6061-T6铝合金激光-MIG复合焊接头的组织与性能
《高含量B4C-6061Al复合材料及焊接接头组织和力学性能研究》范文
《高含量B4C-6061Al复合材料及焊接接头组织和力学性能研究》篇一高含量B4C-6061Al复合材料及焊接接头组织和力学性能研究一、引言随着现代工业技术的快速发展,高强度、轻质、耐腐蚀的复合材料在航空航天、汽车制造、机械制造等领域得到了广泛应用。
B4C(硼酸铝)增强6061Al复合材料,以其优异的力学性能和物理性能,成为了复合材料领域的研究热点。
本文针对高含量B4C/6061Al复合材料及其焊接接头的组织和力学性能进行了深入研究,为该类复合材料的实际应用提供理论依据。
二、材料制备与实验方法1. 材料制备高含量B4C/6061Al复合材料通过粉末冶金法制备,将B4C 颗粒与6061Al基体粉末混合均匀,然后进行热压烧结,得到复合材料。
2. 实验方法(1)金相组织观察:采用光学显微镜和扫描电子显微镜对复合材料及焊接接头的微观组织进行观察。
(2)力学性能测试:进行拉伸试验、硬度测试和冲击试验,评估复合材料及焊接接头的力学性能。
(3)物相分析:利用X射线衍射技术对复合材料中的物相进行定性分析。
三、结果与讨论1. 微观组织分析通过金相组织观察和物相分析,发现高含量B4C颗粒均匀分布在6061Al基体中,两者之间形成了良好的界面结合。
B4C颗粒的加入有效细化了基体晶粒,提高了复合材料的致密度。
2. 力学性能研究(1)拉伸性能:高含量B4C/6061Al复合材料具有较高的抗拉强度和延伸率,表明B4C颗粒的加入显著提高了基体的力学性能。
(2)硬度测试:复合材料的硬度较基体6061Al有明显提高,随着B4C含量的增加,硬度呈上升趋势。
(3)冲击性能:B4C/6061Al复合材料具有较好的冲击韧性,能够在受到冲击时吸收更多的能量。
3. 焊接接头性能高含量B4C/6061Al复合材料的焊接接头具有良好的力学性能,接头处无明显的缺陷和裂纹。
通过合理的焊接工艺,可以保证焊接接头的强度和韧性达到甚至超过母材。
四、结论通过对高含量B4C/6061Al复合材料及其焊接接头的组织和力学性能进行研究,得出以下结论:1. 高含量B4C颗粒的加入有效细化了基体晶粒,提高了复合材料的致密度和力学性能。
6061铝参数

6061铝参数6061铝是一种常见的铝合金材料,具有优异的机械性能和耐腐蚀性能。
本文将从6061铝的组成、物理性能、机械性能、加工性能以及应用领域等多个方面进行介绍。
一、6061铝的组成6061铝合金主要由铝、镁、硅和铜等元素组成。
其中,铝是主要成分,占比在97.9%以上;镁的含量在0.8%-1.2%之间;硅的含量在0.4%-0.8%之间;铜的含量在0.15%-0.4%之间。
这些元素的合理配比使得6061铝合金具有良好的综合性能。
二、6061铝的物理性能6061铝的密度为 2.7g/cm³,熔点为582℃,导热系数为167W/(m·K),线膨胀系数为23.6×10^-6/℃。
具有良好的导热性和热膨胀性,适用于制造散热器等热传导要求较高的产品。
三、6061铝的机械性能6061铝合金具有优异的机械性能,抗拉强度为180-290 MPa,屈服强度为110-240 MPa,延伸率为10%-25%。
在不同状态下,6061铝的机械性能也会有所差异,经过T6热处理后的6061铝合金具有更高的强度和硬度。
四、6061铝的加工性能6061铝合金具有良好的可加工性,可通过压铸、挤压、铸造等工艺进行加工。
在热轧状态下,6061铝的塑性较好,容易加工成型;在冷轧状态下,6061铝的强度和硬度会有所提高。
五、6061铝的耐腐蚀性能6061铝合金具有良好的耐腐蚀性能,能够在大气中、淡水中以及一些化学介质中保持良好的稳定性。
然而,在含有盐酸、硝酸等强腐蚀性介质中,6061铝合金会发生腐蚀。
六、6061铝的应用领域由于6061铝具有优异的机械性能和耐腐蚀性能,广泛应用于航空航天、汽车制造、建筑工程、电子设备等领域。
