器口数目电源供应扩展槽前置面板诊断前置面板控制内置以太网兼容实时操作系统分散式处理架构事件驱动编程视窗基础之软件开发套装以太网通讯介面F L A S H操作系统升级控制模块软件设置2、C r e s t r o n及A M X视频触摸屏比较屏幕尺寸亮度视频处理支持视频输入制式图像动画介面接线需求1、有关C N M S X-A V对A M X A x c e n t3红外控制口数目“C r e s t r o n”说...“C系统”=8“A系统”=6我说...这是正确的,他们并没有告诉你知“C系统”只有“一”个处理器支持“八”个红外口。
换句话说,你不可以同时控制所有红外设备(不支持并行指令)。
一个简单例子,如你想把五台录像机同时停止,如使用“C系统”这需要相继地发出控制指令。
首先对第一台录像机发出红外停止脉冲(0.5秒)、第二台的停止(0.5秒)、第三台的停止(0.5秒)...如果把所有脉冲时间0.5s X5加起来便是2.5秒。
即是从按下“全部停止”按钮开始,第一台设备停止至第五台设备停止,中间会有2.5秒延误,一个非常容易明白的例子。
试想像其它连续的指令,如你正在按住“快进”控制一台录像机,系统便无法发射其它指令去控制红外设备。
这可以是很严重的问题,会使设备表现不良及为时间连动程序带来严重影响。
但请与“C人员”取得确认,因本人为A M X系统专家而并非“C系统”专家,并不希望散布任何虚假资料。
但就“A系统”而言,可同一时间于六个控制口发射不同红外码,所以不存在任何对时间操作而产生的问题。
高速数据口R S232/422/485数目“C r e s t r o n”说...“C系统”=6“A系统”=6最高B a u d230,400最高B a u d115,200我说...他们的观点上正确的,但请细想,大部份市场设备使用9600b a u d作通讯。
XRAY三种射线管简单比较
XD7500VR (开管)
標靶(3,12)
Tube 清潔(視情況 而定)
次級pump O ring(3)
真空偵測器 (3~6) 燈絲(3,300) 陰極組件(3)
初級pump Oil, filter(3,12) 高壓保養(3) 高壓保養(3)
真空 pipe O ring(3)
闭管、NT管设备主要部件组成图
★★ ★★ ★★ ★★ ★ ★★ ★ ★★
★★★ ★★★ ★★ ★★ ★★ ★★ ★★ ★★★
射线管内部原理图
可视角度为 170度
开管和NT管待测物和射线焦点的距离更小, 可以获得更大的几何放大倍率。
可视角度为 170度
可视角度50度 反射标靶
待测物
灯丝 连接真空泵 LaB6 封闭式系统
开管
NT 管
Hale Waihona Puke 闭管CPb闭管、开管、NT管
传统闭管 第一代射线管,采用封闭系统,标靶反射产生X射线。闭
管结构简单,维护方便。但图像质量会持续衰减,TUBE管寿命有限, 一般3-5年后需整体更换。限于原理,几何放大倍率低、可视角度小。
开管设备 高放大倍率和大可视角度,但因其动态真空设计,对维
护和人员要求较高。
NT管 结合了开管和闭管优点,DAGE的专利技术。保留开管的高
放大倍率(2500X)、高穿透、大可视角度(170度)、高分辨率 (100nm)的优点;同时采用封闭系统,摒弃真空部件,降低了设
备对人员维护的依赖,提高了设备的稳定性。采用业内最好材质制
作灯丝(LaB6)、标靶(C)、FP(CPb/COMS)等核心部件,。
开管设备主要部件组成图
构成组件多,保养维护要求较高!
真空、灯丝、标靶免维护,保养简单!
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Gene sis
Gene sis
Soltec
MPM
AX5
Buffer Buffer
AX5
32 x M3 = 230k cph 2 x AX5 = 205k cph AX builds more AX uses less facilities
Gene sis Gene sis Gene sis
Soltec buffer shuttle
Fuji feeders occupy more slots !
Feeder usage: a typical application. .Assembléon . Total: 100 codes Fuji NXT
8 mm: 70 x 12 mm: 15 x 16 mm: 8 x 24 mm: 3 x 32 mm: 2 x ≥ 44 mm: 2 x Total # slots needed # slots 70 30 16 9 8 10 143 100 % # slots 35 15 12 6 5 7 80 56 %
NXT的模组更换
步骤1:模组更换车搭桥
步骤2: 松开模组并拉出
步骤 3: 分离模组更换车
步骤 4: 推开模组更换车
必须预留更换空间,约 3.5 米的过道 !
NXT的自动料盘机
该料盘机只能安装在M6 模组上 !
NXT的双轨系统
A贴片 B贴片
B A
取料
对中
前后轨的产能相差很大
AX VS NXT
1
2模组基座
NXT贴片头类型
H12S
• H08 备件数量? H04 • 可换性?
H01
F04
OF
GL
NXT的贴片头 (以H08为例)
Y
结构复杂 ! 无压力控制 ! X 旋转头还会对元件产生离心力! 元件在对中后丢失无法检测到!