在航空航天领域,6061铝合金常用于制造飞机翼梁、机身结构等部件;在汽车制造领域,6061铝合金常用于制造车身、车架等部件;在建筑工程领域,6061铝合金常用于制造门窗、铝合金型材等;在电子设备领域,6061铝合金常用于制造电子外壳、散热器等。
6061铝合金性能及介绍(优秀范文5篇)

6061铝合金性能及介绍(优秀范文5篇)第一篇:6061铝合金性能及介绍1.6061铝合金基本情况6061铝合金属热处理可强化合金,具有良好的可成型性、可焊接性、可机加工性能,同时具有中等强度,在退火后仍能维持较好的强度。
6061铝合金的主要合金元素是镁与硅,并形成Mg2Si相。
若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。
6061铝合金的熔化温度在582~652℃,老牌号为LD30。
2.典型用途一、板带的应用广泛应用于装饰、包装、建筑、运输、电子、航空、航天、兵器等各行各业。
二、航空航天用铝材用于制作飞机蒙皮、机身框架、大梁、旋翼、螺旋桨、油箱、壁板和起落架支柱,以及火箭锻环、宇宙飞船壁板等。
三、交通运输用铝材用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,车门窗、货架、汽车发动机零件、空调器、散热器、车身板、轮毂及舰艇用材。
四、包装用铝材全铝易拉罐制罐料主要以薄板与箔材的形式作为金属包装材料,制成罐、盖、瓶、桶、包装箔。
广泛用于饮料、食品、化妆品、药品、香烟、工业产品等包装。
五、印刷用铝材主要用于制作PS版,铝基PS版是印刷业的一种新型材料,用于自动化制版和印刷。
六、建筑装饰用铝材铝合金因其良好的抗蚀性、足够的强度、优良的工艺性能和焊接性能,主要广泛用于建筑物构架、门窗、吊顶、装饰面等。
如各种建筑门窗、幕墙用铝型材、铝幕墙板、压型板、花纹板、彩色涂层铝板等。
七、电子家电用铝材主要用于各种母线、架线、导体、电气元件、冰箱、空调、电缆等领域。
3.热处理工艺1)快速退火:加热温度350~410℃,随材料有效厚度的不同,保温时间在30~120min之间,空气或水冷。
2)高温退火:加热温度350~500℃,成品厚度≥6mm时,保温时间为10~30min、<6mm时,热透为止,空气冷。
6061铝合金性能及介绍

1.6061铝合金基本情况6061铝合金属热处理可强化合金,具有良好的可成型性、可焊接性、可机加工性能,同时具有中等强度,在退火后仍能维持较好的强度。
6061铝合金的主要合金元素是镁与硅,并形成Mg2Si相。
若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。
6061铝合金的熔化温度在582~652℃,老牌号为LD30。
2.典型用途一、板带的应用广泛应用于装饰、包装、建筑、运输、电子、航空、航天、兵器等各行各业。
二、航空航天用铝材用于制作飞机蒙皮、机身框架、大梁、旋翼、螺旋桨、油箱、壁板和起落架支柱,以及火箭锻环、宇宙飞船壁板等。
三、交通运输用铝材用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,车门窗、货架、汽车发动机零件、空调器、散热器、车身板、轮毂及舰艇用材。
四、包装用铝材全铝易拉罐制罐料主要以薄板与箔材的形式作为金属包装材料,制成罐、盖、瓶、桶、包装箔。
广泛用于饮料、食品、化妆品、药品、香烟、工业产品等包装。
五、印刷用铝材主要用于制作PS版,铝基PS版是印刷业的一种新型材料,用于自动化制版和印刷。
六、建筑装饰用铝材铝合金因其良好的抗蚀性、足够的强度、优良的工艺性能和焊接性能,主要广泛用于建筑物构架、门窗、吊顶、装饰面等。
如各种建筑门窗、幕墙用铝型材、铝幕墙板、压型板、花纹板、彩色涂层铝板等。
七、电子家电用铝材主要用于各种母线、架线、导体、电气元件、冰箱、空调、电缆等领域。
3.热处理工艺1)快速退火:加热温度350~410℃,随材料有效厚度的不同,保温时间在30~120min之间,空气或水冷。
2)高温退火:加热温度350~500℃,成品厚度≥6mm时,保温时间为10~30min、<6mm时,热透为止,空气冷。
铝合金6061材料参数

铝合金6061材料参数铝合金6061是一种常见的铝合金材料,具有优良的力学性能和耐腐蚀性能,被广泛应用于航空航天、船舶制造、汽车制造、建筑和机械加工等领域。
下面将介绍铝合金6061的主要参数。
1. 密度。
铝合金6061的密度为2.7g/cm³,相对较低,有利于减轻整体结构的重量,提高材料的强度和刚性。
2. 强度。
铝合金6061的抗拉强度为≥ 275MPa,屈服强度为≥ 240MPa。
这种优异的强度使得铝合金6061在各种工程应用中都能够承受较大的载荷,保证结构的稳定性和安全性。
3. 热处理。
铝合金6061可以通过热处理来提高其强度和硬度,常见的热处理状态包括T6状态和T651状态。
在T6状态下,铝合金6061的抗拉强度可达310MPa,屈服强度可达276MPa,硬度可达95HB。
在T651状态下,铝合金6061的抗拉强度可达310MPa,屈服强度可达276MPa,硬度可达95HB。
4. 耐蚀性。
铝合金6061具有良好的耐蚀性,能够抵抗大气、水、酸、碱等介质的腐蚀,因此在航空航天和海洋工程等领域得到广泛应用。
5. 加工性。
铝合金6061具有良好的加工性能,可以进行铣削、钻孔、车削、切割等加工工艺,适用于各种复杂结构的加工制造。
6. 焊接性。
铝合金6061具有良好的焊接性,可以通过TIG焊、MIG焊、气保焊等方法进行焊接,焊接后的接头牢固、密封性好。
7. 表面处理。
铝合金6061可以进行阳极氧化、喷砂、喷涂等表面处理,提高其耐蚀性和美观性。
综上所述,铝合金6061具有较低的密度、优异的强度、良好的热处理性能、耐蚀性、加工性、焊接性和表面处理性能,适用于各种工程领域的应用。
在实际工程中,可以根据具体的需求选择不同的热处理状态和表面处理方式,充分发挥铝合金6061的优异性能,满足工程设计的要求。
焊接工艺对6061-T6铝合金接头疲劳性能的影响
106
1O
应力循环 次数Ⅳ
10
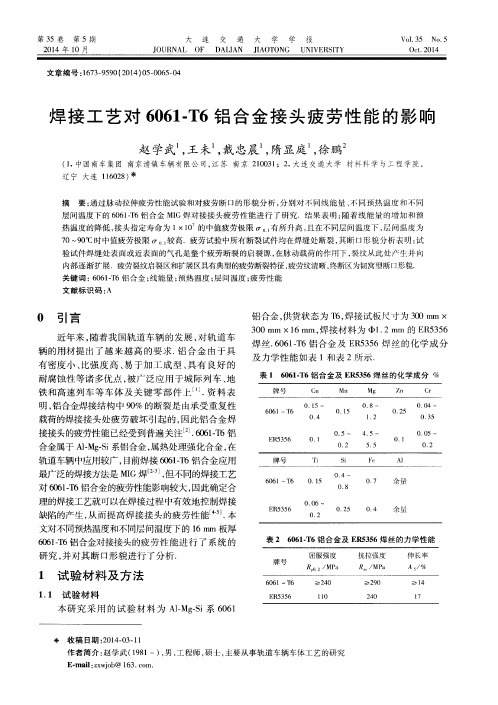
图 2 不 l司 线 能 量 下 S-N 曲 线 对 比
图 2中脉动拉 伸疲 劳试 验确 定 的指 定寿 命 为 1×10 的中值疲劳极 限 分别为 :小线能量 时 为 88 MPa,中线 能 量 时 为 92 MPa,大 线 能量 时 为
将 焊 接 后 的试 板 按 图 1的 尺 寸 进 行 机 械 加 工 ,得 到疲 劳试 件 的疲 劳 试 验 是在 PLG一100型 微 机 控制 高频 疲 劳试 验 机 上 进 行 的.试 验 采 用 的循 环 应力 比 R =0.1,指 定循 环寿命 取 1×10 次 .在 试 验过 程 中 ,当疲 劳裂 纹 尺 寸足 够 大 导 致 载 荷 加 不 上去 时 ,自动 停 振 ,并 记 录循 环 次 数 .试 验 时 各 S—N 曲线 测 定 时 均按 常规 方 法 进 行 ,即 各 s—N 曲
0 引言
近 年来 ,随着我 国轨 道车 辆 的发 展 ,对 轨道 车 辆 的用 材提 出 了越 来 越 高 的 要 求 .铝 合 金 由 于具 有 密度 小 、比强度 高 、易 于 加 工 成 型 、具 有 良好 的 耐 腐蚀 性等 诸 多优点 ,被 广泛 应 用 于城 际列 车 、地
铝合金 ,供 货状态 为 ,焊 接试板 尺寸 为 300 mlTl× 300 mm×16 I11113,焊 接材料 为 1.2 him 的 ER5356 焊丝 .6061一T6铝合 金 及 ER5356焊 丝 的化 学 成 分 及力 学性 能如 表 1和表 2所示 .