Index θ
Approx. 32 mm
⊗Z
NXT贴片头的更换
2分钟内贴片头即可 实际上: 实际上: 更换贴片头后,需要10分钟进行精度校正! 更换完毕,在配线方面 也就是说,每个头的更换总共需要12分钟! 非常简便。 如果要达到设备所规定精度的话,需要用玻 璃校正工具进行调校,这过程约需要45分钟 (该数据由富士NXT用户提供) 而且: 为了达到最好产能,必需经常调配。 何况——元件大小对头的选用有局限性。
NXT Conveyance Transport System
AX Walking Beam
实际产出 50,000cph
5280m 4030m
75,000cph
5280m
5380m
100,000cph
5280m
6725m
Head-to-Head
• • • •
buffer
500 m/m conveyor Line 20 MPM flip
• Paired production (‘M3’ only) slide extension
– Complex solution – Extra movement
Telescopic X-
Negative influence on accuracy
– Fiducial mark in centre of PCB required
• • • • •
•
多种贴片头:H12, H08, H04, H01 24 个可动备件 8-12mm包装元件 10,000cph (理论) 16mm包装元件 7,100cph (理论) 24-56mm包装元件 2,800 (理论) Chips贴片精度 ± 50 µ @ 3σ
NXT Heads
AX Head
• 相对AX设备,同样的产品,它需要更多的料架位。
– 贴放IC 需要更多的贴片模组 – 自动料盘机只能安装在M6模组上
Fuji NXT: Disadvantages (II)
• 贴片头受限
– 贴片头类型决定它所能够处理的最大元件尺寸。 – 采用不同的贴片头和不同的吸嘴,产能相差很大。 – 贴片头更换后需要较长时间来进行调校以保证精度。 – 无元件持续监测功能 有可能造成漏件。 – 除了H01头,其余贴片头均无贴片力控制 元件存在被压坏的可能性
1 2 34 5 6 7 8 9 101112
13!!!
• 一台设备?
AX-5
AX-3 1 显示器 = 120,000cph
13 显示器 = 120,000cph
2M (2 模组基座) AX-5
• 一台设备=多少平台?
4M (4 模组基座)
AX-3 • • • • • 系统级 (水平基座,电源 ,气源) 模组装载平台 PCB 传输 系统控制(用户接口) 料车装载平台
– 双轨: PCB 宽50mm到 280 mm – 单轨: PCB 宽50mm到510 mm (M3S) (M6S: 610 mm)
NXT的产能
由每个模组选配的贴片头决定
每个头贴片速度不同
H12S H04 H08 处理元件范围也不同 H01
F04
OF
GL
NXT的产能
贴片头 M3S 最大产能 [cph] 16500 10000 6000 5100 3500 M6S 最大产能 [cph] 17000 10000 6000 5100 3500 最小 处理 元件 ‘01005’ ‘01005’ ‘0603’ ‘01005’ ‘0603’ 最大 处理 元件 [mm] 5x5 7.5 x 7.5 38 x 38 15 x 15 74 x 74 最大 元件 高度 [mm] 3 6.5 9.5 6.5 25.4 精度 (Cpk =1) [µm] 50 50 50 30 30
AX系列设备和NXT的比较
是什么样的设备
NXT设备外观
富士是如何推介NXT?
Real Modularity 真正的模组化 High Quality 高质量高精度
High Throughput 高产能高效率
Low Running Cost 低运行成本
NXT采用模组概念
M3S贴片模组 M6S贴片模组
AX 的保养
Drain Filters Replace Filters Check Air drier Transport Lubricate Check grounding Robot Lubricate Clean Clean Nozzles Clean Laser Base
24
168
500
1500 3000 6000 5 10 15 40 5 1 5 5
± 3000
• 规格书上产能: 80,000cph • 占地面积: 26.5m² • 单位面积产能 = 3019
± 5400 mm
1905
Placement Head
• • • • • • • •
一种贴片头,具备基准点识别功能 2 个可动备件 8-32mm 包装元件 8,250cph (理论) 32-56mm包装元件 2,400cph (实际) Chips贴片精度 ± 40 µ @ 3σ 从取料到贴片全程雷射进行元件监测, 防止漏料 从取料到贴片全程气压监测,双重保 险防止漏料 闭环压力控制
• 无PCB输入/输出区
– 生产线上其它设备的停顿会影响生产效率。 – 对于双轨制系统,需要额外的PCB分板器 – 额外投资
Fuji NXT: Disadvantages (III)
• 双轨制系统:前后轨道的产能相差近10% • 基准点识别无实时影像识别功能 • PCB尺寸对产能影响较大
– 单轨系统中(板 宽> 280 mm): 顺次传输基板的时间较长 – 板长 > 250 mm 产能甚至下降至 50 %
Fuji NXT: Disadvantages (I)
• 取料位置和贴片区中间隔着元件对中相机,距离较大。 • 元件对中时,贴片头需在相机上停顿,影响产能。
– 需要额外的停顿 – 基准点识别时间较长:每个基准点需要 0.25 秒 !(还不包括识别头移动时间) – 元件对中相机像素有限 (同样的相机即要处理12个贴片头上01005的测量, ( 12 01005 还要处理单头大IC的测量!) 其精度有限!
• 47小时/年
Min / Year Base Drain Filters Replace Filters Check Air drier Transport Lubricate Check grounding Robot Lubricate Clean Clean Nozzles Clean Laser
H12S H08 H04 F04 H01
H12S
H08
H01
NXT有没有缺点?
NXT模组基座
• 基座平台 • CPU控制箱 • 对外信号接口 (前后传输信号处理,主机) • 真空压缩泵 • 电源开关
8 模组基座
带真空压缩泵:噪音?保养?
4模组基座
安装,重新配置生产线, 基座间配线,基座水平工作量? 需要多少备件装配工作?
24 0 0 0 0 0 0 0 0 0
168 500 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1429 0 714 0
Feeder slot usage comparison
Fuji NXT (1 slot = 12 mm) Tape width Feeder width # slots 8 12 1 12 16 2 16 20 2 24 28 3 32 36 4 44 52 5 56 60 6 Assembléon AX (1 slot = 16 mm) Feeder width # slots 16 ½ or 1 16 1or 1.5 24 1.5 32 2 40 2.5 52 3.5 64 4
Line 21 MPM flip