文对不同预热温度和不 同层 问温度下 的 16 nqlTl板厚 6061一T6铝合金对接接头 的疲 劳性 能 进 行 了 系统 的 研究 ,并 对其 断 口形貌 进行 了分 析 .
6061 t6国标号
6061 t6国标号
【最新版】
目录
1.引言:介绍 6061 铝合金
2.6061 铝合金的特性
3.6061 铝合金的国标号
4.6061 铝合金的应用领域
5.结论:总结 6061 铝合金的特点和应用
正文
6061 铝合金是一种高强度、良好的耐腐蚀性能和优良的焊接性能的铝合金材料。
这种合金主要由铝、镁、硅等元素组成,具有优秀的力学性能和加工性能,被广泛应用于各种工业领域。
6061铝合金的国标号是GB/T 3191-2008,这个标准规定了 6061 铝合金的化学成分、力学性能、工艺性能等方面的要求,为我国铝合金的生产和应用提供了重要的技术规范。
6061 铝合金的特性使其在许多领域都有广泛的应用。
例如,在航空航天领域,6061 铝合金的轻质高强特性使其成为制造飞机和宇宙飞船的理想材料;在建筑领域,6061 铝合金的优良的耐腐蚀性能使其成为建筑装饰的重要材料;在汽车制造领域,6061 铝合金的优良的焊接性能和力学性能使其成为汽车车身和发动机的重要材料。
第1页共1页。
铝合金6061的成分
铝合金6061的成分、性能与典型用途中国铝业网发布日期:2007-12-20 点击次数:6061合金中的主要合金元素为镁与硅,具有中等强度、良好的抗腐蚀性、可焊接性,氧化效果较好。
广泛应用于要求有一定强度和抗蚀性高的各种工业结构件,如制造卡车、塔式建筑、船舶、电车、铁道车辆、家具等。
化学成分(Chemical Composition Limits wt%)Cu Si Fe Mn Mg Zn Cr TiPb.BiAl0.15-0.40.4-0.8 0.7 0.150.8-1.20.250.04-0.350.15 / 余量典型机械和物理性能(Typical Mechanical & Physical Properties)焊接性切削性耐蚀性电导率20℃(68℉)(%IACS)密度(20℃)(g/cm3)很好一般较好40-50 2.70抗拉强度(25°C MPa)屈服强度(25°CMPa)硬度500kg力10mm球延伸率1.6mm(1/16in)厚度最大剪应力MPa310 276 95 12 205 6061-T6,抗拉强度〉290MPa,屈服强度〉240MPa,伸长率>=6-10%.6061-T5,抗拉强度〉262MPa,屈服强度〉241MPa,伸长率〉8%,硬度50-73HRB。
根据GBT16865查询Hardness, Brinell 95布氏硬度95Tensile Yield Strength 276 MPa抗拉强度276 MPaElongation at Break 12.0 % -17%伸长率 12.0 % -17%6061T6,我们公司现在这样做:535℃淬火,水温30~40℃,180℃时效。
你们的固溶处理工艺有问题呢.6061合金的固溶处理温度应该是530度.560度是6061合金的均匀化温度,是用来处理铸锭的,你们用这么高的温度来处理加工材,当然会过烧啰.不信你仔细看一看,型材的断口上是不是呈很细小的颗粒状!过烧的金属其硬度和强度当然很低啰!6063的T6规范:520~540℃固溶~~~~分钟(依壁厚而定),如果是热加工出来的,热加工终了温度大于510℃的,可不需要保温;冷却到室温后,在24小时内,放入时效炉内,175℃保温6~8小时;出炉,风冷。
6061铝合金性能及介绍
1.6061铝合金基本情况6061铝合金属热处理可强化合金,具有良好的可成型性、可焊接性、可机加工性能,同时具有中等强度,在退火后仍能维持较好的强度。
6061铝合金的主要合金元素是镁与硅,并形成Mg2Si相。
若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。
6061铝合金的熔化温度在582~652℃,老牌号为LD30。
2.典型用途一、板带的应用广泛应用于装饰、包装、建筑、运输、电子、航空、航天、兵器等各行各业。
二、航空航天用铝材用于制作飞机蒙皮、机身框架、大梁、旋翼、螺旋桨、油箱、壁板和起落架支柱,以及火箭锻环、宇宙飞船壁板等。
三、交通运输用铝材用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,车门窗、货架、汽车发动机零件、空调器、散热器、车身板、轮毂及舰艇用材。
四、包装用铝材全铝易拉罐制罐料主要以薄板与箔材的形式作为金属包装材料,制成罐、盖、瓶、桶、包装箔。
广泛用于饮料、食品、化妆品、药品、香烟、工业产品等包装。
五、印刷用铝材主要用于制作PS版,铝基PS版是印刷业的一种新型材料,用于自动化制版和印刷。
六、建筑装饰用铝材铝合金因其良好的抗蚀性、足够的强度、优良的工艺性能和焊接性能,主要广泛用于建筑物构架、门窗、吊顶、装饰面等。
如各种建筑门窗、幕墙用铝型材、铝幕墙板、压型板、花纹板、彩色涂层铝板等。
七、电子家电用铝材主要用于各种母线、架线、导体、电气元件、冰箱、空调、电缆等领域。
3.热处理工艺1)快速退火:加热温度350~410℃,随材料有效厚度的不同,保温时间在30~120min之间,空气或水冷。
2)高温退火:加热温度350~500℃,成品厚度≥6mm时,保温时间为10~30min、<6mm时,热透为止,空气冷。
《高含量B4C-6061Al复合材料及焊接接头组织和力学性能研究》范文
《高含量B4C-6061Al复合材料及焊接接头组织和力学性能研究》篇一高含量B4C-6061Al复合材料及焊接接头组织和力学性能研究一、引言随着现代工业的快速发展,高强度、轻质、耐腐蚀的复合材料在众多领域得到了广泛应用。
其中,B4C(硼酸铝)增强6061Al复合材料因具有良好的综合性能和相对低廉的造价而受到重视。
这种复合材料中的高含量B4C填充物可有效提升基体6061Al的强度与耐磨性。
此外,研究其焊接接头的组织和力学性能,对于提高此类复合材料在工业应用中的可加工性和可靠性至关重要。
二、材料与方法1. 材料选择本研究所用材料为高含量B4C/6061Al复合材料。
该复合材料中,B4C作为增强相,其含量对复合材料的性能具有显著影响。
2. 制备方法采用先进的搅拌铸造法进行复合材料的制备,通过控制工艺参数,实现B4C在6061Al基体中的均匀分布。
3. 焊接工艺对于焊接接头的制备,采用TIG(钨极惰性气体)焊接法,通过调整焊接电流、电压和焊接速度等参数,获得高质量的焊接接头。
三、组织结构分析1. 显微组织观察通过光学显微镜和扫描电子显微镜对复合材料及焊接接头的显微组织进行观察。
结果显示,B4C在6061Al基体中分布均匀,无明显的团聚现象。
焊接接头处,热影响区、熔合区和母材区界限清晰。
2. 物相分析X射线衍射分析表明,复合材料中主要物相为α-Al和B4C,焊接接头处无新相生成。
四、力学性能研究1. 硬度测试硬度测试结果显示,高含量B4C/6061Al复合材料的硬度明显高于纯6061Al。
焊接接头处,硬度在热影响区达到峰值,随后在熔合区和母材区逐渐降低。
2. 拉伸性能测试拉伸试验表明,复合材料的抗拉强度和延伸率均优于纯6061Al。
焊接接头的抗拉强度和延伸率略低于母材,但仍然保持良好的力学性能。
五、讨论高含量B4C的加入显著提高了6061Al基体的硬度、抗拉强度和耐磨性。
在焊接过程中,适当的工艺参数能保证焊接接头的质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6 0 6 1 一 T 6 铝合金激光一 M I G复合焊接头 的组织与性能
i G ∞s G 衄鸸 a 皿 d P @ @ s o f 6 0 6 1 一 T6 I 蚴 i 删 皿 Al Ⅱ 。 y La s MI Hy b id r We l  ̄ g He a d
所示 。
目前对铝合金的焊接多采用T I C 、M I G 等方法 ,
采用这些熔焊方法不仅效率低 、焊件变形大 ,
而且焊接缺陷较 多 ,大大限制了其在工业上 的
应用 。激光一 电弧复合焊作为当前最具发展潜 力的轻合金熔 焊技术 ,是集激光与电弧 的优点 于一身 ,具有 焊速快 、焊件形变小 、熔深大 、 焊缝成分可调 等优点 ,在车身结构制造 中具有 广阔的应用前景。 本文采用光纤激光与M I G 电弧复合作用 ,对 A 】 系铝合金6 0 6 1 - ' I ' 6  ̄厚板进行焊接试验。
Mn
0. 1 5 O. 0 5~ O _ 2 O
Mg
0 . 8 0 -1 . 2 0 4 . 5 O ~ 5 . 5 O
C r
0. O 4 ~ O35 O. O5 ~ O . 2O
Z n
O . 2 5 ≤O . 1 O
T i
O . 1 5 O . O 6 O . 2 O
=
1 . 8 m / m i n ,v 送 - 6 m / m i n ,离焦量 一 l m m,纯A r 保
通过拉伸试验 、断 口形貌 、金相组织以及显微 硬度等来深入研究复合焊接头 的组织与性 能 ,
护气 的流量为1 5 0 l J r n i n 。此外 ,为防止铝合金表 面反射出的激光对光纤 的损伤 ,激光束偏移试
等缺 陷严重影 响焊接结构的力学性 能 ;焊缝组织主要是等轴 晶和柱状晶 ;接头拉伸断 口上分布着
许多尺 寸较小、形貌相近的等轴韧窝。 关键词 :激光一 MI G 复合焊 ;6 0 6 1 一 T 6 铝合金 ;焊缝组织 ;断 口形貌 i软化
序 言
近年来 ,6 0 6 1 铝合金以其优 良的综合性能,
1 . 2 试 验方 法
焊前对母材进行化学除油 、机械去氧化膜
处理 ,并且置于干燥箱中保温 ,对母材开设4 5 。
坡口,钝边3 H l I T I 。在口 Ⅵ — 4 0 0 0 光纤激光器和
F m n i u s T P S 4 0 0 0 M I G 复合焊平台上进行对接焊 , 优化的焊接参数为 :P 澈 - 3 . 8 k Wຫໍສະໝຸດ I  ̄= 1 4 0 A,v 蝉 接
A l
Ba l Ba 1
作者简介 : 徐 晓波 ( 1 9 8 7 一 ).男,合肥工业大学材料科学与工程学 院硕士研究生 ,研究方向:焊接结构工程可靠性 。
现代焊接 2 0 1 3 年第3 期 总第1 2 3 期 J 一23
板的法向约1 0 。,电弧偏移法线约2 0 。 ,为了保
为材料 的实际生产应用提供参考。
材料
5 0 6l — T6 ER5 3 5 6
S i
0 . 4 0 ~ 0 . 8 0 ≤0 . 2 5
F e
O . 7 O ≤0 . 0 4
C U
0 . 1 5 - 0 . 4 0 ≤0 . 1 O
文厂 徐晓波’徐道荣’孙玉萍’吴a - i l l ( 1 一 合肥工业大学材料科学与工程学院; 2 一 西南交通大学 牵引动力国家重点实验室 )
摘 要 :本文利 用万能材料试验机 、金相显微镜 、扫描 电镜及显微 硬度计等分析6 0 6 1 一 T 6 铝合金 激光一 MI G 复合 焊接头 的组织与性能。研究结果表明 ,复合焊接头的抗拉 强度为1 6 5 MP a ,是母材 强度的5 7 %:焊缝区的显微硬度是母材 的6 5 %,存在 明显 的接头软 化现象。焊接气孔 、接头软化
在交通运载工具的轻量化设计中得到广泛应用 。
1 试验材料及方法
1 . 1 试 验材 料
材料为6 m m厚T 6 态的6 0 6 1 铝合金轧制板材,
常温抗拉强度为2 9 0 M P a 。填充焊丝型号为E R 5 3 5 6 , 直径 1 . 2 m m。母材及填充焊丝的化学成分如附表